
- સિમેન્ટિંગ પદ્ધતિની પસંદગી સંખ્યાબંધ શરતો દ્વારા નક્કી કરવામાં આવે છે.
- વેલ સિમેન્ટીંગ ટેકનોલોજીકલ પ્રક્રિયા
- સિમેન્ટિંગ પ્રક્રિયા
- ડિસ્ચાર્જ ફીચર્સ
- સાધનો અને સામગ્રી:
- સિમેન્ટીંગ ટેકનોલોજી
- સિંગલ સ્ટેજ (સતત) સિમેન્ટિંગ સિસ્ટમ
- વેલ પ્લગિંગના પ્રકાર.
- કુવાઓ સિમેન્ટ કરવા શા માટે જરૂરી છે
- કાર્બ્યુરાઇઝિંગ પ્રક્રિયાનું વર્ણન
- સિમેન્ટવાળા કુવાઓની ગુણવત્તાનું મૂલ્યાંકન કેવી રીતે થાય છે?
- વેલ સિમેન્ટીંગ પદ્ધતિઓ
- સિમેન્ટ પથ્થરની રચનાની પ્રક્રિયા
- રક્ષણાત્મક સ્તરને સખત બનાવવા અને તેની ગુણવત્તા તપાસવાનો સમયગાળો
- કુવાઓને મારવા માટે સલામતીનાં પગલાં.
- વિષય પર તારણો અને ઉપયોગી વિડિઓ
સિમેન્ટિંગ પદ્ધતિની પસંદગી સંખ્યાબંધ શરતો દ્વારા નક્કી કરવામાં આવે છે.
રેટિંગ: / 0
પ્રથમ શરત જે સિમેન્ટિંગ પદ્ધતિની પસંદગી નક્કી કરે છે તે ઇન્સ્યુલેશન કાર્યની નિમણૂક છે. સિમેન્ટ આવરણને ઠીક કરતી વખતે, કૂવામાં ઉચ્ચ-દબાણના પાણીના પ્રવાહને અલગ પાડતી વખતે, અને જ્યારે અંતર્ગત રચના પર પાછા ફરો ત્યારે, સિમેન્ટિંગનો ઉપયોગ પોકર સાથેના વિશિષ્ટ છિદ્રો દ્વારા અથવા સિમેન્ટ પ્લગને ડ્રિલિંગ સાથે દબાણ હેઠળ સિમેન્ટિંગ દ્વારા કરવામાં આવે છે. ઓવરલાઇંગ ફોર્મેશન પર પાછા ફરતી વખતે, દબાણ વિના સિમેન્ટિંગનો ઉપયોગ થાય છે.
બીજી સ્થિતિ જે સિમેન્ટિંગ પદ્ધતિની પસંદગી નક્કી કરે છે તે કૂવાની શોષણ ક્ષમતા છે.આ કિસ્સામાં, અભિવ્યક્તિ "સારી રીતે શોષવાની ક્ષમતા" શરતી છે, તેનો અર્થ એ છે કે કોઈપણ છિદ્રોના પાણી અને સિમેન્ટ મોર્ટાર માટે શોષણ ક્ષમતા કે જેના દ્વારા ઉત્પાદન સ્ટ્રિંગની પાછળ ઇન્સ્યુલેટીંગ પદાર્થના ઇન્જેક્શનની યોજના છે.
તેમની શોષણ ક્ષમતા અનુસાર, કુવાઓને ત્રણ જૂથોમાં વહેંચવામાં આવ્યા છે. પ્રથમ જૂથમાં એવા કુવાઓનો સમાવેશ થાય છે જેની શોષણ ક્ષમતા 0.1 એમ3/મિનિટથી વધુ ન હોય અને વેલહેડ પ્રેશર 50 થી વધુ હોય. આવા કુવાઓમાં સ્થિર સ્તર કૂવા પર હોય છે, અને કેટલીકવાર કૂવામાંથી પ્રવાહીનો ભરાવો પણ થાય છે. ઓછી શોષણ ક્ષમતાવાળા કુવાઓને ફ્લશ કરતી વખતે, ફ્લશિંગ પાણી શોષાય નથી. બીજા જૂથના કુવાઓમાં, સ્થિર સ્તર સામાન્ય રીતે વેલહેડની નીચે હોય છે; જ્યારે તેને ફ્લશ કરવામાં આવે છે, ત્યારે ફ્લશિંગ પાણી આંશિક રીતે શોષાય છે. શોષણ કુવાઓ નીચેના લક્ષણો દ્વારા વર્ગીકૃત થયેલ છે. તેઓ નીચા સ્થિર સ્તર ધરાવે છે, જે 50-200 મીટર ઊંચા પ્રવાહી સ્તંભને અનુરૂપ છે, અને પાણી, માટી અને સિમેન્ટ મોર્ટાર માટે ઉચ્ચ શોષણ ક્ષમતા ધરાવે છે. પરિણામે, 100 l/s સુધીની ક્ષમતાવાળા ફ્લશિંગ એકમો ફોરવર્ડ અને રિવર્સ ફ્લશિંગ દરમિયાન પરિભ્રમણનું કારણ બની શકતા નથી. જ્યારે પાણી, માટી અને સિમેન્ટ સ્લરીને ઇન્જેક્ટ કરવામાં આવે છે, ત્યારે શોષક કુવાઓનું સ્તર વધે છે, પરંતુ પછી થોડા સમયની અંદર (0.5-1 કલાક) તે સ્થિર સ્તરે ઘટી જાય છે. કુવાઓને શોષવાની આ વિશેષતાઓ માટે ચોક્કસ સિમેન્ટિંગ પદ્ધતિઓનો ઉપયોગ કરવાની જરૂર છે.
પાણીના ઊંચા કાપ સાથે, ફિલ્ટર છિદ્રો દ્વારા સિમેન્ટિંગ લાગુ કરવું જરૂરી છે, ઓછા પાણીના કટ સાથે - ખાસ છિદ્રો દ્વારા સિમેન્ટિંગ અથવા તેલ-સિમેન્ટ મોર્ટારનો ઉપયોગ કરો.
ચોથી શરત કે જે સિમેન્ટિંગ પદ્ધતિની પસંદગી નક્કી કરે છે તે છે પાછળની-કેસિંગ પરિભ્રમણ ચેનલોને સાફ કરવાની શક્યતા, જેના દ્વારા ખડકના કણો, માટી અને બિન-કઠિન સિમેન્ટ સમૂહમાંથી બહારનું પાણી પ્રવેશે છે. વેલબોરના એક ભાગનું અનુકરણ કરતા ઉપકરણ પર TatNII ખાતે હાથ ધરવામાં આવેલા સિમેન્ટ આવરણના પુનઃસ્થાપનની પ્રક્રિયાના અભ્યાસમાં દર્શાવવામાં આવ્યું છે કે જો આ તિરાડોને પહેલાથી ફ્લશ કરવામાં આવે તો પાછળના-ધ-કેસિંગ પરિભ્રમણ ચેનલોની વિશ્વસનીય અલગતા પ્રાપ્ત થાય છે. ઓછામાં ઓછા 10 મીટર/સેકંડના પ્રવાહ દરે પાણી. આ પ્રવાહ દર શરત હેઠળ પ્રદાન કરવામાં આવે છે:
જ્યાં : q—જળાશયના ડ્રેનેજ દરમિયાન પાણીનો પ્રવાહ દર, m3/દિવસ;
D—ડ્રિલિંગ દરમિયાન વેલબોરનો વ્યાસ, m;
h એ સિમેન્ટ રિંગમાં ક્રેકની લંબાઈ છે, m,
B એ સ્થિર મૂલ્ય છે, • day2/m6 પર.
ઓછામાં ઓછા q ના પાણીના ઉપાડ સાથે સઘન કૂવા ડ્રેનેજ પછી, ફિલ્ટર છિદ્રો દ્વારા સિમેન્ટિંગ લાગુ કરવામાં આવે છે.
રચનામાંથી અપૂરતા પાણીના પ્રવાહના કિસ્સામાં, પેકરનો ઉપયોગ કરીને પાછળના-ધ-કેસિંગ પરિભ્રમણ ચેનલોના પ્રારંભિક ફ્લશિંગ સાથે વિશિષ્ટ છિદ્રો દ્વારા સિમેન્ટિંગનો ઉપયોગ કરવામાં આવે છે.
સિમેન્ટિંગ પદ્ધતિની પસંદગી નક્કી કરતી પાંચમી સ્થિતિ એ કૂવાની ઊંડાઈ છે. ઊંડાઈમાં વધારા સાથે, રેડતા પાઈપોને ઘટાડવા અને વધારવાનો સમય વધે છે, ફ્લશિંગ દરમિયાન હાઇડ્રોલિક પ્રતિકાર વધે છે, તેમજ બોટમહોલ પર તાપમાન અને દબાણ વધે છે. આ પરિબળો એક અથવા બીજી સિમેન્ટિંગ પદ્ધતિનો ઉપયોગ કરવાની શક્યતાઓને મર્યાદિત કરે છે.
છઠ્ઠી શરત, જે સિમેન્ટિંગ પદ્ધતિ પસંદ કરતી વખતે ધ્યાનમાં લેવામાં આવે છે, તે ઉત્પાદન કેસીંગની તકનીકી સ્થિતિ છે. ઘણા કિસ્સાઓમાં, તે મહત્તમ શક્ય વિસ્થાપન દબાણના મૂલ્યને મર્યાદિત કરે છે અને કૉલમમાં દબાણ ઘટાડવાની ડિગ્રી નક્કી કરે છે.
< >
વેલ સિમેન્ટીંગ ટેકનોલોજીકલ પ્રક્રિયા
ડ્રિલિંગ કામગીરીનો અંતિમ તબક્કો એક પ્રક્રિયા સાથે છે જે સારી રીતે સિમેન્ટિંગનો સમાવેશ થાય છે. સમગ્ર માળખાની કાર્યક્ષમતા આ કામો કેટલી સારી રીતે હાથ ધરવામાં આવે છે તેના પર આધાર રાખે છે. આ પ્રક્રિયા હાથ ધરવાની પ્રક્રિયામાં અનુસરવામાં આવેલ મુખ્ય ધ્યેય ડ્રિલિંગ પ્રવાહીને સિમેન્ટથી બદલવાનો છે, જેનું બીજું નામ છે - સિમેન્ટ સ્લરી. કુવાઓને સિમેન્ટ કરવામાં એવી રચનાની રજૂઆતનો સમાવેશ થાય છે જે સખત, પથ્થરમાં ફેરવાય છે. આજની તારીખમાં, કુવાઓને સિમેન્ટ કરવાની પ્રક્રિયા હાથ ધરવાની ઘણી રીતો છે, તેમાંથી સૌથી વધુ ઉપયોગમાં લેવાતી 100 વર્ષથી વધુ જૂની છે. આ સિંગલ-સ્ટેજ કેસીંગ સિમેન્ટિંગ છે, જે 1905 માં વિશ્વમાં રજૂ કરવામાં આવ્યું હતું અને આજે ફક્ત થોડા ફેરફારો સાથે ઉપયોગમાં લેવાય છે.
સિમેન્ટિંગ પ્રક્રિયા
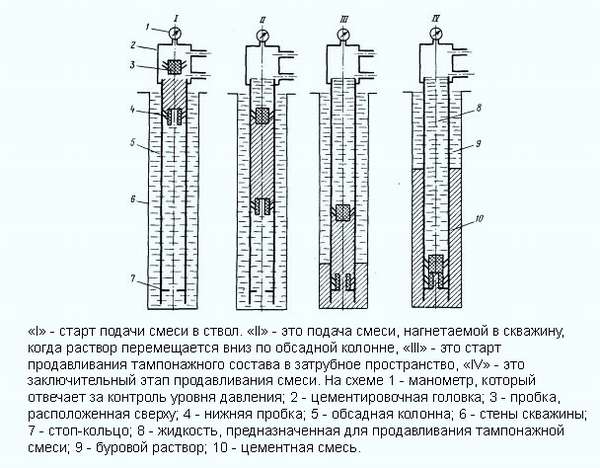
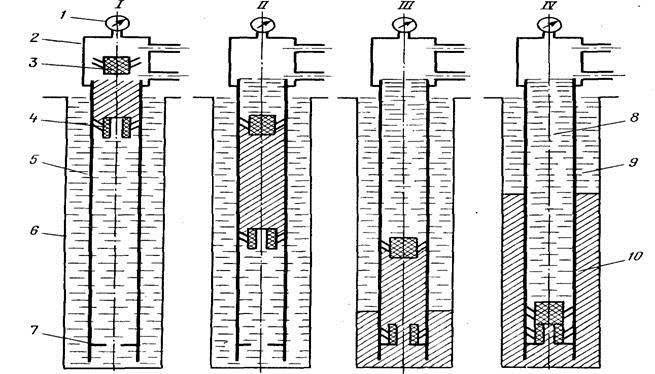
વેલ સિમેન્ટિંગ ટેક્નોલોજીમાં 5 મુખ્ય પ્રકારનાં કામ સામેલ છે: પહેલું સિમેન્ટ સ્લરીનું મિશ્રણ છે, બીજું મિશ્રણને કૂવામાં પમ્પ કરવાનું છે, ત્રીજું પસંદ કરેલી પદ્ધતિ દ્વારા મિશ્રણને એન્યુલસમાં ખવડાવવાનું છે, ચોથું સિમેન્ટ મિશ્રણને સખત બનાવવાનું છે, પાંચમું કામની ગુણવત્તા તપાસી રહ્યું છે.
કામ શરૂ કરતા પહેલા, સિમેન્ટિંગ સ્કીમ બનાવવી જોઈએ, જે પ્રક્રિયાની તકનીકી ગણતરીઓ પર આધારિત છે.
ખાણકામ અને ભૂસ્તરશાસ્ત્રીય પરિસ્થિતિઓને ધ્યાનમાં લેવી મહત્વપૂર્ણ રહેશે; અંતરાલની લંબાઈ જેને મજબૂત કરવાની જરૂર છે; વેલબોરની ડિઝાઇનની લાક્ષણિકતાઓ, તેમજ તેની સ્થિતિ. ચોક્કસ ક્ષેત્રમાં આવા કાર્યના અમલીકરણમાં ગણતરીઓ અને અનુભવ હાથ ધરવાની પ્રક્રિયામાં ઉપયોગ કરવો જોઈએ
ડિસ્ચાર્જ ફીચર્સ
સિમેન્ટિંગ એ એન્યુલસમાં મિશ્રણને સપ્લાય કરવાની વિવિધ પદ્ધતિઓ દ્વારા કરી શકાય છે, વધુમાં, કાર્યની પ્રક્રિયામાં વિવિધ ઉપકરણોનો ઉપયોગ કરી શકાય છે. સિમેન્ટિંગ કુવાઓમાં મિશ્રણનો સીધો પુરવઠો સામેલ હોઈ શકે છે, આવી યોજનામાં કેસીંગ સ્ટ્રિંગની આંતરિક જગ્યામાં સિમેન્ટના પ્રવાહનો સમાવેશ થાય છે, ત્યારબાદ તેનો સીધો જૂતા સુધી પસાર થાય છે અને આગળ એન્નલસમાં પ્રવેશ થાય છે, જ્યારે દ્રાવણનો પ્રવાહ નીચેથી ઉપર બનાવેલ છે. વિપરીત યોજના સાથે, ઈન્જેક્શન ઉપરથી નીચે સુધી, વિપરીત ક્રમમાં કરવામાં આવે છે.
આ કિસ્સામાં, સારી રીતે સિમેન્ટિંગ એક અભિગમમાં કરી શકાય છે, જે દરમિયાન મિશ્રણને પ્લગ કરવા માટે જરૂરી વોલ્યુમ એક સમયે ફરજ પાડવામાં આવે છે.
જ્યારે કૂવામાં નોંધપાત્ર ઊંડાઈ હોય ત્યારે બે-તબક્કાના સિમેન્ટિંગનો ઉપયોગ થાય છે. તકનીકી પ્રક્રિયાને સાધનસામગ્રીના ઉપયોગ દ્વારા વ્યક્તિગત અંતરાલોના અનુક્રમિક ભરવામાં વિભાજિત કરવામાં આવે છે. કોલર સિમેન્ટિંગ, ઉપરોક્ત પદ્ધતિઓથી વિપરીત, સિમેન્ટ મિશ્રણના પસાર થવાથી વેલબોરના એક ભાગને સુરક્ષિત કરવાનો સમાવેશ થાય છે. કફ તમને જળાશયની લંબાઈ સાથે સ્થિત વિસ્તારને અલગ કરવાની મંજૂરી આપે છે. કૂવામાં છુપાયેલા કૉલમ અને વિભાગો હોઈ શકે છે, તેમના સિમેન્ટિંગને અલગ જૂથ તરીકે વર્ગીકૃત કરી શકાય છે.
વેલ સિમેન્ટિંગનું અમલીકરણ, કાર્યની પસંદ કરેલી પદ્ધતિને ધ્યાનમાં લીધા વિના, એન્યુલસમાંથી ડ્રિલિંગ દ્વારા રચાયેલા સોલ્યુશનને બહાર કાઢવાના લક્ષ્યને અનુસરે છે, જે ત્યાં સિમેન્ટ સ્લરી મૂકીને શક્ય છે.સિમેન્ટિંગ સિમેન્ટ મિશ્રણ સાથે વેલબોર અંતરાલને સંપૂર્ણ ભરવાની ખાતરી આપે છે; સિમેન્ટિંગ માટેના અંતરાલમાં સિમેન્ટ મિશ્રણના ઘૂંસપેંઠ દ્વારા ડ્રિલિંગ પ્રવાહીને દૂર કરવું; ફ્લશિંગ પ્રવાહીના પ્રવેશથી સિમેન્ટ મિશ્રણનું રક્ષણ; સિમેન્ટ પથ્થરની રચના, જે ઊંડા ભારના સ્વરૂપમાં વિવિધ પ્રકારના પ્રભાવો માટે નોંધપાત્ર પ્રતિકાર દ્વારા વર્ગીકૃત થયેલ છે; કૂવાની દિવાલો અને કેસીંગની સપાટી પર સિમેન્ટ પથ્થરની ઉત્તમ સંલગ્નતા.
સાધનો અને સામગ્રી:
- નોંધપાત્ર દબાણ હેઠળ મિશ્રણ અને તેના પછીના પંચિંગને મિશ્રિત કરવા માટે રચાયેલ સિમેન્ટિંગ એકમો;
- સિમેન્ટ-મિશ્રણ સાધનો;
- વેલબોરને ફ્લશ કરવા અને તેની દિવાલોને વધુ સિમેન્ટ કરવા માટે સિમેન્ટિંગ હેડ;
- બે-તબક્કાના સિમેન્ટિંગ માટે પ્લગ ભરવા;
- ઉચ્ચ દબાણ નળ;
- સ્ટીલ લવચીક નળી;
- સોલ્યુશનનું વિતરણ કરવા માટે રચાયેલ ઉપકરણો.
સિમેન્ટીંગ ટેકનોલોજી
ટર્બ્યુલેટર
વ્યાખ્યાન 14
સિમેન્ટિંગ એ બાઈન્ડરના સસ્પેન્શન સાથે કૂવાના આપેલ અંતરાલને ભરવાની પ્રક્રિયા છે, જે આરામ પર જાડું થઈ શકે છે અને નક્કર, અભેદ્ય શરીરમાં ફેરવાઈ શકે છે.
સિમેન્ટીંગ ઓ.કે. - કૂવા બાંધકામના સૌથી નિર્ણાયક તબક્કામાંનું એક. કોઈપણ કુવાઓના ઉચ્ચ ગુણવત્તાની સિમેન્ટિંગમાં નીચેનાનો સમાવેશ થાય છે: અને સ્તંભની પાછળ સિમેન્ટનો પથ્થર.
સિમેન્ટિંગના મુખ્ય લક્ષ્યો છે:
એક). કૂવા દ્વારા ખોલવામાં આવે તે પછી એકબીજાથી અભેદ્ય ક્ષિતિજને અલગ પાડવું, અને એન્યુલસ દ્વારા પ્રવાહી ઓવરફ્લો થવાનું અટકાવવું;
2). સસ્પેન્ડેડ કેસીંગ સ્ટ્રિંગ;
3).આક્રમક રચના પ્રવાહીની અસરથી કેસીંગ સ્ટ્રિંગનું રક્ષણ;
ચાર). કૂવાના અસ્તરમાં ખામીઓ દૂર કરવી;
5). વિભાજક સ્ક્રીનોનું નિર્માણ જે ઉત્પાદક ક્ષિતિજને પાણી આપવાનું અટકાવે છે;
6). કૂવામાં ઉચ્ચ-શક્તિવાળા પુલનું નિર્માણ, પૂરતા પ્રમાણમાં મોટા અક્ષીય લોડને શોષવામાં સક્ષમ;
7). શોષક ક્ષિતિજનું અલગતા;
આઠ). કૂવાની દિવાલોને મજબૂત બનાવવી;
9). કૂવાને છોડી દેવાના કિસ્સામાં વેલહેડ સીલિંગ.
- આપેલ વિસ્તારમાં ચોક્કસ ગુણવત્તાની સિમેન્ટ સ્લરી (ડ્રિલિંગ સ્લરીને બદલે) સાથે કૂવાની વલયાકાર જગ્યાને સંપૂર્ણપણે ભરવા માટે વિકસિત ધોરણો અને કામના નિયમોનું અમલીકરણ, સિમેન્ટ સ્લરીનો સંપર્ક સુનિશ્ચિત કરીને - પથ્થર સાથે બરાબર ની સપાટી. અને સ્તરોની અખંડિતતા જાળવતી વખતે સારી દિવાલ.




સિમેન્ટિંગની તકનીકી પ્રક્રિયા ભૂસ્તરશાસ્ત્રીય અને તકનીકી પરિબળો દ્વારા નક્કી કરવામાં આવે છે.
આ પરિબળો છે:
1. સિમેન્ટ સ્લરીનો સમય અને ઘટ્ટ થવાનો સમય, તેની રેયોલોજિકલ લાક્ષણિકતાઓ, સેડિમેન્ટેશનની સ્થિરતા, પાણીની ખોટ અને અન્ય ગુણધર્મો.
2. અનુલસમાં ડ્રિલિંગ અને સિમેન્ટ સ્લરી વચ્ચે સુસંગતતા અને સંબંધ.
3. એન્યુલસમાં ડ્રિલિંગ અને સિમેન્ટ સ્લરીઝની હિલચાલનો મોડ.
4. ઇન્જેક્ટેડ સિમેન્ટ સામગ્રીનું પ્રમાણ, કૂવાની દિવાલ સાથે તેના સંપર્કનો સમય.
5. બફર પ્રવાહીની ગુણવત્તા અને જથ્થો.
7. સ્તંભને સિમેન્ટ કરવું.
સિમેન્ટિંગની ઘણી પદ્ધતિઓ છે:
- પ્રાથમિક સિમેન્ટિંગની પદ્ધતિઓ (સિંગલ-સ્ટેજ, મલ્ટિ-સ્ટેજ, રિવર્સ, સ્લીવ);
- ગૌણ (સમારકામ અને સુધારણા) સિમેન્ટિંગની પદ્ધતિઓ;
- વિભાજન સિમેન્ટ પુલ સ્થાપિત કરવા માટેની પદ્ધતિઓ.
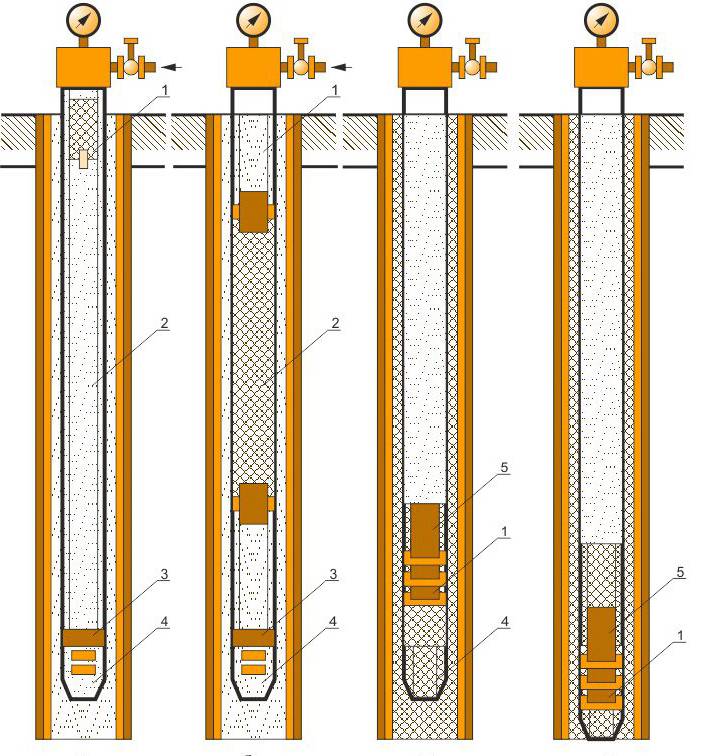
સિંગલ-સ્ટેજ સિમેન્ટિંગ - સિમેન્ટ સ્લરી કૂવા વલયાકાર જગ્યા અને O.K. વિભાગના નિર્દિષ્ટ અંતરાલને ભરવા માટે જરૂરી વોલ્યુમમાં પમ્પ કરવામાં આવે છે. ચેક વાલ્વની નીચે, અને સ્ક્વિઝિંગ લિક્વિડ - ચેક વાલ્વની ઉપરના સ્તંભની આંતરિક પોલાણને ભરવા માટે જરૂરી રકમમાં. સિમેન્ટ સ્લરીની ઘનતા ડ્રિલિંગ પ્રવાહીની ઘનતા કરતા વધારે હોવી જોઈએ.
પ્રાથમિક સિમેન્ટિંગના પ્રકાર:
જ્યારે સિમેન્ટ સ્લરી તરત જ એન્યુલસમાં પમ્પ કરવામાં આવે છે ત્યારે વિપરીત સાચું છે.
ડાયરેક્ટ, જ્યારે સિમેન્ટ સ્લરી ઓ.કે.માં પમ્પ કરવામાં આવે છે, અને માત્ર ત્યારે જ તેને એન્યુલસમાં દબાવવામાં આવે છે. તે આમાં વિભાજિત થયેલ છે:
એ) એક-તબક્કો (મોટાભાગે ઉપયોગમાં લેવાય છે).
બી) બે-તબક્કા (લાંબા અંતરાલ પર અથવા ANPD સાથે વપરાય છે). તે સમયના અંતર સાથે અને સમયના અંતર વિના હોઈ શકે છે.
સ્ટેપ સિમેન્ટિંગ (સમયના વિરામ સાથે). તે કિસ્સાઓમાં વપરાય છે:
1. જો ખડકોના ભંગાણના ભયને કારણે આ અંતરાલને એક સમયે સિમેન્ટ કરવું અશક્ય છે;
2. જો સિમેન્ટ સ્લરીના સેટિંગ અને સખ્તાઈ દરમિયાન GNVP નો ભય હોય તો;
3. જો લાંબા અંતરાલના ઉપલા ભાગને સિમેન્ટ કરી રહ્યા હોય, તો સિમેન્ટ સ્લરીનો ઉપયોગ થવો જોઈએ જે નીચેના વિભાગના લાક્ષણિક ઊંચા તાપમાને ખુલ્લી ન થઈ શકે.
સ્લીવ સિમેન્ટિંગ. જો નીચલા વિભાગમાં લાગુ પડે પાઈપોની બનેલી કેસીંગ સ્ટ્રીંગ પૂર્વ-ડ્રિલ્ડ છિદ્રો સાથે. ફ્લશિંગના અંતે, એક બોલ કૂવામાં નાખવામાં આવે છે. સ્વાદુપિંડના પ્રવાહ સાથે, બોલ નીચે જાય છે અને સિમેન્ટિંગ સ્લીવની નીચેની સ્લીવની કાઠી પર બેસે છે.જેમ જેમ પંપ સ્વાદુપિંડને પંપ કરવાનું ચાલુ રાખે છે, સ્ટ્રિંગમાં દબાણ તીવ્રપણે વધે છે, સ્લીવ પિનને કાપી નાખે છે જે તેને કપ્લિંગ બોડીમાં ધરાવે છે, લિમિટર સુધી નીચે જાય છે અને પ્રવાહીને એન્યુલસમાં બહાર નીકળવા માટે બારીઓ ખોલે છે. આ બિંદુથી, પ્રક્રિયા બે-તબક્કાના સિમેન્ટિંગની જેમ જ આગળ વધે છે.
93.79.221.197 પોસ્ટ કરેલી સામગ્રીના લેખક નથી. પરંતુ તે મફત ઍક્સેસ પ્રદાન કરે છે. શું ત્યાં કૉપિરાઇટ ઉલ્લંઘન છે? અમને લખો | પ્રતિભાવ.
એડબ્લોકને અક્ષમ કરો! અને પેજ રિફ્રેશ કરો (F5)ખૂબ જ જરૂરી
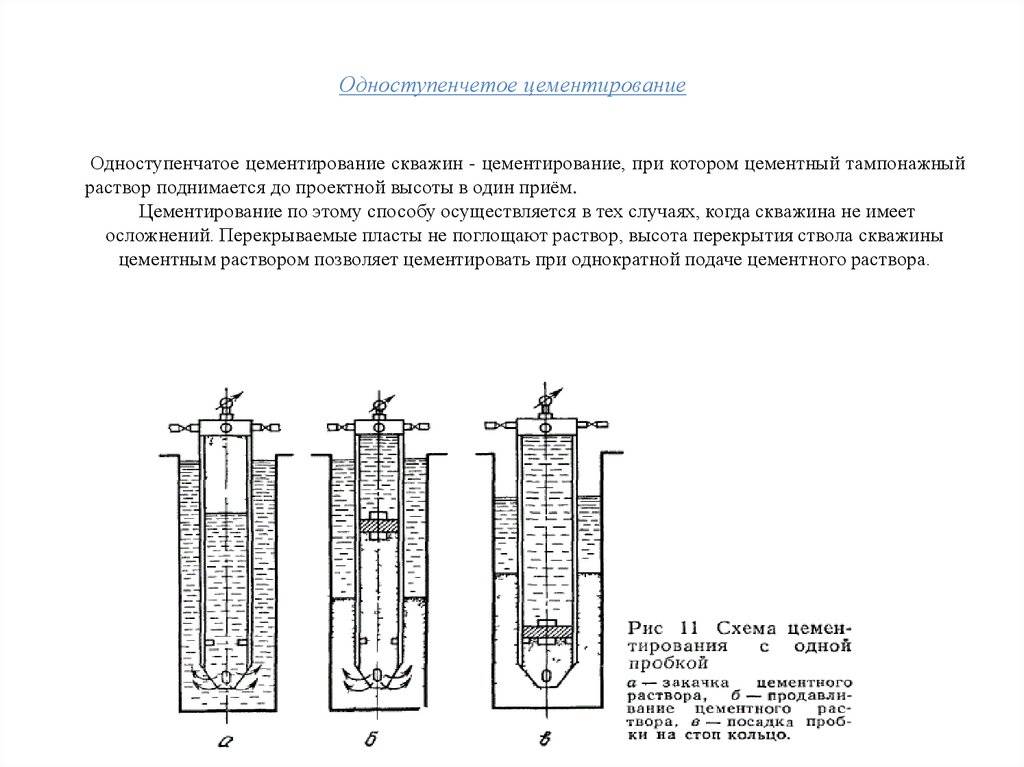
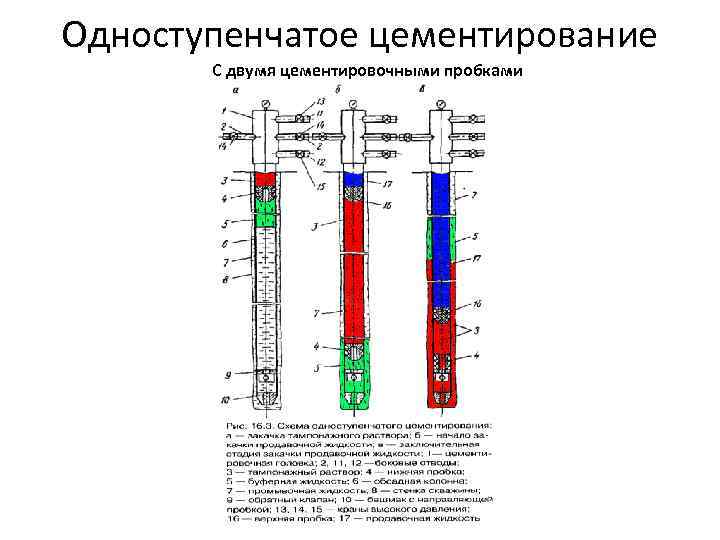
સિંગલ સ્ટેજ (સતત) સિમેન્ટિંગ સિસ્ટમ
ખાનગી હાઇડ્રોલિક સ્ટ્રક્ચર્સના કેસીંગ શાફ્ટના ઝડપી અને વિશ્વસનીય મજબૂતીકરણ માટે, સતત મિશ્રણ પુરવઠા પ્રણાલીનો ઉપયોગ થાય છે. કૂવાઓના સિંગલ-સ્ટેજ સિમેન્ટિંગમાં વાહનના પાયા પર અથવા માળખાની નજીક સ્થાપિત વિશિષ્ટ ઉપકરણોનો ઉપયોગ કરીને ઉચ્ચ દબાણ હેઠળ પાઇપની આસપાસની જગ્યામાં સિમેન્ટ રચનાનું ઇન્જેક્શન શામેલ છે.
ગ્રાઉટિંગ સોલ્યુશન, તેના પોતાના વજન હેઠળ, સ્તંભના જૂતાના પાયા પર નિર્દેશિત કરવામાં આવે છે, ત્યાં તમામ હાલના પોલાણને ભરવામાં આવે છે.
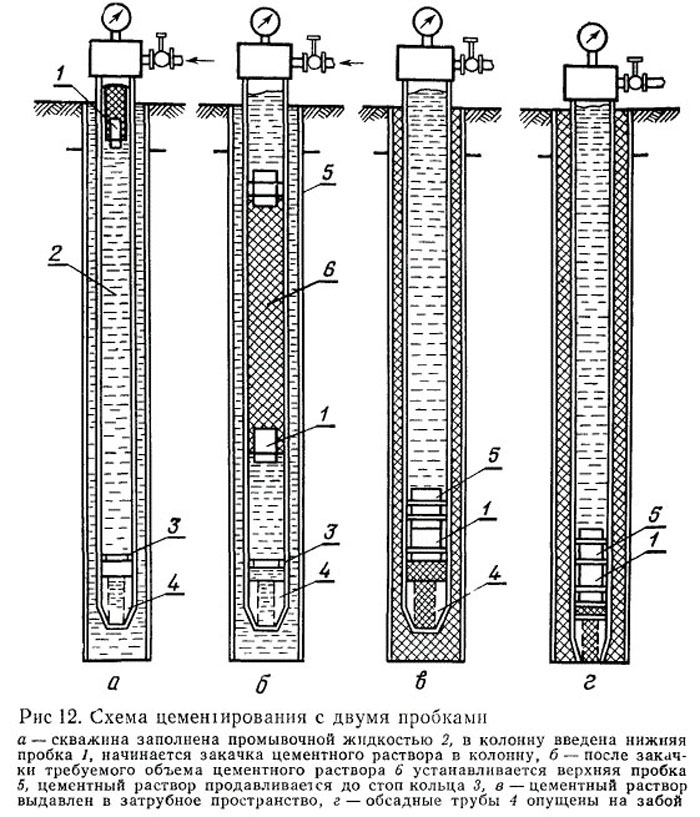
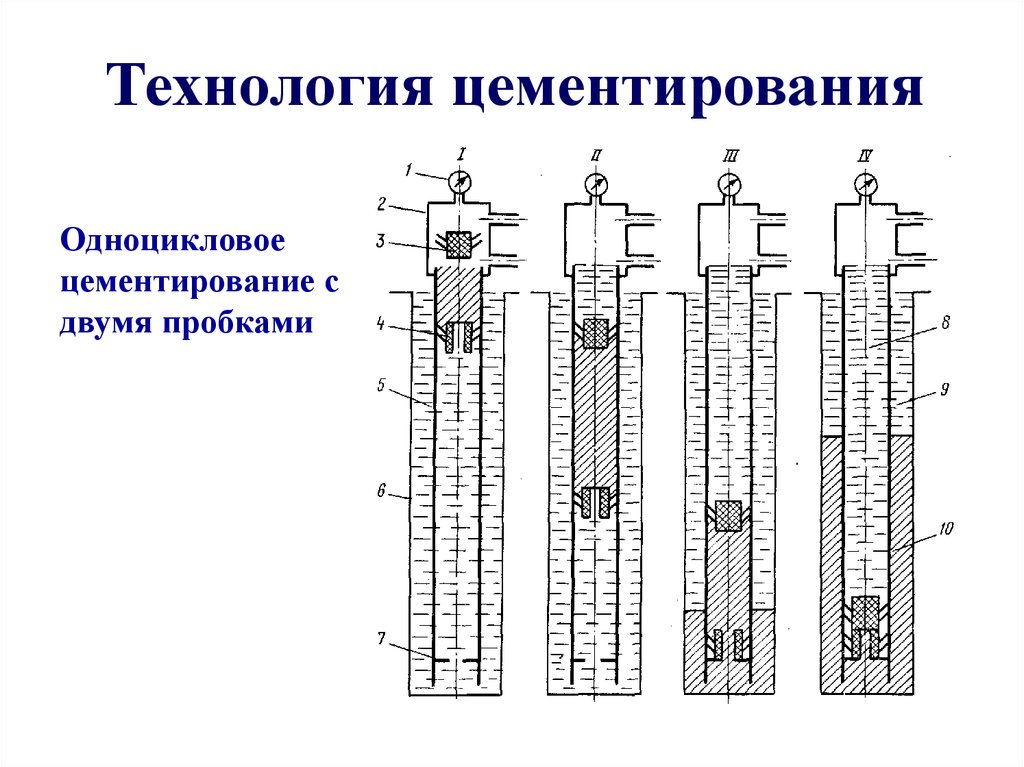
કામ શરૂ કરતા પહેલા, ઇનટેક શાફ્ટની સંપૂર્ણ ધોવા હાથ ધરવામાં આવે છે, પછી એક ખાસ પ્લગ ઇન્સ્ટોલ કરવામાં આવે છે - એક લિમિટર. કોંક્રિટ પંપ મિશ્રણને સપ્લાય કરે છે, જેના વજન હેઠળ પ્લગને જૂતાના આધાર પર નીચે કરવામાં આવે છે.
સિમેન્ટ પમ્પ કર્યા પછી, બીજો પ્લગ મૂકવામાં આવે છે અને જ્યાં સુધી બંને પ્લગ એકબીજાની સામે ન આવે ત્યાં સુધી મિશ્રણને કોમ્પેક્ટ કરવામાં આવે છે. આ ખાતરી કરે છે કે પાઇપની આસપાસની જગ્યા સંપૂર્ણપણે મોર્ટારથી ભરેલી છે.
મિશ્રણને ટેમ્પિંગ કરવા માટે, વાઇબ્રોપ્રેસથી સજ્જ કોંક્રિટ પંપનો ઉપયોગ થાય છે. સિમેન્ટનું સંપૂર્ણ સખ્તાઈ 48 કલાક પછી થાય છે.
યોગ્ય ગોઠવણીના નાના કુવાઓ માટે સોલિડ સિમેન્ટિંગનો ઉપયોગ થાય છે. ગેરલાભ એ રેડવામાં આવેલા સિમેન્ટ મિશ્રણના ટેમ્પિંગની ગુણવત્તા પર દેખરેખ રાખવાની જટિલતા ગણી શકાય.
વેલ પ્લગિંગના પ્રકાર.
પ્રથમ પ્રકારનું ટેમ્પોન કામચલાઉ છે અને તેમાં માટી અને વિવિધ ટેમ્પોન્સનો સમાવેશ થાય છે. જ્યારે કૂવાનું પરીક્ષણ કરવામાં આવી રહ્યું હોય ત્યારે કામચલાઉ કૂવા પ્લગિંગ લાગુ પડે છે અને તે જલભર અથવા તેમના વ્યક્તિગત ટુકડાઓને સંપૂર્ણપણે અલગ કરવા માટે જરૂરી છે.
બીજા પ્રકારના કૂવા પ્લગિંગને કાયમી કહી શકાય, આ કિસ્સામાં, કૂવો સિમેન્ટ મોર્ટારથી ભરેલો છે. કૂવાનું કાયમી પ્લગિંગ લાંબા સમય સુધી હાથ ધરવામાં આવે છે
તે જાણવું અગત્યનું છે કે કૂવામાં માટીનું પ્લગિંગ એ ઘટનામાં લાગુ પડે છે કે જ્યારે મુક્ત વહેતા જલભર સાથેનો છીછરો કૂવો ફડચામાં જાય અને જ્યારે ડ્રિલિંગ પ્રવાહી ખોવાઈ જાય. જો કુવાઓને અલગ વિભાગોમાં વિભાજીત કરવા માટે મર્યાદિત સમય માટે જરૂરી છે, તો પછી ખાસ ટેમ્પન્સનો ઉપયોગ કરવામાં આવે છે, જેને પેકર્સ કહેવામાં આવે છે. છિદ્રાળુ ખડકો અને ખડકોના અભ્યાસમાં જેમાં પાણીની વિપુલતા માટે તિરાડો હોય છે, તેમજ ઉચ્ચ, ચોક્કસ પાણી શોષણ, પેકર્સનો પણ ઉપયોગ થાય છે.
પેકર્સની મદદથી, ખડક-પ્રકારના ખડકોના સિમેન્ટેશનની ગુણવત્તા તપાસવી શક્ય છે, એવા કિસ્સાઓમાં કે જ્યાં તેમને વધારાની તાકાત આપવી જરૂરી છે.
છિદ્રાળુ ખડકો અને ખડકોના અભ્યાસમાં જેમાં પાણીની વિપુલતા માટે તિરાડો હોય છે, તેમજ ઉચ્ચ, ચોક્કસ પાણી શોષણ, પેકર્સનો પણ ઉપયોગ થાય છે. પેકર્સની મદદથી, રોક પ્રકારના ખડકોના સિમેન્ટેશનની ગુણવત્તા ચકાસવી શક્ય છે, એવા કિસ્સાઓમાં જ્યાં તેને વધારાની તાકાત આપવી જરૂરી છે.
કુવાઓ સિમેન્ટ કરવા શા માટે જરૂરી છે
- પ્રથમ, રચનાની એકંદર તાકાત વધે છે.
- બીજું, ગ્રાઉટિંગ પાઇપની સપાટીને રક્ષણ આપે છે, જે ધાતુની બનેલી છે, કાટથી, જે જમીનની નીચેની ભેજને કારણે થઈ શકે છે.
- ત્રીજે સ્થાને, જો કૂવો એવી રીતે બાંધવામાં આવે છે કે જે વિવિધ તેલ અને ગેસની જગ્યાઓને જોડે છે, તો સિમેન્ટ કર્યા પછી તેઓ ચોક્કસપણે એકબીજાથી અલગ થઈ જશે.
કાર્બ્યુરાઇઝિંગ પ્રક્રિયાનું વર્ણન
આશ્ચર્યની વાત નથી કે, ગ્રાઉટિંગ ટેકનોલોજીમાં મોટા ફેરફારો થયા છે. તે જૂના કરતાં સંપૂર્ણપણે અલગ છે. હવે તેઓ સિમેન્ટ મોર્ટારમાં પાણીના સાચા ગુણોત્તર માટે કોમ્પ્યુટરાઈઝડ ટેકનોલોજીકલ ગણતરીઓનો ઉપયોગ કરે છે અને તેમના માટે વિશેષ ઉમેરણોનો ઉપયોગ કરે છે.
સિમેન્ટ મોર્ટારમાં ઉમેરણો આના સ્વરૂપમાં હોઈ શકે છે:
- ક્વાર્ટઝ રેતી - તે તમને સંકોચન ઘટાડવા અને તાકાત વધારવા માટે પરવાનગી આપે છે
- તંતુમય સેલ્યુલોઝ, જે પ્રવાહી સિમેન્ટને ક્યાંય પણ લીકેજ થવા દેતું નથી, ખાસ કરીને સૌથી છિદ્રાળુ ખડકો
- પ્રાઇમિંગ પોલિમર - નક્કરતા દરમિયાન, તેઓ જમીનને વિસ્તૃત અને કોમ્પેક્ટ કરે છે
- પોઝોલોનોવ. આ એક ખાસ નાનો ટુકડો બટકું છે - અલ્ટ્રાલાઇટ ખનિજો, તે વોટરપ્રૂફ છે અને આક્રમક રસાયણોથી ડરતા નથી. સિમેન્ટેશન દરમિયાન તેલના કુવાઓને બનાવેલા પ્લગના વિશિષ્ટ મલ્ટી-સ્ટેજ ગુણવત્તા નિયંત્રણની જરૂર પડે છે.
સિમેન્ટવાળા કુવાઓની ગુણવત્તાનું મૂલ્યાંકન કેવી રીતે થાય છે?
વિશેષ કાર્યવાહી કરો:
- થર્મલ - સિમેન્ટના મહત્તમ વધારોનું સ્તર નક્કી કરો
- એકોસ્ટિક - સિમેન્ટમાં શક્ય આંતરિક ખાલી જગ્યાઓ શોધે છે
- રેડિયોલોજીકલ - આ પ્રક્રિયા દરમિયાન તે એક પ્રકારનો એક્સ-રે છે
વેલ સિમેન્ટીંગ પદ્ધતિઓ
આ ક્ષણે, સિમેન્ટિંગની ચાર મુખ્ય પદ્ધતિઓ છે:
- એક પગલું પદ્ધતિ.સિમેન્ટનું મિશ્રણ કેસીંગ સ્ટ્રિંગમાં રેડવામાં આવે છે અને પ્લગ સાથે પ્લગ કરવામાં આવે છે. વોશિંગ સોલ્યુશન પ્લગ પર લાગુ થાય છે. આવી ક્રિયાઓ એ હકીકત તરફ દોરી જાય છે કે સિમેન્ટ એન્યુલસમાં વિસ્થાપિત થાય છે
- બે તબક્કામાં. ટેક્નોલોજી અનુસાર, તે સિંગલ-સ્ટેજ એક જેવું જ છે. તફાવત એ છે કે ક્રિયાઓ પ્રથમ નીચલા ભાગ સાથે કરવામાં આવે છે, અને પછી ઉપલા ભાગ સાથે. બે વિભાગોને અલગ કરવા માટે એક ખાસ રીંગનો ઉપયોગ કરવામાં આવે છે.
- કફ. માત્ર કૂવાની ટોચને સિમેન્ટ કરવા માટે નક્કર કોલર સાથે સિમેન્ટિંગનો ઉપયોગ કરવામાં આવે છે.
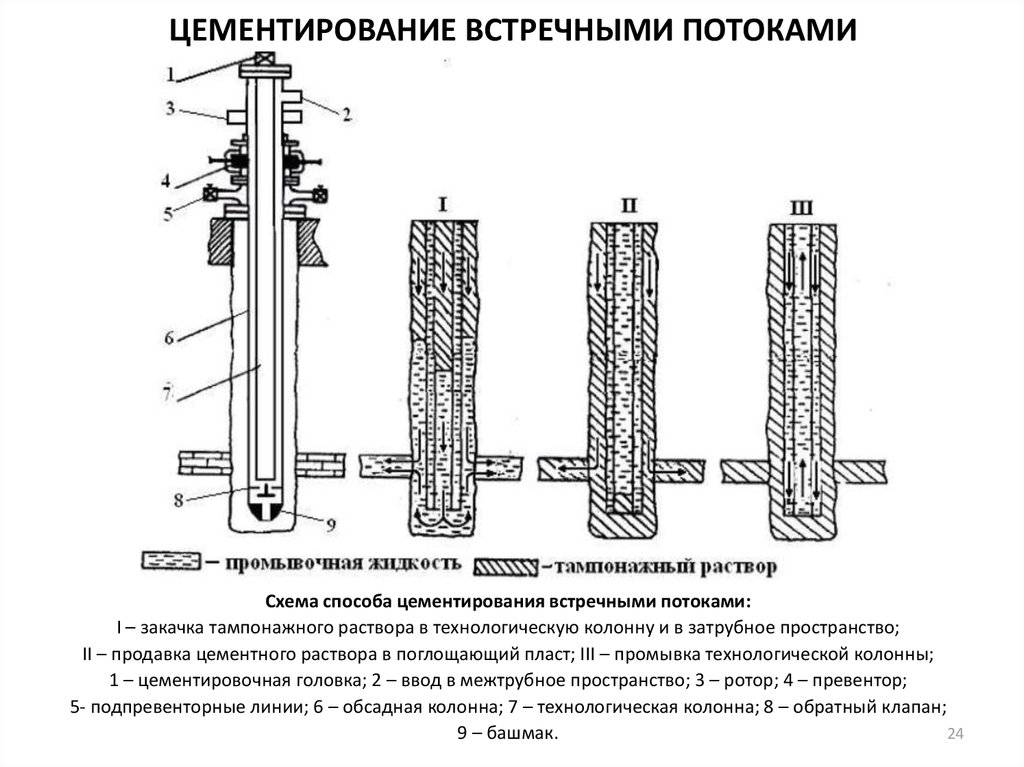
- પાછળ. સિમેન્ટ સ્લરી પાઇપની પાછળની જગ્યામાં તરત જ રેડવામાં આવે છે, ડ્રિલિંગ અને ક્લિનિંગ સોલ્યુશન્સને કૉલમના પોલાણમાં દબાણ કરવામાં આવે છે.
MosOblBureniye કંપની ઉચ્ચ ગુણવત્તા સાથે સારી રીતે ડ્રિલિંગ કરે છે. તમે અમારા નિષ્ણાતો સાથેના સહકારથી સંતુષ્ટ થશો.






સિમેન્ટ પથ્થરની રચનાની પ્રક્રિયા
સિમેન્ટ પથ્થરની રચનાની પ્રક્રિયા પ્લગિંગ સોલ્યુશનના ઇન્જેક્શન પછી તરત જ શરૂ થાય છે અને 12 થી 36 કલાક સુધી ચાલે છે. સિમેન્ટ પથ્થરની સ્થિતિમાં મોર્ટાર સખ્તાઇની અવધિને અસર કરતા મુખ્ય પરિબળો:
- ઘટકોના ગુણધર્મો જે ઉકેલ બનાવે છે;
- માટી, કેસીંગ સામગ્રી;
- સાઇટ પર હાઇડ્રોજિયોલોજિકલ અને આબોહવાની પરિસ્થિતિઓ;
- ઈન્જેક્શન ઘનતા, પ્લગિંગ પ્રક્રિયાનું યોગ્ય અમલીકરણ.
નક્કરતાના સમયગાળા દરમિયાન, કૂવાને આરામ પર છોડવું જરૂરી છે. સિમેન્ટિંગની ગુણવત્તાનું મૂલ્યાંકન કરવા માટે કેબલ, ક્રોબાર્સ, વાયરનો ઉપયોગ કરવા માટે પ્રતિબંધિત છે, કારણ કે. આ પરિણામી સિમેન્ટ પથ્થરની અખંડિતતા સાથે સમાધાન કરી શકે છે.
જો તમને ખબર ન હોય કે સિમેન્ટને સંપૂર્ણ સેટ થવામાં કેટલો સમય લાગે છે, તો ત્રણ દિવસ રાહ જુઓ અને નિયંત્રણ માપન સાથે આગળ વધો.
તે રસપ્રદ છે: કૂવો કેવી રીતે સાફ કરવો અથવા કૂવો સાફ કરવો હાથ પગલું દ્વારા
રક્ષણાત્મક સ્તરને સખત બનાવવા અને તેની ગુણવત્તા તપાસવાનો સમયગાળો
સિમેન્ટ પથ્થરની રચના મિશ્રણના રેડવાની સમાપ્તિ પછી તરત જ શરૂ થાય છે. સંપૂર્ણ સખ્તાઈની પ્રક્રિયા આજુબાજુના તાપમાન, જમીનની રચના અને ભેજનું પ્રમાણ, કેસીંગ તત્વોની સામગ્રી તેમજ સોલ્યુશનના ઘટકોની લાક્ષણિકતાઓ અને તેની સૂચિ પર આધારિત છે. જો રક્ષણાત્મક સ્તર ક્યારે સંપૂર્ણ રીતે રચાય છે તે નક્કી કરવું શક્ય ન હોય તો, કોઈપણ પગલાં લેતા પહેલા ઓછામાં ઓછા 48 કલાક રાહ જુઓ.
બે દિવસ પછી, પ્રાપ્ત રક્ષણાત્મક સ્તરને તપાસવાની ભલામણ કરવામાં આવે છે. વિશેષ વ્યાવસાયિક સાધનોનો ઉપયોગ કરીને જ વધુ સચોટ પરિણામો મેળવી શકાય છે. ઉકેલની અખંડિતતા તપાસવાની ત્રણ રીતો છે:
- એકોસ્ટિક. આ તકનીક શાફ્ટની સમગ્ર લંબાઈ સાથે કેસીંગ પાઈપોને ટેપ કરવા અને કમ્પ્યુટર પ્રોગ્રામ દ્વારા પ્રાપ્ત પરિણામોની પ્રક્રિયા પર આધારિત છે.
- રેડિયોલોજીકલ. માપન ખાસ રેડિયો ઉપકરણો દ્વારા કરવામાં આવે છે.
- થર્મલ. સ્તરના ઘનકરણ દરમિયાન તાપમાન માપવામાં આવે છે.
જો કરવામાં આવેલ કાર્યનું મૂલ્યાંકન કરવા માટે નિષ્ણાતોને આમંત્રિત કરવાનું શક્ય ન હોય, તો તમે સરળ થર્મલ પદ્ધતિનો ઉપયોગ કરીને સિમેન્ટ સ્તરની તત્પરતા ચકાસી શકો છો. આ કરવા માટે, મિશ્રણના ઘનકરણના સમયગાળા દરમિયાન, કેસીંગની દિવાલો પરનું તાપમાન માપવામાં આવે છે. તે પહેલા આસપાસના તાપમાન સાથે બરાબર થવું જોઈએ, અને પછી 1-1.5 ડિગ્રી નીચું થવું જોઈએ.
અંતિમ પગલું એ મિશ્રણના અવશેષોમાંથી બેરલને સાફ કરવાનું છે. તમારા પોતાના હાથથી કામ કરતી વખતે, સફાઈ બેલરથી કરી શકાય છે. સ્ત્રોતને ઓપરેશનમાં મૂકતા પહેલા, શાફ્ટની ચુસ્તતા માટે તપાસ કરવામાં આવે છે. આ કરવા માટે, 20-30 મિનિટ માટે દબાણ હેઠળ પાણીને બેરલમાં પમ્પ કરવામાં આવે છે.જો આ સમય દરમિયાન પાણીના દબાણમાં 0.5 MPa કરતાં વધુ ઘટાડો થયો નથી, તો કાર્ય ઉચ્ચ ગુણવત્તા સાથે કરવામાં આવ્યું હતું.
કુવાઓને મારવા માટે સલામતીનાં પગલાં.
6.1. તેમજ હત્યા થઈ શકે છે
સમારકામ માટે કૂવાની સ્વીકૃતિ પર દ્વિપક્ષીય અધિનિયમના અમલ પછી જ શરૂ થયું
(KRS બ્રિગેડનો ફોરમેન અને PDNG, TsPPD ના પ્રતિનિધિ).
6.2. સારી રીતે હત્યા
કેઆરએસ માસ્ટરની સૂચનાઓ પર ઉત્પાદિત. યોજના વિના કૂવો મારવો
પ્રતિબંધિત.
6.3. સારી રીતે હત્યા
સામાન્ય રીતે દિવસના પ્રકાશ કલાકો દરમિયાન કરવામાં આવે છે. ખાસ કિસ્સાઓમાં, જામિંગ
જ્યારે કૂવાની રોશની ન હોય ત્યારે રાત્રે કરી શકાય છે
26 કરતાં ઓછી હેચ.
6.4. રમતના મેદાનનું કદ
40x40 મીટર, જેના પર એકમો ઇન્સ્ટોલ કરેલા છે, તેમાંથી મુક્ત થવું આવશ્યક છે
વિદેશી વસ્તુઓ, શિયાળામાં બરફમાંથી.
6.5. જામિંગ પહેલાં
તે તપાસવું જરૂરી છે: બધા ગેટ વાલ્વની સેવાક્ષમતા અને ફ્લેંજ કનેક્શન ચાલુ છે
વેલહેડ સાધનો; નળીની હાજરી
કૂવાથી મીટરિંગ યુનિટ સુધી અને તેના પર ફ્લો લાઇન સાથે પ્રવાહી
જ્યાં સુધી કારણો સ્પષ્ટ ન થાય અને દૂર ન થાય ત્યાં સુધી કૂવામાં કામ કરવાનું બંધ કરો.
6.6. વોશિંગ યુનિટ અને
ટાંકી ટ્રક ઓછામાં ઓછા અંતરે પવનની બાજુએ સ્થિત હોવી જોઈએ
વેલહેડથી 10 મી. તે જ સમયે, એકમ અને ટેન્કરની કેબિન હોવી આવશ્યક છે
એકમના એક્ઝોસ્ટ પાઈપો વેલહેડથી દૂર છે
અને ટાંકી ટ્રકો સ્પાર્ક અરેસ્ટર્સથી સજ્જ હોવી જોઈએ, તેમની વચ્ચેનું અંતર
ઓછામાં ઓછું 1.5 મીટર હોવું જોઈએ.
ફ્લશિંગ યુનિટ, સિવાય
વધુમાં, તે સલામતી અને નોન-રીટર્ન વાલ્વથી સજ્જ હોવું આવશ્યક છે.
6.7. મૌન કરવાની પ્રક્રિયામાં
સારી રીતે માઉન્ટ કરશો નહીં કોઈપણ ગાંઠો એસેમ્બલી અથવા પાઇપિંગ
કુવાઓ અને પાઈપલાઈન. સતત દેખરેખ રાખવી જોઈએ:
પ્રેશર ગેજના રીડિંગ્સ, પાઇપિંગ લાઇનની પાછળ, લોકોના સ્થાનની પાછળ. પ્રેશર ગેજ
પમ્પિંગ યુનિટ અને કૂવાની ફ્લો લાઇન પર ઇન્સ્ટોલ કરવું આવશ્યક છે.
6.8. જ્યારે કુવાઓ મારવા
કિલિંગ પ્રવાહીનું પંમ્પિંગ દબાણ દબાણ પરીક્ષણના દબાણથી વધુ ન હોવું જોઈએ
આ કૂવાની ઉત્પાદન સ્ટ્રીંગ.
6.9. ફ્લશિંગનું ડિસએસેમ્બલી
ડિસ્ચાર્જ લાઇનમાં દબાણ ઘટાડ્યા પછી જ લાઇન શરૂ કરવી જોઈએ
વાતાવરણીય તે જ સમયે, કૂવાની બાજુમાંથી X-mas વૃક્ષ પર ગેટ વાલ્વ
બંધ હોવું જોઈએ.
6.10. સ્નાતક થયા પછી
કૂવાને મારવાની કામગીરી માટે, વાલ્વ બંધ હોવા જોઈએ, આસપાસનો વિસ્તાર
કૂવો સાફ થઈ ગયો છે, મૃત કૂવો સમારકામની રાહ જોઈ રહ્યો હોવો જોઈએ
36 કલાકથી વધુ.
લાંબા સમય સુધી સાથે
સમારકામની અપેક્ષાએ કૂવાનું ડાઉનટાઇમ, તે પહેલાં કૂવો ફરીથી મારવો આવશ્યક છે
સમારકામ કાર્યની શરૂઆત.
6.11. બધાના અંત પછી
વેલ કિલિંગ ઓપરેશન્સ, "વેલ કિલિંગ એક્ટ" તૈયાર કરવામાં આવે છે.
એટી દમનની ક્રિયા
કુવાઓ સૂચવવા જોઈએ:
- કૂવા મારવાની તારીખ;
- કિલ પ્રવાહીની ચોક્કસ ગુરુત્વાકર્ષણ;
- ચક્ર દ્વારા પ્રવાહીને મારવાનું પ્રમાણ;
- જામિંગ ચક્રની શરૂઆત અને અંતનો સમય;
- કિલિંગ પ્રવાહીને પમ્પ કરવાનું પ્રારંભિક અને અંતિમ દબાણ.
6.12. "કુવાને મારવા માટે કાર્ય કરો" સહી કરેલ (સાથે
ચોક્કસ ગુરુત્વાકર્ષણ અને હત્યા પ્રવાહીની માત્રા સૂચવે છે), જે વ્યક્તિએ ઉત્પાદન કર્યું હતું
વર્કઓવર ટીમના ફોરમેન અને યુનિટના મશિનિસ્ટ દ્વારા સારી રીતે હત્યા.
પાલન માટે જવાબદારી સૂચનાઓ
7.1. તૈયારી માટે
પેડનો વિસ્તાર અને કૂવાને મારવા માટે TsDNG, TsPPD ના ફોરમેનની જવાબદારી છે.
7.2. અધિકૃતતા માટે
વર્તમાન જળાશયના દબાણ પરનો ડેટા, કૂવો મારવાના સમયે, અનુલક્ષે છે
ભૂસ્તરશાસ્ત્રીય સેવા TsDNG, TsPPD.
7.3. અનુપાલન માટે
ગણતરી કરેલ મૂલ્ય માટે હત્યા પ્રવાહીની ચોક્કસ ગુરુત્વાકર્ષણ - કાર્ય યોજનામાં ઉલ્લેખિત
કૂવાને મારવા માટે, કૂવો તૈયાર કરવા માટે કામની સમગ્ર શ્રેણી કરો
હત્યા, વેલ કિલિંગ ટેક્નોલોજી અને સલામતીનાં પગલાંનું પાલન જ્યારે
કૂવાને મારવાની જવાબદારી વર્કઓવર ટીમ ફોરમેનની છે.
જોડાણ 1
આર એ એસ એક્સ ઓ ડી
સામગ્રી
રસોઈ માટે જરૂરી કિલિંગ પ્રવાહીનું એક ઘન મીટર સંબંધિત
ઘનતા
ઉકેલ પ્રવાહી
- 1.01 g/cm3 ની ઘનતા સાથે સેનોમેનિયન પાણી.
| ઘનતા | NaCl ની રકમ, kg | ઘનતા | NaCl ની રકમ, kg |
| 1.02 1.03 1.04 1.05 1.06 1.07 1.08 1.09 1.10 | 19 38 56 75 94 113 132 151 170 | 1.11 1.12 1.13 1.14 1.15 1.16 1.17 1.18 | 188 207 226 245 264 283 302 321 |
| કિલિંગ લિક્વિડ ડેન્સિટી, g/cm3 | CaCl ની રકમ2, કિલો ગ્રામ | ||
| તાજા | સેનોમેનિયન | કોમર્શિયલ | |
| 1.19 1.20 1.21 1.22 1.23 1.24 1.25 1.26 1.27 1.28 |
પરિશિષ્ટ 2
વોલ્યુમ
રિંગ
જગ્યા પર આધાર રાખે છે
ઉત્પાદન શબ્દમાળાઓના વ્યાસમાંથી
અને
કૂવામાં ટ્યુબિંગ નીચું.
| વોલ્યુમ | |||
| વંશની ઊંડાઈ પંપ (ટ્યુબિંગ), એમ | NKT-60 | NKT-73 | NKT-89 |
| મુ | |||
| 800 1 000 1 200 1 400 | 8.68 10.85 13.02 15.19 | 7.50 9.38 11.26 13.13 | 5.86 7.32 8.78 10.25 |
| મુ | |||
| 800 1 000 1 200 1 400 | 12.25 15.31 18.37 21.43 | 11.06 13.83 16.60 19.36 | 9.42 11.73 14.11 16.49 |
| મુ | |||
| 800 1 000 1 200 1 400 | 4.27 5.34 6.41 7.48 | — — — — | — — — — |
વિષય પર તારણો અને ઉપયોગી વિડિઓ
નીચેની વિડિઓઝમાં, અમે તેલ અને ગેસ ઉદ્યોગમાં કુવાઓ વિશે વાત કરી રહ્યા છીએ, પરંતુ કાર્ય તકનીકનો સિદ્ધાંત જલભર માટે સમાન છે.
એક-તબક્કાના કૂવા સિમેન્ટિંગ પ્રક્રિયા:





સ્લીવ સિમેન્ટિંગ ઉત્પાદનની વિશિષ્ટતાઓ:
બે-તબક્કાના સિમેન્ટિંગની તકનીકી લાક્ષણિકતાઓ:
સિમેન્ટિંગ એ એક જટિલ પ્રક્રિયા છે જેમાં વિશિષ્ટ સાધનોનો ઉપયોગ કરવો જરૂરી છે.જો કે, આનો અર્થ એ નથી કે તે તમારા પોતાના પર હાથ ધરવાનું અશક્ય છે. સિમેન્ટ સ્લરી પસંદ કરીને અને યોગ્ય રીતે તૈયાર કર્યા પછી, એકમોના ન્યૂનતમ સેટનો ઉપયોગ કરીને, તમારા પોતાના પર કામનો સામનો કરવો તદ્દન શક્ય છે.
કોઈ પણ સંજોગોમાં, સિમેન્ટ સાથે કૂવાને મજબૂત કર્યા વિના કૂવાનું સંચાલન લાંબુ રહેશે નહીં, અને નવા પાણીના સ્ત્રોતને ડ્રિલ કરવાની કિંમત ઓછી રહેશે નહીં.
જો સામગ્રીનો અભ્યાસ કર્યા પછી પણ તમારી પાસે ડ્રિલિંગ પછી કૂવાને યોગ્ય રીતે કેવી રીતે સિમેન્ટ કરવું તે વિશે પ્રશ્નો હોય, અથવા તમને આ મુદ્દા પર મૂલ્યવાન જ્ઞાન હોય, તો કૃપા કરીને નીચેના બ્લોકમાં તમારી ટિપ્પણીઓ મૂકો.



