
- પાઇપ બેન્ડિંગ સાધનો
- બેન્ડિંગ પ્લેટ
- મેન્ડ્રેલ બેન્ડિંગ
- પ્રોફાઇલ બેન્ડિંગ એપ્લિકેશન
- હોમમેઇડ સાધનો સાથે અથવા વગર વાળવું
- પાઇપ બેન્ડિંગ માટે સહાયક પદ્ધતિઓ
- શું વાંકા કરી શકાય અને શું ન કરી શકાય
- યોગ્ય સાધન પસંદ કરી રહ્યા છીએ
- પાઇપ બેન્ડરનું વર્ગીકરણ
- પાઇપ બેન્ડિંગ ટેકનોલોજી
- પાઈપો વાળવાની સરળ રીતો
- હાથ વડે વળેલું
- ગરમ પદ્ધતિનો ઉપયોગ કરીને
- અમે ફિલર્સનો ઉપયોગ કરીએ છીએ - રેતી અને પાણી
- હીટ ટ્રીટમેન્ટ પદ્ધતિ
- પાઇપ બેન્ડિંગ ત્રિજ્યા
- પાઇપ બેન્ડિંગ ત્રિજ્યા
- ઘરે પાઇપ બેન્ડર સાથે કેવી રીતે કામ કરવું
પાઇપ બેન્ડિંગ સાધનો
જો તમે આ ઑપરેશન કરવા માટે સરળ ઉપકરણોનો ઉપયોગ કરો છો, તો પાઇપ બેન્ડર વિના પાઇપને કેવી રીતે વાળવું તે પ્રશ્ન મુશ્કેલીઓનું કારણ બનશે નહીં. તમે નીચેના ઉપકરણોનો ઉપયોગ કરીને પાઈપોના ઠંડા બેન્ડિંગ કરી શકો છો.
- એવા કિસ્સાઓમાં જ્યાં 10 મીમીથી વધુની પ્રોફાઇલની ઊંચાઈ સાથે નરમ (એલ્યુમિનિયમ) અથવા સ્ટીલ પાઇપને વાળવું જરૂરી છે, છિદ્રોવાળી આડી પ્લેટનો ઉપયોગ કરવામાં આવે છે, જેમાં સ્ટોપ્સ નાખવામાં આવે છે - મેટલ પિન. આ પિનની મદદથી, ઉત્પાદનો જરૂરી પરિમાણો અનુસાર વળાંક આવે છે. આ પદ્ધતિમાં બે ગંભીર ખામીઓ છે: બેન્ડિંગની ઓછી સચોટતા, તેમજ હકીકત એ છે કે તેનો ઉપયોગ કરતી વખતે, નોંધપાત્ર શારીરિક પ્રયત્નો લાગુ કરવા જરૂરી છે.
- 25 મીમીની પ્રોફાઇલની ઊંચાઈ ધરાવતા ઉત્પાદનો રોલર ફિક્સરનો ઉપયોગ કરીને શ્રેષ્ઠ રીતે વળે છે. પાઇપને વાઇસમાં સુરક્ષિત રીતે ઠીક કરવામાં આવે છે, અને તેના તે ભાગ પર એક બળ લાગુ કરવામાં આવે છે જેને ખાસ રોલરનો ઉપયોગ કરીને વાળવાની જરૂર હોય છે. આ ઉપકરણ તમને વધુ સારી રીતે વળાંક મેળવવા માટે પરવાનગી આપે છે, પરંતુ શારીરિક પ્રયત્નોની પણ જરૂર છે.

વિકલ્પ, જેમ તેઓ કહે છે, ઉતાવળમાં. આ અત્યંત સરળ ઉપકરણનો લાંબો લિવર તમને તેના બદલે જાડા પાઈપોનો સામનો કરવાની મંજૂરી આપે છે.
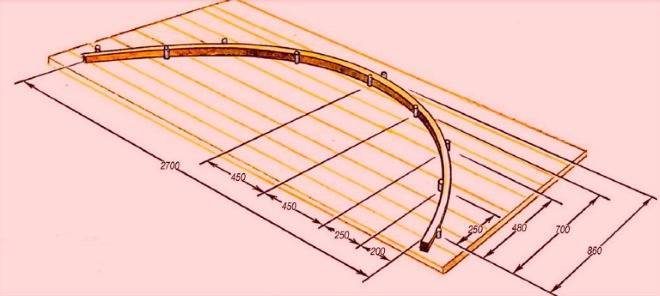
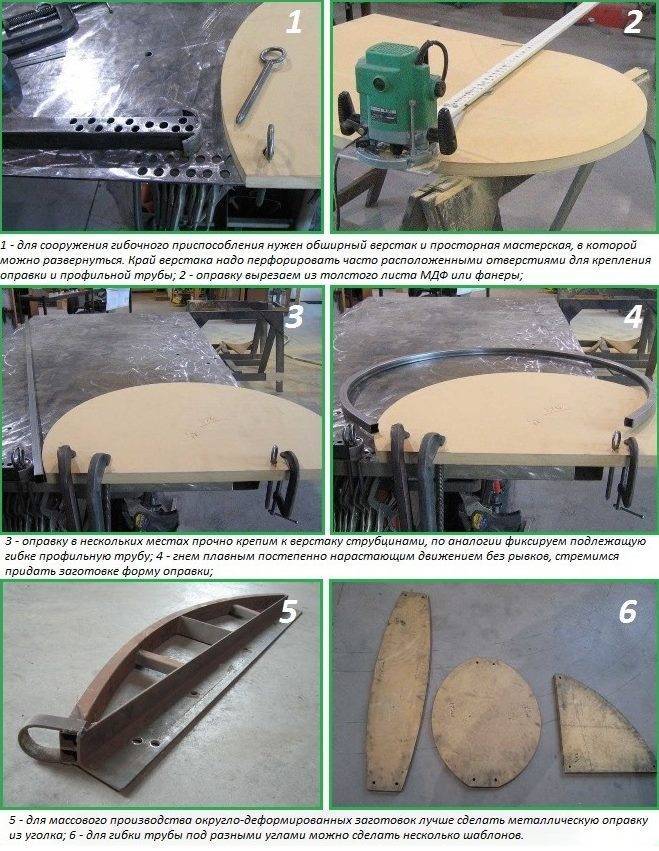
સ્ટીલ અથવા એલ્યુમિનિયમ લહેરિયું પાઈપો પર વક્રતાના મોટા ત્રિજ્યા સાથે વળાંક બનાવવા માટે, નિશ્ચિત ગોળાકાર નમૂનાઓનો ઉપયોગ કરવામાં આવે છે, જેના પર ઉત્પાદનને ઠીક કરવા માટે વિશિષ્ટ ક્લેમ્પ્સ માઉન્ટ કરવામાં આવે છે. આવા ઉપકરણ પર, પાઇપ જાતે જ વાળવામાં આવે છે, બળ સાથે તેને ટેમ્પલેટના ખાંચમાં મૂકે છે, જેનો આકાર જરૂરી બેન્ડિંગ ત્રિજ્યાને બરાબર અનુરૂપ છે.

બેન્ડિંગ ટેમ્પલેટ બનાવવા માટે તમારે પ્લાયવુડ અને મેટલ સ્ટેપલ્સની જરૂર છે
બેન્ડિંગ પ્લેટ
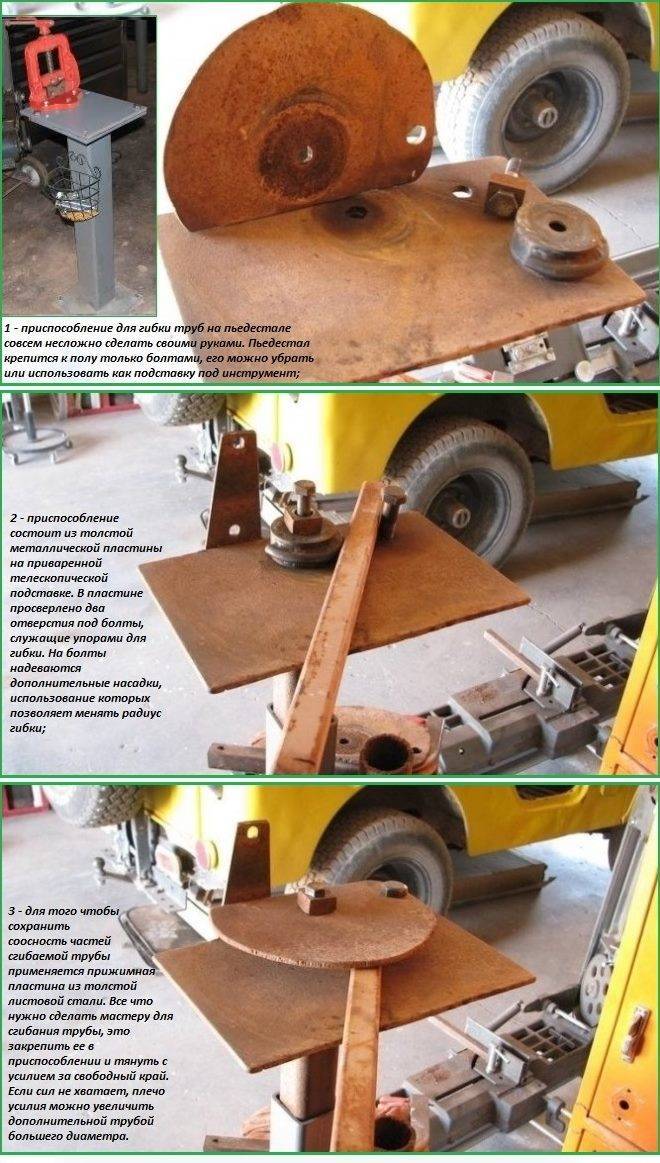
ઘરે સ્ટીલ અથવા એલ્યુમિનિયમ પાઈપોને અસરકારક રીતે વાળવા માટે, તમે નીચેની માર્ગદર્શિકાનો ઉપયોગ કરીને અપગ્રેડેડ બેન્ડિંગ પ્લેટ બનાવી શકો છો.
- આવી પ્લેટની ભૂમિકા એક પેનલ દ્વારા ભજવવામાં આવે છે, જે મોટી જાડાઈની શીટ મેટલમાંથી કાપવામાં આવે છે.
- આ રીતે બનેલી પેનલને રેકમાં વેલ્ડ કરવામાં આવે છે, જે ખાસ પેડેસ્ટલ પર સ્થાપિત થાય છે.
- પેનલમાં બે છિદ્રો ડ્રિલ કરવામાં આવે છે, બોલ્ટ્સ ઇન્સ્ટોલ કરવા માટે જરૂરી છે જે પ્રોફાઇલ પાઇપ માટે સ્ટોપ તરીકે સેવા આપે છે.
- સ્ટોપ બોલ્ટ્સમાંથી એક પર એક વિશિષ્ટ નોઝલ સ્થાપિત થયેલ છે, જેની મદદથી બેન્ડિંગ ત્રિજ્યાને સમાયોજિત કરવામાં આવે છે.
- વળાંકને અડીને પાઇપ વિભાગોની ગોઠવણીને સુનિશ્ચિત કરવા માટે, વર્કપીસની ઉપર મેટલ પ્લેટ મૂકવામાં આવે છે, બોલ્ટ્સ સાથે નિશ્ચિત કરવામાં આવે છે.
મેન્ડ્રેલ બેન્ડિંગ
ઘરે પ્રોફાઇલ પાઇપ ઉત્પાદનોને બેન્ડ કરવા માટે, જેની દિવાલની ઊંચાઈ 25 મીમીથી વધુ નથી, એક ખાસ મેન્ડ્રેલ બનાવી શકાય છે. આ હેતુઓ માટે, એકંદર વર્કબેન્ચનો ઉપયોગ કરવો વધુ સારું છે, જેની સપાટી પર આવા ઉપકરણ માટે પૂરતી જગ્યા હશે. બેન્ડેબલ પાઇપને ઠીક કરતા તત્વનું શ્રેષ્ઠ સ્થાન પસંદ કરવા માટે, ઘણીવાર વર્કબેન્ચના એક છેડે સ્થિત છિદ્રો બનાવવામાં આવે છે. લહેરિયું પાઇપની આવશ્યક બેન્ડિંગ ત્રિજ્યાને સુનિશ્ચિત કરવા માટે એક ખાસ ટેમ્પલેટ જવાબદાર છે, જે જાડા પ્લાયવુડ અથવા મેટલ કોર્નરમાંથી બનાવી શકાય છે જો તમે તેનો વારંવાર ઉપયોગ કરવા જઇ રહ્યા હોવ.
પ્રોફાઇલ બેન્ડિંગ એપ્લિકેશન
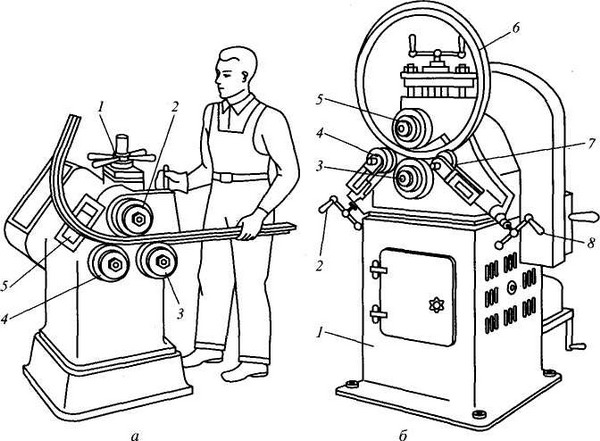
અલબત્ત, જો તમારી પાસે બેન્ડિંગ પ્રોફાઇલ પાઈપો પર નોંધપાત્ર પ્રમાણમાં કામ છે, તો આ માટે એક વિશેષ મશીન બનાવવું વધુ સારું છે, જેના રેખાંકનો ઇન્ટરનેટ પર શોધવાનું સરળ છે. અમે અહીં આ મુદ્દાનું વિશ્લેષણ કરીશું નહીં, કારણ કે નીચેની લિંક્સ પરના લેખોમાં તે વધુ વિગતવાર ધ્યાનમાં લેવામાં આવ્યું છે.

જો તમારે મોટા પ્રોફાઇલ વિભાગ સાથે પાઈપોને વાળવાની જરૂર હોય તો પણ તમે આવા મશીન વિના કરી શકતા નથી. આવા મશીનની મુખ્ય કાર્યકારી સંસ્થાઓ, જે વિશાળ વૈવિધ્યતા દ્વારા વર્ગીકૃત થયેલ છે, તે ત્રણ રોલ છે, જેમાંથી બે સ્થિર ગતિહીન છે, અને ત્રીજાની સ્થિતિ બદલીને, ઉત્પાદનની બેન્ડિંગ ત્રિજ્યાને સમાયોજિત કરવામાં આવે છે. આવા ઉપકરણ માટે ડ્રાઇવ તરીકે, ચેઇન ડ્રાઇવ અને હેન્ડલ કે જે ઓપરેટર દ્વારા ફેરવવામાં આવે છે તેનો ઉપયોગ થાય છે.
વક્ર પાઈપોની જરૂર પડી શકે છે જ્યારે હીટિંગ એપ્લાયન્સ ઇન્સ્ટોલ કરતી વખતે, પ્લમ્બિંગ, જ્યારે ઘરમાં પાઇપલાઇન્સ ઇન્સ્ટોલ કરતી વખતે, વગેરે. જો તમે પહેલાથી વળેલા પાઈપોના જરૂરી ટુકડાઓ ખરીદ્યા નથી, તો પછી તમે તેને ઘરે જાતે વાળી શકો છો.એકમાત્ર વસ્તુ જે ખોટી થઈ શકે છે તે પાઇપનું અંદરની તરફ વળવું અને તેનું ભંગાણ છે, કારણ કે જ્યારે ઉત્પાદનની ધાતુને વાળવામાં આવે છે, ત્યારે તે એક સાથે સંકોચન અને તાણ બંને અનુભવે છે. અને આવું ન થાય તે માટે, તમારે નીચેની ટીપ્સનું પાલન કરવું આવશ્યક છે.
હોમમેઇડ સાધનો સાથે અથવા વગર વાળવું
આ વિકલ્પ સામાન્ય છે, કારણ કે જેક એ ખૂબ જ લોકપ્રિય સાધન છે જે મોટાભાગના વાહનચાલકો પાસે છે. તે ઘરે રોલ્ડ મેટલને બેન્ડ કરવા માટે યોગ્ય છે. ઓપરેશનના સિદ્ધાંત અનુસાર, આ પદ્ધતિ ક્રોસબો પાઇપ બેન્ડર જેવી જ છે. પાઇપ ત્રણ બિંદુઓ પર નિશ્ચિત છે, જેમાંથી બે સ્ટોપ્સ છે, અને ત્રીજો જેક સળિયા છે.
પ્રોફાઇલ પાઈપોને વાળવા માટે એંગલ ગ્રાઇન્ડર (ગ્રાઇન્ડર) નો ઉપયોગ કરવો
આ પદ્ધતિ લંબચોરસ વિભાગ પ્રોફાઇલ સાથે કામ કરે છે. ત્રણ દિવાલો સાથે કેટલાક કટ કરવામાં આવે છે, ચોથી અસ્પૃશ્ય રહે છે. કટના દેખાવને કારણે, પાઇપ સરળતાથી વળાંક આવે છે, ત્યારબાદ કટ વેલ્ડિંગ અને પોલિશ્ડ થાય છે.







![§ 29. પાઇપ બેન્ડિંગ [1980 Makienko N.I. - સામાન્ય પ્લમ્બિંગ કોર્સ]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


હોમમેઇડ રોલર પાઇપ બેન્ડર
પ્રોફાઇલ પાઇપ પર મોટા વ્યાસ વાળો મેળવવા માટે ઉત્તમ. તેમના માટે વાળવું અનુકૂળ છે, ઉદાહરણ તરીકે, ગ્રીનહાઉસ માટે પાઇપ. ધાતુનો ટુકડો રોલોરો પર નિશ્ચિત કરવામાં આવે છે, દબાવવામાં આવે છે અને વળેલું હોય છે. પછી તે ફરીથી સજ્જડ થાય છે, અને ફરીથી રોલ કરે છે. પરિણામ એ વિશાળ સમાન બેન્ડિંગ ત્રિજ્યા છે.
પાઇપ બેન્ડિંગ માટે સહાયક પદ્ધતિઓ
ફિલિંગ
આંતરિક જગ્યા ભરવા માટે પાઇપમાં ફિલર મૂકવામાં આવે છે. આ કિસ્સામાં, અંત ચુસ્તપણે સીલ કરવામાં આવે છે, આ માટે તમે વેલ્ડીંગનો ઉપયોગ કરી શકો છો. ફિલરનો ઉપયોગ તમને આંતરિક વોલ્યુમને "ફિક્સ" કરવાની મંજૂરી આપે છે.વાળતી વખતે, ખૂણાની અંદરના ભાગમાં "તરંગો", "લહેરિયું" ના દેખાવને ટાળો અને વળાંકને સરળ બનાવો. શુદ્ધ ક્વાર્ટઝ રેતી ઘણીવાર ફિલર તરીકે પસંદ કરવામાં આવે છે.
ગરમી. બેન્ડિંગ દરમિયાન મેટલની નમ્રતામાં વધારો
ગરમ ધાતુ નરમ બને છે, તેનું તાપમાન વધારે છે. ગેસ બર્નર, ઇન્ડક્શન હીટિંગ, તેમજ અન્ય કોઈપણ ઉપલબ્ધ પદ્ધતિનો ઉપયોગ કરીને પાઇપ મેટલને ગરમ કરવામાં આવે છે. હીટિંગ તાપમાન મેટલ પર આધાર રાખે છે. લો-એલોય અને સામાન્ય પ્રમાણભૂત સ્ટીલ ~500 ડિગ્રી સેલ્સિયસ સુધી ગરમ થાય છે.
આ પદ્ધતિઓનો ઉપયોગ કરીને, તમે વિશિષ્ટ સાધનોનો ઉપયોગ કર્યા વિના ઘરે તમારા પોતાના હાથથી મેટલ પાઇપને વળાંક આપી શકો છો અને સારા પરિણામો મેળવી શકો છો.
શું વાંકા કરી શકાય અને શું ન કરી શકાય
ઘણા દેશબંધુઓ આશ્ચર્ય પામી રહ્યા છે કે શું પોલીપ્રોપીલિન પાઈપોને વાળવું શક્ય છે અને તેને યોગ્ય રીતે કેવી રીતે કરવું ().
અનુગામી કામગીરીના પૂર્વગ્રહ વિના કઈ સામગ્રી યાંત્રિક વિકૃતિને આધિન છે તે ધ્યાનમાં લો, અને કઈ નથી.
એલ્યુમિનિયમ, કોપર અને વિવિધ વ્યાસના સ્ટીલ પાઈપો સહિત લગભગ તમામ ધાતુના ઉત્પાદનોને વાળવું શક્ય છે. સ્ટેનલેસ સ્ટીલ અને સમાન હાર્ડ એલોયની ગોઠવણી બદલવી વધુ મુશ્કેલ છે.
અપવાદ વિના તમામ ધાતુઓના યોગ્ય વિરૂપતા માટે, ખાસ પાઇપ બેન્ડિંગ મશીનની જરૂર છે. વિશિષ્ટ મશીનનો ઉપયોગ ફક્ત વળાંકની શ્રેષ્ઠ ગુણવત્તાની ખાતરી કરશે નહીં, પરંતુ તમને ન્યૂનતમ શારીરિક પ્રયત્નો સાથે કાર્ય પૂર્ણ કરવાની મંજૂરી આપશે.
કેટલાક પ્લમ્બર, ફિટિંગને બચાવવા માટે, પોલીપ્રોપીલિનને ઔદ્યોગિક હેરડ્રાયરથી ગરમ કરે છે અને તેને જરૂરી આકારમાં વાળે છે.આ કરવું અવ્યવહારુ છે, કારણ કે હીટિંગ સાથે સંયોજનમાં વિરૂપતાને કારણે, વક્ર પ્લાસ્ટિક પાઇપમાં બાહ્ય અને આંતરિક ત્રિજ્યા પર અસમાન દિવાલની જાડાઈ હશે.
પરિણામે, બાંધવામાં આવેલી પાણીની પાઇપલાઇનનું સંચાલન અલ્પજીવી રહેશે, કારણ કે પ્રવાહી માધ્યમના દબાણ હેઠળ, સમય જતાં પાતળી દિવાલમાં તિરાડો દેખાશે.
યોગ્ય સાધન પસંદ કરી રહ્યા છીએ
મેટલ-પ્લાસ્ટિક સાથે કામ કરવા માટે વસંત એક અસરકારક સાધન છે. બજારમાં ઝરણા બે પ્રકારના હોય છે: બાહ્ય અને આંતરિક. બંને પ્રકારના સાધનો પોસાય તેવી કિંમત દ્વારા અલગ પડે છે. પાઇપના બાહ્ય અથવા આંતરિક વ્યાસ અનુસાર સાધન પસંદ કરવું આવશ્યક છે.
ઉપકરણ પોલિશ્ડ સ્ટીલનું બનેલું છે. કોઇલની સરળ સપાટી તમને બેન્ટ પાઇપમાંથી વસંતને દૂર કરવાની મંજૂરી આપે છે. વસંતનો ઉપયોગ સમગ્ર વળાંકમાં સમાન ક્રોસ-વિભાગીય વ્યાસની ખાતરી કરવાનું શક્ય બનાવે છે.
પાઇપ બેન્ડર એ જરૂરી બેન્ડિંગ એંગલ અને ત્રિજ્યાને ધ્યાનમાં લઈને રોલ્ડ મેટલને વિકૃત કરવા માટે રચાયેલ મશીનો અથવા ઉપકરણોની વિશાળ શ્રેણી છે. વિવિધ રૂપરેખાંકનો અને કદના વિવિધ હેતુઓ માટે પાઇપલાઇન્સના નિર્માણમાં ઉપકરણોનો સક્રિયપણે ઉપયોગ થાય છે.
પાઇપ બેન્ડરનું વર્ગીકરણ
તમામ આધુનિક પાઇપ બેન્ડર નીચેની આવશ્યકતાઓને પૂર્ણ કરે છે:
- 180 ડિગ્રી સુધીના ખૂણા પર વાળવાની શક્યતા;
- એલ્યુમિનિયમ, કોપર, સ્ટીલ અને પોલિમર કમ્પોઝિશન સહિત વિવિધ સામગ્રીમાંથી બનેલા પાઈપો સાથે કામ કરવાની ક્ષમતા.
આવા સાધનો, વપરાયેલ ડ્રાઇવના પ્રકાર અનુસાર, નીચેની કેટેગરીમાં વહેંચાયેલા છે:
- મેન્યુઅલ ફેરફારો
, એક નિયમ તરીકે, નાના વ્યાસના પાઈપો સાથે કામ કરવા માટે લાગુ પડે છે.ઉપકરણ કોલર દ્વારા ચલાવવામાં આવે છે, જેમાં નોંધપાત્ર સ્નાયુબદ્ધ પ્રયત્નો લાગુ કરવામાં આવે છે. - હાઇડ્રોલિક ફેરફારો
પાઈપો સાથે કામ કરવા માટે શ્રેષ્ઠ પસંદગી છે જેનો વ્યાસ 3 ઇંચથી વધુ નથી. હાઇડ્રોલિક ઉપકરણોનું સંચાલન તમને અતિશય શારીરિક પ્રયત્નો વિના પાઈપો સાથે કામ કરવાની મંજૂરી આપે છે. બજારમાં મોબાઇલ અને સ્થિર હાઇડ્રોલિક પાઇપ બેન્ડર્સ છે. - ઇલેક્ટ્રોમિકેનિકલ ફેરફારો
ઉચ્ચ-ચોકસાઇ વાળવા માટે રચાયેલ સાર્વત્રિક ઉપકરણો સાથે બજારમાં પ્રસ્તુત. આવા પાઇપ બેન્ડર્સનો મુખ્ય ફાયદો એ છે કે નુકસાનની ધમકી વિના પાતળા-દિવાલોવાળા રોલ્ડ મેટલ ઉત્પાદનો સાથે કામ કરવાની ક્ષમતા.
બેન્ડિંગ મેથડ અને વર્કિંગ પાર્ટ કન્ફિગરેશન અનુસાર, ટૂલ આ હોઈ શકે છે:
ક્રોસબો
, જ્યાં બદલી શકાય તેવા મેટલ ગાઇડ મોલ્ડનો ઉપયોગ વિકૃત તત્વ તરીકે થાય છે, જે ચોક્કસ પાઇપ વ્યાસ માટે પસંદ કરવામાં આવે છે.

સેગમેન્ટ
, જ્યાં રોલ્ડ મેટલને ખાસ સેગમેન્ટ દ્વારા ખેંચવામાં આવે છે જે પાઇપને પોતાની આસપાસ લપેટી લે છે.

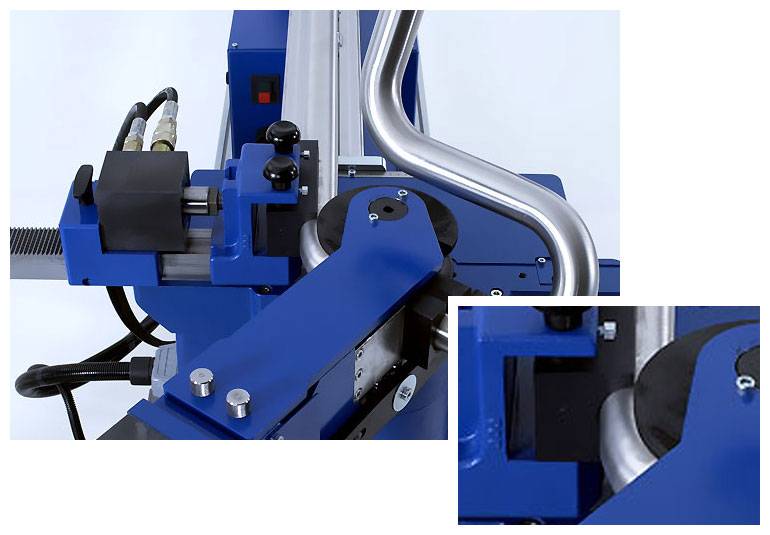
ફોટામાં - એક મેન્ડ્રેલ મશીન
ડોર્નોવ
, જ્યાં રોલ્ડ મેટલ સાથે કામ બહારથી અને પાઇપની અંદરથી બંને હાથ ધરવામાં આવે છે. આ સુવિધા ધાતુના ભંગાણ અથવા આંતરિક વ્યાસ સાથે કરચલી પડવાના ભય વિના પાતળા-દિવાલોવાળા પાઈપોની ગોઠવણીને બદલવા માટે ઉપકરણનો ઉપયોગ કરવાની મંજૂરી આપે છે.








પાઇપ બેન્ડિંગ ટેકનોલોજી
બાહ્ય વસંતના માધ્યમથી પાઈપોના રૂપરેખાંકનને બદલવા માટેની સૂચના નીચે મુજબ છે:
- વસંત મેટલ-પ્લાસ્ટિક પર મૂકવામાં આવે છે;
- પછી પાઇપને વસંતથી 20 સે.મી.ના અંતરે બંને હાથથી પકડવામાં આવે છે અને ઇચ્છિત કોણ પ્રાપ્ત થાય ત્યાં સુધી વળાંક આવે છે;
- ઇચ્છિત કોણ પ્રાપ્ત થયા પછી, વસંત તેની ધરીની આસપાસ ફરે છે અને દૂર કરવામાં આવે છે.

આંતરિક સ્પ્રિંગનો ઉપયોગ અલગ છે જેમાં ઉપકરણને પાઇપની ધારથી દાખલ કરવામાં આવે છે, જ્યાં પછી તેને બહાર ખેંચી શકાય છે.
પાઇપનો બેન્ટ એન્ડ પાઇપ બેન્ડરનો ઉપયોગ કરીને મેળવી શકાય છે. આ કિસ્સામાં, ઉપકરણ, તેના ફેરફાર અનુસાર, જરૂરી પરિમાણો પર ગોઠવેલ છે. પછી પાઇપ રીસીવિંગ ગેપમાં દાખલ કરવામાં આવે છે અને ઉપકરણને એક અથવા બીજી ડ્રાઇવ દ્વારા ચલાવવામાં આવે છે.
પાઈપો વાળવાની સરળ રીતો
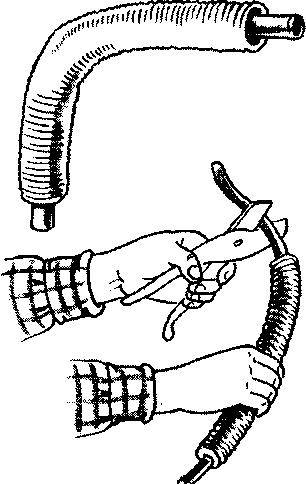
હાથ વડે વળેલું
જો તમારે વક્ર પાઈપોનો ઉપયોગ કરીને જટિલ માળખું સ્થાપિત કરવું હોય તો નિરાશ થશો નહીં, પરંતુ ત્યાં કોઈ વ્યાવસાયિક સાધન ઉપલબ્ધ નથી. જો ઇચ્છિત બેન્ડિંગ એંગલ સાથે અગાઉથી બ્લેન્ક્સ ખરીદવું શક્ય ન હતું, તો પણ તમે ઘરે અને ઓછામાં ઓછા ટૂલ્સ સાથે જાતે કામ માટે ભાગો બનાવી શકો છો.
કેવી રીતે કાર્ય કરવું? તમારા હાથથી રચનાને પકડો, તેને ચુસ્તપણે પકડી રાખો અને ધીમે ધીમે તેને વાળો. ભાગને નુકસાન ન થાય તેનું ધ્યાન રાખો. સરળતાથી, સેન્ટીમીટર બાય સેન્ટીમીટર, પાઇપની લંબાઈ સાથે આગળ વધો. તમારે મેનીપ્યુલેશનને 5-6 અભિગમોમાં પુનરાવર્તન કરવાની જરૂર છે. મેન્યુઅલ વર્ક બધા કિસ્સાઓમાં યોગ્ય નથી, કારણ કે એલ્યુમિનિયમ પાઇપને વાળવું, ઉદાહરણ તરીકે, મેટલ પ્રોડક્ટ સાથે સમાન કરવા કરતાં ખૂબ સરળ છે.
ટ્યુબને વળાંક આપી શકાય છે પાઇપ બેન્ડર વિના - હાથ દ્વારા
16-20 મીમીના વ્યાસવાળા પાઈપો સાથે કામ કરતી વખતે મેન્યુઅલ પદ્ધતિ અસરકારક છે. મોટા કટ સાથે, પ્રક્રિયા લંબાશે અને વધુ કપરું બનશે, પરંતુ આ વાસ્તવિક છે.
ગરમ પદ્ધતિનો ઉપયોગ કરીને
અમે એલ્યુમિનિયમ શોધી કાઢ્યું, પરંતુ તમારા પોતાના પર મેટલ પાઇપ કેવી રીતે વાળવું જેથી પરિણામ નિરાશ ન થાય? ગેસ બર્નર સમસ્યા હલ કરશે.
ક્રિયા અલ્ગોરિધમ:
- અમે મેટલ સેગમેન્ટને વાઇસમાં ઠીક કરીએ છીએ.
- અમે ભાવિ વળાંકના વિભાગને ગરમ કરીએ છીએ.
- જ્યારે સ્કેલ દેખાય છે, બેન્ડિંગ માટે આગળ વધો.
કામ ક્યારે શરૂ કરવું તે તમે કેવી રીતે જાણો છો? જો સામગ્રી એલ્યુમિનિયમ હોય, તો પાઇપની સપાટીની નજીક કાગળની શીટ પકડી રાખો. સિગ્નલ તેની ઇગ્નીશન અથવા ધુમાડાનો દેખાવ હશે. જો અન્ય ધાતુ, ગરમ વિસ્તાર લાલ થઈ જશે.
મહેરબાની કરીને નોંધ કરો: હીટિંગ પદ્ધતિ ગેલ્વેનાઈઝ્ડ ભાગો સાથે કામ કરવા માટે યોગ્ય નથી - કોટિંગને નુકસાનની ખાતરી આપવામાં આવે છે, કોટિંગ બિનઉપયોગી બની જશે

હીટિંગ એ પાઈપોને સુરક્ષિત રીતે વાળવાની અસરકારક રીત છે
અમે ફિલર્સનો ઉપયોગ કરીએ છીએ - રેતી અને પાણી
ફિલરનો ઉપયોગ લહેરિયું પાઇપ અને મોટા-વ્યાસના એલ્યુમિનિયમના ટુકડા બંનેને વાળવાનું શક્ય બનાવે છે.
રેતી સાથે કેવી રીતે કામ કરવું:
- અમે માળખાની અંદર રેતી ભરીએ છીએ, પાઇપના છેડા પર પ્લગ મૂકીએ છીએ (ચુસ્તતા માટે જુઓ);
- ભાગને વાઇસમાં ઠીક કરો;
- અમે સોલ્ડરિંગ આયર્ન અથવા ગેસ બર્નર વડે વળાંકની જગ્યાને ગરમ કરીએ છીએ;
- જ્યારે વિસ્તાર ગરમ થાય છે, ત્યારે માળખુંને રબર મેલેટ અથવા લાકડાના મેલેટથી વાળો, ગરમ સપાટી પર નરમાશથી ટેપ કરો;
- મેનિપ્યુલેશન્સ પૂર્ણ થયા પછી, અમે પ્લગ દૂર કરીએ છીએ, પોલાણમાંથી રેતી દૂર કરીએ છીએ - બધું તૈયાર છે.
રેતી પાઇપને વિરૂપતા અને અસમાન બેન્ડિંગથી સુરક્ષિત કરે છે.

રેતી અને પાણી સાથે કામ કરતી વખતે પાઈપોને ચુસ્ત રાખો
પાણી સાથે કામ કરવાનો સિદ્ધાંત લગભગ સમાન છે - અમે ભાગમાં પાણી રેડવું, પ્લગ મૂકો. પીવીસી પાઇપ અથવા અન્ય સામગ્રીમાંથી બનાવેલ ઉત્પાદનને વાળતા પહેલા, પાણીને સ્થિર થવા દો (તેને હિમ લાગવા માટે અથવા તેને રેફ્રિજરેટરમાં મૂકો). પ્રવાહી ઠંડું થવા પર, અનુવાદની હિલચાલ સાથે અમે બંધારણને ઇચ્છિત બેન્ડિંગ ત્રિજ્યા આપીએ છીએ.
![§ 29. પાઇપ બેન્ડિંગ [1980 Makienko N.I. - સામાન્ય પ્લમ્બિંગ કોર્સ]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






આ સિદ્ધાંત અનુસાર, તમે બંને ધાતુની શીટને પાઇપમાં વાળી શકો છો (ફક્ત પાણી અને રેતીનો ઉપયોગ કર્યા વિના), અને પાઇપને જ વળાંક આપી શકો છો.
હીટ ટ્રીટમેન્ટ પદ્ધતિ

મેટલ પાઇપ માટે, તમારો સહાયક ગેસ બર્નર હોવો જોઈએ. અમે તબક્કાવાર કાર્ય કરીએ છીએ.
- વાઇસની મદદથી, પાઇપના મેટલ વિભાગને ઠીક કરવામાં આવે છે.
- વળાંકના હેતુવાળા વિભાગને ગેસ બર્નરથી ગરમ કરવામાં આવે છે.
- સ્કેલના દેખાવ પછી, અમે વળાંક લઈએ છીએ.
વળાંકની શરૂઆતના ક્ષણને પકડવું મહત્વપૂર્ણ છે. જો પાઇપ એલ્યુમિનિયમ છે, તો તેના પર કાગળની શીટ લાવવી જરૂરી છે
જો તે પ્રકાશિત થાય છે અથવા ધૂમ્રપાન કરે છે, તો પછી તમે પ્રારંભ કરી શકો છો. જો પાઇપ અન્ય ધાતુની બનેલી હોય, તો ગરમીની પ્રક્રિયા દરમિયાન લાલ રંગનો વિસ્તાર સિગ્નલ તરીકે સેવા આપશે. ગેલ્વેનાઈઝ્ડ પાઈપોને વાળતી વખતે હીટ ટ્રીટમેન્ટ પદ્ધતિનો ઉપયોગ કરી શકાતો નથી. ઉચ્ચ તાપમાન કોટિંગને નુકસાન પહોંચાડે છે અને કોટિંગને બિનઉપયોગી બનાવે છે. તમારે જાણવાની જરૂર છે કે જો આપણે ચોરસ પાઇપ વાળવાની વાત કરી રહ્યા છીએ, તો પછી તમે શક્તિશાળી બ્લોટોર્ચ અથવા બર્નર વિના કરી શકતા નથી. અને સૌથી અગત્યનું, કામની શરૂઆતમાં, આવા ઉત્પાદનને બધી બાજુઓથી ગરમ કરવામાં આવે છે.
પાઇપ બેન્ડિંગ ત્રિજ્યા
પાઇપ બેન્ડિંગ ત્રિજ્યા
પાઇપ બેન્ડિંગ એ એક તકનીકી પ્રક્રિયા છે, જેના પરિણામે, બાહ્ય લોડ્સના પ્રભાવ હેઠળ, પાઇપની ભૌમિતિક અક્ષની ઢાળ બદલાય છે. આ કિસ્સામાં, પાઇપ દિવાલોની ધાતુમાં સ્થિતિસ્થાપક અને સ્થિતિસ્થાપક-પ્લાસ્ટિક વિકૃતિઓ થાય છે. ટેન્સિલ તણાવ કેમ્બરના બાહ્ય ભાગ પર થાય છે, અને સંકુચિત તણાવ આંતરિક ભાગ પર થાય છે. આ તાણના પરિણામે, બેન્ડિંગ અક્ષના સંદર્ભમાં પાઇપની બાહ્ય દિવાલ ખેંચાય છે, અને આંતરિક દિવાલ સંકુચિત છે. પાઇપને વાળવાની પ્રક્રિયામાં, ક્રોસ સેક્શનના આકારમાં ફેરફાર થાય છે - પાઇપની પ્રારંભિક વલયાકાર પ્રોફાઇલ અંડાકારમાં ફેરવાય છે. વિભાગની સૌથી મોટી અંડાકાર કેમ્બરના મધ્ય ભાગમાં જોવા મળે છે અને કેમ્બરની શરૂઆત અને અંત તરફ ઘટે છે.આ એ હકીકત દ્વારા સમજાવવામાં આવ્યું છે કે બેન્ડિંગ દરમિયાન સૌથી વધુ તાણ અને સંકુચિત તાણ વળાંકના મધ્ય ભાગમાં થાય છે. વળાંક પરના વિભાગની અંડાકાર કરતાં વધુ ન હોવી જોઈએ: 19 મીમી સુધીના વ્યાસવાળા પાઈપો માટે - 15%, 20 મીમી અથવા વધુના વ્યાસવાળા પાઈપો માટે - 12.5%. ટકામાં વિભાગ Q ની અંડાકાર સૂત્ર દ્વારા નક્કી કરવામાં આવે છે:
જ્યાં Dmax, Dmin, Dnom એ વળાંક પરના પાઈપોના મહત્તમ, લઘુત્તમ અને નજીવા બાહ્ય વ્યાસ છે.
બેન્ડિંગ દરમિયાન અંડાકારની રચના ઉપરાંત, ખાસ કરીને પાતળા-દિવાલોવાળા પાઈપો માટે, ફોલ્ડ્સ (લહેરિયું) ક્યારેક વળાંકના અંતર્મુખ ભાગ પર દેખાય છે. અંડાકાર અને કરચલીઓ પાઈપલાઈનની કામગીરી પર પ્રતિકૂળ અસર કરે છે, કારણ કે તે પ્રવાહના ક્ષેત્રને ઘટાડે છે, હાઈડ્રોલિક પ્રતિકારમાં વધારો કરે છે અને સામાન્ય રીતે પાઈપલાઈનમાં ભરાયેલા અને વધેલા કાટનું સ્થળ છે.
ગોસ્ગોર્ટેખનાદઝોરની આવશ્યકતાઓ અનુસાર, સ્ટીલ પાઈપો, બેન્ડ્સ, કમ્પેન્સેટર્સ અને પાઇપલાઇન્સના અન્ય બેન્ટ તત્વોની બેન્ડિંગ ત્રિજ્યા ઓછામાં ઓછા નીચેના મૂલ્યો હોવા જોઈએ:
જ્યારે રેતી સાથે પ્રી-સ્ટફિંગ અને હીટિંગ સાથે વાળવું - ઓછામાં ઓછું 3.5 DH.
જ્યારે રેતી વિના ઠંડા સ્થિતિમાં પાઇપ બેન્ડિંગ મશીનો પર વાળવું - ઓછામાં ઓછું 4DH,
જ્યારે રેતી ભર્યા વિના અર્ધ-લહેરિયું ફોલ્ડ્સ (એક બાજુએ) સાથે વાળવું, ગેસ બર્નર દ્વારા અથવા ખાસ ભઠ્ઠીઓમાં ગરમ થવું - ઓછામાં ઓછું 2.5 DH,
હોટ ડ્રોઇંગ અથવા સ્ટેમ્પિંગ દ્વારા બનાવેલ વક્ર વળાંક માટે, ઓછામાં ઓછું એક DH.
જો બેન્ડિંગ પદ્ધતિ ગણતરી દ્વારા જરૂરી જાડાઈના 15% થી વધુ દિવાલને પાતળી કરવાની બાંયધરી આપે છે, તો તેને પ્રથમ ત્રણ ફકરામાં દર્શાવેલ કરતાં ઓછી બેન્ડિંગ ત્રિજ્યા સાથે પાઈપોને વાળવાની મંજૂરી છે.
પાઇપ બેન્ડિંગની નીચેની મુખ્ય પદ્ધતિઓનો ઉપયોગ પાઇપ પ્રોક્યોરમેન્ટ ડેપો અને પ્લાન્ટ્સ તેમજ ઇન્સ્ટોલેશન સાઇટ્સ પર થાય છે: પાઇપ બેન્ડિંગ મશીન અને ફિક્સર પર કોલ્ડ બેન્ડિંગ, ફર્નેસમાં હીટિંગ સાથે પાઇપ બેન્ડિંગ મશીન પર હોટ બેન્ડિંગ અથવા હાઇ-ફ્રિકવન્સી કરંટ, ફોલ્ડ્સ સાથે બેન્ડિંગ , ગરમ બેન્ડિંગ રેતીથી ભરેલી સ્થિતિ.
વળાંકવાળા તત્વ મેળવવા માટે જરૂરી પાઇપ L ની લંબાઈ, સૂત્ર દ્વારા નક્કી કરવામાં આવે છે:
L = 0.0175 Rα + l,
જ્યાં R એ પાઇપ બેન્ડ ત્રિજ્યા છે, mm;
α—પાઈપ બેન્ડિંગ એંગલ, ડીગ;
l - 100-300 મીમી લાંબો સીધો વિભાગ, બેન્ડિંગ દરમિયાન પાઇપને પકડવા માટે જરૂરી છે (ઉપકરણની ડિઝાઇન પર આધાર રાખીને).
1. પાઇપ વિભાગના અંડાકાર માટે સહિષ્ણુતાને નામ આપો.








2. અંડાકાર ટકાવારી તરીકે કેવી રીતે ગણવામાં આવે છે?
3. વિવિધ રીતે પાઈપોને બેન્ડ કરતી વખતે ગોસ્ગોર્ટેખનાદઝોરની આવશ્યકતાઓ દ્વારા કયા બેન્ડિંગ રેડિઆને મંજૂરી આપવામાં આવે છે?
4. વળેલું તત્વ મેળવવા માટે પાઇપની લંબાઈ કેવી રીતે નક્કી કરવી?
"પાઇપ પ્રોસેસિંગ" વિભાગની તમામ સામગ્રી :
● પાઇપ સફાઈ અને સીધી કરવી
● પાઇપના છેડા, ફીટીંગ્સ અને છિદ્રોની ફ્લેંગિંગ
● પાઈપો પર થ્રેડીંગ અને થ્રેડ રોલિંગ
● પાઇપ બેન્ડિંગ ત્રિજ્યા
● કોલ્ડ પાઇપ બેન્ડિંગ
● હોટ પાઇપ બેન્ડિંગ
● પાઇપના છેડાને કાપવા અને પ્રક્રિયા કરવી
● નોન-ફેરસ પાઈપોની પ્રક્રિયા
● પ્લાસ્ટિક અને ગ્લાસ પાઇપ પ્રોસેસિંગ
● ફિટિંગની તૈયારી અને સુધારણા
● પાઇપ શોપ અને વર્કશોપમાં ગાસ્કેટનું ઉત્પાદન
● પાઇપ પ્રોસેસિંગ માટે સલામતી નિયમો
ઘરે પાઇપ બેન્ડર સાથે કેવી રીતે કામ કરવું
પાઇપ બેંડર્સને વિશિષ્ટ મિકેનિઝમ્સ કહેવામાં આવે છે, જે ઓપરેશનના અલગ સિદ્ધાંત દ્વારા વર્ગીકૃત થયેલ છે. તેમની સહાયથી, પ્રોફાઈલ અને રાઉન્ડ પાઈપોનું મેન્યુઅલ અને મિકેનિકલ બેન્ડિંગ ઉત્પાદનમાં અથવા ઘરે સાકાર થાય છે.
નાના વ્યાસવાળા પ્લાસ્ટિકની પાતળી-દિવાલોવાળા એલ્યુમિનિયમ ઉત્પાદનોને વાળવા માટે નીચેના પ્રકારના મેન્યુઅલ પાઇપ બેન્ડર્સ યોગ્ય છે:
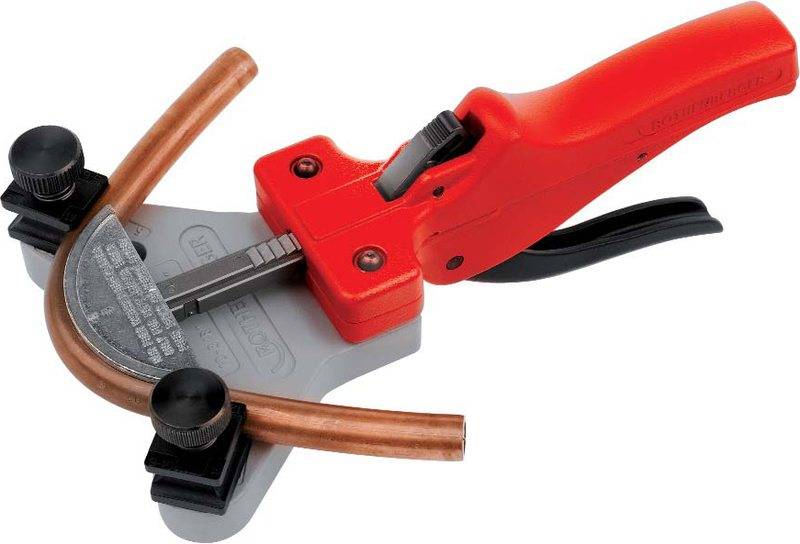
- લીવર. આ મિકેનિઝમને વોલ્નોવ મશીન પણ કહેવામાં આવે છે. વર્કપીસ નાખવા માટે, તે એક વિશિષ્ટ સ્વરૂપ પ્રદાન કરે છે. બેન્ડિંગ પ્રક્રિયાને પોતે પાઇપને ગરમ કરવાની જરૂર નથી, અને તે લીવરેજ દ્વારા હાથ ધરવામાં આવે છે. આકાર ચોક્કસ વ્યાસને અનુરૂપ છે.
- ક્રોસબો. માળખું જેમાં વર્કપીસ નિશ્ચિત છે તે બેન્ડિંગ સેગમેન્ટથી સજ્જ છે જે છેડાથી વિરુદ્ધ બાજુથી પાઇપની મધ્યમાં ધકેલે છે.
- વસંત. બેન્ડિંગ પહેલાં, પાઇપ એક વસંતથી સજ્જ છે, જે ઉત્પાદનની અંદર નાખવામાં આવે છે. આગળ, વર્કપીસને ગરમ કરી શકાય છે, અથવા કોલ્ડ બેન્ડિંગ પદ્ધતિનો ઉપયોગ કરી શકાય છે. પ્રક્રિયાના અંતે, વસંતને દૂર કરવું આવશ્યક છે.

મશીન બેન્ડિંગની મદદથી, વિવિધ વ્યાસ અને આકારોની એલ્યુમિનિયમ ટ્યુબને કેવી રીતે વાળવું અને કેવી રીતે સીધી કરવી તે પ્રશ્નનો ઉકેલ શક્ય છે. નુકસાનનું જોખમ લગભગ શૂન્ય થઈ ગયું છે.








આ મિકેનિઝમ્સમાં ઑપરેશનના ઇલેક્ટ્રોમિકેનિકલ અથવા હાઇડ્રોલિક સિદ્ધાંત હોઈ શકે છે, જે આગળ મૂકવામાં આવેલી જરૂરિયાતો અનુસાર કાર્યના ચોક્કસ પરિણામની ખાતરી આપે છે.



