- સુરક્ષા
- ઘરે મિટર બોક્સ કેવી રીતે બનાવવું?
- થર્મલ પદ્ધતિઓનો ઉપયોગ
- કામનો સમયગાળો
- ત્રાંસી કટ
- ગેસ પાઇપ કાપવાના કારણો
- ગ્રાહક અને કોન્ટ્રાક્ટર માટે કાનૂની જરૂરિયાતો
- કોને અરજી કરવી જોઈએ?
- કામ કરવા માટે કોણ અધિકૃત છે?
- ગેસ પાઇપ કેવી રીતે કાપવી: પ્રક્રિયા, નિયમો અને કામના તબક્કા
- સિસ્ટમને ગેસ પાઇપલાઇનથી કનેક્ટ કરી રહ્યું છે
- એક ખૂણા પર પાઇપ કેવી રીતે કાપવી - રાઉન્ડ અને આકારના પાઈપો માટે ચિહ્નિત વિકલ્પો
- પેપર કોર્નર માર્કિંગ
- પેટર્નને બદલે પાણીના કન્ટેનરનો ઉપયોગ કરીને માર્કિંગ પદ્ધતિ
- પીસી પ્રોગ્રામનો ઉપયોગ કરીને
- એક ખૂણા પર પ્રોફાઇલ પાઇપ કેવી રીતે કાપવી
- ચોકસાઇ કટીંગ મશીનો
- પ્લાસ્ટિક પાઈપો કાપવા માટે કયા સાધનનો ઉપયોગ કરી શકાય છે
સુરક્ષા
આગળનો તબક્કો આમંત્રિત બ્રિગેડના દળો દ્વારા હાથ ધરવામાં આવે છે. ગેસ પાઈપલાઈન સાથે જોડતા પહેલા, તમારે:
- કનેક્શન એંગલનો ડાયાગ્રામ દોરો;
- ટાઇ-ઇન પદ્ધતિ પસંદ કરો, દબાણ ઘટાડવાના ક્રમ અને પદ્ધતિની ગણતરી કરો, ઇચ્છિત સ્તરે સૂચક જાળવવાની રીતો નક્કી કરો;
- સામગ્રી, સાધનો, બચાવ અને રક્ષણાત્મક સાધનોની જરૂરી રકમની ગણતરી કરો અને પસંદ કરો;
- કનેક્ટેડ પાઇપ પર નળ, વાલ્વ, પ્લગ બંધ કરો;
- આગ અથવા આગને રોકવા માટે જરૂરી માત્રામાં પાણીનો સંગ્રહ કરો.
ટાઈ-ઇન પહેલાં, પાઈપો, કનેક્ટેડ સિસ્ટમ અને એર આઉટલેટ્સનું નિયંત્રણ પરીક્ષણ કરવામાં આવે છે.
ઘરે મિટર બોક્સ કેવી રીતે બનાવવું?
તે ચોક્કસ ખૂણા પર સામગ્રી કાપવા માટે રચાયેલ સો સ્લોટ્સથી સજ્જ છે. ભાગોના પરિમાણો ખૂબ મહત્વપૂર્ણ નથી, પરંતુ આપણું હોમમેઇડ ઉપકરણ જેટલું વિશાળ છે, તેટલું વિશાળ અને વધુ સચોટ રીતે આપણે વિશાળ સ્લેટ્સ કાપી શકીએ છીએ.
તમે ઉપર વર્ણવેલ પદ્ધતિઓનો ઉપયોગ કરીને નિશાનો બનાવી શકો છો, અને પછી પ્લાયવુડના નાના ટુકડાઓ અને હેક્સોનો ઉપયોગ કરી શકો છો. અને દરેક વસ્તુને જોડવા માટે, તમે સ્વ-ટેપીંગ સ્ક્રૂ અથવા સુપર ગુંદરનો ઉપયોગ કરી શકો છો. જો કે, આ બધું વધુ જટિલ છે અને વધુ સમય લેશે, જો કે તે સૌથી સચોટ પરિણામ પ્રદાન કરશે (અલબત્ત, જો યોગ્ય રીતે કરવામાં આવે તો).
જો કે, જો કોઈ કારણોસર એવી પરિસ્થિતિ ઊભી થઈ છે કે શક્ય તેટલી વહેલી તકે ટૂલ મેળવવું અશક્ય છે, તો તમે ઇમ્પ્રુવાઇઝ્ડ ટૂલ્સનો ઉપયોગ કરી શકો છો, જેમ કે શાસક, પ્રોટ્રેક્ટર અથવા તો ટાઇલ, જેની સાથે ટેમ્પલેટ બનાવવું સરળ છે. ઇચ્છિત માર્કઅપ સાથે અથવા તો ઘરે માઇટર બોક્સને ફરીથી બનાવો.
તમને જરૂર પડશે
- - મીટર બોક્સ;
- - હેક્સો;
- - લાકડાના ખાલી;
- - પ્રોટ્રેક્ટર;
- - પેન્સિલ;
- - ક્લેમ્બ અથવા સ્ક્રૂ અને સ્ક્રુડ્રાઈવર.
સૂચના
એક એંગલ ટેમ્પલેટ તૈયાર કરો જે તમને 45 ડિગ્રીના ખૂણા પર લાકડાના ટુકડાને સરળતાથી સચોટ કટ કરવામાં મદદ કરશે. આ ઉપકરણ ઊંધી અક્ષર "P" ના સ્વરૂપમાં એક પ્રોફાઇલ છે; તેની બાજુઓ પર હેક્સો માટે સ્લોટ્સ દ્વારા બનાવવામાં આવે છે. સામાન્ય રીતે તેઓ 45, 60 અને 90 ડિગ્રીના ખૂણા પર સ્થિત હોય છે. વધુ જટિલ મીટર બોક્સ વધુમાં મનસ્વી નિશ્ચિત સ્લોટ્સથી સજ્જ હોય છે, અથવા તેમની પાસે સ્વીવેલ ડિઝાઇન હોય છે - તે તમને શ્રેષ્ઠ સ્થિતિમાં સોને સેટ કરવાની મંજૂરી આપે છે.
હાર્ડવેર સ્ટોરમાંથી લાકડા, ધાતુ અથવા પ્લાસ્ટિકની ટ્રે સાથે તૈયાર સુથારકામના સાધનો ખરીદો. શિખાઉ માણસ માટે, આ શ્રેષ્ઠ વિકલ્પ છે. જો ઇચ્છિત હોય, તો તમે ત્રણ પ્લાન્ડ બોર્ડ અથવા પ્લાયવુડ સ્ટ્રીપ્સ (જાડાઈ - લગભગ 1.5-2 સે.મી.) માંથી એક સરળ મીટર બોક્સ બનાવી શકો છો.
ભાવિ મીટર બોક્સની દિવાલોમાં ઘણા છિદ્રો ડ્રિલ કરો, છેડા પર લાકડાનો ગુંદર લગાવો અને મીટર બોક્સના બોક્સ (ટ્રે)ને એસેમ્બલ કરો. સ્ક્રૂ સાથે ખૂણાના નમૂનાને ઠીક કરો. ટૂલની દિવાલો એકબીજા સાથે સખત રીતે સમાંતર હોવી જોઈએ; નીચે અને દરેક બાજુની દિવાલ સ્પષ્ટ લંબ બનાવે છે.
પેન્સિલ વડે 45 ડિગ્રીના ખૂણાને ચિહ્નિત કરો, જો જરૂરી હોય તો વધારાની ગ્રુવ લાઇન ઉમેરો. તમારી ગણતરીઓમાં ભૂલ ન થાય તે માટે, પ્રોટ્રેક્ટરનો ઉપયોગ કરો.
સૌથી મહત્વની વસ્તુ કાપ છે. તેમને સમાન હેક્સો સાથે કરવાની ભલામણ કરવામાં આવે છે, જે પછીથી ફિનિશ્ડ મીટર બૉક્સમાં કાપવામાં આવશે. કાર્યકારી સાધન પર મજબૂત દબાણ વિના સોઇંગ શરૂ કરો, તેની બ્લેડ પકડી રાખો. પ્રથમ એક બાજુની દિવાલ દ્વારા કાપો, પછી વિરુદ્ધ.
લાટી પર પ્રક્રિયા કરવાનું શરૂ કરો. મીટર બોક્સને ક્લેમ્પ (ભાગોને ઠીક કરવા માટે ક્લેમ્પ્સ) અથવા સ્ક્રૂ વડે વર્કબેન્ચ અથવા ડેસ્કટોપ પર સુરક્ષિત કરો. પછી રેલ (બોર્ડ, પ્લિન્થ) પર ભાવિ કટ માટે ચિહ્ન બનાવો અને વર્કપીસને બૉક્સમાં મૂકો. 45-ડિગ્રી એંગલ સ્લોટ સાથે ગુણને સંરેખિત કરીને, ટેમ્પલેટની બાજુની દિવાલોમાંથી એકની સામે તેને નિશ્ચિતપણે દબાવો.
મીટર બોક્સના ગ્રુવ્સમાં હેક્સો દાખલ કરો અને વર્કપીસને કાપો. કરવતનું કાર્ય નિશ્ચિત કટ સુધી મર્યાદિત રહેશે અને તમને એક સરળ અને ચોક્કસ કટ મળશે.
સ્કર્ટિંગ બોર્ડને જોતી વખતે, ખાતરી કરો કે રૂમના ખૂણા ખરેખર સીધા છે. જો દિવાલો ખૂબ જ અસમાન હોય, તો વર્કપીસ પર કટનો કોણ સુધારવો જોઈએ.આંતરિક દિવાલોના સાંધાના સ્થાનને ગોનિઓમીટરથી માપો અને પરિણામને અડધા ભાગમાં વહેંચો (સ્કર્ટિંગ બોર્ડનો સંયુક્ત "મૂછમાં"). સચોટ કટ બનાવવા માટે, હોમમેઇડ મીટર બોક્સમાં આપેલ કોણ સાથે ગ્રુવ્સ બનાવવાની ભલામણ કરવામાં આવે છે. બીજો વિકલ્પ એ મેગેઝિન રોટરી ટૂલ છે જે તમને લગભગ 15 ડિગ્રીના વધારામાં 0 થી 180 ડિગ્રી સુધીના કોણને બદલવાની મંજૂરી આપે છે.
પાઇપલાઇન ઇન્સ્ટોલ કરતી વખતે, ઘણીવાર ચોક્કસ ખૂણા પર પાઇપ કાપવી જરૂરી છે. આ કાર્યમાં ચોકસાઈ મોટી ભૂમિકા ભજવે છે. એક ખૂણા પર પાઇપ કાપવાની ઘણી સરળ રીતો છે.
પાઇપનો ખોટો કટ એ ફોર્મની રચનાને માઉન્ટ કરવાની અશક્યતા તરફ દોરી જશે જે મૂળ રૂપે કલ્પના કરવામાં આવી હતી. ઉદાહરણ તરીકે, જો તમે સિસ્ટમને 45 ડિગ્રીથી ફેરવવાની યોજના ઘડી રહ્યા છો, તો તમારે 45 ડિગ્રી પર પાઇપ કાપવાની જરૂર છે. કાર્ય પૂર્ણ કરવા માટે, તમારે માર્કિંગ ટૂલ્સ અને ગ્રાઇન્ડરની જરૂર પડશે (તેને હેક્સોથી બદલી શકાય છે).
થર્મલ પદ્ધતિઓનો ઉપયોગ
યાંત્રિક પદ્ધતિઓ ઉપરાંત, થર્મલ પદ્ધતિઓનો વારંવાર ઉપયોગ થાય છે, જ્યાં વેલ્ડીંગ અથવા કટીંગ મશીનો એક સાધન તરીકે કામ કરે છે. ઉદાહરણ તરીકે, ઓક્સિ-ફ્યુઅલ કટીંગ ટોર્ચ અથવા પરંપરાગત વેલ્ડીંગ મશીન (DC/AC).







આવા ઉપકરણોની મદદથી, જાડા-દિવાલોવાળા મેટલ પાઈપો કાપવા માટે ઉપલબ્ધ છે. જો કે, ઇલેક્ટ્રિક વેલ્ડીંગ અથવા ગેસ ઓટોજેનસ વેલ્ડીંગનો ઉપયોગ કરીને સંપૂર્ણ સમાન, ઉચ્ચ-ગુણવત્તાવાળી કટ મેળવવાનું અત્યંત મુશ્કેલ છે.
ઇલેક્ટ્રિક વેલ્ડીંગ અને ઓટોજેનસ વેલ્ડીંગનો ઉપયોગ કરીને કટીંગ ટેકનોલોજી વ્યાપક છે. તકનીક ઉચ્ચ કટીંગ ચોકસાઈ પ્રદાન કરતી નથી, પરંતુ પાઈપો સ્થાપિત કરતી વખતે આ પરિબળ ઘણીવાર નિર્ણાયક નથી.
ઇલેક્ટ્રિક વેલ્ડીંગ અને ઓટોજેનસ વેલ્ડીંગનો ઉપયોગ કરીને કટીંગ ટેકનોલોજી વ્યાપક છે.તકનીક ઉચ્ચ કટીંગ ચોકસાઈ પ્રદાન કરતી નથી, પરંતુ પાઈપો સ્થાપિત કરતી વખતે આ પરિબળ ઘણીવાર નિર્ણાયક નથી.
સામાન્ય રીતે, થર્મલ કટીંગ પછી, ઉત્પાદનોને વધારાની પ્રક્રિયાને આધિન કરવામાં આવે છે. કટ લાઇન ગોઠવાયેલ છે, જરૂરી કોણના મૂલ્યોને સમાયોજિત કરવામાં આવે છે. આ અભિગમ આર્થિક રીતે સધ્ધર નથી, કારણ કે તે મશીનિંગ માટે વધારાના ખર્ચ સાથે છે.
એક નિયમ તરીકે, ઔદ્યોગિક અને ઉત્પાદન ક્ષેત્રની પરિસ્થિતિઓમાં થર્મલ કટીંગ તકનીકનો ઉપયોગ થાય છે. સાચું, આવાસ અને સાંપ્રદાયિક સેવાઓ પણ ઘણીવાર આ તકનીકનો આશરો લે છે.
પ્લાસ્ટિક સામગ્રી સાથે કામ કરવા માટે થર્મલ કટીંગનો પણ ઉપયોગ થાય છે. ત્યાં ઉપકરણો છે - થર્મલ ગિલોટિન. આવા ઉપકરણોની તીક્ષ્ણ પાતળી બ્લેડને ઊંચા તાપમાને ગરમ કરવામાં આવે છે, ત્યારબાદ કટ કરવામાં આવે છે.
થર્મલ ગિલોટિન એક ખૂણા પર કાપવાનું સમર્થન કરે છે, અને આ તેમનો ફાયદો છે. જો કે, પીવીસી, લાકડું, ચિપબોર્ડ કરતાં વધુ સખત સામગ્રી સાથે કામ કરવા માટે, આ ઉપકરણોનો ઉપયોગ કરી શકાતો નથી.
મેટલ-પ્લાસ્ટિક પાઈપોને કાપવા માટે, પાઈપ કટરની જરૂર છે જે મલ્ટિલેયર સ્ટ્રક્ચરવાળા ઉત્પાદનોને ભાગોમાં સમાનરૂપે વિભાજિત કરી શકે છે. અમારા દ્વારા ભલામણ કરાયેલ લેખ તેમની જાતો અને એપ્લિકેશનની પદ્ધતિઓ માટે સમર્પિત છે.
કામનો સમયગાળો

કાર્યની અવધિ નીચેના પરિબળો દ્વારા નક્કી કરવામાં આવે છે:
- પાઇપની માળખાકીય વિશિષ્ટતાઓ.
- કામ પર વપરાતા સાધનો. પાઇપને ગ્રાઇન્ડર, વેલ્ડીંગ પદ્ધતિ, હેક્સો અથવા પાઇપ કટર વડે કાપી શકાય છે.
- કાર્યકરનું કૌશલ્ય અને અનુભવ.
કર્મચારીનો સૈદ્ધાંતિક અને વ્યવહારુ અનુભવ અને તેની કૌશલ્ય બંને જેટલી સમૃદ્ધ હશે, સાધનોની શ્રેણી જેટલી વધુ વૈવિધ્યસભર હશે, કામની ગતિશીલતા વધારે છે.

સાબિત ટ્રેક રેકોર્ડ ધરાવતી કંપનીનો સંપર્ક કરવો વધુ સારું છે. તેના માસ્ટર્સ કોઈપણ જટિલતાના કાર્યોને માસ્ટર કરશે. કામ ઝડપથી અને ખૂબ જ ઉચ્ચ ગુણવત્તામાં કરવામાં આવે છે. આ સલામતીની બાંયધરી છે, ગેસ ઉપકરણોની વિશ્વસનીય કામગીરી અને એપાર્ટમેન્ટમાં આરામ છે.
ત્રાંસી કટ
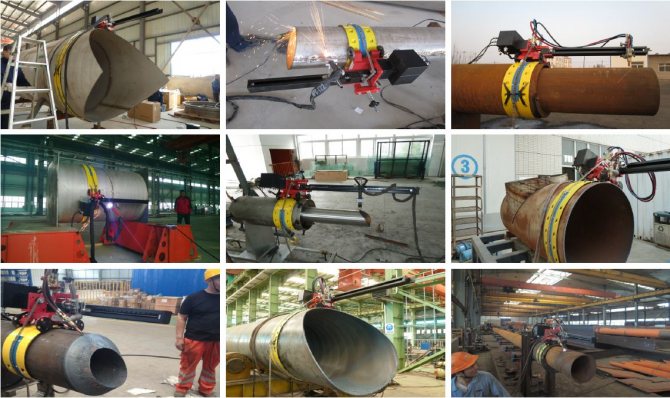
જ્યારે પાઇપલાઇનની દિશા 90 ડિગ્રીથી વધુના ખૂણા પર બદલાતી હોય, ત્યારે નમૂનાઓ બનાવવા માટેની મેન્યુઅલ પદ્ધતિઓ ખૂબ જટિલ બની જાય છે. કોઈપણ ખૂણા માટે કમ્પ્યુટર પર પેટર્નની ગણતરી કરવા અને બનાવવા માટે વિશિષ્ટ પ્રોગ્રામનો ઉપયોગ બચાવમાં આવી શકે છે. પદ્ધતિ સારી છે કારણ કે તે કાગળના નમૂનાઓ બનાવવામાં ઉચ્ચ ચોકસાઈ ધરાવે છે અને પ્રિન્ટર સાથે સરળતાથી અમલમાં મુકાય છે.
કાગળની પેટર્ન મેળવવા માટે, બેન્ડિંગ એંગલ અને પાઇપ વ્યાસ પર જરૂરી ડેટા પ્રોગ્રામમાં દાખલ કરવામાં આવે છે, ત્યારબાદ એક ટેમ્પલેટ મેળવવામાં આવે છે, જે પ્રિન્ટર પર પૂર્ણ કદમાં છાપવામાં આવે છે. તે ફક્ત તેને કાપવા માટે જ રહે છે, તેને કાપવા માટેના તત્વ પર ચોંટાડો અને તેના સમોચ્ચને ચિહ્નિત કરો.
વધુ કટીંગ પ્રમાણભૂત રીતે ગ્રાઇન્ડરનો ઉપયોગ કરીને કરવામાં આવે છે. મશીન ટેમ્પ્લેટ્સનો એક મહત્વપૂર્ણ ફાયદો એ છે કે તેમને સમાન ચોકસાઈ સાથે અમર્યાદિત માત્રામાં કાપવાની ક્ષમતા.
ચોખા. 10 નમૂના ગણતરી કાર્યક્રમ
પાઇપલાઇન્સના નળાકાર તત્વોના ઉચ્ચ-ગુણવત્તાવાળા જોડાણ માટે, 45 અને 90 ડિગ્રીના ખૂણા પર તેમની ચોક્કસ કટીંગ જરૂરી છે. આ કાર્યો કરવા માટે, વિશિષ્ટ પેટર્નનો ઉપયોગ કરવામાં આવે છે, જેના વળાંકનો આકાર મેન્યુઅલી ગણવામાં આવે છે અથવા કમ્પ્યુટર દ્વારા બનાવવામાં આવે છે. તેઓ કાગળ પર કાપવામાં આવે છે અને પાઇપની સપાટી પર ગુંદર ધરાવતા હોય છે, પછી તત્વ નાની ડિસ્ક સાથે ગ્રાઇન્ડરનો સાથે કાગળના સમોચ્ચ સાથે કાપવામાં આવે છે.આમ, સૌથી નજીકની શક્ય કિનારીઓ સાથે ઉચ્ચ-ચોકસાઇવાળા ખૂણાના સંયુક્તને મેળવવાનું શક્ય છે.










ગેસ પાઇપ કાપવાના કારણો
સૌથી સામાન્ય હેતુ સમારકામ હાથ ધરવાનો છે, જે દરમિયાન સ્ટોવની સ્થિતિ બદલવા અથવા નવા સાધનો સ્થાપિત કરવાનો નિર્ણય લેવામાં આવે છે. આ બધું માલિકોને ગેસ પાઇપ ટૂંકાવીને પ્રોત્સાહિત કરી શકે છે.
વધુમાં, આરંભકર્તા ગેસ કંપનીના પ્રતિનિધિ હોઈ શકે છે, જેને કાયદેસર રીતે દૃશ્યતા ઝોનમાં મીટરને દૂર કરવાની જરૂર છે.
આધુનિક નિયમો સાથે જૂના સંદેશાવ્યવહારની અસંગતતાને કારણે તેને ટૂંકી કરવાની પણ જરૂર પડી શકે છે. નિયમો નિયમિતપણે અપડેટ કરવામાં આવે છે, અને રહેણાંક જગ્યાના માલિકો ભાગ્યે જ સ્વતંત્ર રીતે કરેલા ફેરફારોનું નિરીક્ષણ કરે છે.
ગ્રાહક અને કોન્ટ્રાક્ટર માટે કાનૂની જરૂરિયાતો
ખામીયુક્ત ગેસ પાઈપલાઈન લોકોના જીવન માટે જોખમનું સ્ત્રોત હોવાથી, ધારાસભ્યોએ ગ્રાહકને ઓળખી કાઢ્યા છે - ગેસ પાઇપ કાપવા અથવા ખસેડવાનો આરંભ કરનાર અને કોન્ટ્રાક્ટર. કાયદો બાદમાં પર વિશેષ આવશ્યકતાઓ લાદે છે
તેથી, તેઓ વિશેષ ધ્યાન આપવાના પાત્ર છે.
કોને અરજી કરવી જોઈએ?
2005 સુધી, રશિયન ફેડરેશનમાં, મ્યુનિસિપલ ગેસ સેવાઓ તેમની સાથે જોડાયેલા ગેસ પાઈપો અને સાધનોની સ્થિતિ માટે જવાબદાર હતી. બાદમાં, કાયદાએ તેને મકાનમાલિકો પર સ્થાનાંતરિત કર્યું: મેનેજમેન્ટ કંપનીઓએ એપાર્ટમેન્ટ બિલ્ડીંગમાં ઇન્ટ્રા-હાઉસ નેટવર્કનું નિરીક્ષણ કરવાનું શરૂ કર્યું, અને માલિકો અથવા ભાડૂતોએ ઇન્ટ્રા-એપાર્ટમેન્ટ નેટવર્કનું નિરીક્ષણ કરવાનું શરૂ કર્યું.
ખાનગી ઘરોમાં, આ માલિકોની જવાબદારી પણ બની ગઈ છે. તેથી, રસોડામાં ગેસ પાઇપને ટૂંકી કરતા પહેલા, તેના માલિકને નિર્ધારિત કરવું જરૂરી છે.
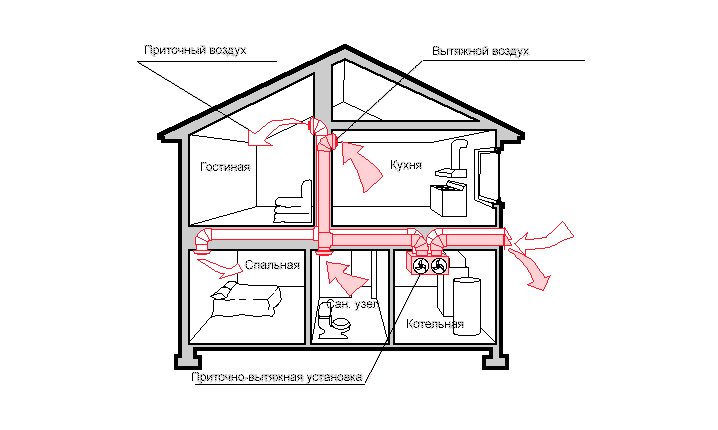
આકૃતિ મેનેજમેન્ટ કંપની અને ભાડૂતો વચ્ચે જવાબદારીના વિભાજનની કલ્પના કરે છે.તે જ સમયે, ઇન-હાઉસ સાધનોની જાળવણી માટેની ચૂકવણી માસિક રસીદોમાં શામેલ છે. પરંતુ ઇન્ટ્રા-એપાર્ટમેન્ટ નેટવર્ક સાથેના મેનીપ્યુલેશન્સ માટે, જેમાં પાઇપ કાપવા માટેનો સમાવેશ થાય છે, રહેવાસીઓ અલગથી ચૂકવણી કરે છે
આ નિયમની પુષ્ટિ 6 ઓક્ટોબર, 2020 ના રોજ રશિયન સરકાર દ્વારા સંપાદિત 05/14/2013 ના હુકમનામું નંબર 410 માં મળી શકે છે.
આ હુકમનામાની સામાન્ય જોગવાઈઓ અનુસાર, એપાર્ટમેન્ટ અથવા ખાનગી ઘરમાં પાઇપ કાપતી વખતે, ચોરસ મીટરના માલિક અથવા ભાડૂત ગ્રાહક બની શકે છે. આ કિસ્સામાં, લીઝ ઔપચારિક હોવી આવશ્યક છે.
કામ કરવા માટે કોણ અધિકૃત છે?
સરકારી દસ્તાવેજમાં વહીવટકર્તાની પણ સ્પષ્ટ વ્યાખ્યા કરવામાં આવી છે. આ એક વિશિષ્ટ સંસ્થા છે જે માલિકો અથવા મેનેજમેન્ટ કંપની સાથેના કરાર હેઠળ ગેસ સાધનોની જાળવણી અને સમારકામ કરે છે. આ ઉપરાંત સપ્લાયર કંપની પાઈપ કાપવાનું કામ પણ પોતાના હાથમાં લઈ શકે છે.
કાયદો કલાકાર પર નીચેની આવશ્યકતાઓ લાદે છે:
- વિશિષ્ટ શિક્ષણ સાથે પ્રમાણિત કર્મચારીઓની રાજ્યમાં હાજરી;
- ગેસ જોખમી કાર્ય માટે ઉત્પાદન સૂચનાઓની ઉપલબ્ધતા;
- નિયંત્રણ અને માપન સાધનોનો ફરજિયાત ઉપયોગ.
ગેસ સેવાના માસ્ટર્સ દ્વારા ઉપયોગમાં લેવાતા તમામ સાધનો અને ઉપકરણો સંસ્થા દ્વારા મંજૂર કરેલ શેડ્યૂલ અનુસાર નિયમિત માપાંકનમાંથી પસાર થવું આવશ્યક છે.
ઉપરોક્ત સૂચિમાંથી જોઈ શકાય છે તેમ, કલાકાર માટેની આવશ્યકતાઓ ખૂબ ઊંચી છે. તેથી, તમારા પોતાના પર અથવા અનધિકૃત વ્યક્તિઓની મદદથી ગેસ પાઈપોને ટૂંકી કરવી એ યોગ્ય નથી કે જેની પાસે લાઇસન્સ નથી.
ગેસ પાઇપ કેવી રીતે કાપવી: પ્રક્રિયા, નિયમો અને કામના તબક્કા
ગેસ પાઇપ કાપતા પહેલા, ગેસ સાધનો સાથે કામ કરવા માટેના નિયમો અને નિયમોથી પોતાને પરિચિત કરવું મહત્વપૂર્ણ છે.શું તમે નોંધ્યું છે કે કેટલા ઓછા વપરાશકર્તાઓ આ કરે છે? બહુમતી SNiP ને જોવાનું નક્કી કરે છે, પહેલેથી જ તેમના હાથમાં ગ્રાઇન્ડર પકડે છે
કેટલાક કાયદા દ્વારા સ્થાપિત નિયમોની અવગણના પણ કરે છે. દરમિયાન, આ ઇવેન્ટના દરેક તબક્કાનું નિયમન કરવામાં આવે છે, અમલીકરણનો ચોક્કસ ક્રમ હોય છે.






ગેસ પાઈપલાઈનનું ખોટી રીતે શોર્ટનિંગ ગંભીર પરિણામોથી ભરપૂર છે, જેમાંથી સૌથી ભયંકર વિસ્ફોટકોનું લિકેજ છે. કામ કરવા માટે, તમારે ચોક્કસ વ્યાવસાયિક સાધન, અનુભવ અને સલામતીનું જ્ઞાન હોવું જરૂરી છે. આવા સમૂહ વિના, તે પાઇપના અનધિકૃત ફેરફાર માટે જવાબદારી લેવા યોગ્ય નથી. તેને માસ્ટરને સોંપવું વધુ સારું છે. પરંતુ તે યોગ્ય રીતે કામ કરે છે કે કેમ તે તમે કેવી રીતે તપાસશો?
આ લેખમાં, અમે ઘરો અને એપાર્ટમેન્ટ્સમાં ગેસ પાઇપ કાપવા સંબંધિત તમામ નિયમો આપ્યા છે, ક્રિયાઓના અલ્ગોરિધમનો સંકલિત કર્યો છે, સાધનો અને સામગ્રીની સૂચિ. તેને વાંચ્યા પછી, તમે માહિતી શોધવામાં સમય બચાવશો, તમે તમારી ક્રિયાઓની યોગ્ય રીતે યોજના બનાવી શકશો, સમયસર બધા જરૂરી દસ્તાવેજો તૈયાર કરી શકશો અને નિષ્ણાતના કાર્યને નિયંત્રિત કરી શકશો.
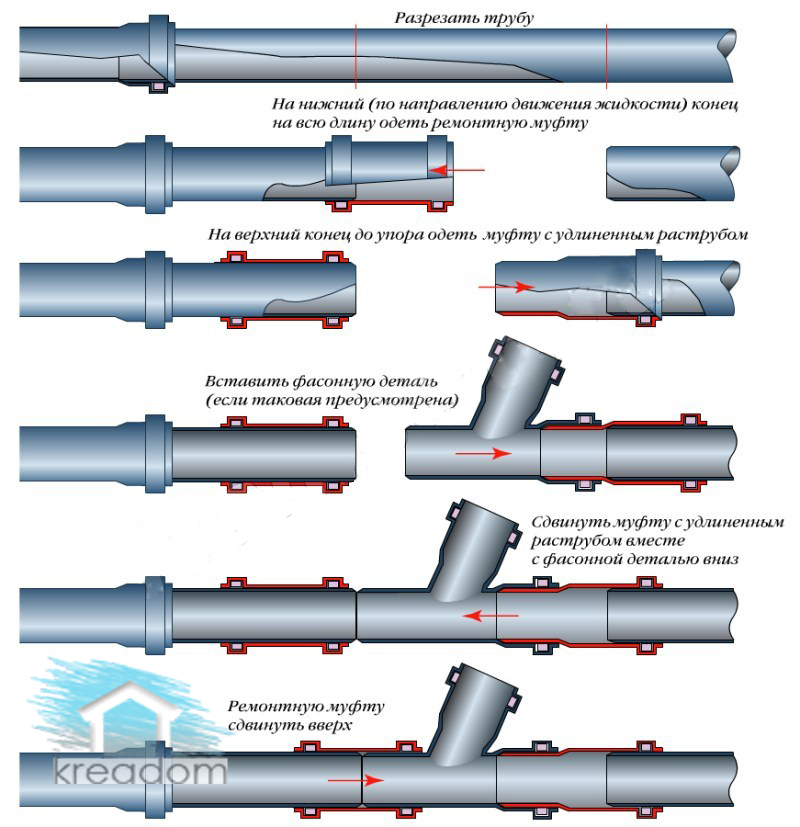
સિસ્ટમને ગેસ પાઇપલાઇનથી કનેક્ટ કરી રહ્યું છે
સામાન્ય હાઇવે સાથે જોડાવા માટે, તમારે નીચેની પ્રવૃત્તિઓ હાથ ધરવાની જરૂર પડશે:
- કાટમાળ, રસ્ટ અથવા પેઇન્ટના સંયુક્તને સાફ કરો.
- માર્કઅપ બનાવો, ટાઇ-ઇનની જગ્યાને ચિહ્નિત કરો.
- છિદ્રો બનાવો, જેમાંથી બે હશે - ટી પદ્ધતિના કિસ્સામાં, અને એક - કોઇલ સાથે.
- માટી સાથે તિરાડો બંધ કરો. સપાટી કાપવાની ક્ષણે પ્રક્રિયા શરૂ થવી જોઈએ. આ ગેસની આગનું જોખમ ઘટાડશે. માટી અને એસ્બેસ્ટોસના પ્લગથી બનેલા છિદ્રોને તરત જ બંધ કરો, કામ પૂર્ણ થયા પછી, સપાટીને ઠંડુ કરો.
- મેટલના અંતિમ ઠંડક પછી ડિસ્કનેક્ટિંગ ઉપકરણને માઉન્ટ કરો. આ કરવા માટે, પ્લગ ખેંચો અને કટ પાઇપનો ભાગ દૂર કરો. તે પછી, પરિણામી સ્લોટમાં ડિસ્કનેક્ટિંગ ઉપકરણ દાખલ કરો - તે ચીકણું માટીની કોથળીઓ અને ઘણા રબર અને લાકડાના ડિસ્ક જેવું લાગે છે. ટી પદ્ધતિનો ઉપયોગ કરવાના કિસ્સામાં, બે સ્લોટ હશે.
- હવે તમારે પાઇપને માઉન્ટ કરવાની જરૂર છે જેના દ્વારા ગેસ પાઇપ મુખ્ય સાથે જોડાયેલ છે. પરંતુ પ્રથમ, વ્યાસ મેચ તપાસો. જો કંઈપણ સુધારવાની જરૂર નથી, તો પછી એક છિદ્ર બનાવો અને પાઇપને માઉન્ટ કરો, પછી સાંધાને વેલ્ડ કરો અને પાઇપ પર સ્થાપિત વાલ્વ બંધ કરો.
- અમે છિદ્રો બંધ કરીએ છીએ અને નવી પાઇપને વેલ્ડ કરીએ છીએ. શરૂ કરવા માટે, મુખ્ય ગેપની રચના દરમિયાન બનેલા ધાતુના તમામ અવશેષોથી છુટકારો મેળવો. તે પછી, પાઇપને નોઝલ સાથે જોડો, માટી અને વેલ્ડ સાથે પ્રક્રિયા કરો. વેલ્ડની ગુણવત્તા સાબુ ઉકેલ સાથે તપાસવામાં આવે છે.

જો કોઈ લીક્સ મળી ન હોય, તો પછી તમે અંતિમ કાર્ય પર આગળ વધી શકો છો - એટલે કે, ખાઈને બેકફિલિંગ. હકીકત એ છે કે કાર્ય ખૂબ જ સરળ લાગે છે તેમ છતાં, તેઓ નિયમનકારી દસ્તાવેજોના પાલનમાં પણ હાથ ધરવામાં આવશ્યક છે.
એક નિયમ તરીકે, આવા દસ્તાવેજોમાં નીચેની માહિતી શામેલ છે:
- મોર્ટાઇઝ યુનિટ, પાઇપ અને નળની આસપાસ 20 સે.મી.થી વધુ જાડાઈ ન હોય તેવી નરમ માટી નાખવામાં આવે છે, ત્યારબાદ કોમ્પેક્શન આવે છે.
- ખાઈને બેકફિલિંગના અંતે, ભારે સાધનોને પાઈપો, મોર્ટાઇઝ યુનિટ્સ અને બોલ વાલ્વમાં જવા દેવા જોઈએ નહીં.
બાંધકામ કાર્ય પૂર્ણ થયા પછી, વાદળી ઇંધણની સપ્લાય શરૂ કરવા માટે સ્થાનિક ગેસ સેવા સાથે કરાર પર હસ્તાક્ષર કરવા જરૂરી રહેશે. વધુમાં, ગેસ સેવા તકનીકી અને કટોકટી રવાનગી સેવાઓ હાથ ધરવા માટે બંધાયેલા રહેશે.આ જ સંસ્થા ફિનિશ્ડ ગેસ પાઇપલાઇન સિસ્ટમની સ્વીકૃતિ સાથે વ્યવહાર કરશે. સ્ટાર્ટ-અપ અને એડજસ્ટમેન્ટ કાર્ય પછી, એક અધિનિયમ બનાવવું, તેમજ ગેસ કંટ્રોલ સિસ્ટમને સીલ કરવું હિતાવહ છે.
એક ખૂણા પર પાઇપ કેવી રીતે કાપવી - રાઉન્ડ અને આકારના પાઈપો માટે ચિહ્નિત વિકલ્પો
પાઇપલાઇન ઇન્સ્ટોલ કરતી વખતે, ઘણીવાર ચોક્કસ ખૂણા પર પાઇપ કાપવી જરૂરી છે. આ કાર્યમાં ચોકસાઈ મોટી ભૂમિકા ભજવે છે. એક ખૂણા પર પાઇપ કાપવાની ઘણી સરળ રીતો છે.
પાઇપનો ખોટો કટ એ ફોર્મની રચનાને માઉન્ટ કરવાની અશક્યતા તરફ દોરી જશે જે મૂળ રૂપે કલ્પના કરવામાં આવી હતી. ઉદાહરણ તરીકે, જો તમે સિસ્ટમને 45 ડિગ્રીથી ફેરવવાની યોજના ઘડી રહ્યા છો, તો તમારે 45 ડિગ્રી પર પાઇપ કાપવાની જરૂર છે. કાર્ય પૂર્ણ કરવા માટે, તમારે માર્કિંગ ટૂલ્સ અને ગ્રાઇન્ડરની જરૂર પડશે (તેને હેક્સોથી બદલી શકાય છે).

પેપર કોર્નર માર્કિંગ
પેપર શીટ માર્કિંગ એ કાર્ય પૂર્ણ કરવાની સૌથી સરળ રીતોમાંની એક છે. ચોરસ શીટની જરૂર છે. તે બરાબર ત્રાંસા ફોલ્ડ થાય છે. પાઈપો કાપવા માટેના પરિણામી નમૂનાને ઉત્પાદનની આસપાસ આવરિત કરવું આવશ્યક છે જેથી લાંબી બાજુ તેના ક્રોસ વિભાગની સમાંતર ચાલે.
પછી નાની બાજુએ 45 ડિગ્રીનો ખૂણો રચાય છે. તે કાગળની શીટ પર બાંધકામ પેંસિલ અથવા માર્કર સાથે કટ લાઇનને ચિહ્નિત કરવાનું બાકી છે.
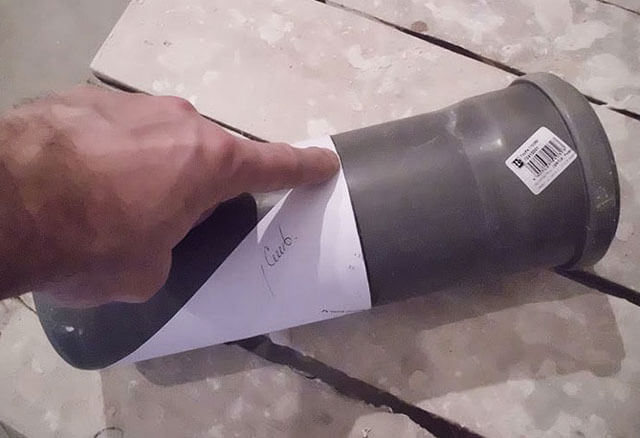
માર્કિંગ વિસ્તારને સાંકડી ટેપથી લપેટી લેવાની ભલામણ કરવામાં આવે છે જેથી આકસ્મિક રીતે તેને ભૂંસી ન શકાય. આ પદ્ધતિ ઉત્પાદનની મધ્યમાં લગભગ કટ બિંદુ સાથે લાંબા મોટા પાઈપો માટે ઉત્તમ છે.
પેટર્નને બદલે પાણીના કન્ટેનરનો ઉપયોગ કરીને માર્કિંગ પદ્ધતિ
આ માર્કિંગ પદ્ધતિ નાના વ્યાસના પાઈપો માટે યોગ્ય છે, જે ધારની નજીકના ચોક્કસ ખૂણા પર કાપવાની યોજના છે.પ્રથમ તમારે પાણી સાથે ઊંડા કન્ટેનર તૈયાર કરવાની જરૂર છે. તે ઝોકના આયોજિત કોણને ચિહ્નિત કરે છે. હવે તમારે પ્રવાહીમાં ઉત્પાદનના અંતને કાળજીપૂર્વક નિમજ્જન કરવાની જરૂર છે, તેને ચિહ્ન પર નમવું, અને પછી તેને બહાર ખેંચો.
આવી ક્રિયાઓના પરિણામે, તેના પર પાણી સાથેના સંપર્કની સ્પષ્ટ રેખા દેખાશે, તે પ્રકાશિત થવી આવશ્યક છે. તેના પર, પાઇપ એક ખૂણા પર કાપવામાં આવે છે. આ પદ્ધતિ નોકરીઓ માટે શ્રેષ્ઠ અનુકુળ છે જ્યાં બહુવિધ માર્કિંગ જરૂરી છે.
પીસી પ્રોગ્રામનો ઉપયોગ કરીને
કટીંગ માટે પાઈપોને ચિહ્નિત કરવાની આ પદ્ધતિને અમલમાં મૂકવા માટે, તમારે વિશિષ્ટ પ્રોગ્રામ્સવાળા કમ્પ્યુટરની જરૂર પડશે. પ્રથમ તમારે એક ચિત્ર દોરવાની જરૂર છે, જે ઉત્પાદનના ટ્રાંસવર્સ પરિમાણો તેમજ આયોજિત કટ કોણ સૂચવે છે. તમારે વર્ચ્યુઅલ ટેમ્પલેટ મેળવવાની જરૂર છે.







તેને તમારા પ્રિન્ટર પર છાપો. અને અહીં તે સમજવું યોગ્ય છે કે પાઇપનો વ્યાસ જેટલો મોટો છે, તેને છાપવા માટે વધુ શીટ્સની જરૂર પડશે. પછી તમારે બધા પૃષ્ઠોમાંથી ડ્રોઇંગની વિગતો કાળજીપૂર્વક કાપીને તેને ગુંદર કરવાની જરૂર છે, આ માટે સ્ટેશનરી ટેપનો ઉપયોગ કરવો શ્રેષ્ઠ છે. તે નમૂનાને પાઇપ સાથે જોડવાનું અને માર્કઅપ લાગુ કરવાનું બાકી છે.
સમસ્યા હલ કરવાની આ પદ્ધતિ અત્યંત સચોટ છે. બધા જરૂરી પ્રોગ્રામ્સ ઇન્ટરનેટ પર ડાઉનલોડ કરી શકાય છે, તેઓ ડાઉનલોડ અને ઉપયોગ કરવા માટે મફત છે. ત્યાં તમે એક ખૂણા પર પાઈપો કાપવા માટેનો નમૂનો પણ શોધી શકો છો. તમારે ફક્ત તેને છાપવાનું છે અને તેને કાપી નાખવાનું છે. માર્કિંગ કરવા માટે, પેટર્ન ફક્ત પાઇપની આસપાસ આવરિત થાય છે.
એક ખૂણા પર પ્રોફાઇલ પાઇપ કેવી રીતે કાપવી
પ્રોફાઇલ પાઇપનું માર્કિંગ રાઉન્ડ એક કરતા અલગ છે. તેનું મેન્યુઅલ એક્ઝેક્યુશન નોંધપાત્ર ભૂલો તરફ દોરી શકે છે. સમસ્યાને હલ કરવાનો શ્રેષ્ઠ માર્ગ એ જ પ્રોફાઇલમાંથી કટીંગ ટેમ્પલેટ બનાવવાનું છે, પરંતુ મોટા વ્યાસ સાથે.
તમારે પ્રોફાઇલ પાઇપના નાના ટુકડાની જરૂર પડશે. તેના પર, ગોનિઓમીટરનો ઉપયોગ કરીને, 45 ડિગ્રીના ખૂણાને ચિહ્નિત કરો. હવે, ગ્રાઇન્ડરની મદદથી, ચિહ્નિત રેખા સાથે વર્કપીસનો ભાગ કાપી નાખવો જરૂરી છે.
કટની કિનારીઓ રેતીવાળી હોવી જોઈએ, ખામીઓ દૂર કરવી જોઈએ. તે એક ખૂણા પર પાઈપો કાપવા માટે નમૂનામાં મૂળ ઉત્પાદન દાખલ કરવા માટે જ રહે છે. પછી તમારે મોટી પ્રોફાઇલની કટ લાઇન સાથે નિશાનો લાગુ કરવાની જરૂર છે.
અને પહેલેથી જ પાઇપ પોતે તેની સાથે કાપી છે.

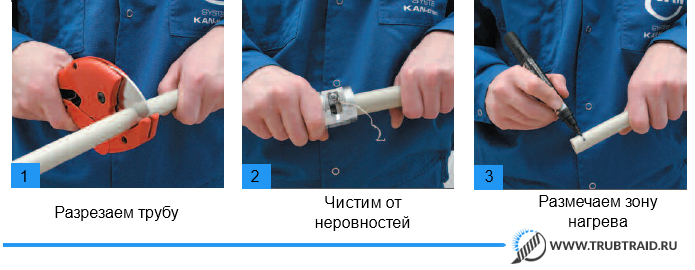
ટેક્સ્ટ 45 ડિગ્રીના ખૂણા પર પાઇપ કેવી રીતે કાપવી તે વર્ણવે છે. જ્યારે માર્કઅપ પહેલેથી જ પૂર્ણ થઈ જાય, ત્યારે ગ્રાઇન્ડરનો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે. તે તમને સીધો કટ બનાવવામાં મદદ કરશે.
તમે તેને હેક્સો સાથે બદલી શકો છો. વેલ્ડીંગ દ્વારા ઉત્પાદનને કાપવાનું પણ શક્ય બનશે, પરંતુ ટૂલને હેન્ડલ કરવામાં અનુભવ જરૂરી છે, અન્યથા ત્યાં અનિયમિતતા હશે.
"પાઈપ સીધી કેવી રીતે કાપવી - સાધનો અને કટીંગ પદ્ધતિઓ."
હવે હાર્ડવેર સ્ટોર્સમાં તમે પાઈપો કાપવા માટે ખાસ સાધનો શોધી શકો છો. પરંતુ ટેમ્પલેટ જાતે બનાવવું સરળ અને સસ્તું છે.
ચોકસાઇ કટીંગ મશીનો
બેન્ડ આરી બ્લેડની ચળવળના પ્લેનની ઉચ્ચ સ્થિરતા અને કટીંગ ચોકસાઈ દ્વારા અલગ પડે છે. તેઓ નાના પાયે અને મધ્યમ પાયે ઉત્પાદનના લણણી વિસ્તારોમાં પણ વ્યાપકપણે ઉપયોગમાં લેવાય છે. તેઓ વર્સેટિલિટી, વિશ્વસનીયતા અને ઉચ્ચ પ્રદર્શન દ્વારા વર્ગીકૃત થયેલ છે.
ખાનગી ઉપયોગ માટે, ઇટાલીનું MASS કોમ્પેક્ટ બેન્ડ સો યુનિટ ઓફર કરે છે. તે મેન્યુઅલ ક્લેમ્પિંગ ડિવાઇસથી સજ્જ છે અને 65 મીમી વ્યાસ સુધીના પાઈપો તેમજ સમાન જાડાઈના કોઈપણ પ્રોફાઇલના રોલ્ડ ઉત્પાદનોને સરળતાથી કાપી શકે છે.
રોટરી ઉપકરણ તમને 0 થી 45 ° સુધી મનસ્વી કટીંગ દિશા સેટ કરવાની મંજૂરી આપે છે.કટીંગ બ્લેડની હિલચાલની આવર્તન પ્રતિ મિનિટ 45 ચક્ર સુધી છે. આર્થિક 370 વોટની મોટર તમને 220 V ના વોલ્ટેજ સાથે નિયમિત હોમ સિંગલ-ફેઝ ઇલેક્ટ્રિકલ નેટવર્કનો ઉપયોગ કરવાની મંજૂરી આપે છે.
પ્લાસ્ટિક પાઈપો કાપવા માટે કયા સાધનનો ઉપયોગ કરી શકાય છે
આપણા દેશના લોકો કારીગરો છે તે ધ્યાનમાં લેતા, તેઓ પાઈપો કાપવા માટે હાથમાં સૌથી અકલ્પનીય સાધનોનો ઉપયોગ કરવાનું મેનેજ કરે છે. પરંતુ એવું ન વિચારો કે આવા કટીંગ ભાવિ પાઇપલાઇનની સારી ગુણવત્તામાં ફાળો આપે છે. તેથી, એવા સાધનોને ધ્યાનમાં લો જે તમને ઉચ્ચ ગુણવત્તાવાળા પ્લાસ્ટિક પાઈપોને કાપવાની મંજૂરી આપે છે:
- મેટલ માટે હેક્સો;
- સ્વ-શાર્પિંગ છરી (દંડ દાંત સાથે);
- પ્લાસ્ટિક પાઈપો કાપવા માટે કાતર;
- રોલર પ્રકાર પાઇપ કટર;
- બેટરી પાઇપ કટર;
- ગિલોટિન પાઇપ કટર.
હેક્સો અથવા છરી વડે પાઈપોને કાપી નાખવાને ગંભીરતાથી લેવું જોઈએ નહીં, કારણ કે તેમના ઉપયોગથી પાઈપનો અંત ફ્રેક થઈ જાય છે, બરર્સ રચાય છે, જેને સેન્ડપેપરથી અથવા છરી વડે સ્ટ્રીપિંગથી દૂર કરવી પડે છે.
કોઈ પણ સંજોગોમાં, કટની ગુણવત્તા પીડાય છે. આ પદ્ધતિઓનો ઉપયોગ સિંગલ કટ માટે થઈ શકે છે. જો પાઇપલાઇનમાં એક જટિલ રૂપરેખાંકન અને વ્યક્તિગત વિભાગોના ઘણા જોડાણો છે, તો પછી આ સાધનોનો ઉપયોગ ન કરવો તે વધુ સારું છે. પાઇપ શીયરનો ઉપયોગ મુખ્યત્વે પ્લાસ્ટિક પોલિમરથી બનેલા પાઈપોને કાપવા માટે થાય છે.







છરીની તીક્ષ્ણ બ્લેડ ફક્ત સાધનની એક બાજુ પર નિશ્ચિત છે. બીજા બ્લેડની જગ્યાએ કટીંગ પ્લેટ મેળવવા માટે રચાયેલ સ્લોટ સાથેનો એકદમ પહોળો આધાર છે. આવા કાતર સાથે કામ ફક્ત વ્યક્તિની સ્નાયુબદ્ધ શક્તિને કારણે હાથ ધરવામાં આવે છે.કાતરના હેન્ડલ્સની વચ્ચે એક ગોળાકાર ગિયર રેક છે, જે, કાતરના હેન્ડલ્સને બંધ કર્યા પછી, બ્લેડને આધાર તરફ ધકેલે છે. પાઇપ કાપવાની પ્રક્રિયા નીચે મુજબ છે:
- પાઇપની સપાટી પર સ્પષ્ટપણે દૃશ્યમાન ચિહ્ન મૂકવામાં આવે છે, તેની સાથે કટની જગ્યાને ચિહ્નિત કરે છે;
- આધાર આ ચિહ્ન પર મૂકવામાં આવે છે, બેઝના સ્લોટ દ્વારા તેની સ્થિતિને નિયંત્રિત કરે છે;
- પછી, બળ લાગુ કરીને, તેઓ પાઇપમાં કાપ મૂકે છે અને, ધીમે ધીમે બળ વધારીને, પાઇપનો અંતિમ કટ બનાવે છે.
કાતરના ફાયદા તેના બદલે ઉચ્ચ કાર્યક્ષમતા અને બાંધકામની ઓછી કિંમત છે. ગેરલાભને સાધનની અસરકારકતા અને તેની સાથે કામ કરતી વ્યક્તિની શારીરિક શક્તિ વચ્ચેનો સીધો સંબંધ માનવામાં આવે છે. વધુમાં, કટ દરમિયાન, બ્રશની સરળ હિલચાલનું નિરીક્ષણ કરવું જરૂરી છે, અન્યથા બ્લેડ ફક્ત ગિયર રેકમાંથી સરકી શકે છે.
તે સ્પષ્ટ છે કે મોટી સંખ્યામાં કટ સાથે, હાથ ઝડપથી થાકી જાય છે, તેથી કામની ઝડપ ઓછી થાય છે. વધુમાં, કાતર મોટા વ્યાસના પાઈપોને કાપી શકતા નથી. પ્રોસેસ્ડ પાઈપોનો મહત્તમ વ્યાસ 42 મીમી છે.
રોલર પાઇપ કટર મોટા પ્રમાણમાં કામ કરવા માટે રચાયેલ છે. બાહ્યરૂપે, તે કૌંસ સાથે જોડાયેલા જંગમ વ્હીલ્સ સાથે સામાન્ય ક્લેમ્પ જેવું લાગે છે. કટીંગ રોલર ક્લેમ્પ સ્ક્રૂના અંતમાં સ્થિત છે.
કાર્યક્ષમતાના સંદર્ભમાં, પાઇપ કટર કાતર કરતાં વધુ ખરાબ નથી. પરંતુ, તેમનાથી વિપરીત, કાર્ય દરમિયાન વ્યવહારીક રીતે કોઈ શારીરિક પ્રયત્નો નથી. કટીંગ પ્રક્રિયા પોતે નીચે મુજબ છે:
- કટની જગ્યાએ માર્કર સાથે ચિહ્ન મૂકો;
- સ્ક્રુને ક્લેમ્બમાંથી સ્ક્રૂ કાઢવામાં આવે છે, અને કૌંસને કટની જગ્યાએ લાવવામાં આવે છે;
- પછી સ્ક્રુ સરળતાથી કડક થઈ જાય છે (જેથી પાઇપ ફાટી ન જાય);
- કટીંગ રોલર પર જરૂરી બળ બનાવ્યા પછી, ક્લેમ્પ પાઇપની આસપાસ ફરવાનું શરૂ કરે છે, જ્યારે ટેન્શન સ્ક્રૂને સરળતાથી સજ્જડ કરે છે.
આમ, પાઇપનો ગોળાકાર કટ બનાવવામાં આવે છે, જ્યારે પાઇપનો છેડો ખૂબ જ સમાન હોય છે, બર્ર્સ વિના. પાઇપ કટર સાથે કામ કરતી વખતે એકમાત્ર ભય એ છે કે સ્ક્રુના વધુ પડતા ક્લેમ્પિંગ બળને કારણે પાઇપ પર તિરાડોનો દેખાવ.
કોર્ડલેસ પાઇપ કટર, હકીકતમાં, ઇલેક્ટ્રિક મોટરથી સજ્જ કાતર છે. આવા ટૂલ તમને 6 - 8 સેકંડમાં વધુ પ્રયત્નો કર્યા વિના પાઇપ કાપવાની મંજૂરી આપે છે. પરંતુ પરંપરાગત હેન્ડ શીયર્સની જેમ અહીં પ્રોસેસ્ડ પાઈપોનો વ્યાસ પણ નાનો છે.
ગિલોટિન પાઇપ કટરનો ઉપયોગ 63 થી 350 મીમીના વ્યાસવાળા પાઈપો સાથે કામ કરવા માટે થાય છે. તે જ સમયે, પાઇપ દિવાલોના વિકૃતિ અથવા વિનાશની સંભાવના લગભગ શૂન્ય થઈ ગઈ છે. કટીંગ પ્રક્રિયા નીચે મુજબ છે:
- પાઇપ પર કટની જગ્યાને ચિહ્નિત કરો અને તેને ગિલોટિનમાં દાખલ કરો, તેને સેક્ટરમાં 30 થી 60 ડિગ્રી સુધી ઠીક કરો;
- ગિલોટિન બ્લેડ તેની આસપાસ ફરે છે, જે વ્હીલ્સ પર માઉન્ટ થયેલ છે;
- પ્લાસ્ટિકના પ્રથમ કટ પછી, બ્લેડને ફરતા સ્ક્રુ હેન્ડલની મદદથી પાઇપમાં ડૂબી દેવામાં આવે છે અને આમ, પાઇપ આખરે કાપવામાં આવે છે.
આ કિસ્સામાં, કટ ખૂબ સમાન છે, burrs વગર. ગિલોટિન બ્લેડ સરળતાથી બદલી શકાય છે. આધુનિક ગિલોટિન્સમાં, બ્લેડને ટેફલોન સાથે વધુમાં કોટેડ કરવામાં આવે છે.