- વેલ્ડર માટે અભ્યાસક્રમો
- પાઇપ વેલ્ડીંગ
- શિખાઉ વેલ્ડરની ભૂલો
- વેલ્ડીંગ માટે ઇલેક્ટ્રોડ કેવી રીતે પસંદ કરવું
- આર્ક ઇગ્નીશન
- સીમ કેવી રીતે વેલ્ડ કરવી
- વેલ્ડિંગ ઊભી seams
- આડી સીમ કેવી રીતે વેલ્ડ કરવી
- છત સીમ
- ઇલેક્ટ્રિક વેલ્ડીંગ માટે સલામતીની સાવચેતીઓ
- વેલ્ડીંગ માટે તૈયારી
- ટિપ્સ: ઇલેક્ટ્રિક વેલ્ડીંગ સાથે જાતે રસોઇ કેવી રીતે કરવી તે શીખો
- મેન્યુઅલ આર્ક વેલ્ડીંગ તકનીક. વેલ્ડીંગ દ્વારા કેવી રીતે રાંધવા
- આર્ક વેલ્ડીંગ
- અર્ધ-સ્વચાલિત મેટલ ઇનર્ટ ગેસ વેલ્ડીંગ (MIG)
- સાધનો અને સાધનો
- સાધનોના પ્રકારો
- સાધનો અને સાધનો
- સામાન્ય રુકી ભૂલો
- વેલ્ડીંગ મશીનોના પ્રકાર
- ટ્રાન્સફોર્મર
- ઇન્વર્ટર
- ઇલેક્ટ્રિક વેલ્ડીંગ ટેકનોલોજી
- ચાપ કેવી રીતે પ્રકાશિત કરવી
- વેલ્ડીંગ ઝડપ
વેલ્ડર માટે અભ્યાસક્રમો
વેલ્ડીંગને વિશેષ અભ્યાસક્રમોમાં માસ્ટર કરી શકાય છે. વેલ્ડીંગ તાલીમને સિદ્ધાંત અને વ્યવહારુ તાલીમમાં વિભાજિત કરવામાં આવે છે. તમે રૂબરૂ અથવા દૂરથી અભ્યાસ કરી શકો છો. અભ્યાસક્રમો નવા નિશાળીયા માટે વેલ્ડીંગ ટેકનોલોજી અને અન્ય મહત્વપૂર્ણ શાણપણ શીખવે છે. શિક્ષકની દેખરેખ હેઠળ પ્રાયોગિક વર્ગોમાં વેલ્ડીંગ દ્વારા રસોઇ કેવી રીતે કરવી તે શીખવાની તક મહત્વપૂર્ણ છે. વિદ્યાર્થીઓને વેલ્ડીંગ માટે ઉપલબ્ધ સાધનો, ઇલેક્ટ્રોડની પસંદગી, સલામતીના નિયમો વિશે ખ્યાલ આપવામાં આવે છે.
તમે વ્યક્તિગત રીતે અથવા જૂથ સાથે અભ્યાસ કરી શકો છો.દરેક વિકલ્પના પોતાના ફાયદા છે. વ્યક્તિગત રીતે અભ્યાસ કરતી વખતે, તમે ફક્ત તે જ જ્ઞાનમાં માસ્ટર કરી શકો છો જે ભવિષ્યમાં ઉપયોગી થઈ શકે. પરંતુ જૂથમાં અભ્યાસ કરતી વખતે, તેમના સાથી વિદ્યાર્થીઓની ભૂલોનું વિશ્લેષણ સાંભળવાની અને આ રીતે વધારાનું જ્ઞાન મેળવવાની તક મળે છે.
અભ્યાસક્રમો પૂર્ણ કર્યા પછી અને હસ્તગત જ્ઞાન અને વ્યવહારુ કુશળતાની પુષ્ટિ કરતી પરીક્ષાઓ પાસ કર્યા પછી, માન્ય નમૂનાનું પ્રમાણપત્ર જારી કરવામાં આવે છે.
પાઇપ વેલ્ડીંગ
ઇલેક્ટ્રિક આર્ક વેલ્ડીંગ સાથે, આડી સીમ બનાવવી શક્ય છે જે પાઇપના પરિઘની આસપાસ ચાલે છે અને એક ઊભી સીમ જે બાજુ પર ચાલે છે, તેમજ ઉપર અને નીચેની સીમ બનાવી શકાય છે. સૌથી અનુકૂળ વિકલ્પ નીચેની સીમ છે.

દિવાલોની ઊંચાઈ સાથે તમામ કિનારીઓને વેલ્ડિંગ કરતી વખતે સ્ટીલના પાઈપોને એન્ડ-ટુ-એન્ડ વેલ્ડિંગ કરવું આવશ્યક છે. ઓપરેશન દરમિયાન, ઇલેક્ટ્રોડને 45 ડિગ્રીના ખૂણા પર ઇન્સ્ટોલ કરવું આવશ્યક છે - આ ઉત્પાદનોની અંદરના પ્રવાહને ઘટાડવા માટે કરવામાં આવે છે. સીમની પહોળાઈ 2-3 મીમી, ઊંચાઈ - 6-8 મીમી હોવી જોઈએ. જો વેલ્ડીંગ ઓવરલેપ થઈ રહ્યું છે, તો જરૂરી પહોળાઈ પહેલાથી જ 6-8 મીમી છે, અને ઊંચાઈ 3 મીમી છે.
કામ શરૂ કરતા પહેલા તરત જ, પ્રારંભિક પ્રક્રિયાઓ હાથ ધરવા જરૂરી છે:
- તમારે વસ્તુને સાફ કરવાની જરૂર છે.
- જો પાઇપની કિનારીઓ વિકૃત હોય, તો પછી તેને સંરેખિત કરો અથવા તેને એંગલ ગ્રાઇન્ડરથી અથવા સાદા ગ્રાઇન્ડરથી કાપી નાખો.
- સીમ જ્યાંથી પસાર થશે તે ધારને ચમકવા માટે સાફ કરવી આવશ્યક છે.
તૈયારી કર્યા પછી, તમે કામ પર જઈ શકો છો. તે બધા સાંધાને સતત વેલ્ડ કરવા માટે જરૂરી છે, સંપૂર્ણપણે વેલ્ડીંગ. 6 મીમી સુધીની પહોળાઈવાળા પાઈપ સાંધાને 2 સ્તરોમાં વેલ્ડ કરવામાં આવે છે, 3 સ્તરોમાં 6-12 મીમીની પહોળાઈ સાથે અને 4 સ્તરોમાં 19 મીમીથી વધુની દિવાલની પહોળાઈ સાથે. મુખ્ય લક્ષણ એ સ્લેગમાંથી પાઈપોની સતત સફાઈ છે, એટલે કે.દરેક પૂર્ણ સ્તર પછી, તેને સ્લેગથી સાફ કરવું જરૂરી છે અને તે પછી જ એક નવું રાંધવું. પ્રથમ સીમ પર કામ કરતી વખતે ખાસ કાળજી લેવી જરૂરી છે, બધી નીરસતા અને કિનારીઓ ઓગળવી જરૂરી છે. પ્રથમ સ્તર તિરાડો માટે કાળજીપૂર્વક તપાસવામાં આવે છે, જો તે હાજર હોય, તો પછી તેને ઓગાળવામાં અથવા કાપીને ફરીથી વેલ્ડિંગ કરવું આવશ્યક છે.
તમામ અનુગામી સ્તરો ધીમે ધીમે પાઇપને ફેરવીને વેલ્ડિંગ કરવામાં આવે છે. છેલ્લા સ્તરને બેઝ મેટલમાં સરળ સંક્રમણ સાથે વેલ્ડિંગ કરવામાં આવે છે.
શિખાઉ વેલ્ડરની ભૂલો
ઇલેક્ટ્રિક વેલ્ડીંગ સાથે કેવી રીતે રસોઇ કરવી તે શીખવા માટે, તમારે મુખ્ય ભૂલો ધ્યાનમાં લેવાની જરૂર છે જે નવા નિશાળીયા કરે છે:
- ઇલેક્ટ્રોડને ખૂબ ઝડપથી ખસેડવું, પરિણામે અસમાન સીમ થાય છે.
- સીમની ખૂબ ધીમી ચળવળ, જ્યારે ધાતુમાં છિદ્રો અને બર્ન્સ રચાય છે.
- ખૂબ અસમાન અને સપાટ સીમ. અહીં મુખ્ય ભૂલ ઇલેક્ટ્રોડના કોણમાં છે.
- મેટલ નિષ્ફળતા. આવું એટલા માટે થાય છે કારણ કે મેટલ અને ઇલેક્ટ્રોડ વચ્ચેના 5 mm ગેપને માન આપવામાં આવ્યું ન હતું, એટલે કે ગેપ ખૂબ નાનો હતો.
- નહિંતર, જ્યારે ગેપ ખૂબ મોટો હોય છે, ત્યારે મેટલ ઉકળતું નથી.
ઉપરોક્ત તમામ ભૂલો માત્ર સૌથી ગંભીર છે. એવી ઘણી વધુ ઘોંઘાટ છે જે ફક્ત અનુભવથી જ સમજી શકાય છે.
જ્યારે પાતળી-દિવાલોવાળી ધાતુ અથવા રૂપરેખાઓને વેલ્ડિંગ કરવામાં આવે છે, ત્યારે કામ પ્રત્યે સાવચેત અભિગમ જરૂરી છે. પાતળા ભાગોને સાફ કરેલ ઇલેક્ટ્રોડ લગાવીને અને તેની ઉપર સીધું વેલ્ડીંગ કરીને વેલ્ડિંગ કરી શકાય છે.
બિન-ફેરસ ધાતુઓ પર વેલ્ડીંગ ખૂબ જ અલગ છે, કારણ કે તેને અન્ય ઇલેક્ટ્રોડ્સની જરૂર છે. ખાસ રક્ષણાત્મક વાતાવરણ પણ જરૂરી છે. હવે તમે સાર્વત્રિક ઉપકરણો ખરીદી શકો છો જે લગભગ કોઈપણ ધાતુને રાંધે છે.
પાતળી-દિવાલોવાળી ધાતુઓ સાથે કામ કરવા માટે અર્ધ-સ્વચાલિત ઉપકરણો પણ છે.તેનો સાર વિશિષ્ટ વાયરના જુબાનીમાં રહેલો છે.
વેલ્ડીંગ માટે ઇલેક્ટ્રોડ કેવી રીતે પસંદ કરવું
ઇલેક્ટ્રોડ એ ધાતુની સળિયા છે જે તમને વેલ્ડિંગ કરવા માટે વર્કપીસમાં પ્રવાહ ચલાવવાની મંજૂરી આપે છે. ત્યાં વિવિધ બ્રાન્ડના ઇલેક્ટ્રોડ્સ છે, પરંતુ વેલ્ડીંગ માટે સ્ટીલ, 3 મીમીના વ્યાસવાળા ઇન્વર્ટર માટે પરંપરાગત ઇલેક્ટ્રોડ્સ યોગ્ય છે. ધાતુની જાડી, વેલ્ડીંગ માટે ઇલેક્ટ્રોડ્સનો વ્યાસ જેટલો મોટો હોય તે પસંદ કરવો જોઈએ.

તે ખૂબ જ મહત્વપૂર્ણ છે કે વેલ્ડીંગ તાલીમ માટેના ઇલેક્ટ્રોડ્સ ઉચ્ચ ગુણવત્તાવાળા હોય, અને, અલબત્ત, શુષ્ક. ભીના ઇલેક્ટ્રોડ્સનો ઉપયોગ કરતી વખતે, અનુભવી વેલ્ડર માટે પણ ચાપ પર હુમલો કરવો અને તેને સ્થિર સ્થિતિમાં રાખવું ખૂબ મુશ્કેલ છે.
તેથી, જો તમે વેલ્ડિંગ કેવી રીતે કરવું તે શીખવાનું નક્કી કરો છો, તો તમારે આ હેતુઓ માટે માત્ર ઉચ્ચ-ગુણવત્તાવાળા ઉપભોજ્ય વસ્તુઓનો ઉપયોગ કરવો જોઈએ.
આર્ક ઇગ્નીશન
પછી તમારે ઇન્વર્ટર ચાલુ કરવાની જરૂર છે. ઇલેક્ટ્રિક વેલ્ડીંગ માટેની આ સૌથી સરળ પ્રક્રિયા ટૉગલ સ્વીચને ચાલુ કરીને કરવામાં આવે છે. વર્તમાન મૂલ્ય રેગ્યુલેટર સાથે સેટ કરવું જોઈએ, જે યુનિટની આગળની પેનલ પર જોવા માટે સરળ છે. પસંદ કરેલ ઇલેક્ટ્રોડ માટે, 100 A નો પ્રવાહ યોગ્ય છે. માસ્કને નીચે કરો અને આગળ વધો.

સૌ પ્રથમ, તમારે આર્કની ઇગ્નીશનની કુશળતા પર કામ કરવાની જરૂર છે. નવા ઇલેક્ટ્રોડ સાથે, આ ફક્ત તેને સમગ્ર ભાગમાં સ્વાઇપ કરીને કરવામાં આવે છે. યાદ રાખો કે તમે કેવી રીતે પ્રકાશ મેળવો છો. જો ઇલેક્ટ્રોડ પહેલેથી ઉપયોગમાં લેવાય છે, તો પછી તેમને મેટલ સપાટી પર કઠણ કરવાની જરૂર છે. એવું બને છે કે નવા નિશાળીયાના હાથમાં ઇલેક્ટ્રોડ મેટલને વળગી રહે છે. ઇલેક્ટ્રોડને બાજુ પર તીવ્રપણે ટિલ્ટ કરીને આ સરળતાથી સુધારી શકાય છે. જો તેને ફાડી નાખવું શક્ય ન હતું, તો તમારે ઇન્વર્ટર બંધ કરવાની જરૂર છે. પછી ચોંટતા બિંદુઓ પોતાને દ્વારા અદૃશ્ય થઈ જશે.





પ્રજ્વલિત ઇલેક્ટ્રોડ વેલ્ડીંગ ચાપ બનાવે છે. તેને જાળવવા માટે, તમારે 3-5 મીમીની ધાતુથી અંતર કેવી રીતે જાળવવું તે શીખવાની જરૂર છે.જ્યારે નજીક આવે છે, ત્યારે શોર્ટ સર્કિટ થઈ શકે છે, ચોંટતા સાથે. દૂર જતી વખતે, ચાપ અદૃશ્ય થઈ જશે.
સીમ કેવી રીતે વેલ્ડ કરવી
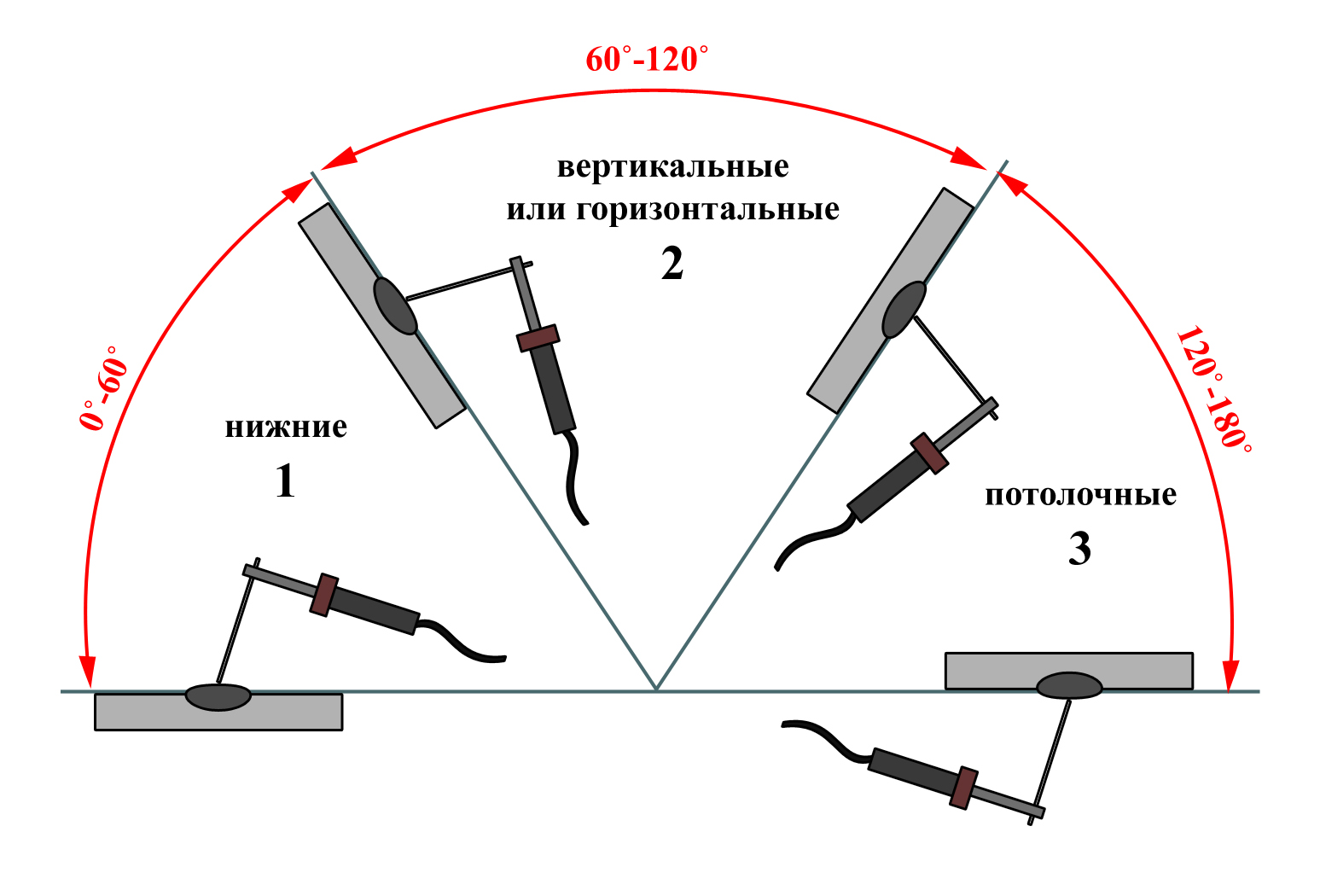
જ્યારે નીચલા સ્થાને વેલ્ડીંગ કરવામાં આવે છે, ત્યારે શિખાઉ વેલ્ડર માટે પણ કોઈ મુશ્કેલીઓ ઊભી થતી નથી. પરંતુ અન્ય તમામ જોગવાઈઓ માટે ટેકનોલોજીનું જ્ઞાન જરૂરી છે. દરેક પદની પોતાની ભલામણો છે. દરેક પ્રકારના વેલ્ડ બનાવવા માટેની તકનીક નીચે ચર્ચા કરવામાં આવી છે.
વેલ્ડિંગ ઊભી seams
ઊભી સ્થિતિમાં ભાગોના વેલ્ડીંગ દરમિયાન, પીગળેલી ધાતુ ગુરુત્વાકર્ષણની ક્રિયા હેઠળ નીચે સરકી જાય છે. ટીપાંને બહાર આવતા અટકાવવા માટે, ટૂંકા ચાપનો ઉપયોગ કરવામાં આવે છે (ઇલેક્ટ્રોડની ટોચ વેલ્ડ પૂલની નજીક છે). કેટલાક કારીગરો, જો ઇલેક્ટ્રોડ પરવાનગી આપે છે (લાકશો નહીં), સામાન્ય રીતે તેમને ભાગ પર ઝુકાવી દો.
ધાતુની તૈયારી (ગ્રુવિંગ) સંયુક્તના પ્રકાર અને વેલ્ડિંગ કરવાના ભાગોની જાડાઈ અનુસાર હાથ ધરવામાં આવે છે. પછી તેઓ પૂર્વનિર્ધારિત સ્થિતિમાં નિશ્ચિત છે, ટૂંકા ટ્રાંસવર્સ સીમ્સ - "ટેક્સ" સાથે કેટલાક સેન્ટિમીટરના પગલા સાથે જોડાયેલા છે. આ સીમ ભાગોને ખસેડવાની મંજૂરી આપતા નથી.
ઊભી સીમ ઉપરથી નીચે અથવા નીચેથી ઉપર સુધી વેલ્ડિંગ કરી શકાય છે. નીચેથી ઉપરથી કામ કરવું વધુ અનુકૂળ છે: આ રીતે આર્ક વેલ્ડ પૂલને ઉપર ધકેલે છે, તેને નીચે આવતા અટકાવે છે. આ ગુણવત્તાયુક્ત સીમ બનાવવાનું સરળ બનાવે છે.
નીચેથી ઉપરથી ઊભી સીમ કેવી રીતે વેલ્ડ કરવી: ઇલેક્ટ્રોડની સ્થિતિ અને સંભવિત હલનચલન
આ વિડિયો બતાવે છે કે કેવી રીતે વિદ્યુત વેલ્ડીંગ દ્વારા ઈલેક્ટ્રોડને અલગ કર્યા વિના નીચેથી ઉપર સુધીની હિલચાલ સાથે ઊભી સીમને યોગ્ય રીતે વેલ્ડ કરવી. શોર્ટ રોલ ટેકનિક પણ દર્શાવવામાં આવી છે. આ કિસ્સામાં, ઇલેક્ટ્રોડ હલનચલન માત્ર ઉપર અને નીચે થાય છે, આડી વિસ્થાપન વિના, સીમ લગભગ સપાટ છે.
એક ચાપ વિભાજન સાથે ઊભી સ્થિતિમાં ભાગોને જોડવાનું શક્ય છે. શિખાઉ વેલ્ડર્સ માટે, આ વધુ અનુકૂળ હોઈ શકે છે: અલગ થવાના સમય દરમિયાન, મેટલને ઠંડુ થવાનો સમય હોય છે. આ પદ્ધતિ સાથે, તમે ઇલેક્ટ્રોડને વેલ્ડેડ ક્રેટરના શેલ્ફ પર પણ આરામ કરી શકો છો. તે સરળ છે. હિલચાલની પેટર્ન લગભગ વિરામ વિના સમાન છે: બાજુથી બાજુ, લૂપ્સ અથવા "શોર્ટ રોલર" - ઉપર અને નીચે.
ગેપ સાથે ઊભી સીમ કેવી રીતે રાંધવા, આગલી વિડિઓ જુઓ. આ જ વિડીયો ટ્યુટોરીયલ સીમના આકાર પર વર્તમાન તાકાતની અસર દર્શાવે છે. સામાન્ય રીતે, આપેલ પ્રકારના ઇલેક્ટ્રોડ અને ધાતુની જાડાઈ માટે વર્તમાન ભલામણ કરતા 5-10 A ઓછો હોવો જોઈએ. પરંતુ, વિડિઓમાં બતાવ્યા પ્રમાણે, આ હંમેશા સાચું હોતું નથી અને તે પ્રાયોગિક રીતે નક્કી કરવામાં આવે છે.
કેટલીકવાર ઊભી સીમ ઉપરથી નીચે સુધી વેલ્ડિંગ કરવામાં આવે છે. આ કિસ્સામાં, ચાપ શરૂ કરતી વખતે, વેલ્ડિંગ કરવા માટે સપાટીઓ પર લંબરૂપ ઇલેક્ટ્રોડને પકડી રાખો. આ સ્થિતિમાં ઇગ્નીશન કર્યા પછી, મેટલને ગરમ કરો, પછી ઇલેક્ટ્રોડને નીચે કરો અને આ સ્થિતિમાં રાંધો. ઉપરથી નીચે સુધી ઊભી સીમને વેલ્ડિંગ કરવું ખૂબ અનુકૂળ નથી, તેને વેલ્ડ પૂલનું સારું નિયંત્રણ જરૂરી છે, પરંતુ આ રીતે તમે સારા પરિણામો પ્રાપ્ત કરી શકો છો.
ઉપરથી નીચે સુધી ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા ઊભી સીમ કેવી રીતે વેલ્ડ કરવી: ઇલેક્ટ્રોડની સ્થિતિ અને તેની ટોચની હિલચાલ
આડી સીમ કેવી રીતે વેલ્ડ કરવી
વર્ટિકલ પ્લેન પર આડી સીમ જમણેથી ડાબે અને ડાબેથી જમણે બંને હાથ ધરી શકાય છે. તેમાં કોઈ ફરક નથી, જેમને તે વધુ અનુકૂળ છે, તે તેના જેવું રસોઇ કરે છે. જેમ કે ઊભી સીમ વેલ્ડિંગ કરતી વખતે, સ્નાન નીચે જવાનું વલણ ધરાવે છે. તેથી, ઇલેક્ટ્રોડના ઝોકનો કોણ ખૂબ મોટો છે. તે ચળવળની ગતિ અને વર્તમાન પરિમાણોને આધારે પસંદ થયેલ છે.મુખ્ય વસ્તુ એ છે કે સ્નાન સ્થાને રહે છે.
વેલ્ડિંગ આડી સીમ: ઇલેક્ટ્રોડ સ્થિતિ અને હલનચલન
જો ધાતુ નીચે વહે છે, તો ચળવળની ગતિ વધારવી, ધાતુને ઓછી ગરમ કરો. બીજી રીત આર્ક બ્રેક્સ બનાવવાની છે. આ ટૂંકા અંતરાલ દરમિયાન, ધાતુ થોડી ઠંડુ થાય છે અને ડ્રેઇન થતું નથી. તમે વર્તમાનમાં થોડો ઘટાડો પણ કરી શકો છો. ફક્ત આ તમામ પગલાં તબક્કાવાર લાગુ કરવામાં આવે છે, અને બધા એક જ સમયે નહીં.
નીચેની વિડિઓ બતાવે છે કે આડી સ્થિતિમાં મેટલને યોગ્ય રીતે કેવી રીતે વેલ્ડ કરવું. વર્ટિકલ સીમ્સ વિશેની વિડિઓનો બીજો ભાગ.
છત સીમ
આ પ્રકારની વેલ્ડેડ સંયુક્ત સૌથી મુશ્કેલ છે. ઉચ્ચ કૌશલ્ય અને વેલ્ડ પૂલના સારા નિયંત્રણની જરૂર છે. આ સીમ કરવા માટે, ઇલેક્ટ્રોડને છત પર જમણા ખૂણા પર રાખવામાં આવે છે. આર્ક ટૂંકા છે, ચળવળની ગતિ સતત છે. મુખ્યત્વે ગોળાકાર હલનચલન કરો જે સીમને વિસ્તૃત કરે છે.








ઇલેક્ટ્રિક વેલ્ડીંગ માટે સલામતીની સાવચેતીઓ
ધાતુનું ઇલેક્ટ્રિક વેલ્ડીંગ માત્ર ગરમી, તણખા વગેરેના પ્રકાશન સાથે જ નથી. જો અયોગ્ય રીતે હેન્ડલ કરવામાં આવે, તો તમે સરળતાથી ઇલેક્ટ્રિક આંચકો મેળવી શકો છો.
તેથી, પ્રથમ વખત ઇલેક્ટ્રોડ ધારકને પકડતા પહેલા, નીચેની સંખ્યાબંધ આવશ્યકતાઓને પૂર્ણ કરો:
- તમારી આંખોનું રક્ષણ કરો. આ હેતુઓ માટે, વેલ્ડર અથવા તેમના પુરોગામી માટે ખાસ માસ્ક છે, પ્રકાશ ફિલ્ટર્સ સાથે ઢાલ;
- ઓવરઓલ્સમાં કામ કરવાની ખાતરી કરો, તે બિન-દહનકારી સામગ્રીથી બનેલી હોવી જોઈએ, હાથ અને પગ આવરી લેવા જોઈએ;
- રબરવાળા જૂતા અને મોજા, વેલ્ડરના લેગિંગ્સનો ઉપયોગ કરો. આ રીતે તમે ઇલેક્ટ્રિક શોકનું જોખમ ઓછું કરો છો.
આપણે ભૂલવું જોઈએ નહીં કે ઇલેક્ટ્રિક વેલ્ડીંગ, અન્ય વસ્તુઓની વચ્ચે, ઇલેક્ટ્રિક આંચકો દ્વારા પણ જોખમી છે. તેથી, જ્યારે હળવો વરસાદ પણ પડતો હોય ત્યારે શેરીમાં વેલ્ડીંગ કરીને રસોઇ કરવી અશક્ય છે. ઉપરાંત, તમે બળતણ, ગેસ વગેરેના કન્ટેનરમાં રસોઇ કરી શકતા નથી.તમારા હાથ અને પગને સુરક્ષિત રાખવા માટે હંમેશા રબરવાળા ઓવરઓલ પહેરો.

આજે, ઘરગથ્થુ વેલ્ડીંગ માટે, ઇન્વર્ટરનો ઉપયોગ મોટેભાગે થાય છે. આ ઓછા વજનના અને મોબાઇલ ઉપકરણો છે જે સ્ટીલ, કાસ્ટ આયર્ન અને સ્ટેનલેસ સ્ટીલને વેલ્ડ કરી શકે છે.
વેલ્ડીંગ માટે તૈયારી
ઇલેક્ટ્રિક વેલ્ડીંગ તાલીમ એ એક પ્રાયોગિક પ્રક્રિયા છે જેને કેટલીક તાલીમની જરૂર છે. સૌ પ્રથમ, તમારે સુરક્ષાની કાળજી લેવાની જરૂર છે. વેલ્ડરનું કામ એકદમ જોખમી છે:
- પીગળેલા ધાતુના છાંટાથી બળી જવાની શક્યતા;
- ઊંચા તાપમાને ઝેરી સ્ત્રાવ સાથે ઝેર;
- ઇલેક્ટ્રિક આંચકોની શક્યતા;
- જો સેફ્ટી ગોગલ્સ પહેરવામાં ન આવે તો આંખને ઈજા થાય છે.

ઇલેક્ટ્રિક વેલ્ડીંગ માટે સાધનો અને સાધનોની યોગ્ય પસંદગી એ સલામત પ્રક્રિયાની ચાવી છે. વેલ્ડીંગ કાર્ય માટે તમારે આની જરૂર પડશે:
ગાઢ ફેબ્રિકથી બનેલો સૂટ, શરીર, હાથ અને પગને સંપૂર્ણપણે આવરી લે છે;
આંખોને બચાવવા માટે ખાસ ચશ્માનો ઉપયોગ કરી શકાય છે, પરંતુ અમે માસ્ક પર ધ્યાન આપવાની ભલામણ કરીએ છીએ. તેઓ ચહેરાનું રક્ષણ પણ કરશે અને વેલ્ડીંગ પ્રક્રિયામાં વધુ સુરક્ષિત છે;
વેલ્ડીંગ માટે ગુણવત્તા સાધનો;
ઇલેક્ટ્રોડ્સ;
સંભવિત આગને દૂર કરવા માટે પાણીની એક ડોલ;
વેલ્ડીંગ માટે યોગ્ય સ્થળ
બહાર રહેવાનું અને નજીકના તમામ જ્વલનશીલ પદાર્થોને દૂર કરવું વધુ સારું છે.
આધુનિક બજાર ઇલેક્ટ્રિક વેલ્ડીંગ મશીનોની વિશાળ પસંદગીનું પ્રતિનિધિત્વ કરે છે, જેમાંની વિવિધતા ત્રણ મુખ્ય પ્રકારોમાં આવે છે:
- એક ટ્રાન્સફોર્મર જે વેલ્ડીંગ માટે વૈકલ્પિક પ્રવાહને રૂપાંતરિત કરે છે. આ પ્રકારનું વેલ્ડીંગ મશીન ઘણીવાર સ્થિર ઇલેક્ટ્રિક આર્ક આપતું નથી, પરંતુ ઘણું વોલ્ટેજ ખાય છે;
- રેક્ટિફાયર ગ્રાહક નેટવર્કમાંથી ડાયરેક્ટ કરંટમાં રૂપાંતરિત થાય છે.આ ઉપકરણો ઉચ્ચ સ્થિરતાના ઇલેક્ટ્રિક આર્ક મેળવવા માટે પરવાનગી આપે છે;
- ઇન્વર્ટર તમને ઘરગથ્થુ નેટવર્કમાંથી વર્તમાનને વેલ્ડીંગ માટે ડાયરેક્ટ કરંટમાં કન્વર્ટ કરવાની મંજૂરી આપે છે. આ એકમો આર્ક ઇગ્નીશનની સરળતા અને ઉચ્ચ પ્રદર્શન દ્વારા વર્ગીકૃત થયેલ છે.
નવા નિશાળીયા માટે વેલ્ડિંગ: વિડિઓ ટ્યુટોરિયલ્સ - જુઓ અને ઘોંઘાટ શીખો.
નવા નિશાળીયાને સલાહ આપવામાં આવે છે કે તેઓ ઇલેક્ટ્રોડ પસંદ કરે જેમ કે નક્કર સળિયા કે જે ઉપભોજ્ય રચના સાથે કોટેડ હોય. શિખાઉ વેલ્ડર માટે આવા ઇલેક્ટ્રોડ્સ સાથે સમાન સીમ બનાવવાનું સરળ રહેશે. શિખાઉ માણસ માટે સળિયાનું કદ 3 મીમી છે.
ટિપ્સ: ઇલેક્ટ્રિક વેલ્ડીંગ સાથે જાતે રસોઇ કેવી રીતે કરવી તે શીખો
જો તમને ખબર હોય કે કેટલા ઇલેક્ટ્રોડની જરૂર છે, તમારે કયા ઇલેક્ટ્રોડનો ઉપયોગ કરવાની જરૂર છે, અને જો ઉત્પાદન ખૂબ મોટું ન હોય તો 1 દિવસમાં તમારી જાતે મેટલ સ્ટ્રક્ચરને વેલ્ડ કરવું તદ્દન શક્ય છે.
અને તમારી જાતે કેવી રીતે રાંધવું તે શીખવા માટે તમારે બીજું શું ધ્યાનમાં રાખવાની જરૂર છે:
વેલ્ડર માટે માત્ર યોગ્ય રીતે કામ કરવું જ નહીં, પરંતુ મૂળભૂત બાબતો પણ શીખવી જરૂરી છે, ખાસ કરીને, ચોક્કસ સામગ્રી માટે કયા ઓપરેશનની જરૂર છે, કારણ કે મેટલ સ્ટીલ, એલોય અથવા મેટનો રંગ જેવા કાપડ હોઈ શકે છે. .
તમે ચોક્કસ સીમ બનાવી શકો છો તે પદ્ધતિઓનો અભ્યાસ કરવાની ખાતરી કરો.
ઇલેક્ટ્રોડ્સ અને વેલ્ડીંગ વાયરની પસંદગીનો યોગ્ય રીતે સંપર્ક કરવો જરૂરી છે.
જો શરૂઆતમાં ઉચ્ચતમ કેટેગરીના પ્રોફેશનલ બનવું જરૂરી ન હોય તો, જો તમે વિડિયો ટ્યુટોરિયલ્સ, સીમ સાથેના ડ્રોઇંગ્સ જોશો અને વ્યાવસાયિકોની સલાહનો અભ્યાસ કરો તો તમે જાતે વેલ્ડીંગ શીખી શકો છો. તાલીમ લાંબી હશે, પરંતુ સંભવતઃ ફળદાયી હશે, ખાસ કરીને જો તમે ધીમે ધીમે સીમ બનાવવાનો પ્રયાસ કરો છો, કામના અનુભવની માત્રામાં વધારો કરો છો.

ઘણા લોકો રેસન્ટનો ઉપયોગ કરવાનું પસંદ કરે છે, કારણ કે તકનીક લાંબા સમય સુધી ભારનો સામનો કરી શકે છે, જે તમને આ બાબતને ઝડપથી સમાપ્ત કરવા દે છે. વેલ્ડીંગ સાથે કામ કરવાના પ્રથમ પ્રયાસો પર, વાસ્તવિક ઇન્વર્ટરનો ઉપયોગ કરવો વધુ સારું છે, અને માત્ર ત્યારે જ, મહાન અનુભવ સાથે, તે કોઈપણ અન્ય ઉપકરણ સાથે શક્ય છે. ઇલેક્ટ્રોડ્સના સંદર્ભમાં, "3" પસંદ કરવાની સલાહ આપવામાં આવે છે. તેઓ ઉપયોગમાં સરળ છે, અને સૌથી અગત્યનું, તેઓ વીજળી નેટવર્કને ઓવરલોડ કરતા નથી.
સામાન્ય રીતે, વેલ્ડીંગ સાધનોને પ્રકારોમાં વિભાજિત કરવામાં આવે છે - ટ્રાન્સફોર્મર, રેક્ટિફાયર, ઇન્વર્ટર. શા માટે લોકપ્રિયતા ઇન્વર્ટર પાછળ રહે છે? તેઓ કોમ્પેક્ટ, ઓછા વજનવાળા અને શિખાઉ માણસ માટે હેન્ડલ કરવા માટે ખૂબ જ સરળ છે. વેલ્ડીંગ શીખવાના પ્રથમ પગલા પર, સરળ પ્રકારની ધાતુઓ અને પ્રાધાન્યમાં તત્વો પણ લેવા યોગ્ય છે જેથી કાર્ય જટિલ ન બને.






વેલ્ડીંગ પહેલાં, તમારે તૈયાર કરવાની જરૂર છે:
- પાણી સાથે ડોલ;
- મંથન સ્લેગ માટે હેમર;
- આયર્ન બ્રશ;
- એક માસ્ક જે ચહેરા અને ગરદનના વિસ્તારને સુરક્ષિત કરે છે;
- કેનવાસના ઇગ્નીશન અને બર્નઆઉટને રોકવા માટે રચના સાથે ફળદ્રુપ ખાસ ફેબ્રિકના ગ્લોવ્સ;
- લાંબી sleeves સાથે ખાસ કપડાં.
ભૂલશો નહીં કે વેલ્ડેડ વ્યવસાય એ આગનું જોખમ છે, અને તેથી ગંભીર પરિણામોને બાકાત રાખવા માટે નજીકમાં જ્વલનશીલ અથવા જ્વલનશીલ પદાર્થો રાખવાની સખત પ્રતિબંધ છે.
મેન્યુઅલ આર્ક વેલ્ડીંગ તકનીક. વેલ્ડીંગ દ્વારા કેવી રીતે રાંધવા
વ્યવહારુ કસરતો પર આગળ વધતા પહેલા, હું તમને સલામતી સાવચેતીઓ વિશે ફરી એકવાર યાદ અપાવવા માંગુ છું. કામના સ્થળની નજીક લાકડાના વર્કબેન્ચ અને જ્વલનશીલ સામગ્રી નથી. કાર્યસ્થળ પર પાણીનો કન્ટેનર મૂકવાની ખાતરી કરો. આગના જોખમથી સાવધ રહો.
વેલ્ડીંગ દ્વારા યોગ્ય રીતે વેલ્ડિંગ કેવી રીતે કરવું તે શોધવા માટે, અમે તમારા ધ્યાન પર વિગતવાર સૂચનાઓ અને વેલ્ડીંગ પ્રક્રિયાની વિડિઓ રજૂ કરીએ છીએ.
પ્રથમ ચાપ પર પ્રહાર કરવાનો પ્રયાસ કરો અને તેને જરૂરી સમય માટે પકડી રાખો. આ કરવા માટે, અમારી સલાહ અનુસરો:
- મેટલ બ્રશનો ઉપયોગ કરીને, ગંદકી અને કાટમાંથી વેલ્ડિંગ કરવા માટેના ભાગોની સપાટીને સાફ કરવી જરૂરી છે. જો જરૂરી હોય તો, તેમની ધાર એકબીજા સાથે ગોઠવવામાં આવે છે.
- સીધા પ્રવાહ સાથે ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા યોગ્ય રીતે કેવી રીતે રાંધવું તે શીખવું શ્રેષ્ઠ છે, તેથી "પોઝિટિવ" ટર્મિનલને ભાગ સાથે જોડો, ક્લેમ્પમાં ઇલેક્ટ્રોડ ઇન્સ્ટોલ કરો અને વેલ્ડીંગ મશીન પર જરૂરી વર્તમાન તાકાત સેટ કરો.
- વર્કપીસના સંદર્ભમાં ઇલેક્ટ્રોડને લગભગ 60°ના ખૂણા પર ટિલ્ટ કરો અને ધીમે ધીમે તેને મેટલની સપાટી પર પસાર કરો. જો તણખા દેખાય, તો ઇલેક્ટ્રિક ચાપને સળગાવવા માટે સળિયાનો છેડો 5 મીમી ઉપાડો. કદાચ તમે ઇલેક્ટ્રોડની ધાર પર કોટિંગ અથવા સ્લેગના સ્તરને કારણે સ્પાર્ક મેળવવામાં નિષ્ફળ ગયા છો. આ કિસ્સામાં, ઇલેક્ટ્રિક વેલ્ડીંગ સાથે કેવી રીતે યોગ્ય રીતે વેલ્ડ કરવું તે વિડિઓમાં સૂચવ્યા મુજબ, ઇલેક્ટ્રોડની ટોચ સાથેના ભાગને ટેપ કરો. સમગ્ર વેલ્ડીંગ પ્રક્રિયા દરમિયાન ઉભરતી ચાપ 5 મીમી વેલ્ડીંગ ગેપ સાથે જાળવવામાં આવે છે.
- જો ચાપ ખૂબ જ અનિચ્છાથી પ્રકાશિત થાય છે, અને ઇલેક્ટ્રોડ હંમેશા ધાતુની સપાટી પર વળગી રહે છે, તો વર્તમાનને 10-20 A વધારવો. જો ઇલેક્ટ્રોડ ચોંટી જાય, તો ધારકને એક બાજુથી બીજી બાજુ હલાવો, સંભવતઃ બળ સાથે પણ.
- યાદ રાખો કે સળિયા હંમેશા બળી જશે, તેથી માત્ર 3-5 મીમીનું અંતર જાળવવાથી તમે સ્થિર ચાપ રાખી શકશો.
ચાપને કેવી રીતે પ્રહાર કરવો તે શીખ્યા પછી, 3-5 મીમીના કંપનવિસ્તાર સાથે એક બાજુથી બીજી બાજુ હલનચલન કરતી વખતે, ધીમે ધીમે ઇલેક્ટ્રોડને તમારી તરફ ખસેડવાનો પ્રયાસ કરો.વેલ્ડ પૂલના કેન્દ્ર તરફ પરિઘમાંથી મેલ્ટને દિશામાન કરવાનો પ્રયાસ કરો. લગભગ 5 સેમી લાંબી સીમને વેલ્ડિંગ કર્યા પછી, ઇલેક્ટ્રોડને દૂર કરો અને ભાગોને ઠંડુ થવા દો, પછી સ્લેગને નીચે પછાડવા માટે જંકશન પર હથોડી વડે ટેપ કરો. યોગ્ય સીમમાં ક્રેટર્સ અને અસંગતતા વિના મોનોલિથિક વેવી માળખું હોય છે.
સીમની શુદ્ધતા સીધી ચાપના કદ અને વેલ્ડીંગ દરમિયાન ઇલેક્ટ્રોડની સાચી હિલચાલ પર આધારિત છે. રક્ષણાત્મક ફિલ્ટર્સનો ઉપયોગ કરીને ફિલ્માંકન કરીને, વેલ્ડીંગ દ્વારા કેવી રીતે રાંધવું તે અંગેની વિડિઓ જુઓ. આવા વિડિયોમાં, તમે સ્પષ્ટપણે જોઈ શકો છો કે કેવી રીતે ચાપ જાળવવી અને ઉચ્ચ ગુણવત્તાની સીમ મેળવવા માટે ઇલેક્ટ્રોડને કેવી રીતે ખસેડવું. અમે નીચેની ભલામણો કરી શકીએ છીએ:
- ચાપની આવશ્યક લંબાઈ ધરી સાથે સળિયાની અનુવાદાત્મક હિલચાલ દ્વારા જાળવવામાં આવે છે. ગલન દરમિયાન, ઇલેક્ટ્રોડની લંબાઈ ઘટે છે, તેથી જરૂરી ક્લિયરન્સનું અવલોકન કરીને, સળિયા સાથે ધારકને સતત ભાગની નજીક લાવવું જરૂરી છે. રસોઇ કેવી રીતે કરવી તે શીખવા માટેના અસંખ્ય વિડિઓઝમાં આ પર ભાર મૂકવામાં આવ્યો છે.
- ઇલેક્ટ્રોડની રેખાંશ ચળવળ કહેવાતા ફિલામેન્ટ રોલરની જુબાની બનાવે છે, જેની પહોળાઈ સામાન્ય રીતે સળિયાના વ્યાસ કરતા 2-3 મીમી વધારે હોય છે, અને જાડાઈ ચળવળની ગતિ અને વર્તમાન તાકાત પર આધારિત છે. થ્રેડ રોલર એક વાસ્તવિક સાંકડી વેલ્ડ છે.
- સીમની પહોળાઈ વધારવા માટે, ઇલેક્ટ્રોડને તેની લાઇનમાં ખસેડવામાં આવે છે, ઓસીલેટરી રીસીપ્રોકેટીંગ હલનચલન કરે છે. વેલ્ડની પહોળાઈ તેમના કંપનવિસ્તારની તીવ્રતા પર આધારિત હશે, તેથી કંપનવિસ્તારની તીવ્રતા ચોક્કસ પરિસ્થિતિઓના આધારે નક્કી કરવામાં આવે છે.
વેલ્ડીંગ પ્રક્રિયા જટિલ પાથ બનાવવા માટે આ ત્રણ હિલચાલના સંયોજનનો ઉપયોગ કરે છે.
ઇલેક્ટ્રિક વેલ્ડીંગ સાથે કેવી રીતે વેલ્ડ કરવું તે અંગેના વિડિયોની સમીક્ષા કર્યા પછી અને આવા ટ્રેજેકટ્રીઝના ડાયાગ્રામનો અભ્યાસ કર્યા પછી, તમે આકૃતિ કરી શકો છો કે તેમાંથી કયો ઓવરલેપ અથવા બટ વેલ્ડીંગ માટે ઉપયોગ કરી શકાય છે, ભાગોની ઊભી અથવા છતની ગોઠવણી સાથે.
ઓપરેશન દરમિયાન, ઇલેક્ટ્રોડ વહેલા અથવા પછીના સમયમાં સંપૂર્ણપણે ઓગળી જશે. આ કિસ્સામાં, વેલ્ડીંગ બંધ કરવામાં આવે છે અને ધારકમાંની લાકડી બદલવામાં આવે છે. કામ ચાલુ રાખવા માટે, સ્લેગ નીચે પછાડવામાં આવે છે અને સીમના અંતમાં બનેલા ખાડોથી 12 મીમીના અંતરે એક આર્ક સળગાવવામાં આવે છે. પછી જૂના સીમના અંતને નવા ઇલેક્ટ્રોડ સાથે જોડવામાં આવે છે અને કામ ચાલુ રહે છે.
આર્ક વેલ્ડીંગ
મેન્યુઅલ આર્ક વેલ્ડીંગનો ઉપયોગ રાષ્ટ્રીય અર્થવ્યવસ્થાના તમામ ક્ષેત્રોમાં અને રોજિંદા જીવનમાં મેટલ સ્ટ્રક્ચર્સના ઘટકોને જોડવા માટે વ્યાપકપણે થાય છે. અન્ય પ્રકારના વેલ્ડેડ સાંધાઓની તુલનામાં તેના વિશિષ્ટ ગુણધર્મો છે:
- વેલ્ડીંગ મશીન અને ઉપભોજ્ય વસ્તુઓની પ્રમાણમાં ઓછી કિંમત, જે ઇલેક્ટ્રોડ છે.
- સ્ટેનલેસ એલોય સહિત ધાતુઓના સામાન્ય ગ્રેડના ઉચ્ચ ગુણવત્તાવાળા વેલ્ડેડ સાંધા મેળવવા.
- ઘણા હાર્ડ-ટુ-પહોંચના સ્થળોએ વેલ્ડીંગ કાર્ય કરવાની ક્ષમતા - આ ઓછા વજન અને સાધનોને વીજળી સાથે જોડવામાં સરળતા દ્વારા સુવિધા આપવામાં આવે છે.

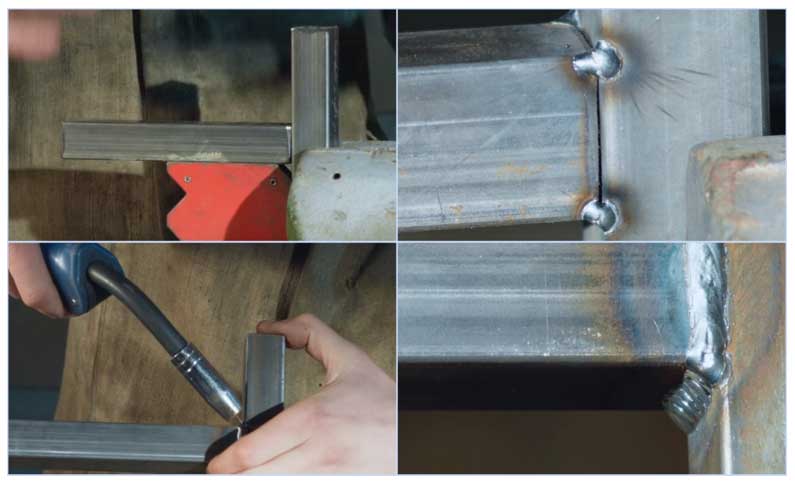
ચોખા. 7 પાતળા પ્રોફાઇલ પાઇપ વેલ્ડિંગ - સીમનો પ્રકાર
ઇલેક્ટ્રિક આર્ક વેલ્ડીંગનો ઉપયોગ કરીને કાર્ય હાથ ધરવા નીચેના પગલાંઓનો સમાવેશ કરે છે:
- પાઈપોના છેડા વેલ્ડીંગ માટે તૈયાર કરવામાં આવે છે, આ માટે તેઓ રસ્ટથી સાફ થાય છે, ત્યારબાદ પીગળેલા ઇલેક્ટ્રોડમાંથી મેટલ સાથે સીમ ભરવા માટે જરૂરી અંતર પર બ્લેન્ક્સ સેટ કરવામાં આવે છે, ઘણીવાર આ માટે ખાસ ઉપકરણોનો ઉપયોગ કરવામાં આવે છે.
- વેલ્ડીંગ મશીન ચાલુ છે, બિલ્ટ-ઇન સૂચક અનુસાર જરૂરી વર્તમાન સેટ કરીને, ઇલેક્ટ્રોડને વેલ્ડીંગ મશીન સાથે જોડાયેલા ધારકમાં દાખલ કરવામાં આવે છે, બીજો છેડો પાઇપ પર નિશ્ચિત છે.
- એકબીજાની તુલનામાં વેલ્ડિંગ કરવાના ભાગોની સ્થિતિ સ્પોટ વેલ્ડીંગ (ટેકસ) દ્વારા નિશ્ચિત કરવામાં આવે છે, ત્યારબાદ રક્ષણાત્મક કપડાં, માસ્ક અને વેલ્ડરના ગ્લોવ્સનો ઉપયોગ કરીને ઇલેક્ટ્રિક વેલ્ડીંગ હાથ ધરવામાં આવે છે.
- કામના અંતે, સ્કેલ નીચે પછાડવામાં આવે છે અને સીમ મેટલ બ્રશથી સાફ થાય છે.
અર્ધ-સ્વચાલિત મેટલ ઇનર્ટ ગેસ વેલ્ડીંગ (MIG)
આધુનિક તકનીકોનો આભાર, ઘરેલું પરિસ્થિતિઓમાં પ્રોફાઇલ ઉત્પાદનોને સૌથી સરળ રીતે વેલ્ડ કરવાનું શક્ય બન્યું છે, જેને વેલ્ડર તરીકે વધુ અનુભવ અને ઘણા વર્ષોની તાલીમની જરૂર નથી.
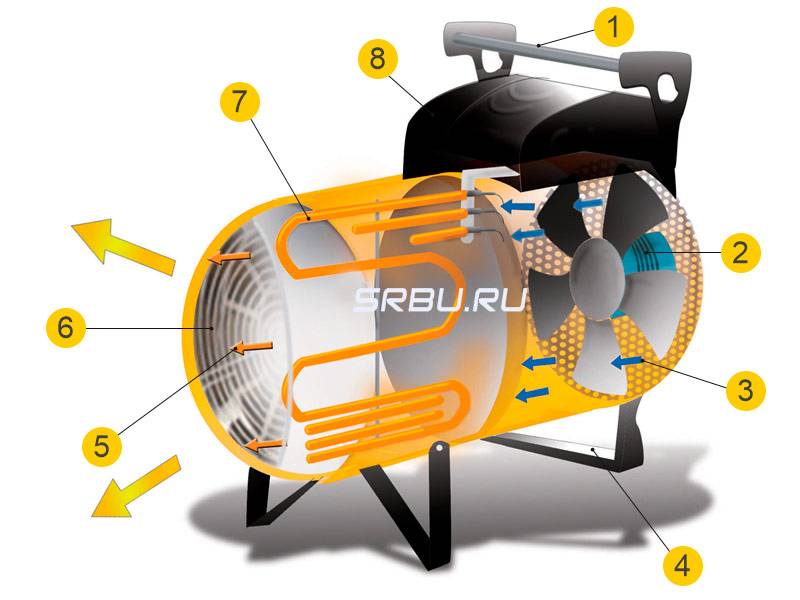
ચોખા. 8 MIG કેવી રીતે કામ કરે છે
અર્ધ-સ્વચાલિત નિષ્ક્રિય ગેસ વેલ્ડીંગ (MIG) એ પરંપરાગત આર્ક વેલ્ડીંગના વિકાસમાં એક ઉત્ક્રાંતિ પગલું છે, જેની સરખામણીમાં તેના નીચેના ફાયદા છે:
- ઇલેક્ટ્રોડને બદલે, 0.6 થી 1.2 મીમીના વ્યાસવાળા વિશિષ્ટ વાયરને મશાલ દ્વારા વેલ્ડ પૂલમાં આપમેળે ખવડાવવામાં આવે છે, રીલ્સમાં ઘા થાય છે - આ પ્રક્રિયાને સ્વચાલિત કરે છે અને ઇલેક્ટ્રોડ્સ બદલવા માટેનો સમય ઘટાડે છે.
- વાયર સાથે, એક નિષ્ક્રિય ગેસ (સામાન્ય રીતે કાર્બન ડાયોક્સાઇડ અને આર્ગોનનું મિશ્રણ) વેલ્ડીંગ સ્લીવ દ્વારા બર્નરને પૂરો પાડવામાં આવે છે - આ સ્લેગની રચનાને અટકાવે છે અને વેલ્ડની ગુણવત્તામાં સુધારો કરે છે.
આ તકનીકનો આભાર, અર્ધ-સ્વચાલિત વેલ્ડીંગના ઇલેક્ટ્રિક આર્ક મશીનો પર નીચેના ફાયદા છે:
- તમને 0.5 મીમીની જાડાઈ સાથે પાતળા વર્કપીસને વેલ્ડ કરવાની મંજૂરી આપે છે.
- સ્ટીલ, સ્ટેનલેસ સ્ટીલ, કાસ્ટ આયર્ન, એલ્યુમિનિયમ અને નોન-ફેરસ મેટલ્સ રાંધે છે.
- કામ કરતી વખતે, ત્યાં કોઈ સ્લેગ નથી અને વ્યવહારીક રીતે કોઈ ધુમાડો નથી - આ સ્વાસ્થ્ય માટે ઓછું નુકસાનકારક છે, ઇલેક્ટ્રિક આર્ક પદ્ધતિઓની તુલનામાં સીમની ગુણવત્તામાં સુધારો કરે છે.
MIG ના ગેરફાયદામાં બલ્કનેસ (એક વિશાળ ગેસ સિલિન્ડર અને બર્નરને વાયર સપ્લાય સિસ્ટમ જરૂરી છે) અને વેલ્ડીંગ ઝોનમાંથી ગેસ બહાર ફેંકી દેતા તીવ્ર પવનમાં કામ કરવાની અશક્યતાનો સમાવેશ થાય છે.
ચોખા. 9 નિષ્ક્રિય ગેસ વાતાવરણમાં પાતળા-દિવાલોવાળા પ્રોફાઇલ પાઇપનું વેલ્ડીંગ
સાધનો અને સાધનો
મેન્યુઅલ આર્ક વેલ્ડીંગની તકનીક પ્રમાણમાં સરળ છે અને તે વિશિષ્ટ સાધનો અને ઇલેક્ટ્રોડ્સનો ઉપયોગ કરીને કરવામાં આવે છે. તમારે સહાયક સાધનો અને રક્ષણાત્મક સાધનોની પણ જરૂર પડશે.





સાધનોના પ્રકારો
ત્યાં ત્રણ પ્રકારનાં ઉપકરણો છે જેનો ઉપયોગ જાતે આર્ક વેલ્ડીંગ માટે કરી શકાય છે:
- ટ્રાન્સફોર્મર્સ આવા ઉપકરણોના સંચાલનનો સિદ્ધાંત વૈકલ્પિક પ્રવાહ પર આધારિત છે. એ નોંધવું જોઇએ કે તેઓ તદ્દન ભારે છે, સામાન્ય વિદ્યુત નેટવર્કમાં વોલ્ટેજમાં અચાનક ફેરફાર કરવા સક્ષમ છે અને ખૂબ ઘોંઘાટીયા છે. ટ્રાન્સફોર્મર પર સમાન સીમ બનાવવી ખૂબ મુશ્કેલ છે; ફક્ત અનુભવી વેલ્ડર જ તે કરી શકે છે. પરંતુ જો શિખાઉ કારીગરોને ટ્રાન્સફોર્મરના ઉપયોગ સાથે આર્ક વેલ્ડીંગમાં તાલીમ આપવામાં આવે છે, તો પછી અન્ય સાધનો સાથે કામ કરવું વધુ સરળ બનશે;
- રેક્ટિફાયર ઉપકરણોનું સંચાલન સેમિકન્ડક્ટર ડાયોડ્સ દ્વારા પ્રદાન કરવામાં આવે છે. આ પ્રકારના એકમો વૈકલ્પિક પ્રવાહને સીધા પ્રવાહમાં ફેરવે છે. આ બહુમુખી ઉપકરણો છે. લગભગ તમામ ઇલેક્ટ્રોડ્સ તેમના માટે યોગ્ય છે અને વેલ્ડીંગ વિવિધ ધાતુઓ પર કરી શકાય છે. ટ્રાન્સફોર્મરની તુલનામાં, વેલ્ડીંગ પ્રક્રિયા ખૂબ સરળ છે અને ચાપ સ્થિરતા જાળવવામાં આવે છે;
- ઇન્વર્ટર તેઓ લગભગ શાંતિથી કામ કરે છે. કોમ્પેક્ટનેસ અને સ્વચાલિત સેટિંગ્સ સિસ્ટમને કારણે ઉપયોગમાં સરળ.ઓપરેશન દરમિયાન, ઉપકરણ વૈકલ્પિક પ્રવાહને રૂપાંતરિત કરીને ઉચ્ચ શક્તિનો સીધો પ્રવાહ ઉત્પન્ન કરે છે.
તમામ ઉપકરણોમાં, ઇન્વર્ટરને શ્રેષ્ઠ ગણવામાં આવે છે. તેઓ પાવર સર્જેસ દરમિયાન પણ સ્થિર ચાપ બનાવે છે અને બહુવિધ કાર્યકારી હોય છે.
સાધનો અને સાધનો
ઇલેક્ટ્રિક આર્ક વેલ્ડીંગ સાથે વેલ્ડીંગ કરતા પહેલા, તમારે પહેલા વ્યક્તિગત રક્ષણાત્મક સાધનો અને સાધનો તૈયાર કરવા આવશ્યક છે:
- વેલ્ડીંગ માટેનું ઉપકરણ અને તેમાં ઇલેક્ટ્રોડ્સ. જેઓ ફક્ત વેલ્ડીંગ કૌશલ્ય શીખી રહ્યા છે તેઓએ વધુ ઇલેક્ટ્રોડ તૈયાર કરવા જોઈએ;
- સહાયક સાધનો. આર્ક વેલ્ડીંગ તકનીકમાં વેલ્ડીંગ દરમિયાન ઉદ્ભવતા સ્લેગને દૂર કરવાનો સમાવેશ થાય છે, અને આ માટે તમારે મેટલ માટે હેમર અને બ્રશની જરૂર છે;
- રક્ષણાત્મક પોશાક. ગાઢ સામગ્રીથી બનેલા વિશિષ્ટ માસ્ક, મોજા અને રક્ષણાત્મક કપડાં વિના વેલ્ડીંગ શરૂ કરશો નહીં. આવા માધ્યમોને અવગણવા યોગ્ય નથી, કારણ કે માનવ સલામતી તેમના પર નિર્ભર છે.
જો તમે પ્રથમ વખત ઉપકરણ સાથે કામ કરી રહ્યાં છો અને મેન્યુઅલ આર્ક વેલ્ડીંગ દ્વારા યોગ્ય રીતે વેલ્ડિંગ કેવી રીતે કરવું તે શીખવા માંગતા હો, તો તાલીમ ધાતુના તત્વોને પૂર્વ-તૈયાર કરવાની ભલામણ કરવામાં આવે છે.
સામાન્ય રુકી ભૂલો
આર્ક વેલ્ડીંગની યોજના.
શિખાઉ વેલ્ડર્સ માટે વેલ્ડીંગ સાધનોના ઉપયોગને લગતી મૂળભૂત બાબતોના અજ્ઞાનને લગતી ભૂલો કરવી સામાન્ય છે. ઉદાહરણ તરીકે, ઇન્વર્ટર સાથે વેલ્ડીંગ માટે યોગ્ય પોલેરિટી કેવી રીતે પસંદ કરવી તે કદાચ નવા નિશાળીયા જાણતા નથી, જે કનેક્શનની નબળી રચના તરફ દોરી જશે અથવા ભાગ બર્ન-થ્રુ પણ કરશે.
નીચેની મુખ્ય ભૂલોને ઓળખી શકાય છે:
- સલામતીની સાવચેતીઓની ઉપેક્ષા;
- વેલ્ડીંગ મશીનની ખોટી પસંદગી;
- નિમ્ન-ગુણવત્તા અથવા તૈયારી વિનાના ઇલેક્ટ્રોડનો ઉપયોગ;
- ટ્રાયલ સીમ વિના કામ કરો.
નવા નિશાળીયા માટે, એક લક્ષણ અલગથી નોંધવું જોઈએ જો તમે વેલ્ડીંગ દ્વારા રેસન્ટ રાંધશો. આ સાધન ખૂબ જ લોકપ્રિય છે, પરંતુ તેમાં ટૂંકા કનેક્શન કેબલ છે, જે વાપરવા માટે અસુવિધાજનક હોઈ શકે છે.
વેલ્ડીંગ મશીનોના પ્રકાર
બજારમાં વિવિધ પ્રકારની વેલ્ડીંગ મશીનોના મોડેલોની મોટી સંખ્યા છે.
તેમની તમામ વિવિધતાઓમાંથી:
- ટ્રાન્સફોર્મર્સ;
- રેક્ટિફાયર;
- ઇન્વર્ટર;
- અર્ધ-સ્વચાલિત;
- સ્વચાલિત મશીનો;
- પ્લાઝમા
હોમ વર્કશોપમાં, ટ્રાન્સફોર્મર્સનો ઉપયોગ મોટાભાગે તેમની સસ્તીતાને કારણે થાય છે અને ઇન્વર્ટર તેમની સરળતા અને ઉપયોગમાં સરળતાને કારણે થાય છે. બાકીનાને કાં તો કામ માટે વિશેષ શરતોની જરૂર હોય છે, જે ફક્ત ઉત્પાદનમાં જ પ્રાપ્ત કરી શકાય છે અથવા વિશેષ તાલીમ અને લાંબા ગાળાના કૌશલ્યો પ્રાપ્ત કરવાની જરૂર છે.
ટ્રાન્સફોર્મર
આવા ઉપકરણોનું ઉપકરણ અત્યંત સરળ છે - તે એક શક્તિશાળી સ્ટેપ-ડાઉન ટ્રાન્સફોર્મર છે, જેમાં સેકન્ડરી વિન્ડિંગમાં કાર્યરત ઇલેક્ટ્રિકલ સર્કિટ શામેલ છે.

ટ્રાન્સફોર્મર વેલ્ડીંગ મશીન
ટ્રાન્સફોર્મરના ફાયદા:
- unpretentiousness;
- જીવન ટકાવી રાખવાની ક્ષમતા;
- સરળતા
- સસ્તીતા
ખામીઓ
- ખૂબ મોટું વજન અને પરિમાણો;
- ઓછી ચાપ સ્થિરતા;
- વૈકલ્પિક વર્તમાન સાથે કામ કરો;
- પાવર સર્જેસનું કારણ બને છે.
આવા ઉપકરણને વેલ્ડર પાસેથી કુશળતા અને વ્યાપક અનુભવની જરૂર છે. શિખાઉ વેલ્ડરને યોગ્ય રીતે વેલ્ડ કેવી રીતે કરવું તે શીખવવા માટે, તે યોગ્ય નથી.
ઇન્વર્ટર
ઇન્વર્ટર ઉપકરણમાં વધુ જટિલ ડિઝાઇન છે. ઇન્વર્ટર યુનિટ વારંવાર ઇનપુટ મેઇન્સ વોલ્ટેજને કન્વર્ટ કરે છે, તેના પરિમાણોને જરૂરી પર લાવે છે. ઉચ્ચ-આવર્તન પ્રવાહના પરિવર્તનને લીધે, ટ્રાન્સફોર્મરના પરિમાણો અને વજન ઘણા ગણા નાના હોય છે.

ઇન્વર્ટર
ઇન્વર્ટરના ફાયદા:
- ઓછા વજન અને પરિમાણો;
- સર્કિટમાં સ્થિર વોલ્ટેજ અને વર્તમાન;
- એન્ટિ-સ્ટીકિંગ અને હોટ સ્ટાર્ટના વધારાના કાર્યો;
- વર્તમાન અને આર્ક પરિમાણોને ફાઇન-ટ્યુન કરવાની ક્ષમતા;
- સપ્લાય નેટવર્કમાં વોલ્ટેજમાં વધારો થતો નથી.
ઇન્વર્ટરમાં પણ ગેરફાયદા છે:
- ઊંચી કિંમત;
- ઓછી હિમ પ્રતિકાર.
કેવી રીતે યોગ્ય રીતે રાંધવું તે શીખવું, ઇન્વર્ટરથી પ્રારંભ કરવું શ્રેષ્ઠ છે. આર્ક પરિમાણોની સ્થિરતા અને વધારાના લક્ષણો કે જે તેને "સ્ટીકીંગ" શરૂ કરવા અને અટકાવવાનું સરળ બનાવે છે તે શિખાઉ માણસને સીમ પર ધ્યાન કેન્દ્રિત કરવાની અને ઝડપથી તકનીકમાં નિપુણતા મેળવવાની મંજૂરી આપશે.



ઇલેક્ટ્રિક વેલ્ડીંગ ટેકનોલોજી
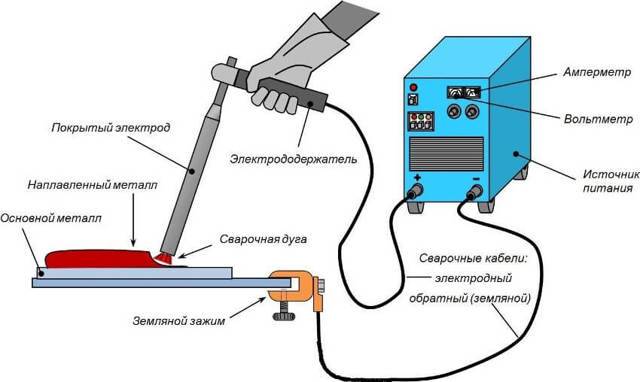
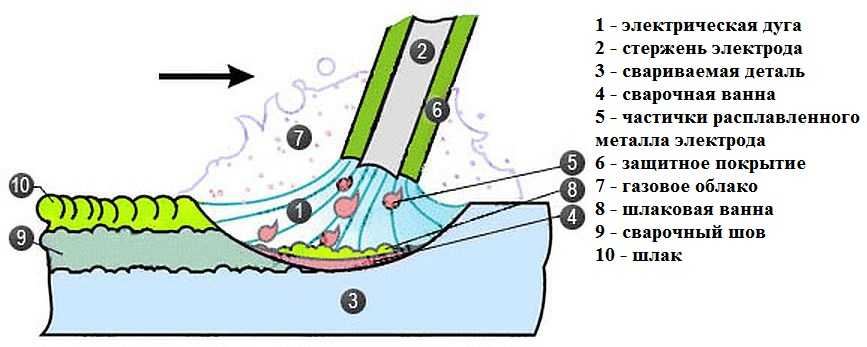
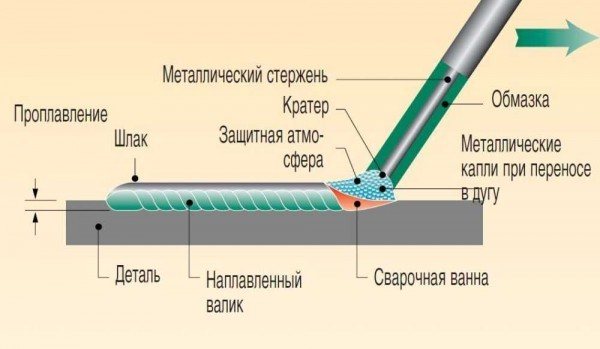
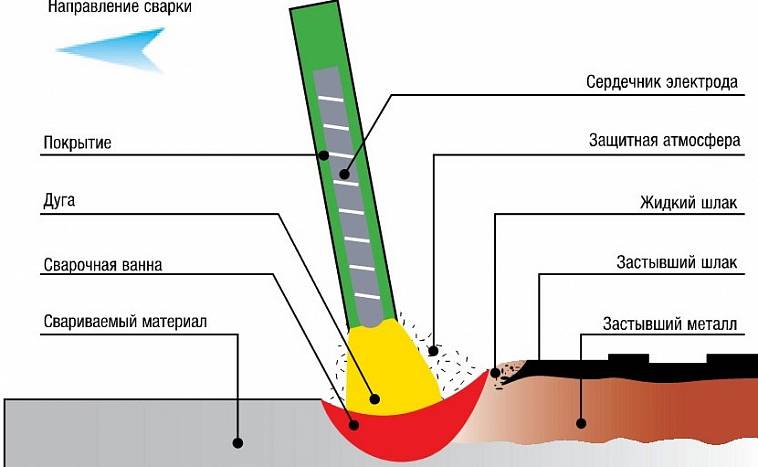
ઇલેક્ટ્રિક વેલ્ડીંગ એ એક પ્રક્રિયા છે જે ધાતુના ગલનથી ઉપર, ઊંચા તાપમાનના પ્રભાવ હેઠળ થાય છે. વેલ્ડીંગના પરિણામે, ધાતુની સપાટી પર કહેવાતા વેલ્ડ પૂલની રચના થાય છે, જે પીગળેલા ઇલેક્ટ્રોડથી ભરેલી હોય છે, આમ વેલ્ડીંગ સીમ બનાવે છે.
તેથી, ઇલેક્ટ્રિક વેલ્ડીંગના અમલીકરણ માટેની મુખ્ય શરતો એ છે કે ઇલેક્ટ્રોડ આર્કને સળગાવવું, વેલ્ડિંગ કરવા માટેના વર્કપીસ પર મેટલને ઓગળવું અને તેની સાથે વેલ્ડ પૂલ ભરવા. એવું લાગે છે કે, બધી સરળતામાં, તૈયારી વિનાના વ્યક્તિ માટે આ કરવું ખૂબ મુશ્કેલ છે. પ્રથમ, તમારે એ સમજવાની જરૂર છે કે ઇલેક્ટ્રોડ કેટલી ઝડપથી બળે છે, અને આ તેના વ્યાસ અને વર્તમાન શક્તિ પર આધાર રાખે છે, અને મેટલ વેલ્ડીંગ દરમિયાન સ્લેગને અલગ પાડવામાં પણ સક્ષમ છે.
વધુમાં, વેલ્ડીંગ (બાજુથી બાજુ) દરમિયાન એક સમાન ગતિ અને ઇલેક્ટ્રોડની સાચી હિલચાલ જાળવવી જરૂરી છે, જેથી વેલ્ડ સરળ અને વિશ્વસનીય હોય, ભંગાણના ભારને ટકી શકે.
ચાપ કેવી રીતે પ્રકાશિત કરવી
ઇલેક્ટ્રિક વેલ્ડીંગના વિકાસની શરૂઆત આર્કની યોગ્ય ઇગ્નીશન સાથે હોવી જોઈએ.ધાતુના બિનજરૂરી ટુકડા પર તાલીમ શ્રેષ્ઠ રીતે કરવામાં આવે છે, પરંતુ તે કાટવાળું ન હોવું જોઈએ, કારણ કે આ કાર્યને ગંભીરતાથી જટિલ બનાવશે અને શિખાઉ વેલ્ડરને મૂંઝવણમાં મૂકી શકે છે.
ચાપ શરૂ કરવાની બે સરળ રીતો છે:
- વર્કપીસની સપાટી પર ઇલેક્ટ્રોડને ઝડપથી સ્પર્શ કરીને અને પછી તેને 2-3 મીમીના અંતર સુધી ખેંચીને. જો તમે ઉપરની ધાતુમાંથી ઇલેક્ટ્રોડ ઉપાડો છો, તો ચાપ અદૃશ્ય થઈ શકે છે અથવા ખૂબ અસ્થિર બની શકે છે;
- વેલ્ડિંગ કરવા માટે વર્કપીસની સપાટી પર ઇલેક્ટ્રોડને પ્રહાર કરો, જેમ કે તમે મેચ લાઇટ કરી રહ્યાં છો. ઇલેક્ટ્રોડની ટોચ સાથે મેટલને સ્પર્શ કરવો જરૂરી છે, અને જ્યાં સુધી ચાપ સળગી ન જાય ત્યાં સુધી તેને સપાટી પર (વેલ્ડીંગ સાઇટ તરફ) 2-3 સેમી દોરો.
આર્ક ઇગ્નીશનની બીજી પદ્ધતિ પ્રારંભિક ઇલેક્ટ્રિક વેલ્ડર્સ માટે શ્રેષ્ઠ અનુકૂળ છે, કારણ કે તે સૌથી સરળ છે. ઉપરાંત, મેટલ પર ટૂંકા ગાળાના માર્ગદર્શન ઇલેક્ટ્રોડને ગરમ કરે છે, અને પછી તેની સાથે રાંધવાનું ખૂબ સરળ બને છે.
ચાપના ઇગ્નીશન પછી, તેને વર્કપીસની સપાટીની શક્ય તેટલી નજીક, 0.5 સે.મી.થી વધુના અંતરે રાખવું જોઈએ. વધુમાં, આ અંતર લગભગ દરેક સમયે સમાન રાખવું જોઈએ, અન્યથા વેલ્ડ નીચ અને અસમાન બનો.
વેલ્ડીંગ ઝડપ
ઇલેક્ટ્રોડની ઝડપ વેલ્ડિંગ કરવામાં આવતી ધાતુની જાડાઈ પર આધારિત છે. તદનુસાર, તે જેટલું પાતળું છે, વેલ્ડીંગની ઝડપ જેટલી ઝડપી છે, અને ઊલટું. આનો અનુભવ સમય સાથે આવશે, જ્યારે તમે ચાપ કેવી રીતે પ્રગટાવવી તે શીખો અને વધુ કે ઓછું રાંધવાનું શરૂ કરો. નીચેના ચિત્રો દૃષ્ટાંતરૂપ ઉદાહરણો દર્શાવે છે જેના દ્વારા તમે સમજી શકો છો કે વેલ્ડીંગ કઈ ઝડપે હાથ ધરવામાં આવ્યું હતું.
જો ધીમે ધીમે, પછી વેલ્ડીંગ સીમ જાડા હોય છે, અને તેની કિનારીઓ મજબૂત રીતે ઓગળી જાય છે.જો, તેનાથી વિપરીત, ઇલેક્ટ્રોડ ખૂબ ઝડપથી ચલાવવામાં આવે છે, તો પછી સીમ નબળી અને પાતળી છે, તેમજ અસમાન છે. યોગ્ય વેલ્ડીંગ ઝડપે, મેટલ સંપૂર્ણપણે વેલ્ડ પૂલને ભરે છે.
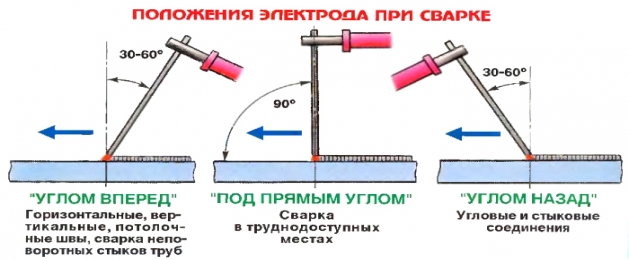
વધુમાં, વેલ્ડીંગની પ્રેક્ટિસ કરતી વખતે, તમારે મેટલ સપાટીના સંબંધમાં ઇલેક્ટ્રોડના સાચા કોણનું નિરીક્ષણ કરવાની જરૂર છે. કોણ આશરે 70 ડિગ્રી હોવું જોઈએ અને જો જરૂરી હોય તો બદલી શકાય છે. વેલ્ડની રચના દરમિયાન, ઇલેક્ટ્રોડની હિલચાલ રેખાંશ, અનુવાદાત્મક અને ઓસીલેટરી હોઈ શકે છે, બાજુથી બાજુ તરફ.
આ દરેક ઇલેક્ટ્રોડ અગ્રણી તકનીકો તમને ઇચ્છિત સીમ પ્રાપ્ત કરવા, તેની પહોળાઈ ઘટાડવા અથવા વધારવા અને કેટલાક અન્ય પરિમાણોને બદલવાની મંજૂરી આપે છે.