- સ્ટોવ પર પાસ્તા કેવી રીતે રાંધવા?
- કાર્યસ્થળની તૈયારી
- ઇલેક્ટ્રિક વેલ્ડીંગ શું છે અને તે ઘરે શા માટે જરૂરી છે?
- 1) મેન્યુઅલ આર્ક વેલ્ડીંગ
- 2) ગેસ પર્યાવરણમાં અર્ધ-સ્વચાલિત
- 3) આપોઆપ ડૂબી ચાપ વેલ્ડીંગ
- સીમ બનાવવા માટેની તકનીકો વિશે
- ઓવરલેપ સીમ
- છત સીમ
- ટી સીમ (એકતરફી કટીંગ સાથે)
- ઇલેક્ટ્રોડ સપોર્ટ સાથે વેલ્ડિંગ સીમ
- ઇલેક્ટ્રિક વેલ્ડીંગ શું છે?
- વેલ્ડીંગ માટે ઇન્વર્ટરની ડિઝાઇન
- કેવી રીતે યોગ્ય પાસ્તા પસંદ કરવા માટે?
- ઇલેક્ટ્રોડ ફીડ દરનો પ્રભાવ
- ઇલેક્ટ્રિક વેલ્ડીંગનો ઉપયોગ કરીને પાઈપોને કનેક્ટ કરવું
- મેટલ ઇલેક્ટ્રોફ્યુઝન ફિટિંગ
- ઇલેક્ટ્રિક ફિટિંગ પોલિઇથિલિન
- જોડાણ અને ઇલેક્ટ્રોપોલિનેશન
- ઇલેક્ટ્રિક પાઇપ વેલ્ડીંગ કેવી રીતે તૈયાર કરવી
- હોમ વેલ્ડરના તકનીકી સાધનો
- ઇલેક્ટ્રિક વેલ્ડીંગ ટેકનોલોજી
સ્ટોવ પર પાસ્તા કેવી રીતે રાંધવા?
ઈટાલિયનો કહે છે કે આ ઉત્પાદન તૈયાર કરવું સરળ છે, પરંતુ તેને યોગ્ય રીતે કરવું વધુ મુશ્કેલ છે. સારી રીતે રાંધેલા પાસ્તાના જાણકારો તેને "અલ ડેન્ટે" રાંધવાનું પસંદ કરે છે, જે ઇટાલિયનમાંથી "દાંત માટે" તરીકે અનુવાદિત થાય છે.
નાના ઉત્પાદનો - શેલો, સર્પાકાર, શિંગડા, શરણાગતિના ઉદાહરણનો ઉપયોગ કરીને સ્ટોવ પર સ્વાદિષ્ટ પાસ્તા કેવી રીતે રાંધવા તે ધ્યાનમાં લો.
આને નીચેના ઘટકોની જરૂર પડશે:
- પાણી - 1 એલ;
- મુખ્ય ઘટક 100 ગ્રામ છે;
- મીઠું - 10-11 ગ્રામ.
પ્રમાણને ધ્યાનમાં લેવું ખૂબ જ મહત્વપૂર્ણ છે, અન્યથા મુખ્ય ઘટકમાં જગ્યાનો અભાવ હશે, અને તેથી તે ખૂબ સ્ટીકી બનશે, અને રસોઈનો સમય વધશે. પાસ્તાને યોગ્ય રીતે કેવી રીતે રાંધવા તે આવે ત્યારે ધ્યાનમાં લેવાનો બીજો મુદ્દો એ પોટની પસંદગી છે.
તે ઇચ્છનીય છે કે તેની જાડા અને ઊંચી દિવાલો છે. આ પાણીને કિનારીઓ સુધી પહોંચતા અટકાવશે.
સ્ટોવ પર પાસ્તા કેવી રીતે રાંધવા?
રસોઈ પ્રક્રિયા આ રીતે થાય છે:
- સ્ટોવ પર પાણીનો કન્ટેનર મૂકો, આગને મહત્તમ બનાવો, જ્યારે બાદમાં ઉકળે ત્યારે તેમાં રેડવામાં આવેલા પાણીને મીઠું કરો;
- તેમાં મુખ્ય ઘટક મૂકો;
- થોડા સમય પછી, પ્રવાહી ફરીથી ઉકળવાનું શરૂ કરશે, જેના પછી તમારે ગેસ ઘટાડવાની જરૂર છે. આવું થાય તે પહેલાં, ઉત્પાદનને સતત હલાવતા રહો જેથી તેમાંથી નીકળતા સ્ટાર્ચને કારણે તે એકસાથે ચોંટી ન જાય. જો આ કરવામાં ન આવે તો, પાસ્તા, જેને આ લેખ કેવી રીતે રાંધવા તે કહે છે, તે ગઠ્ઠામાં ફેરવાઈ જશે. વધુમાં, તેઓ પાનની નીચે અને દિવાલોને વળગી રહેશે;
- જો તમને બોવ પાસ્તા કેવી રીતે રાંધવા, ઉદાહરણ તરીકે, અથવા અન્ય પ્રકારનું મધ્યમ કદનું ઉત્પાદન (સર્પાકાર, શિંગડા, શેલ) માં રસ હોય, તો તમારે તે જાણવાની જરૂર છે કે તે કેટલો સમય લેશે. રસોઈનો સમયગાળો લગભગ 5 મિનિટનો છે. જો તમે નાના ઉત્પાદનો રાંધો છો - ઉદાહરણ તરીકે, પાતળા, નાના નૂડલ્સ, પાણી ઉકળ્યા પછી રસોઈનો સમય 3-4 મિનિટ છે;
- તમે તેમને સ્ક્વિઝ કરીને તત્પરતા માટે તપાસ કરી શકો છો, અને જો તેઓ સ્થિતિસ્થાપક બને છે, તો તમે સ્ટોવ બંધ કરી શકો છો;
- પ્રવાહીને સંપૂર્ણપણે ડ્રેઇન કરવા દેવા માટે તરત જ વાનગીને ઓસામણિયુંમાં મૂકો;
- ખોરાકને કોગળા કરવા માટે સંપૂર્ણ શક્તિ પર ઠંડા પાણીને ચાલુ કરો, તેને વધુ ક્ષીણ થઈ જશે.
જ્યારે ધનુષ (અથવા નાના, મધ્યમ કદના ઉત્પાદનો) જેવા પાસ્તા તૈયાર હોય, ત્યારે તેને કોઈપણ ઉમેરણો - માંસ, માછલી, શાકભાજી વગેરે સાથે સાઇડ ડિશ તરીકે સર્વ કરી શકાય છે. કેટલીક ગૃહિણીઓ માખણનો ઉપયોગ કરતાં પહેલાં તેને ફ્રાય કરવાનું પણ પસંદ કરે છે. સ્વાદ તમે આ ઘટકનો ટુકડો તળ્યા વિના ગરમ વાનગીમાં ઉમેરી શકો છો, પરંતુ જગાડશો નહીં, પરંતુ બંધ તવાને હલાવો જેથી તે વાનગી પર સમાનરૂપે વિતરિત થાય.
અલગ કૌશલ્ય એ પ્રક્રિયાને પાત્ર છે કે કેવી રીતે માળો પાસ્તા રાંધવા જેથી તેઓ અલગ ન પડે. આ માટે તમારે નીચેના ઘટકોની જરૂર પડશે:
- મુખ્ય ઘટક - 6-8 ટુકડાઓ;
- પાણી - 2 એલ;
- ઓલિવ તેલ - 1-2 ચમચી.
ઉત્પાદન નીચે પ્રમાણે તૈયાર કરવામાં આવે છે:
- એક શાક વઘારવાનું તપેલું માં યોગ્ય માત્રામાં પાણી ઉકાળો;
- એક અલગ કન્ટેનરમાં (તમે પહોળા તળિયાવાળા ફ્રાઈંગ પાનનો ઉપયોગ કરી શકો છો), મુખ્ય ઘટક મૂકો જેથી માળાના આકારના પાસ્તા તેમાં મુક્તપણે સ્થિત હોય;
- તેમને ઉકળતા પાણી, મીઠું સાથે ભરો;
- વાનગીને બોઇલમાં લાવો, 4-5 મિનિટ માટે રાંધવા;
- સ્લોટેડ ચમચીનો ઉપયોગ કરીને, તેને પ્લેટમાં સ્થાનાંતરિત કરીને દૂર કરો;
- જો ઇચ્છિત હોય, તો તમે સ્વાદ માટે તૈયાર વાનગીમાં મસાલા ઉમેરી શકો છો;
- તે નિયમિત સાઇડ ડિશ તરીકે પીરસવામાં આવે છે - માંસ, માછલી, શાકભાજી, ચીઝ, સોસેજ વગેરેના ઉમેરા સાથે.
નેસ્ટ પાસ્તા કેવી રીતે ઉકાળવા તે માટેની પ્રક્રિયા સૂચવે છે કે તેઓએ તેમનો આકાર જાળવી રાખવો જોઈએ. પ્રથમ, આ હકીકત દ્વારા સુવિધા આપવામાં આવે છે કે શરૂઆતમાં તેઓ ઉકળતા પાણીથી રેડવામાં આવે છે, જે તમને આકારને ઠીક કરવાની મંજૂરી આપે છે. બીજું, મુખ્ય ઘટકને સ્કિમર દ્વારા દૂર કરવામાં આવે છે, જેના કારણે તેઓ જે ફોર્મમાં રાંધવામાં આવે છે તે પ્લેટમાં સ્થાનાંતરિત કરી શકાય છે.
YouTube પર આ વિડિયો જુઓ
કાર્યસ્થળની તૈયારી
કેવી રીતે વીજળી સાથે કેવી રીતે રાંધવું તે શીખો ટૂંક સમયમાં? તમે આ એક દિવસમાં કરી શકશો નહીં, પરંતુ વિવિધ વિડિઓઝમાંથી ટીપ્સ લાગુ કરીને અને કાર્યસ્થળ પર તમને જરૂરી બધું તૈયાર કરીને, તમે ઝડપથી પ્રેક્ટિસ કરવાનું શરૂ કરી શકો છો.
વેલ્ડીંગ ઇન્વર્ટર સાથે કેવી રીતે રાંધવું તે શીખવા માટે, તમારે ઇલેક્ટ્રોડને સળગાવવા માટે પ્લેટની જરૂર છે. ઉત્પાદન સાથે સમૂહને જોડવાનું હંમેશા શક્ય નથી, તેથી નાની મેટલ ટેબલ અથવા આધાર જરૂરી છે
ધાતુના ભાગો, સ્લેગ વિભાજક અને આગને ઓલવવા માટેનું સાધન (રેતી અથવા અગ્નિશામક) ને ઠીક કરવા માટે વેલ્ડર પાસે હથોડી હોવી જોઈએ.
ઇન્વર્ટર સાથે ધાતુને વેલ્ડિંગ કરવું મહત્વપૂર્ણ છે, તે હાનિકારક પ્રભાવોથી સારી રીતે સુરક્ષિત છે. કામના સ્થળને ધ્યાનમાં લીધા વિના (ઘર અથવા ઉત્પાદનની સ્થિતિ), દરેક વેલ્ડર પાસે હોવું આવશ્યક છે:
- કાર્યસ્થળ પર લાઇટિંગને અનુરૂપ લાઇટ ફિલ્ટર સાથેનો રક્ષણાત્મક માસ્ક (ફિલ્ટર નંબર 5 માં તે ઘરની અંદર જોવાનું મુશ્કેલ હશે, નંબર 3 માં તે શેરીમાં આંખો માટે ખૂબ જ અંધકારમય હશે);
- ગરમી અને સ્પ્લેશ સામે રક્ષણ માટે કેનવાસ મિટન્સ;
- જાડા, બિન-જ્વલનશીલ કપડાં પટ્ટામાં ન ટકેલા;
- બૂટ;
- ઉડતી સ્લેગ ટીપાં સામે રક્ષણ આપવા માટે હેડગિયર.
ઇલેક્ટ્રિક વેલ્ડીંગ શું છે અને તે ઘરે શા માટે જરૂરી છે?
શબ્દને સમજવા માટે, તમારે શાળાના ભૌતિકશાસ્ત્રના અભ્યાસક્રમને સ્પર્શ કરવો પડશે અને ભાગોને વેલ્ડિંગ કરતી વખતે તેની સાથેની પ્રક્રિયાઓને સમજવાની જરૂર પડશે. મેળવેલ જ્ઞાન વેલ્ડરને વધુ સારી સીમ બનાવવા માટે મદદ કરશે, કારણ કે ઇલેક્ટ્રિક વેલ્ડીંગની મૂળભૂત બાબતોને સમજવાથી તે સભાનપણે કામ કરવાનું શક્ય બનાવે છે, અને અન્ય નિષ્ણાતોની પેટર્નવાળી ક્રિયાઓ પર આધાર રાખતા નથી.





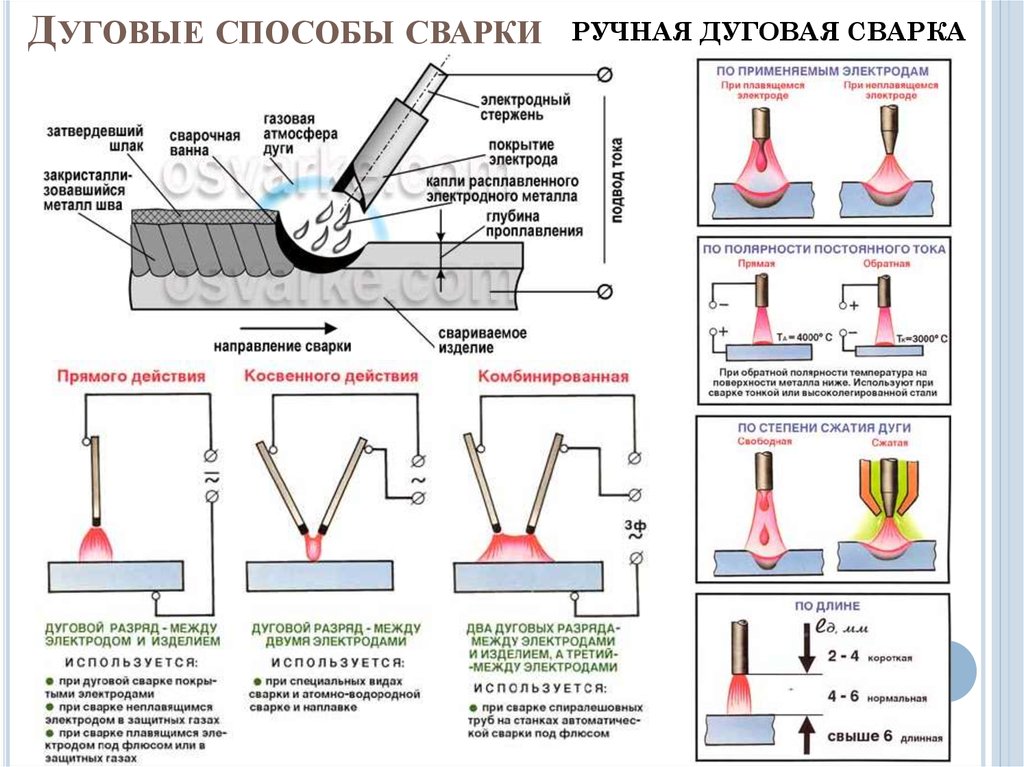
ઇલેક્ટ્રિક વેલ્ડીંગ (આર્ક વેલ્ડીંગ) - ફિલર અને બેઝ મટિરિયલના સ્ફટિકીકરણને કારણે અસ્પષ્ટ પ્રકારના સાંધા મેળવવું.

સીમ બનાવવાની પ્રક્રિયા દરમિયાન, આધાર અને ઇલેક્ટ્રોડનું અસ્થાયી ગલન થાય છે, જેના કારણે વેલ્ડ પૂલ રચાય છે. સપાટી ઠંડું થયા પછી, સામગ્રીઓ પરમાણુ સ્તરે જોડાયેલી હોય છે (ઓગળવામાં આવે છે), સીમમાં સ્ફટિકીકરણ થાય છે, જે મુખ્ય સપાટીના અન્ય વિસ્તારો કરતાં મજબૂતાઈમાં હલકી ગુણવત્તાવાળા નથી.
| ઇલેક્ટ્રિક વેલ્ડીંગના ફાયદા | ઇલેક્ટ્રિક વેલ્ડીંગના ગેરફાયદા |
|---|---|
| માળખાકીય સરળતા. | ઇલેક્ટ્રોમેગ્નેટિક રેડિયેશન અને પ્રકાશનું નુકસાન. |
| અવકાશી સ્થિતિને ધ્યાનમાં લીધા વિના એપ્લિકેશનની વૈવિધ્યતા - ઊભી, આડી, 45 ડિગ્રીના ખૂણા પર અને તેથી વધુ. | કાર્યક્ષમતા વેલ્ડરની કુશળતા પર આધારિત છે. આવી ગેરહાજરીમાં, અંતિમ પરિણામ દુ: ખદ હશે. |
| ઇલેક્ટ્રિક આર્ક વેલ્ડીંગનો ઉપયોગ કરીને મોટી સંખ્યામાં ધાતુઓ જોડાઈ શકે છે. | માસ્ટર પાસેથી તમારે એકમનો ઉપયોગ કરવા માટે મૂળભૂત કુશળતાની જરૂર છે + સરળ પરિસ્થિતિઓમાં 30 કલાકનો વ્યવહારુ અનુભવ. |
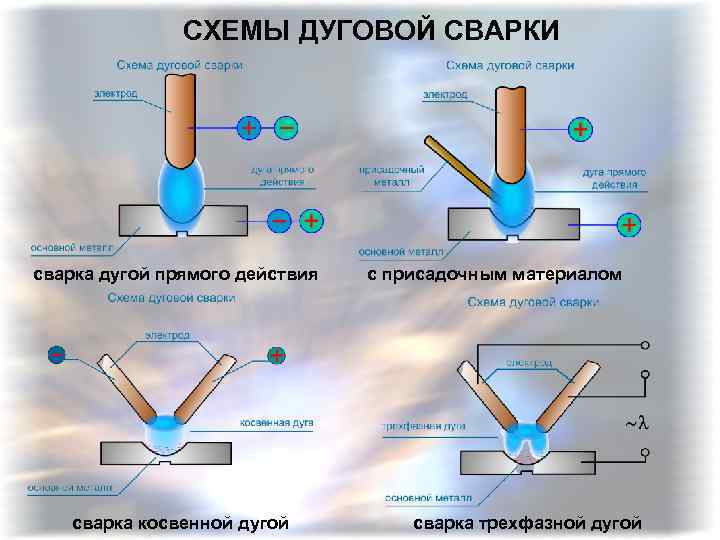
ઇલેક્ટ્રિક વેલ્ડીંગનું વર્ગીકરણ ઘણા માપદંડોના આધારે કરવામાં આવે છે - વેલ્ડીંગ પ્રક્રિયાના મિકેનાઇઝેશનનું સ્તર, વર્તમાનનો પ્રકાર + તેની ધ્રુવીયતા, ચાપ, ઇલેક્ટ્રોડની લાક્ષણિકતાઓ, ઝોનને સુરક્ષિત કરવાની પદ્ધતિ અને તેથી વધુ. . ચાલો ક્લાસિક વિતરણ જોઈએ - મેન્યુઅલ આર્ક, અર્ધ-સ્વચાલિત આર્ક અને વેલ્ડીંગના સ્વચાલિત આર્ક પ્રકારો.
1) મેન્યુઅલ આર્ક વેલ્ડીંગ
બિનઅનુભવી વેલ્ડર માટે વાપરવા માટેનો સૌથી મુશ્કેલ વિકલ્પ, કારણ કે મોટા ભાગનું કામ પોતાના હાથથી કરવાનું હોય છે. અન્ય મુદ્દાઓ સાથે ટેકનોલોજીનું નિયમન GOST 5264-80 દ્વારા હાથ ધરવામાં આવે છે.કનેક્શનનો પ્રકાર, કિનારીઓનો આકાર, સીમની પ્રકૃતિ, ક્રોસ સેક્શન અને વેલ્ડિંગ કરવા માટેના તત્વોની જાડાઈ ધ્યાનમાં લેવામાં આવે છે.
મેન્યુઅલ વેલ્ડીંગના ગેરફાયદામાં સડો / પ્રકાશ ઉત્પાદનોની માનવ શરીર પર નકારાત્મક અસર અને મોટા પાયે કામની પ્રમાણમાં ઓછી કાર્યક્ષમતા છે. મેન્યુઅલ આર્ક વેલ્ડીંગ સાથે કામ કરતી વખતે નિમ્ન-કુશળ નિષ્ણાત ઉચ્ચ ગુણવત્તાવાળા ચાપને ચલાવી શકશે નહીં, તેથી, સીવવાની પદ્ધતિ ચોક્કસપણે નવા નિશાળીયા માટે નથી.
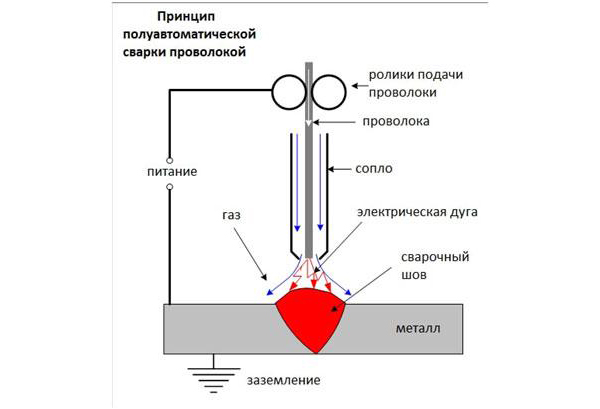
2) ગેસ પર્યાવરણમાં અર્ધ-સ્વચાલિત
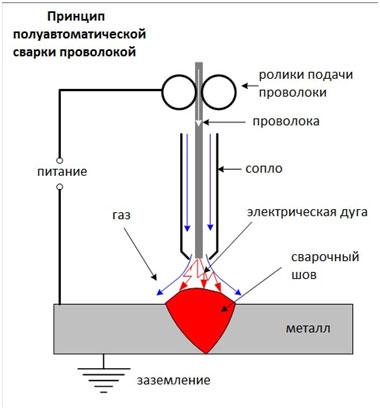
કનેક્શન પદ્ધતિ 2 ની વિશિષ્ટ સુવિધાઓ એ જંગમ ઉપભોક્તા ઇલેક્ટ્રોડનો ઉપયોગ + રક્ષણાત્મક ગેસની હાજરી છે. બીજું બાહ્ય વાતાવરણ અને ઇલેક્ટ્રિક આર્ક વચ્ચે અવરોધ તરીકે કામ કરે છે.
રક્ષણાત્મક વાયુ એ આર્ગોન, કાર્બન ડાયોક્સાઇડ, હિલીયમ અથવા ચોક્કસ પ્રમાણમાં તેના સંયોજનો છે. અર્ધ-સ્વચાલિત વેલ્ડીંગ તકનીક ગેસ નોઝલ દ્વારા વાયર પસાર કરીને થાય છે, જેના કારણે તે ઓગળે છે. ચાપની લંબાઈ આપમેળે નિયંત્રિત થાય છે, જ્યારે ચળવળની દિશા + ઝડપ વેલ્ડરના નિયંત્રણ હેઠળ રહે છે. કાર્યની પદ્ધતિ ગેસ શેલ વિના હાથ ધરવામાં આવી શકે છે - એક વિશિષ્ટ સ્વ-રક્ષણ વાયરનો ઉપયોગ સિલિકોન, મેંગેનીઝ અને ડીઓક્સિડાઇઝિંગ ગુણધર્મોવાળા અન્ય ધાતુ તત્વો સાથે આંતરછેદમાં થાય છે.
3) આપોઆપ ડૂબી ચાપ વેલ્ડીંગ
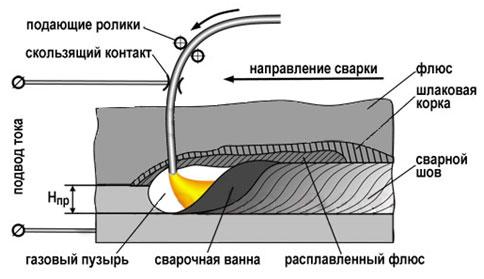
વધેલી ઉત્પાદકતા અને ન્યૂનતમ ઇલેક્ટ્રોડ નુકસાન સાથેની પદ્ધતિ. વેલ્ડર સ્પ્લેશથી ડરતો નથી, અને સીમ માટે ઓક્સાઇડ અને અન્ય હાનિકારક અશુદ્ધિઓની રચનાના સંદર્ભમાં વેલ્ડીંગ વિસ્તાર શક્ય તેટલું સલામત છે.
વેલ્ડીંગ પ્રક્રિયા અલ્ગોરિધમ:
- ખાસ રોલોરો દ્વારા વાયર ફીડ.
- સ્લાઇડિંગ પ્રકારના સંપર્ક દ્વારા, વાયર પર ઇલેક્ટ્રિક પ્રવાહ લાગુ કરવામાં આવે છે.
- સીમ માટે માર્કિંગ સાથે ઇલેક્ટ્રોડની હિલચાલ શરૂ થાય છે.
- એકમના બંકરમાંથી એક પ્રવાહ રેડવામાં આવે છે, જેના બાષ્પીભવનને કારણે ગેસ ક્લાઉડ રચાય છે જે ઇલેક્ટ્રિક આર્કને બાહ્ય વાતાવરણના પ્રભાવથી સુરક્ષિત કરે છે.
- સીમ રચના.
- સ્લેગ દૂર.
- પુનઃઉપયોગ માટે વધારાનો પ્રવાહ એકત્રિત કરો.
કામ માટેના સાધનોને ઓપરેટરને ખાસ આંખના રક્ષણનો ઉપયોગ કરવાની જરૂર નથી. પ્રક્રિયાના ઓટોમેશનને લીધે, વેલ્ડરનો વ્યક્તિલક્ષી પ્રભાવ ઓછો થાય છે, અને તેથી, ગડબડ થવાનું જોખમ તીવ્રપણે નીચે જાય છે.
સીમ બનાવવા માટેની તકનીકો વિશે
તમે જાતે ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા કેવી રીતે રાંધવું તે શીખો તે પહેલાં, તમારે મેટલ ભાગોને કનેક્ટ કરવા માટે વિવિધ વેલ્ડીંગ તકનીકોમાં નિપુણતા મેળવવી જોઈએ. ઇલેક્ટ્રિક આર્કની યોગ્ય જાળવણી અને ચળવળ એ ગુણવત્તાયુક્ત સીમની ચાવી છે. જો ચાપ ખૂબ લાંબી હોય, તો પછી ધાતુ ઓક્સિડાઇઝ થશે અને નાઇટ્રોજનથી સંતૃપ્ત થશે, ટીપાં વડે છંટકાવ કરશે અને છિદ્રાળુ માળખું બનાવશે.
ઓવરલેપ સીમ
વેલ્ડીંગ આર્ક ઇલેક્ટ્રોડ અક્ષ સાથે આગળ વધે છે. આમ, ઇચ્છિત ચાપ લંબાઈ જાળવવામાં આવે છે, જે ઇલેક્ટ્રોડના ગલન દરથી પ્રભાવિત થાય છે. ઇલેક્ટ્રોડની લંબાઈ ધીમે ધીમે ઘટે છે, જેમ તે અને વેલ્ડ પૂલ વચ્ચેનું અંતર વધે છે. આને રોકવા માટે, ઇલેક્ટ્રોડને અક્ષ સાથે ખસેડવામાં આવે છે, તેના શોર્ટનિંગ અને વેલ્ડ પૂલની દિશામાં ચળવળના સુમેળને અવલોકન કરવામાં આવે છે.
છત સીમ
ઇલેક્ટ્રોડનો વ્યાસ વેલ્ડેડ સેટલની જાડાઈ પર આધાર રાખે છે
રોલરના અન્ય પ્રકારને થ્રેડ કહેવામાં આવે છે. આવા મણકાની રચના વેલ્ડિંગ કરવામાં આવતા વેલ્ડની ધરી સાથે ઇલેક્ટ્રોડને ખસેડવાની પ્રક્રિયામાં થાય છે. રોલરની જાડાઈ માટે, તે ઇલેક્ટ્રોડના વ્યાસ અને તે ગતિ પર આધારિત છે જેની સાથે તે આગળ વધે છે.







રોલરની પહોળાઈ વિશે, આપણે કહી શકીએ કે તે સામાન્ય રીતે 2-3 છે mm ઇલેક્ટ્રોડ વ્યાસ કરતાં વધી જાય છે. આ એકદમ સાંકડી વેલ્ડ સીમમાં પરિણમે છે. મજબૂત માળખું બનાવવા માટે તેની તાકાત એટલી ઊંચી નથી. તેને કેવી રીતે ઠીક કરવું? જ્યારે ઇલેક્ટ્રોડ વેલ્ડની અક્ષ સાથે આગળ વધે છે ત્યારે તેની વધારાની હિલચાલ કરવા માટે તે પૂરતું છે - સમગ્ર ધરી પર.
ટી સીમ (એકતરફી કટીંગ સાથે)
ઓપરેશન દરમિયાન ઇલેક્ટ્રોડનું ટ્રાંસવર્સ ડિસ્પ્લેસમેન્ટ સીમની પૂરતી પહોળાઈ મેળવવાનું શક્ય બનાવે છે. આ ઇલેક્ટ્રોડના પરસ્પર ઓસિલેશન દ્વારા કરવામાં આવે છે, જેની પહોળાઈ દરેક ચોક્કસ કેસ માટે વ્યક્તિગત રીતે નક્કી કરવામાં આવે છે. અહીં સીમની સ્થિતિ, તેનું કદ, ખાંચનો આકાર, સામગ્રીની લાક્ષણિકતાઓ, તેમજ ડિઝાઇન માટે આગળ મૂકવામાં આવેલી આવશ્યકતાઓની સૂચિ ધ્યાનમાં લેવી જરૂરી છે. 1.5 થી 5.0 ઇલેક્ટ્રોડ વ્યાસ સુધીની સીમની સામાન્ય પહોળાઈને ધ્યાનમાં લેવાનો રિવાજ છે.
ઇલેક્ટ્રોડ સપોર્ટ સાથે વેલ્ડિંગ સીમ
તે ઇલેક્ટ્રોડના બદલે જટિલ, ટ્રિપલ હલનચલન સાથે રચાય છે. અનેક ભિન્નતાઓમાં અસ્તિત્વ ધરાવે છે. ક્લાસિકલ આર્ક વેલ્ડીંગમાં હિલચાલનો માર્ગ એવો હોવો જોઈએ કે જે ભાગોને જોડવાના હોય તેની કિનારીઓ ઓગળી જાય, અને તે જ સમયે આપેલ આકારનું વેલ્ડ બનાવવા માટે પૂરતી પીગળેલી ધાતુની રચના કરવી જોઈએ.
ઇલેક્ટ્રિક વેલ્ડીંગ શું છે?
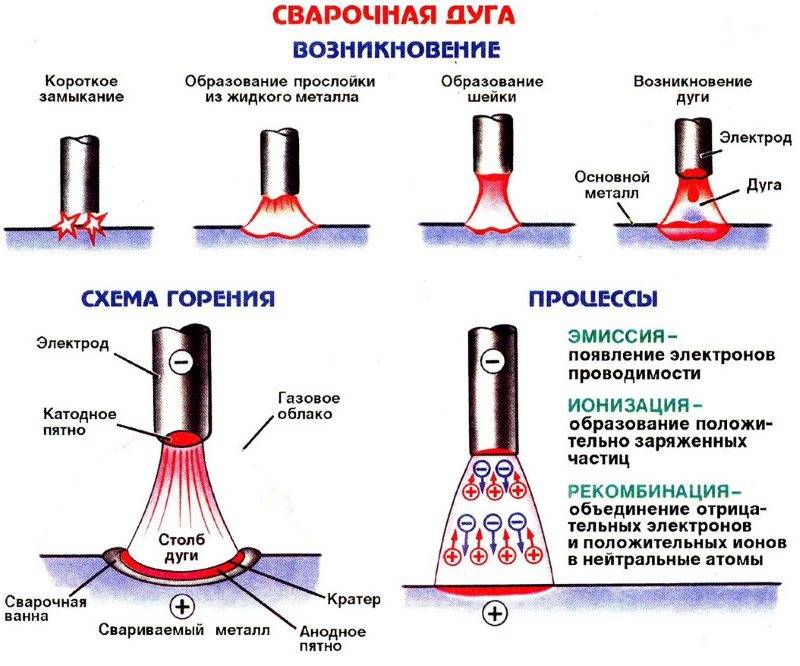
ઇલેક્ટ્રિક એ વેલ્ડીંગ પદ્ધતિઓમાંની એક છે, જ્યારે ઇલેક્ટ્રિક આર્કનો ઉપયોગ ધાતુઓને ગરમ કરવા અને પછી ઓગળવા માટે થાય છે. બાદનું તાપમાન 7000°C સુધી પહોંચે છે, જે મોટાભાગની ધાતુઓના ગલનબિંદુ કરતાં ઘણું વધારે છે.
ઇલેક્ટ્રિક વેલ્ડીંગની પ્રક્રિયા નીચે મુજબ આગળ વધે છે. ઇલેક્ટ્રિક આર્ક બનાવવા અને જાળવવા માટે, વેલ્ડીંગ ટૂલમાંથી ઇલેક્ટ્રોડને કરંટ પૂરો પાડવામાં આવે છે.
વેલ્ડીંગ પ્રક્રિયા દરમિયાન, બેઝ મેટલ અને ઇલેક્ટ્રોડની મેટલ કોર ઓગળવામાં આવે છે અને મિશ્રિત થાય છે, એક મજબૂત અને અવિભાજ્ય સીમ (+) બનાવે છે.
જ્યારે ઇલેક્ટ્રોડ સળિયા વેલ્ડિંગ કરવાની સપાટીને સ્પર્શે છે, ત્યારે વેલ્ડિંગ પ્રવાહ વહે છે. તેના પ્રભાવ હેઠળ અને ઇલેક્ટ્રિક આર્કના પ્રભાવ હેઠળ, વેલ્ડિંગ કરવા માટેના તત્વોના ઇલેક્ટ્રોડ અને ધાતુની ધાર ઓગળવા લાગે છે. મેલ્ટમાંથી, જેમ કે વેલ્ડર્સ કહે છે, એક વેલ્ડ પૂલ રચાય છે, જેમાં પીગળેલા ઇલેક્ટ્રોડને બેઝ મેટલ સાથે મિશ્રિત કરવામાં આવે છે.
પીગળેલા સ્લેગ બાથની સપાટી પર તરે છે અને એક રક્ષણાત્મક ફિલ્મ બનાવે છે. ચાપ બંધ કર્યા પછી, ધાતુ ધીમે ધીમે ઠંડુ થાય છે, જે સ્કેલથી ઢંકાયેલ સીમ બનાવે છે. સામગ્રી સંપૂર્ણપણે ઠંડુ થયા પછી, તેને સાફ કરવામાં આવે છે.
વેલ્ડીંગ માટે બિન-ઉપભોજ્ય અને ઉપભોજ્ય ઇલેક્ટ્રોડનો ઉપયોગ કરી શકાય છે. પ્રથમ કિસ્સામાં, વેલ્ડ બનાવવા માટે ઓગળવામાં ફિલર વાયર દાખલ કરવામાં આવે છે, બીજામાં તે જરૂરી નથી. ઇલેક્ટ્રિક આર્કની રચના અને અનુગામી જાળવણી માટે, ખાસ સાધનોનો ઉપયોગ થાય છે.
ઘરેલું વાતાવરણમાં વેલ્ડરના ક્ષેત્રમાં કૌશલ્ય વ્યાપક શ્રેણીના કાર્ય કરવા માટે જરૂરી છે:
વેલ્ડીંગ માટે ઇન્વર્ટરની ડિઝાઇન
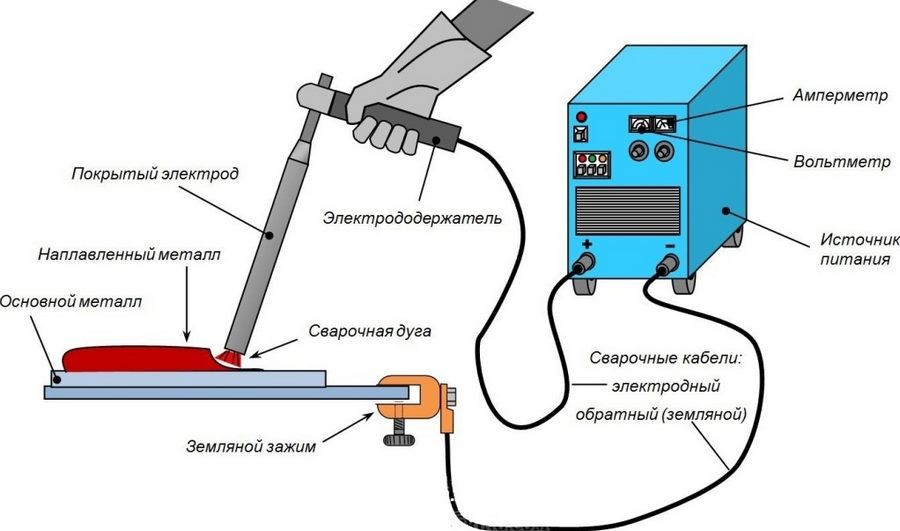
વેલ્ડીંગ મશીનનો યોગ્ય રીતે ઉપયોગ કેવી રીતે કરવો તે સમજવા માટે, શિખાઉ માસ્ટરને ઇન્વર્ટરની ડિઝાઇનથી પોતાને પરિચિત કરવું જોઈએ.
વેલ્ડીંગ ઇન્વર્ટર એ આંતરિક ઘટક સાથેનું મેટલ બોક્સ છે, જેનું કુલ વજન લગભગ 7 કિલો છે, જે સરળતાથી વહન કરવા માટે હેન્ડલ અને ખભાના પટ્ટાથી સજ્જ છે. વેલ્ડિંગ ઇન્વર્ટરના હાઉસિંગમાં વેન્ટિલેશન છિદ્રો હોઈ શકે છે જે એકમ ઠંડુ થાય ત્યારે હવાના વધુ સારા પ્રવાહમાં ફાળો આપે છે.ફ્રન્ટ પેનલમાં વર્કિંગ સ્ટેટને સ્વિચ કરવા માટેના બટનો, જરૂરી વોલ્ટેજ અને કરંટ પસંદ કરવા માટે નોબ્સ, વર્કિંગ કેબલ્સને કનેક્ટ કરવા માટેના આઉટપુટ, તેમજ વેલ્ડીંગ દરમિયાન ઇન્વર્ટરના પાવર અને ઓવરહિટીંગની હાજરીનો સંકેત આપતા સૂચકાંકો છે. મશીનને મેઇન્સ સાથે જોડવા માટેની કેબલ સામાન્ય રીતે ઇન્વર્ટરની પાછળ સ્થિત કનેક્ટર સાથે જોડાયેલ હોય છે.

વેલ્ડીંગ ઇન્વર્ટરની ડિઝાઇન
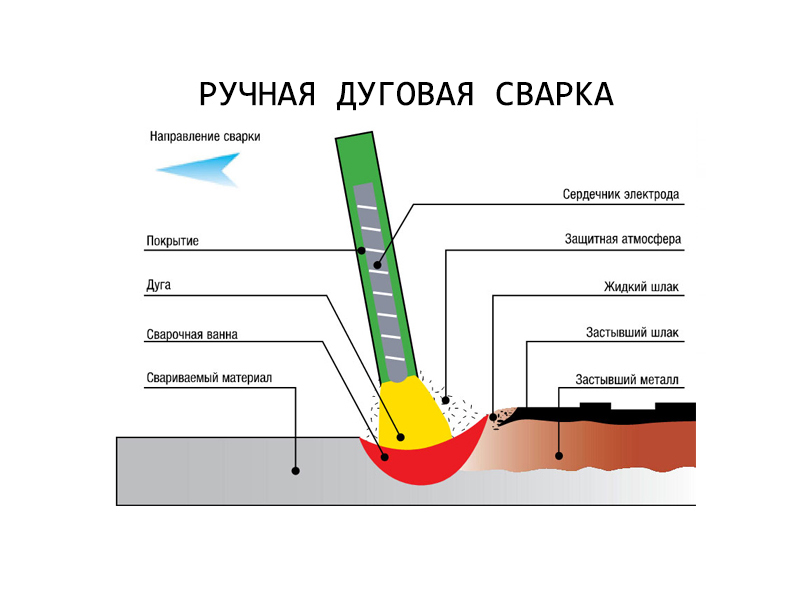
જ્યારે ઇલેક્ટ્રોડ વેલ્ડીંગ દરમિયાન વેલ્ડિંગ કરવામાં આવતી મેટલ પ્લેટોનો સંપર્ક કરે છે, ત્યારે એક ઉચ્ચ-તાપમાન આર્ક રચાય છે, જેના પરિણામે વેલ્ડેડ સળિયાના તત્વો અને વેલ્ડેડ સંયુક્તની ધાતુ બંને ઓગળી જાય છે. પ્લેટો અને ઇલેક્ટ્રોડની પીગળેલી ધાતુઓ દ્વારા ચાપના વિસ્તારમાં રચાયેલ પૂલ ઇલેક્ટ્રોડના લિક્વિફાઇડ કોટિંગ દ્વારા ઓક્સિડેશનથી સુરક્ષિત છે. ધાતુ સંપૂર્ણપણે ઠંડું થયા પછી, વેલ્ડિંગ દરમિયાન ઇલેક્ટ્રોડ કોટિંગ દ્વારા સુરક્ષિત વેલ્ડની ઉપરની સપાટી સખત સ્લેગમાં ફેરવાઈ જશે, જેને હળવા યાંત્રિક ક્રિયા દ્વારા સરળતાથી દૂર કરી શકાય છે (ઉદાહરણ તરીકે, ટેપ કરીને)
વેલ્ડેડ સંયુક્તની ધાતુ અને ઇલેક્ટ્રોડ (આર્ક લંબાઈ) વચ્ચે સમાન અંતર-ગેપનું અવલોકન કરવું મહત્વપૂર્ણ છે, જે તેના લુપ્તતાને અટકાવશે. આ કરવા માટે, ઇલેક્ટ્રોડને સતત ગતિએ ફ્યુઝન એરિયામાં ખવડાવવું જોઈએ, અને વેલ્ડ સળિયાને વેલ્ડ સંયુક્ત સાથે સમાનરૂપે માર્ગદર્શન આપવું જોઈએ.
વેલ્ડીંગ ચાપ
કેવી રીતે યોગ્ય પાસ્તા પસંદ કરવા માટે?
કેવી રીતે યોગ્ય પાસ્તા પસંદ કરવા માટે?
યોગ્ય પોષણના મોટાભાગના અનુયાયીઓ આ ખોરાકને બિનઆરોગ્યપ્રદ અને બિનઆરોગ્યપ્રદ ગણીને તેનો ઇનકાર કરે છે. પરંતુ યોગ્ય ઉત્પાદન શરીરને ફાયદો પહોંચાડી શકે છે, અને તેથી, તેને ખરીદતી વખતે, તમારે નીચેની ભલામણો ધ્યાનમાં લેવી જોઈએ:
ગુણવત્તાયુક્ત ઉત્પાદનોની રચનામાં બે ઘટકોનો સમાવેશ થાય છે - લોટ અને પાણી. સ્વાદ, ફાયદા અને નુકસાન, તેમનું પોષણ અને ઊર્જા મૂલ્ય મોટાભાગે મુખ્ય ઘટકોની ગુણવત્તા પર આધારિત છે. તેમાં કુદરતી રંગો પણ હોઈ શકે છે - પાલકનો રસ, ગાજરનો રસ, કટલફિશની શાહી, મસાલા, જેની હાજરી પેકેજ પર દર્શાવવી જોઈએ;
ઉત્પાદન કયા પ્રકારના લોટમાંથી બને છે તે ખાસ ધ્યાન આપવાનું પાત્ર છે. તે દુરમ ઘઉંની જાતોનું હોવું જોઈએ, કારણ કે તે આ વિકલ્પ છે જેમાં તેની રચનામાં ચરબી હોતી નથી, તે શરીર દ્વારા સંપૂર્ણ રીતે શોષાય છે.




જો નરમ જાતોના મુખ્ય ઘટકનો ઉપયોગ પાસ્તા બનાવવા માટે કરવામાં આવે છે, તો તેમાં પુષ્કળ સ્ટાર્ચ હશે, જેના કારણે તે ખૂબ જ ઉચ્ચ-કેલરી બને છે, અને આ વધારાનું વજન મેળવવાનું કારણ છે;
ગુણવત્તાયુક્ત ડ્યુરમ બેઝ સ્ટોકનો ઉપયોગ થઈ રહ્યો છે તેની ખાતરી કરવા માટે, ઉત્પાદનના દેખાવ પર ધ્યાન આપો. તેની સપાટી સરળ હોવી જોઈએ, રંગ એમ્બર હોવો જોઈએ, સોનેરી રંગ સાથે પીળો હોવો જોઈએ.
તે સરળ કિનારીઓ ધરાવે છે, અને ઉત્પાદનો પર નાના ડાઘ છે. પેકેજમાં કોઈ કચરો ન હોવો જોઈએ. જો તેઓ નરમ લોટમાંથી બનાવવામાં આવે છે, તો તેનો રંગ આછો હશે અથવા તેમાં નિસ્તેજ, અકુદરતી રંગ, અસમાન ધાર, ખરબચડી સપાટી, હળવા નાના ફોલ્લીઓ હશે, શક્ય છે કે પેકેજમાં ટુકડાઓ, નાનો ટુકડો બટકું હોય;
પ્રોટીન એ લોટના ઉત્પાદનોનો એક મહત્વપૂર્ણ ઘટક છે. જો તે ઉચ્ચ ગુણવત્તાની હોય, તો દુરમ ઘઉંમાંથી બનાવવામાં આવે છે, તેમાં લગભગ 12-15 ગ્રામ / 100 ગ્રામ હોય છે. ઉત્પાદનની નીચી ગુણવત્તાનું સૂચક મહત્તમ 10 ગ્રામ / 100 ગ્રામની પ્રોટીન સામગ્રી છે;
કિંમત પર ધ્યાન આપો - સારા પાસ્તા વધુ ખર્ચાળ છે, પ્રીમિયમ વર્ગનો ઉલ્લેખ કરે છે;
સ્પાઘેટ્ટી જેવા પાસ્તાનું બીજી રીતે પરીક્ષણ કરવામાં આવે છે - વિશ્લેષણ કરો કે તેઓ કેવી રીતે તૂટી જાય છે, પરંતુ તમે રસોઈ પ્રક્રિયા પહેલા જ આ કરી શકો છો. જો તેઓ ઉચ્ચ ગુણવત્તાવાળા હોય, તો પછી તેઓ સારી રીતે વળે છે, પરંતુ તેઓ મજબૂત છે, તેથી તેમને તોડવું એટલું સરળ નથી, જે કાચા માલના નરમ ગ્રેડમાંથી બનાવેલા ઉત્પાદનો વિશે કહી શકાય નહીં;
રસોઈ કર્યા પછી ગુણવત્તાયુક્ત ઉત્પાદન તેનો આકાર, પીળો-સોનેરી રંગ જાળવી રાખે છે, પછી ભલે તે લાંબા સમય સુધી પાણીમાં રહે;
સારા પાસ્તા એ હકીકત દ્વારા વર્ગીકૃત થયેલ છે કે તે ઓછામાં ઓછું ઉકળે છે, અને તેથી એક સાથે વળગી રહેતું નથી.
YouTube પર આ વિડિયો જુઓ
ઇલેક્ટ્રોડ ફીડ દરનો પ્રભાવ
ફીડ દર વેલ્ડીંગ માટે ઇલેક્ટ્રોડ્સ પૂરી પાડવામાં આવેલ પીગળેલી સામગ્રીની જરૂરી રકમ પૂરી પાડવી જોઈએ. તેની અપૂરતી રકમ અન્ડરકટીંગ તરફ દોરી શકે છે. ડાયરેક્ટ અને રિવર્સ પોલેરિટી વેલ્ડીંગ બંનેમાં આ પરિબળ ખૂબ જ મહત્વપૂર્ણ છે.
આર્ક વેલ્ડીંગ દરમિયાન, સંયુક્ત સાથે સળિયાની ઝડપી હિલચાલને કારણે, આર્ક પાવર મેટલને ગરમ કરવા માટે પૂરતી ન હોઈ શકે. પરિણામે, છીછરા સીમ રચાય છે, જે મેટલની ટોચ પર પડેલી છે. કિનારીઓ અધૂરી રહે છે.
ઇલેક્ટ્રોડની ધીમી એડવાન્સ ઓવરહિટીંગ તરફ દોરી જાય છે. આ કિસ્સામાં, સપાટીને બાળી નાખવા અને પાતળા ધાતુને વિકૃત કરવું શક્ય છે.
આધુનિક વેલ્ડીંગ મશીનોમાં વિવિધ કાર્યો અને ક્ષમતાઓની વિશાળ શ્રેણી છે. તેમ છતાં, આ ક્ષણે, અત્યાર સુધી, મોટાભાગના ગુણવત્તાયુક્ત કાર્ય વ્યક્તિની કુશળતા દ્વારા ચોક્કસપણે નક્કી કરવામાં આવે છે.
ઇલેક્ટ્રિક વેલ્ડીંગનો ઉપયોગ કરીને પાઈપોને કનેક્ટ કરવું
મેટલ ઇલેક્ટ્રોફ્યુઝન ફિટિંગ
ઇલેક્ટ્રોફ્યુઝન ફીટીંગ એ એવા ઉપકરણો છે જે વર્કપીસના બે ભાગોને જોડવામાં મદદ કરે છે.ત્યાં બે ફોર્મેટ છે: થ્રેડેડ અને વેલ્ડેડ. થ્રેડેડ ફિટિંગ એન્ડ્સ - ફિટિંગની અંદર અને બહાર થ્રેડેડ. અને ફિટિંગમાં ચેમ્ફર પણ છે, જે ઇલેક્ટ્રિક વેલ્ડના અમલીકરણની સુવિધા આપે છે.
આમાંના ઘણા ઉપકરણો બે ઘટકોનો ઉપયોગ કરીને ભાગ સાથે જોડાયેલા છે: એક ઘૂંટણ અને કુંદો. પ્રથમ વેરિઅન્ટમાં, વ્યાસ બીજા કરતા મોટો છે, અને બીજો, એક નિયમ તરીકે, વેલ્ડિંગ કરવાના ભાગ સાથે એકરુપ છે.
ઇલેક્ટ્રિક ફિટિંગ પોલિઇથિલિન
આ ભાગો તમને જોડાયેલા ભાગોના ઇલેક્ટ્રોફ્યુઝનને વધારવા માટે પરવાનગી આપે છે. સામાન્ય રીતે, પોલિઇથિલિન સહાયક ફિટિંગનો ઉપયોગ પોલિઇથિલિન પાણીના પાઈપો માટે થાય છે, જે નીચા દબાણવાળી સિસ્ટમ્સ માટે રચાયેલ છે.
 એચડીપીઇ ફીટીંગ્સ બટ અથવા ઓવરલેપ સાથે પાઈપો પર સ્થાપિત થયેલ છે. તત્વો ખાસ ધારક દ્વારા રાખવામાં આવે છે. કનેક્શન અને ટ્યુબ ઇન્સ્ટોલ કરવામાં આવે છે, પછી ફિટિંગમાં દાખલ કરીને ગરમ થાય છે.
એચડીપીઇ ફીટીંગ્સ બટ અથવા ઓવરલેપ સાથે પાઈપો પર સ્થાપિત થયેલ છે. તત્વો ખાસ ધારક દ્વારા રાખવામાં આવે છે. કનેક્શન અને ટ્યુબ ઇન્સ્ટોલ કરવામાં આવે છે, પછી ફિટિંગમાં દાખલ કરીને ગરમ થાય છે.
તે નોંધનીય છે કે ઇલેક્ટ્રિક વેલ્ડીંગ માટેના બંને વિકલ્પો રાસાયણિક ક્રિયા પર આધારિત છે - 170 ડિગ્રી સેલ્સિયસ તાપમાને પોલિમરની પરમાણુ સાંકળોનો વિનાશ અને પ્લાસ્ટિકને સખત બનાવવાની પ્રક્રિયામાં નવીની રચના.
જોડાણ અને ઇલેક્ટ્રોપોલિનેશન
આધુનિક વિદ્યુત ટેક્નોલોજી એવા સ્તરે પહોંચી ગઈ છે જ્યાં ભારે, વાપરવા માટે મુશ્કેલ અને અપ્રચલિત સાધનો વિના કરવું સરળ છે.
બાહ્ય આવરણ અને તેની ફિટિંગ પીગળી જાય છે અને જેમ જેમ તાપમાન ઘટે છે તેમ નવી પોલિમર સાંકળ બને છે. પરિણામે, પોલિઇથિલિન પાઈપોના ઉચ્ચ-ગુણવત્તાવાળા ઇલેક્ટ્રિક વેલ્ડીંગની ખાતરી આપવામાં આવે છે, જેનો ઉપયોગ સ્થાનિક સિસ્ટમો અને ઔદ્યોગિક પાઇપલાઇન્સ બંને માટે સુરક્ષિત રીતે થઈ શકે છે.
આ ફિટિંગ નીચેના ફાયદાઓ દ્વારા વર્ગીકૃત થયેલ છે:
- તેઓ 20 થી 400 મીમીના વ્યાસ સાથે પાઈપોને જોડે છે;
- કનેક્શન આંતરિક રીતે ઇન્સ્ટોલ કરેલું છે અને ઉચ્ચ દબાણની કામગીરીનો સામનો કરવા સક્ષમ છે;
- તેઓ બધા રસાયણો માટે નિષ્ક્રિય છે અને તેથી પાણી માટે પણ સલામત છે;
- કોઈપણ દબાણના વધારાનો સામનો કરો.
ફિટિંગમાં વિશાળ શ્રેણી છે - નાનાથી મોટા વ્યાસ સુધી. તેઓ મોટા રાસાયણિક છોડમાં પણ વાપરી શકાય છે.
ફિટિંગ ઇન્સ્ટોલ કરવા માટે તમે ટ્રાન્સફોર્મરનો ઉપયોગ કરી શકો છો.
ઇલેક્ટ્રિક પાઇપ વેલ્ડીંગ કેવી રીતે તૈયાર કરવી
તૈયારી: વેલ્ડર, વર્કપીસ, કનેક્ટિંગ એલિમેન્ટ, ટ્રાન્સફોર્મર સંપૂર્ણ તૈયારી અને અખંડિતતામાં.
જમણા ખૂણા પર પાઇપ.
ચોક્કસ કટીંગ માટે, ભાગની ધારના ચેમ્ફર સાથે.
પાઇપ ફિટિંગમાં પસાર થાય છે અને તે સ્થાનને ઠીક કરે છે જ્યાં તે અગાઉ નોંધ્યું હતું.
ડીગ્રીઝ ભાગો.
વેલ્ડીંગ ટ્રાન્સફોર્મરને પાવર સ્ત્રોત સાથે કનેક્ટ કર્યા પછી, વેલ્ડીંગ સંયુક્ત બનાવો.
વેલ્ડીંગ મશીન બંધ છે અને વોર્મ-અપ મોડ 30 મિનિટ માટે ચાલુ છે.
કોઈપણ કનેક્શન અથવા ધારકને ખસેડવું નહીં તે મહત્વનું છે! બંધ કર્યા પછી, સંપૂર્ણ ઠંડકની રાહ જુઓ.
ઉપકરણ ઉપયોગ અને વધુ જોડાણ માટે તૈયાર છે!
હોમ વેલ્ડરના તકનીકી સાધનો
મેન્યુઅલ ES ની ચાપ બનાવવા માટે, ઇલેક્ટ્રિક વર્તમાન સ્ત્રોતની આવશ્યકતા છે જે ED ને પાવર કરવા માટે ઇલેક્ટ્રિક ઊર્જાનો સ્થિર પુરવઠો પૂરો પાડે છે. મેન્યુઅલ ES માટે સમાન રીતે લાગુ પડે છે વૈકલ્પિક વર્તમાન સ્ત્રોતો, અને ડાયરેક્ટ કરંટ પર કામ કરતા ઉપકરણો. વેલ્ડીંગ સાધનોના ઘરેલુ ઉપયોગની પરિસ્થિતિઓમાં, ઇલેક્ટ્રિકલ વાયરિંગની સ્થિતિ કે જેમાં ખરીદેલ વેલ્ડીંગ એકમ જોડાયેલ હશે તે એક મહત્વપૂર્ણ ભૂમિકા ભજવે છે. આનાથી શિખાઉ માણસ "વેલ્ડેડ" ઉપયોગ કરી શકે તેવા સાધનોના પ્રકારને નિર્ધારિત કરશે.






મહત્વપૂર્ણ! વેલ્ડીંગ મશીન તેના રક્ષણાત્મક અને નિયમનકારી ઉપકરણો - પ્લગ અને ફ્યુઝ, સ્વચાલિત મશીનો, વગેરેના પરિમાણોની અંદર ઘરગથ્થુ વિદ્યુત નેટવર્કથી કાર્ય કરવા સક્ષમ છે. જો "વેલ્ડર" ની કામગીરીની લાક્ષણિકતાઓ ઇલેક્ટ્રિકલ નેટવર્કની રક્ષણાત્મક સિસ્ટમની આવશ્યકતાઓને પૂર્ણ કરતી નથી, તો ફ્લેશિંગ લાઇટ્સ, મશીનો બંધ કરવી, અચાનક વોલ્ટેજની વધઘટને કારણે આખા ઘરમાં ઘરગથ્થુ ઉપકરણોની નિષ્ફળતા શક્ય છે.
હોમ વેલ્ડર નીચેની વસ્તુઓથી સજ્જ હોવું આવશ્યક છે:
- વર્તમાન સ્ત્રોત.

હાલમાં, ઘરેલું ઉપયોગ માટેના વેલ્ડીંગ સાધનોને ઘણીવાર MMA (અંગ્રેજીમાંથી. મેટલ મેન્યુઅલ આર્ક - પીસ કોટેડ ઇલેક્ટ્રોડ્સ સાથે મેન્યુઅલ ES) માટેના સાધનો તરીકે ઓળખવામાં આવે છે. ઇલેક્ટ્રિકલ ઇક્વિપમેન્ટ માર્કેટ ઘર વપરાશ માટે ત્રણ પ્રકારના વર્તમાન સ્ત્રોતો પ્રદાન કરે છે:
- વેલ્ડીંગ ટ્રાન્સફોર્મર્સ વૈકલ્પિક પ્રવાહ પર કામ કરે છે,
- વેલ્ડીંગ રેક્ટિફાયર જે વૈકલ્પિક મુખ્ય વોલ્ટેજને ડાયરેક્ટ કરંટમાં રૂપાંતરિત કરે છે,
- ઇન્વર્ટર જે ઘરના આઉટલેટમાંથી કામ કરી શકે છે.
- વહન સાથે પાવર કેબલ અને લીડ વાયરનો સમૂહ.
- ઇલેક્ટ્રોડ ધારકો (સ્પ્રિંગ અથવા લીવર), જેને સામાન્ય રીતે "ધારકો" કહેવાય છે.
- વેલ્ડરના વ્યક્તિગત રક્ષણાત્મક સાધનો:
- ગરમી પ્રતિરોધક કપડાં, પગરખાં, મોજા અથવા મિટન્સ,
- રક્ષણાત્મક માસ્ક.
ઇલેક્ટ્રિક વેલ્ડીંગ ટેકનોલોજી
અનુભવી વેલ્ડર્સના માર્ગદર્શન હેઠળ ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા ભાગોને યોગ્ય રીતે કેવી રીતે વેલ્ડ કરવું તે શીખવું વધુ સારું છે. જો કોઈ કારણોસર આ કામ કરતું નથી, તો તમે તેને જાતે અજમાવી શકો છો. પ્રથમ તમારે કાર્યસ્થળને યોગ્ય રીતે ગોઠવવાની જરૂર છે
આ ખૂબ જ મહત્વપૂર્ણ છે, કારણ કે વેલ્ડીંગ એ ઉચ્ચ-તાપમાન છે, અને તેથી આગ જોખમી પ્રક્રિયા છે.
કામ કરવા માટે, તમારે વર્કબેન્ચ અથવા બિન-જ્વલનશીલ સામગ્રીથી બનેલા કોઈપણ અન્ય આધારને પસંદ કરવાની જરૂર છે.લાકડાના કોષ્ટકો અને સમાન ઉત્પાદનો સખત પ્રતિબંધિત છે. તે ઇચ્છનીય છે કે વેલ્ડીંગ હાથ ધરવામાં આવશે તે સ્થળની નજીક કોઈ જ્વલનશીલ પદાર્થો નથી.
ઇગ્નીશનના સંભવિત સ્ત્રોતોને દૂર કરવા માટે તમારી નજીક પાણીની એક ડોલ મૂકવાની ખાતરી કરો. વધુમાં, તમારે એક સુરક્ષિત સ્થાન નક્કી કરવાની જરૂર છે જ્યાં વપરાયેલ ઇલેક્ટ્રોડ્સના અવશેષો સંગ્રહિત કરવામાં આવશે. તેમાંથી નાનામાં પણ આગ લાગી શકે છે.
વેચાણ પર તમે વિવિધ વ્યાસના વેલ્ડીંગ ઇલેક્ટ્રોડ્સ શોધી શકો છો. વેલ્ડિંગ કરવા માટે મેટલની જાડાઈના આધારે જરૂરી સળિયાનું કદ પસંદ કરવામાં આવે છે.
પ્રથમ સ્વતંત્ર સીમ માટે, તમારે મેટલનો બિનજરૂરી ભાગ તૈયાર કરવાની અને તેના માટે ઇલેક્ટ્રોડ્સ પસંદ કરવાની જરૂર છે. નિષ્ણાતો આવા કિસ્સાઓમાં 3 એમએમ સળિયાનો ઉપયોગ કરવાની ભલામણ કરે છે. નાના વ્યાસનો ઉપયોગ પાતળી શીટ્સના વેલ્ડિંગ માટે થાય છે, જેમાંથી શીખવા માટે અસુવિધાજનક છે. મોટા વ્યાસના ઇલેક્ટ્રોડને ઉચ્ચ સાધન શક્તિની જરૂર પડે છે.
અમે ધાતુના વિસ્તારને સાફ કરીને શરૂ કરીએ છીએ જેના પર સીમ સ્થિત હશે. ત્યાં કોઈ રસ્ટ અથવા કોઈપણ દૂષણ હોવું જોઈએ નહીં.
ભાગ તૈયાર થયા પછી, ઇલેક્ટ્રોડ લો અને તેને વેલ્ડીંગ મશીનના ક્લેમ્પમાં દાખલ કરો. પછી અમે "ગ્રાઉન્ડિંગ" ક્લેમ્પ લઈએ છીએ અને તેને ભાગો સાથે નિશ્ચિતપણે જોડીએ છીએ. ફરીથી કેબલ તપાસો. તે ધારકમાં ટકેલું હોવું જોઈએ અને સારી રીતે ઇન્સ્યુલેટેડ હોવું જોઈએ.
હવે તમારે વેલ્ડીંગ મશીન માટે ઓપરેટિંગ વર્તમાન પાવર પસંદ કરવાની જરૂર છે. તે ઇલેક્ટ્રોડના વ્યાસ અનુસાર પસંદ થયેલ છે. અમે વેલ્ડીંગ સાધનોના પેનલ પર પસંદ કરેલ પાવર સેટ કરીએ છીએ.
આગળનું પગલું એ ચાપને સળગાવવાનું છે. આ કરવા માટે, ઇલેક્ટ્રોડને લગભગ 60 ° ના ખૂણા પર વર્કપીસ પર લાવવું આવશ્યક છે અને ખૂબ જ ધીમે ધીમે આધાર પર પસાર થવું જોઈએ. તણખા હોવા જોઈએ.જલદી આવું થાય, ઇલેક્ટ્રોડને ભાગ પર હળવાશથી સ્પર્શ કરો અને તરત જ તેને 5 મીમીથી વધુની ઊંચાઈએ વધારો નહીં.
વેલ્ડીંગ ઇન્વર્ટર ઓપરેશન માટે તૈયાર છે. તેની સાથે બે કેબલ જોડાયેલા છે: એક ઇલેક્ટ્રોડ માટે ક્લેમ્પ સાથે, બીજો ગ્રાઉન્ડિંગ માઉન્ટ સાથે
આ ક્ષણે, ચાપ ચમકે છે, જે સમગ્ર ઓપરેશન સમય દરમિયાન જાળવવી આવશ્યક છે. તેની લંબાઈ 3-5 મીમી હોવી જોઈએ. આ ઇલેક્ટ્રોડની ટોચ અને વર્કપીસ વચ્ચેનું અંતર છે.




કાર્યકારી સ્થિતિમાં ચાપ જાળવતી વખતે, તે યાદ રાખવું આવશ્યક છે કે ઓપરેશન દરમિયાન ઇલેક્ટ્રોડ બળી જાય છે અને ટૂંકા બને છે. જો ઇલેક્ટ્રોડ વર્કપીસની ખૂબ નજીક છે, તો ચોંટી શકે છે. આ કિસ્સામાં, તમારે તેમને સહેજ બાજુ પર સ્વિંગ કરવાની જરૂર છે. ચાપ પ્રથમ વખત સળગાવશે નહીં. કદાચ ત્યાં પૂરતી વર્તમાન નથી, પછી તેને વધારવાની જરૂર છે.
શિખાઉ વેલ્ડર ચાપને કેવી રીતે સળગાવવું અને તેને કાર્યકારી સ્થિતિમાં કેવી રીતે રાખવું તે શીખ્યા પછી, તમે મણકાને વેલ્ડિંગ કરવાનું શરૂ કરી શકો છો. આ તમામ કામગીરીમાં સૌથી સરળ છે. અમે ચાપ પર આગ લગાવીએ છીએ અને ભાવિ સીમ સાથે ઇલેક્ટ્રોડને ખૂબ જ સરળ અને કાળજીપૂર્વક ખસેડવાનું શરૂ કરીએ છીએ.
તે જ સમયે, અમે નાના કંપનવિસ્તાર સાથે અર્ધચંદ્રાકાર ચંદ્રની જેમ ઓસીલેટરી હલનચલન કરીએ છીએ. આપણે પીગળેલી ધાતુને ચાપની મધ્યમાં એક પ્રકારનું “રેક” કરીએ છીએ. આમ, તમારે રોલરની જેમ સમાન સીમ મેળવવી જોઈએ. તેમાં ધાતુના નાના તરંગ જેવા પ્રવાહો હશે. સીમ ઠંડુ થયા પછી, તેમાં સ્કેલ નાખવો આવશ્યક છે.