
- વિહંગાવલોકન જુઓ
- પ્રેસ ટોંગ્સનો યોગ્ય રીતે ઉપયોગ કેવી રીતે કરવો
- પ્રકારો
- મેન્યુઅલ યાંત્રિક
- હાઇડ્રોલિક
- ઇલેક્ટ્રો-હાઇડ્રોલિક
- મેટલ-પ્લાસ્ટિક પાઈપો માટે કયો પ્રકાર વધુ સારો છે
- આવા ભાગોના સક્ષમ ઇન્સ્ટોલેશનના રહસ્યો
- પ્રેસ સાણસી કેવી રીતે પસંદ કરવી?
- નિષ્ણાતો પાસેથી રહસ્યો માઉન્ટ કરવાનું
- સાણસી દબાવવા માટે પાઈપો તૈયાર કરી રહ્યા છીએ
- હેન્ડ ટૂલ વડે ક્રિમિંગ કેવી રીતે કરવામાં આવે છે?
- સાધન સાથે કેવી રીતે કામ કરવું
- સલામતીના નિયમો
- જોડાણ માટે પાઈપો તૈયાર કરી રહ્યા છીએ
- મેન્યુઅલ સાધનો સાથે ક્રિમિંગ કેવી રીતે હાથ ધરવા
- પ્રેસ ટોંગ્સની સંભાળ રાખવા માટેની ટિપ્સ
- મેટલ-પ્લાસ્ટિક પાઈપો માટે સાણસી દબાવો
- પ્રેસિંગ સાણસીના પ્રકાર
- મેટલ-પ્લાસ્ટિક પાઈપો માટે પ્રેસિંગ સાણસીની પસંદગી
- વિષય પર તારણો અને ઉપયોગી વિડિઓ
વિહંગાવલોકન જુઓ
XLPE પાઈપો તેમના નોંધપાત્ર ગુણધર્મોને કારણે વ્યાપકપણે ઉપયોગમાં લેવાય છે:
- 120 ડિગ્રી સેલ્સિયસ સુધી તાપમાનનો સામનો કરવાની ક્ષમતા;
- ઓછા વજન, આ સામગ્રીમાંથી બનેલા પાઈપોનું વજન સ્ટીલ પાઈપો કરતા લગભગ 8 ગણું ઓછું હોય છે;
- રસાયણો સામે પ્રતિકાર;
- પાઈપોની અંદર સરળ સપાટી, જે સ્કેલ બનાવવાની મંજૂરી આપતી નથી;
- લાંબી સેવા જીવન, લગભગ 50 વર્ષ, સામગ્રી સડતી નથી અને ઓક્સિડાઇઝ થતી નથી જો ઇન્સ્ટોલેશન ઉલ્લંઘન વિના યોગ્ય રીતે કરવામાં આવ્યું હતું;
- ક્રોસ-લિંક્ડ પોલિઇથિલિન યાંત્રિક તાણ, ઉચ્ચ દબાણ માટે સારી રીતે પ્રતિરોધક છે - પાઈપો 15 વાતાવરણના દબાણનો સામનો કરવામાં સક્ષમ છે અને તાપમાનના ફેરફારોને સારી રીતે સહન કરે છે;
- બિન-ઝેરી સામગ્રીથી બનેલી છે, જે તેમને પાણીના પાઈપોની સ્થાપનામાં ઉપયોગ કરવાની મંજૂરી આપે છે.
ક્રોસ-લિંક્ડ પોલિઇથિલિનથી બનેલી હીટિંગ સિસ્ટમ્સ અથવા પાઇપલાઇન્સના ઇન્સ્ટોલેશનની ગુણવત્તા આ હેતુ માટે ઉપયોગમાં લેવાતા સાધન પર આધારિત છે. તેને બે જૂથોમાં વિભાજિત કરી શકાય છે.
- વ્યવસાયિક, દરરોજ અને મોટા પ્રમાણમાં કામ માટે વપરાય છે. તેના મુખ્ય તફાવતો ઊંચી કિંમત, કામગીરીની ટકાઉપણું અને વિવિધ વધારાના કાર્યો છે.
- કલાપ્રેમીનો ઉપયોગ હોમવર્ક માટે થાય છે. તેનો ફાયદો - ઓછી કિંમત, ગેરફાયદા - ઝડપથી નિષ્ફળ જાય છે, અને ત્યાં કોઈ સહાયક વિકલ્પો નથી.
કામ કરવા માટે તમારે નીચેનાની જરૂર પડશે:
- પાઇપ કટર (સેકેટર્સ) - ખાસ કાતર, તેમનો હેતુ જમણા ખૂણા પર પાઈપો કાપવાનો છે;
- વિસ્તરણકર્તા (વિસ્તરણકર્તા) - આ ઉપકરણ પાઈપોના છેડાને જરૂરી કદમાં વિસ્તરે છે (જ્વાળાઓ), ફિટિંગને સુરક્ષિત રીતે જોડવા માટે સોકેટ બનાવે છે;
- પ્રેસનો ઉપયોગ કપલિંગના ઇન્સ્ટોલેશનની જગ્યાએ ક્રિમિંગ (સ્લીવનું એકસમાન કમ્પ્રેશન) માટે થાય છે, મુખ્યત્વે ત્રણ પ્રકારના પ્રેસનો ઉપયોગ થાય છે - મેન્યુઅલ, રીસેમ્બલીંગ ટોંગ્સ, હાઇડ્રોલિક અને ઇલેક્ટ્રિક;
- વિસ્તરણકર્તા અને પ્રેસ માટે નોઝલનો સમૂહ, જે વિવિધ વ્યાસના પાઈપો સાથે કામ કરવા માટે જરૂરી રહેશે;
- કેલિબ્રેટરનો ઉપયોગ પાઇપના અંદરના ભાગને કાળજીપૂર્વક ચેમ્ફર કરીને ફિટિંગ ઇન્સ્ટોલેશન માટે કટ તૈયાર કરવા માટે થાય છે;
- સ્પેનર્સ
- વેલ્ડીંગ મશીન ઇલેક્ટ્રોફ્યુઝન ફીટીંગ્સ સાથે પાઈપોને કનેક્ટ કરવા માટે રચાયેલ છે (ત્યાં મેન્યુઅલ સેટિંગ્સવાળા ઉપકરણો છે, પરંતુ ત્યાં આધુનિક સ્વચાલિત ઉપકરણો પણ છે જે ફીટીંગ્સમાંથી માહિતી વાંચી શકે છે અને વેલ્ડીંગ પૂર્ણ થયા પછી તેમના પોતાના પર બંધ કરી શકે છે).
એક છરી, એક બિલ્ડીંગ હેર ડ્રાયર અને ખાસ લુબ્રિકન્ટ પણ કામમાં આવી શકે છે જેથી કપ્લીંગને સ્થાને ફિટ કરવામાં સરળતા રહે.તમે રિટેલમાં આખું ટૂલ ખરીદી શકો છો, પરંતુ એસેમ્બલી કીટ ખરીદવાનો વધુ સારો ઉપાય છે જેમાં તમને જોઈતી દરેક વસ્તુ હશે.


પ્રેસ ટોંગ્સનો યોગ્ય રીતે ઉપયોગ કેવી રીતે કરવો
આ સાધનનું સંચાલન કરતા પહેલા, તેના ઉપયોગ માટે પ્રમાણભૂત સૂચનાઓથી પોતાને પરિચિત કરવા માટે તે અનાવશ્યક રહેશે નહીં.
મેટલ-પ્લાસ્ટિક પાઈપોના ફિટિંગ અને તેમના કનેક્શનને ક્રિમિંગ નીચેના ક્રમમાં હાથ ધરવામાં આવે છે:
- પ્રથમ, પાઇપ ટ્રીમની બાજુમાંથી એક ચેમ્ફર દૂર કરવામાં આવે છે. અંડાકારથી છુટકારો મેળવવા માટે, એક ગેજનો ઉપયોગ કરવામાં આવે છે જે પાઇપની અંદર નાખવામાં આવે છે.
- પાઇપ પર સ્લીવ મૂકવામાં આવે છે.
- માઉન્ટેડ રબર સીલ સાથેનું ફિટિંગ પાઇપમાં નાખવામાં આવે છે. વિદ્યુત કાટ અટકાવવા માટે મેટલ કપ્લીંગ સાથે પાઇપના જંકશન પર ડાઇલેક્ટ્રિક સામગ્રીથી બનેલી ગાસ્કેટ સ્થાપિત કરવામાં આવે છે.
- આગળ, સ્ટીલની સ્લીવને કોઈપણ પ્રેસ ટોંગ્સ સાથે સંકુચિત કરવામાં આવે છે જેમાં ચોક્કસ લાઇનર્સ નાખવામાં આવે છે.

એવું માનવામાં આવે છે કે પ્રેસ ફિટિંગ કમ્પ્રેશન પ્રકાર કરતાં વધુ સારું જોડાણ પ્રદાન કરે છે. તેઓ ઘણીવાર છુપાયેલા સિસ્ટમ્સમાં ઉપયોગમાં લેવાય છે જે દિવાલો અને ફ્લોરમાં નાખવામાં આવે છે. આમાં, ઉદાહરણ તરીકે, ગરમ પાણીના માળનો સમાવેશ થાય છે - તેઓ સીધા જ સ્ક્રિડમાં છુપાવે છે. જો કે, ક્રિમિંગ કપ્લિંગ્સ માટે, તમે વિશિષ્ટ સાધન વિના કરી શકતા નથી, જે અમુક અંશે ઘરના સમારકામ કરનારાઓને ધીમું કરે છે, જેઓ, કુદરતી રીતે, એક સમયના ઉપયોગ માટે ખર્ચાળ સાધનો ખરીદવા માંગતા નથી.
પ્રકારો
પ્રેસિંગ સાણસીનું વર્ગીકરણ:
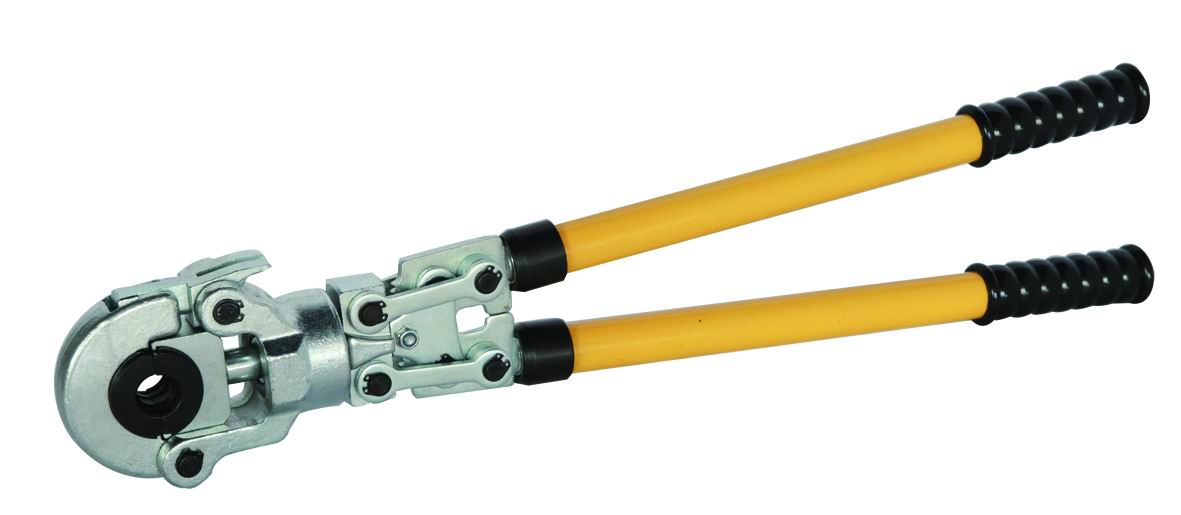
- મેન્યુઅલ યાંત્રિક.
- હાઇડ્રોલિક.
- ઇલેક્ટ્રોહાઇડ્રોલિક.
મેન્યુઅલ બે પ્રકારના હોય છે: મીની અને સ્ટાન્ડર્ડ.
હેતુ દ્વારા, સાધનસામગ્રીને વ્યાવસાયિક અને બિન-વ્યાવસાયિક (ઘરગથ્થુ) માં વિભાજિત કરવામાં આવે છે.
મેન્યુઅલ યાંત્રિક
નાના વ્યાસના પાઈપોને ક્રિમિંગ કરવા માટેનું સૌથી સરળ ઉપકરણ મેન્યુઅલ મિની-પ્લિયર્સ છે. 20 મીમી સુધી પાઈપોના કમ્પ્રેશન પર લાગુ થાય છે.વ્યવહારીક રીતે આવા વ્યાસનો ઉપયોગ ગરમ અને ઠંડા પાણીના ઇન્ટ્રા-હાઉસ વાયરિંગ માટે થાય છે. હીટિંગ માટે, પહેલાથી જ મોટા વ્યાસની જરૂર છે. ઉપકરણ કોમ્પેક્ટ છે, તેનું વજન લગભગ 2.5 કિગ્રા વત્તા નોઝલ છે, અને તે સસ્તું છે. મિની-ડિવાઈસ સાથે કામ કરવું સરળ અને સરળ છે, પરંતુ મોટા પ્રમાણમાં કામ કરવાથી હાથ થાકી જાય છે. તેથી, તે ફક્ત ઘર અથવા એપાર્ટમેન્ટમાં થોડી માત્રામાં કામ કરવા માટે યોગ્ય છે.

પ્રમાણભૂત ઉપકરણ મોટું છે, તેમાં વિસ્તરેલ ટેલિસ્કોપિક હેન્ડલ્સ છે. ક્રિમિંગ હેડ પરનું બળ ગિયર ટ્રાન્સમિશનનો ઉપયોગ કરીને પ્રસારિત થાય છે - આ ફિટિંગને ક્લેમ્પિંગ કરતી વખતે બળને નિયંત્રિત કરવામાં મદદ કરે છે. પ્રમાણભૂત ક્રિમિંગ મશીનો સાથે કામ કરવા માટે તેને વિશેષ કુશળતાની જરૂર નથી. એપ્લિકેશન પર પ્રતિબંધ - 25 મીમી (ભાગ્યે જ 32 મીમી સુધી) ના બાહ્ય વ્યાસ સાથે પાઈપોને સંકુચિત કરવું શક્ય છે. આવા પ્રેસ ટોંગ્સ સાથે, તમે ઘરે હીટિંગ સિસ્ટમના વાયરિંગને માઉન્ટ કરી શકો છો. સમાન ડિઝાઇન સાથે મોટી સંખ્યામાં ઇન્સ્ટોલેશન કાર્ય કરવું કંટાળાજનક છે.
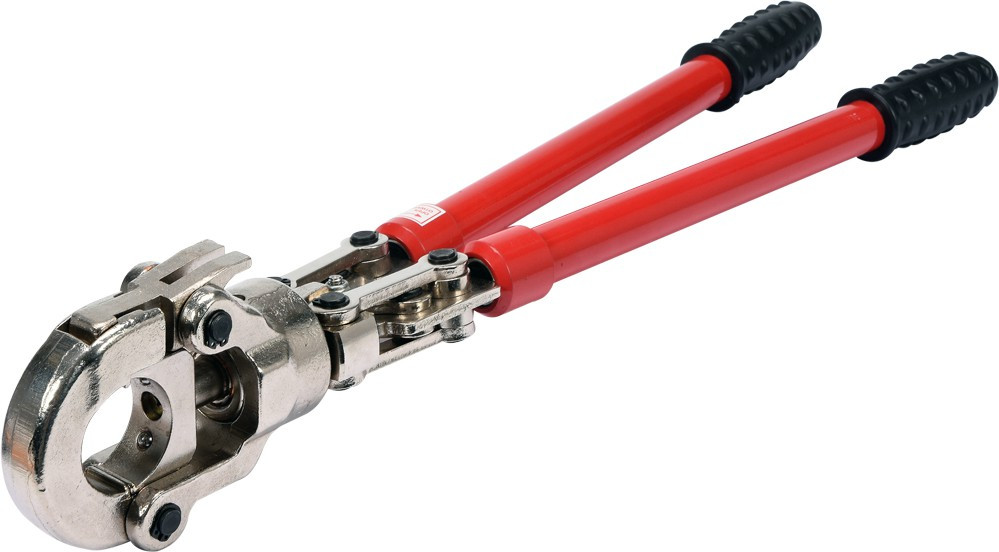
હાઇડ્રોલિક
પિન્સર્સના હાઇડ્રોલિક મોડલ છે. ઉપકરણના એક હેન્ડલમાં હાઇડ્રોલિક સિલિન્ડર બાંધવામાં આવે છે. જ્યારે હેન્ડલ્સ એકસાથે લાવવામાં આવે છે, ત્યારે હાઇડ્રોલિક સિલિન્ડરમાં ઉચ્ચ કાર્યકારી દબાણ બનાવવામાં આવે છે, જે બળને ક્રિમિંગ હેડમાં સ્થાનાંતરિત કરે છે. આવા ઉપકરણ પર કામ કરવા માટે ઓછા શારીરિક પ્રયત્નોની જરૂર પડે છે, તેનો ઉપયોગ 32 મીમી સુધીના સહેજ મોટા વ્યાસના પાઈપોને કાપવા માટે થઈ શકે છે. ગેરફાયદા - નોંધપાત્ર ખર્ચ અને નિયમિત જાળવણીની જરૂરિયાત.

ઇલેક્ટ્રો-હાઇડ્રોલિક
મેટલ-પ્લાસ્ટિક પાઇપલાઇન્સ માટે પ્રેસિંગ ટૂલ્સના સૌથી શક્તિશાળી મોડલ ઇલેક્ટ્રો-હાઇડ્રોલિક છે. તેમાં કામદારના સ્નાયુબદ્ધ પ્રયાસને ઇલેક્ટ્રિક ડ્રાઇવ અને હાઇડ્રોલિક સિસ્ટમના કામ દ્વારા બદલવામાં આવે છે. આવા પ્રેસનો ઉપયોગ Ø 108 mm લાઇન પર ફિટિંગને ક્રિમિંગ કરવા માટે કરી શકાય છે.તે ધ્યાનમાં રાખવું જોઈએ કે વ્યાસમાં વધારો સાથે, જોડાણની વિશ્વસનીયતા થોડી ઓછી થાય છે. ઇલેક્ટ્રિક મોડલ્સને કેટલીકવાર પ્રેસ ગન કહેવામાં આવે છે - તેમની પાસે હેન્ડલ્સ હોતા નથી, તેઓ નોઝલ સાથે સામાન્ય ડ્રિલ જેવા વધુ આકારના હોય છે.











મોટરાઇઝ્ડ ઉપકરણો સરળ અને ખૂબ જ સચોટ ક્રિમિંગ કરે છે અને તમામ પ્રકારના ટૂલ્સનું ઉચ્ચતમ ગુણવત્તા (મજબૂત અને ચુસ્ત) જોડાણ કરે છે.
મોટેભાગે 50 મીમી સુધીના વ્યાસવાળા અને મોટા કદ માટે શક્તિશાળી વિશાળ ડિઝાઇનવાળા ક્રિમિંગ કનેક્ટર્સ માટે વધુ કોમ્પેક્ટ ઉપકરણો હોય છે. બધા પાવર ટૂલ્સમાં ઉચ્ચ ઉત્પાદકતા હોય છે, શ્રમ ખર્ચ ઘટાડે છે અને પાઇપ ઇન્સ્ટોલેશનની પ્રક્રિયાને ઝડપી બનાવે છે. ઉપકરણો ઘણા સમાન વ્યાસના ક્રિમિંગ કનેક્ટર્સ માટે નોઝલના સમૂહથી સજ્જ છે.
વીજ પુરવઠાની પદ્ધતિ અનુસાર ઇલેક્ટ્રિક મોડલ્સને ત્રણ પ્રકારોમાં વહેંચવામાં આવે છે:
નેટવર્ક. તેઓ 220 V ના ઘરેલુ નેટવર્કથી કામ કરે છે.

રિચાર્જેબલ. તેઓ બેટરી દ્વારા સંચાલિત છે, વ્યાસના આધારે 50 થી 100 કમ્પ્રેશન્સ કરે છે (કેટલાક મોડલ 400 કમ્પ્રેશન સુધી). બેટરી 220 V નેટવર્કથી ચાર્જ કરવામાં આવે છે. વાયર વિના કામ કરવું વધુ અનુકૂળ છે, પરંતુ ઉપકરણનું પ્રદર્શન ઓછું છે - જ્યારે તે ભારે લોડ થાય ત્યારે બેટરીને રિચાર્જ કરવાની જરૂર છે.

યુનિવર્સલ મોડલ નેટવર્ક અને સંચયકો બંનેમાંથી કામ કરી શકે છે.
મેટલ-પ્લાસ્ટિક પાઈપો માટે કયો પ્રકાર વધુ સારો છે
કડક શબ્દોમાં કહીએ તો, ધાતુ-પ્લાસ્ટિકની પાઈપો કઈ પ્રેસ ટોંગ્સ સાથે માઉન્ટ કરવામાં આવી હતી તેની પરવા કરતી નથી. પરંતુ તે બધા લોકો માટે સમાન નથી જેઓ ઇન્સ્ટોલેશન કરે છે અને ત્યારબાદ હીટિંગ અથવા પાણી પુરવઠા પ્રણાલીનું સંચાલન કરે છે. ઇલેક્ટ્રિક ટૂલ સાથે કામ કરતી વખતે આદર્શ ગુણવત્તા પ્રાપ્ત થાય છે, પરંતુ હેન્ડ ટૂલ સાથે યોગ્ય ક્રિમિંગની વિશ્વસનીયતા શંકાની બહાર છે. તેથી, ઉપકરણની પસંદગી પાઈપોના વ્યાસ અને કાર્યની માત્રા પર આધારિત છે.
આવા ભાગોના સક્ષમ ઇન્સ્ટોલેશનના રહસ્યો
ભાગોનું સ્થાપન ખૂબ જ ઝડપી અને એકદમ સરળ છે. તેના અમલીકરણ માટે, તમારે એક વિશિષ્ટ સાધનની જરૂર પડશે, જેના વિના ફિટિંગને સંકુચિત કરવું અશક્ય છે.
પ્રેસ સાણસી કેવી રીતે પસંદ કરવી?
ફિટિંગ માટે સાણસી દબાવો - પાઇપ પર ભાગ સ્થાપિત કરવા માટે રચાયેલ ઉપકરણ. મેન્યુઅલ મોડલ અને વધુ જટિલ હાઇડ્રોલિક મોડલ ઉપલબ્ધ છે. સ્વતંત્ર કાર્ય માટે, પ્રથમ વિકલ્પ તદ્દન યોગ્ય છે, કારણ કે તે વાપરવા માટે સૌથી સરળ અને સસ્તું છે. અને તેની મદદથી બનેલા કનેક્શન્સની ગુણવત્તાના સંદર્ભમાં, તેઓ તે પ્રક્રિયા કરતા હલકી ગુણવત્તાવાળા નથી કે જેની પ્રક્રિયામાં વ્યાવસાયિક હાઇડ્રોલિક ટૂલનો ઉપયોગ કરવામાં આવ્યો હતો.
સાધનસામગ્રી ખરીદતી વખતે, તે ધ્યાનમાં રાખવું આવશ્યક છે કે તે ચોક્કસ પાઇપ વ્યાસ સાથે કામ કરવા માટે રચાયેલ છે. ત્યાં વિશિષ્ટ ઇન્સર્ટ્સથી સજ્જ મોડેલો છે જે કેટલાક વ્યાસના પાઈપો સાથે વૈકલ્પિક રીતે કામ કરવાનું શક્ય બનાવે છે. વધુમાં, વેચાણ પર તમે સાધનની સુધારેલી વિવિધતાઓ શોધી શકો છો. તેઓ આ સાથે ચિહ્નિત થયેલ છે:
-
- OPS - ઉપકરણ સ્ટેપ-ટાઈપ ક્લેમ્પ્સનો ઉપયોગ કરીને તેના પર લાગુ દળોને વધારે છે.
- APC - પ્રક્રિયા દરમિયાન, તેની ગુણવત્તા પર સ્વચાલિત નિયંત્રણ હાથ ધરવામાં આવે છે. જ્યાં સુધી ક્રિમ સફળતાપૂર્વક પૂર્ણ ન થાય ત્યાં સુધી પ્રેસ ખુલશે નહીં.
APS - ઉપકરણ ફિટિંગના કદના આધારે સ્વતંત્ર રીતે તેના પર લાગુ કરાયેલ બળનું વિતરણ કરે છે.

ક્રિમ્પિંગ પ્રેસ પેઇર ફિટિંગ ઇન્સ્ટોલ કરવા માટે જરૂરી સાધન છે. ખાસ સાધનોના મેન્યુઅલ અને હાઇડ્રોલિક મોડલ ઉપલબ્ધ છે
કનેક્ટર્સ ખરીદતી વખતે શું જોવું
કનેક્શનની વિશ્વસનીયતા મોટાભાગે ભાગોની ગુણવત્તા પર આધારિત છે.
પ્રેસ ફિટિંગ ખરીદતી વખતે, નિષ્ણાતો નીચેના મુદ્દાઓ પર ધ્યાન આપવાની સલાહ આપે છે:
- કેસ પરના નિશાનોની ગુણવત્તા. ગુણવત્તાયુક્ત ભાગોનું ઉત્પાદન કરતી કંપનીઓ સસ્તા મોલ્ડનો ઉપયોગ કરતી નથી.ફિટિંગના શરીર પરના તમામ પ્રતીકો ખૂબ જ સ્પષ્ટ રીતે છાપવામાં આવે છે.
- ભાગ વજન. ઉચ્ચ-ગુણવત્તાવાળા ઉત્પાદનોના ઉત્પાદન માટે, પિત્તળનો ઉપયોગ થાય છે, જેનું વજન એકદમ મોટું છે. ખૂબ હળવા ફિટિંગને નકારવું વધુ સારું છે.
- તત્વનો દેખાવ. ઓછી ગુણવત્તાવાળા ભાગો એલ્યુમિનિયમ જેવા દેખાતા પાતળા ધાતુના બનેલા હોય છે. તે ગુણવત્તાયુક્ત જોડાણ પ્રદાન કરવામાં સક્ષમ નથી.
તમારે ફિટિંગ પર બચત ન કરવી જોઈએ અને તેને શંકાસ્પદ આઉટલેટ પર "સસ્તામાં" ખરીદવાનો પ્રયાસ કરવો જોઈએ. આ કિસ્સામાં, સમગ્ર પાઇપલાઇનના અનુગામી ફેરફારની ઉચ્ચ સંભાવના છે.










નિષ્ણાતો પાસેથી રહસ્યો માઉન્ટ કરવાનું
ચાલો પાઈપો કાપીને શરૂ કરીએ. અમે જરૂરી લંબાઈને માપીએ છીએ અને તત્વને સખત કાટખૂણે કાપીએ છીએ. આ હેતુ માટે વિશિષ્ટ સાધનનો ઉપયોગ કરવો શ્રેષ્ઠ છે - પાઇપ કટર. આગળનો તબક્કો એ પાઇપના અંતની પ્રક્રિયા છે. અમે ભાગની અંદર એક કેલિબર દાખલ કરીએ છીએ, એક નાની અંડાકારને સીધી કરીએ છીએ જે કટીંગ દરમિયાન અનિવાર્યપણે રચાય છે. અમે આ માટે ચેમ્ફરનો ઉપયોગ કરીને આંતરિક ચેમ્ફરને દૂર કરીએ છીએ. તેની ગેરહાજરીમાં, તમે આ ઓપરેશનને સામાન્ય તીક્ષ્ણ છરીથી કરી શકો છો, અને પછી સપાટીને એમરી કાપડથી સાફ કરી શકો છો.
કામના અંતે, અમે પાઇપ પર પ્રેસ ફિટિંગ મૂકીએ છીએ, ખાસ છિદ્ર દ્વારા તેના ફિટની ચુસ્તતાને નિયંત્રિત કરીએ છીએ. એવા મોડેલ્સ છે જેમાં ફેરુલ ફિટિંગ માટે નિશ્ચિત નથી. તેમના ઇન્સ્ટોલેશન માટે, આવી કામગીરી કરવામાં આવે છે. અમે પાઇપ પર ક્રિમ્પ સ્લીવ મૂકીએ છીએ. અમે તત્વની અંદર ફિટિંગ દાખલ કરીએ છીએ, જેના પર સીલિંગ રિંગ્સ નિશ્ચિત છે. માળખાને ઇલેક્ટ્રોકોરોશનથી બચાવવા માટે, અમે મેટલ કનેક્ટિંગ ભાગ અને મેટલ-પ્લાસ્ટિક પાઇપના સંપર્ક વિસ્તાર પર ડાઇલેક્ટ્રિક ગાસ્કેટ ઇન્સ્ટોલ કરીએ છીએ.
પ્રેસ ફિટિંગના કોઈપણ મોડલને ક્રિમિંગ કરવા માટે, અમે એક સાધનનો ઉપયોગ કરીએ છીએ જે વ્યાસમાં યોગ્ય છે. અમે ક્લેમ્પ પ્રેસ ટોંગ્સ સાથે સ્લીવને પકડીએ છીએ અને તેમના હેન્ડલ્સને સ્ટોપ પર ઘટાડીએ છીએ.ટૂલને દૂર કર્યા પછી, ફિટિંગ પર બે એકસમાન રિંગ સ્ટ્રીપ્સ રહેવી જોઈએ, અને મેટલને આર્ક્યુએટ રીતે વાળવું જોઈએ. કમ્પ્રેશન માત્ર એક જ વાર કરી શકાય છે, ત્યાં કોઈ પુનરાવર્તિત કામગીરી ન હોવી જોઈએ. આ તૂટેલા જોડાણ તરફ દોરી જાય છે.

મેટલ-પ્લાસ્ટિક પાઈપો માટે પ્રેસ ફિટિંગની સ્થાપના ચાર મુખ્ય તબક્કામાં થાય છે, જે આકૃતિમાં બતાવેલ છે.
મેટલ-પ્લાસ્ટિક માટે પ્રેસ ફિટિંગ ખૂબ જ મજબૂત, ટકાઉ જોડાણ પ્રદાન કરે છે. તેમની વિશાળ શ્રેણી વિવિધ રૂપરેખાંકનોની પાઇપલાઇન્સના અમલીકરણને મંજૂરી આપે છે. વધુમાં, તેઓ સ્થાપિત કરવા માટે ખૂબ જ સરળ છે. શિખાઉ માણસ પણ પ્રેસ ફિટિંગ ઇન્સ્ટોલ કરી શકે છે. આ માટે ધીરજ, ચોકસાઈ અને, અલબત્ત, સૂચનાઓનો કાળજીપૂર્વક અભ્યાસ જરૂરી છે. પ્રયત્નોનું પરિણામ ચોક્કસપણે તમને હાથથી બનાવેલી પાઇપલાઇનથી ખુશ કરશે જે ઓપરેશનમાં વિશ્વસનીય છે.
સાણસી દબાવવા માટે પાઈપો તૈયાર કરી રહ્યા છીએ
મેટલ-પ્લાસ્ટિક સિસ્ટમ્સની એસેમ્બલી પહેલાં તરત જ, એટલે કે. પહેલાં પ્રેસ ટોંગ્સનો ઉપયોગ કરીને અને ક્રિમિંગ પ્રવૃત્તિઓ હાથ ધરીને, ટ્યુબ્યુલર સામગ્રી યોગ્ય રીતે તૈયાર કરવામાં આવે છે.

મેટલ-પ્લાસ્ટિક પાઇપ સામગ્રીના માર્કિંગ દરમિયાન, ભાગના બંને છેડાથી નાનો ઓવરલેપ (2-3 સે.મી.) ઉમેરવો હિતાવહ છે. નહિંતર, ફિટિંગ દાખલ કર્યા પછી, ટુકડો અંદાજ મુજબ જરૂરી કરતાં ટૂંકા હશે. ખોટી રીતે ઇન્સ્ટોલ કરેલ પ્રેસ ફિટિંગની સ્થિતિ સુધારી શકાતી નથી. તમારે આખા ટુકડાને કાપીને આ જગ્યાએ એક નવું ઇન્સ્ટોલ કરવું પડશે
ક્રિયાઓનો ક્રમ કોઈપણ પ્રકારના સાધન માટે સુસંગત છે અને ફરજિયાત પાલનની જરૂર છે:
- ટેપ માપનો ઉપયોગ કરીને, ખાડીમાંથી પાઇપ સામગ્રીની આવશ્યક માત્રાને માપો અને માર્કર વડે ચિહ્ન બનાવો જ્યાં ઇચ્છિત કટ હશે.
- મેટલ-પ્લાસ્ટિકને કાપવા માટેની કાતર જરૂરી લંબાઈનો એક ભાગ કાપી નાખે છે, ખાતરી કરો કે પરિણામી ધાર શક્ય તેટલી સમાન છે અને ઉત્પાદનની શરતી કેન્દ્રીય ધરી સાથે સ્પષ્ટ જમણો કોણ બનાવે છે.
- કામ માટે ગિલોટિન ટૂલનો ઉપયોગ કરતી વખતે, તેની નીચલી ધાર પાઇપની સપાટીની સખત સમાંતર રાખવામાં આવે છે, માત્ર કટીંગ ભાગને નરમ સામગ્રીમાં સહેજ દબાવીને.
- જ્યારે આનુષંગિક બાબતો કરવામાં આવે છે, ત્યારે પરિણામી અંતની ધારને કેલિબ્રેટર સાથે ગણવામાં આવે છે. તે કટના આકારને સુધારે છે અને સંરેખિત કરે છે અને ધીમેધીમે અંદરથી ચેમ્ફર કરે છે.
- ક્રિમ્પ સ્લીવને ફિટિંગમાંથી દૂર કરવામાં આવે છે અને પાઇપની ધાર પર મૂકવામાં આવે છે. ફિટિંગ સીધી કટમાં દાખલ કરવામાં આવે છે.
- જોડાણ તત્વોના અંતિમ ભાગોને ચુસ્તપણે દબાવવામાં આવે છે, અને સંયુક્ત વિસ્તાર સીલિંગ ગાસ્કેટથી ઇન્સ્યુલેટેડ છે. તે સામગ્રીને કાટથી સુરક્ષિત કરે છે અને સમગ્ર સિસ્ટમની ચુસ્તતા સુનિશ્ચિત કરે છે.
- સ્લીવમાં પાઇપના પ્લેસમેન્ટનું નિયંત્રણ એજ ઝોનમાં રાઉન્ડ કટ દ્વારા હાથ ધરવામાં આવે છે.
જ્યારે યોગ્ય પ્રારંભિક તૈયારીઓ પૂર્ણ થઈ જાય, ત્યારે પ્રેસ ટોંગ્સનો ઉપયોગ કરવામાં આવે છે અને ક્રિમિંગ ઓપરેશન હાથ ધરવામાં આવે છે.
હેન્ડ ટૂલ વડે ક્રિમિંગ કેવી રીતે કરવામાં આવે છે?
મેન્યુઅલ પ્રેસ ટોંગ્સ સાથે મેટલ-પ્લાસ્ટિક પાઇપને ક્રિમિંગ કરવાની પ્રક્રિયા જટિલ નથી, પરંતુ તેને ધ્યાન અને ચોકસાઈની જરૂર છે. કામ કરવા માટે, તમારે ખાલી, સપાટ સપાટીની જરૂર છે જે તમને પાઇપ વિભાગ, કનેક્ટિંગ ફીટીંગ્સ અને ટૂલને સ્થિત કરવાની મંજૂરી આપે છે.
પ્રેસિંગ સાણસી સાથે યોગ્ય કાર્ય માટે, યોગ્ય પરિસ્થિતિઓ જરૂરી છે, એટલે કે જગ્યા ધરાવતી, સમાન સપાટી અને સારી લાઇટિંગ. સગવડતાથી સજ્જ સ્થળ પર, એક શિખાઉ માણસ કે જેની પાસે વધુ સમારકામ અને ઇન્સ્ટોલેશનનો અનુભવ ન હોય તે પણ ફિટિંગને ક્રિમ કરી શકે છે અને યોગ્ય રીતે ઇન્સ્ટોલ કરી શકે છે.
જ્યારે તમને જોઈતી દરેક વસ્તુ તૈયાર કરવામાં આવે છે, ત્યારે પ્રેસ ટોંગ્સ ટેબલ પર મૂકવામાં આવે છે અને હેન્ડલ્સને 180 ડિગ્રીથી અલગ કરવામાં આવે છે.પાંજરાના ઉપલા તત્વને એકમથી ડિસ્કનેક્ટ કરવામાં આવે છે અને પ્રેસ ઇન્સર્ટનો ઉપલા ભાગ તેમાં દાખલ કરવામાં આવે છે, જે હાલમાં પ્રક્રિયા કરવામાં આવી રહી છે તે પાઇપના વિભાગના કદને અનુરૂપ છે. નીચેનો અડધો ભાગ ક્લિપના નીચેના ભાગમાં મૂકવામાં આવે છે, જે ખાલી રહે છે, અને સાધનને સ્થાને સ્નેપ કરવામાં આવે છે.
ફિટિંગને માત્ર એક જ વાર પ્રેસ ટોંગ્સ વડે ક્રિમ કરી શકાય છે. બીજી પ્રક્રિયા સ્પષ્ટપણે અસ્વીકાર્ય છે, તેથી દરેક ક્રિયા જવાબદારીપૂર્વક લેવી જોઈએ
તેઓ પાઇપ અને ફિટિંગમાંથી સંયુક્ત એસેમ્બલી બનાવે છે અને પ્રેસ ટોંગ્સમાં સ્ટ્રક્ચર દાખલ કરે છે, કાળજીપૂર્વક ખાતરી કરે છે કે ફિટિંગ સ્લીવ પ્રેસ ઇન્સર્ટની અંદર છે.
ઉચ્ચ-ગુણવત્તાવાળા ક્રિમિંગ માટે નોઝલનો ઉપયોગ કરવો ખૂબ જ મહત્વપૂર્ણ છે જે સ્પષ્ટપણે પાઇપ વિભાગના વ્યાસને અનુરૂપ છે. નહિંતર, ઉપકરણ ફિટિંગને વિકૃત કરશે અને ભાગને નવા સાથે બદલવો પડશે. ઉપકરણમાં પાઇપ અને ફિટિંગના સેટને યોગ્ય રીતે મૂક્યા પછી, હેન્ડલ્સને એકસાથે સ્ટોપ પર લાવવામાં આવે છે અને ક્રિમ્ડ કરવામાં આવે છે.
ઓપરેશન પછી, મેટલ પર બે સરખા આર્ક્યુએટ બેન્ડ્સ અને બે સારી રીતે દેખાતા વલયાકાર બેન્ડ્સ બનવા જોઈએ. અને પરિણામ સ્પષ્ટપણે અને નિશ્ચિતપણે સ્થાપિત અને નિશ્ચિત ફિટિંગ હશે, જે ઇમ્પ્રુવાઇઝ્ડ વર્કિંગ ટૂલ સાથે દૂર કરવું લગભગ અશક્ય હશે.
ઉપકરણમાં પાઇપ અને ફિટિંગના સેટને યોગ્ય રીતે મૂક્યા પછી, હેન્ડલ્સ બંધ ન થાય ત્યાં સુધી એકસાથે લાવવામાં આવે છે. ઓપરેશન પછી, મેટલ પર બે સરખા આર્ક્યુએટ બેન્ડ્સ અને બે સારી રીતે દેખાતા વલયાકાર બેન્ડ્સ બનવા જોઈએ. અને પરિણામ સ્પષ્ટપણે અને નિશ્ચિતપણે સ્થાપિત અને નિશ્ચિત ફિટિંગ હશે, જે ઇમ્પ્રુવાઇઝ્ડ વર્કિંગ ટૂલ સાથે દૂર કરવું લગભગ અશક્ય હશે.









ફિટિંગની સ્થાપના ખૂબ જ કાળજીપૂર્વક, કાળજીપૂર્વક અને ઉતાવળ વિના હાથ ધરવામાં આવશ્યક છે. કોઈ પણ સંજોગોમાં વિસ્થાપનને મંજૂરી આપવી જોઈએ નહીં.5 મિલીમીટર પણ પાઇપલાઇન સિસ્ટમ માટે મહત્વપૂર્ણ બનશે અને ભવિષ્યમાં અખંડિતતાના ઉલ્લંઘન તરફ દોરી જશે.
ધાતુ-પ્લાસ્ટિકની પાઇપ અને અખરોટની વચ્ચે દેખાતા 1 મીમીથી વધુ પહોળા ઓપનિંગની હાજરી દ્વારા અને અખરોટને ઢીલા કડક કરીને, અસ્પષ્ટ રીતે નિશ્ચિત અખરોટ દ્વારા ખોટી રીતે કરવામાં આવેલ કાર્ય નક્કી કરવું શક્ય છે. જો આવી ભૂલો મળી આવે, તો ફિટિંગને પાઇપમાંથી કાપીને તેની જગ્યાએ નવી સાથે ફરીથી ઇન્સ્ટોલ કરવું પડશે.
સાધન સાથે કેવી રીતે કામ કરવું
પ્રેસ ટોંગ્સની મદદથી કામ કરવાની તકનીક સરળ છે અને મુશ્કેલીઓનું કારણ નથી.
સલામતીના નિયમો
લાઇટિંગ પૂરતી હોવી જોઈએ. જ્યારે તમારે ખેંચવું પડે ત્યારે તમે પહોંચની મર્યાદા પર કામ કરી શકતા નથી - તમારે નજીક જવાની અથવા પાલખ બદલવાની જરૂર છે. સીડીમાંથી મેનીપ્યુલેશનની મંજૂરી નથી.
તમારી આંગળીઓને માથાની અંદર ન નાખો. ખામીયુક્ત પાવર ટૂલ સાથે કામ કરવા માટે પ્રતિબંધિત છે. મશીનને ખાસ કરીને તેલ, ગ્રીસ, પાણી અને અન્ય લપસણો પ્રવાહીથી દૂષિત થવા દેવું જોઈએ નહીં.
પાવર ટૂલને પાવર કોર્ડ દ્વારા લઈ જશો નહીં, વાયરના આંચકા વડે પ્લગને સોકેટમાંથી બહાર કાઢો, પાવર ટૂલ ચાલુ રાખો (જ્યારે "ચાલુ" બટન દબાવવામાં આવે છે). પાવર ટૂલની સફાઈ અને ગોઠવણ માત્ર ત્યારે જ માન્ય છે જ્યારે મેન્સથી ડિસ્કનેક્ટ કરવામાં આવે. પાવર ટૂલ્સને ક્ષતિગ્રસ્ત કોર્ડ (અને પ્લગ) સાથે કનેક્ટ કરશો નહીં, અયોગ્ય બેટરીનો ઉપયોગ કરો. ભીના વિસ્તારોમાં કામ કરતી વખતે, શેષ વર્તમાન ઉપકરણ (RCD) સાથે બેટરી મોડલ અથવા એક્સ્ટેંશન કોર્ડનો ઉપયોગ કરો. ભીના રૂમમાં અને વરસાદમાં કોઈપણ પાવર ટૂલનો ઉપયોગ કરશો નહીં.

જોડાણ માટે પાઈપો તૈયાર કરી રહ્યા છીએ
તમામ પ્રકારના સાણસી માટે પાઇપની તૈયારી સમાન છે. વર્કપીસને કાતર અથવા હેક્સો વડે ઇચ્છિત લંબાઈમાં કાપો.કાતર પ્રાધાન્યક્ષમ છે - તેઓ burrs વિના સરળ કટ છોડી દે છે. કટ પાઇપ પર સખત લંબરૂપ હોવો જોઈએ, ત્યાં કોઈ જામ, ચિપ્સ, વિકૃતિઓ હોવી જોઈએ નહીં. કનેક્શનને ક્રિમિંગ કરતા પહેલા, તેઓ બર્સને સાફ કરે છે, પાઇપના અંતને ધૂળ અને ગંદકીથી સાફ કરે છે. તમે કેલિબ્રેટર, ચેમ્ફર સાથે પાઇપની ધાર પર પ્રક્રિયા કરી શકો છો.
મેન્યુઅલ સાધનો સાથે ક્રિમિંગ કેવી રીતે હાથ ધરવા
ફિટિંગને તોડી નાખવામાં આવે છે, પાઇપ પર મૂકવામાં આવે છે, જ્યાં સુધી તે બંધ ન થાય ત્યાં સુધી ફિટિંગ પાઇપમાં દાખલ કરવામાં આવે છે, ફિટિંગ સાથે સ્લીવને પાઇપના વિભાગ પર ખેંચવામાં આવે છે. સ્લીવમાં એક છિદ્ર છે જેના દ્વારા ફિટિંગમાં પાઇપ પ્રવેશની ઊંડાઈ નિયંત્રિત થાય છે.
ક્રિમિંગ કરતા પહેલા, પ્રેસ ટોંગ્સના હેન્ડલ્સને 180 ° સુધી ફેલાવો, તપાસો કે નોઝલ ફિટિંગના વ્યાસને અનુરૂપ છે કે કેમ. નોઝલમાં ફિટિંગ દાખલ કરો - ફિટિંગ સ્લીવ નોઝલમાં સાણસીના પ્લેન પર બરાબર લંબરૂપ હોવી જોઈએ. પ્રયત્નો સાથે, સાણસીના હેન્ડલ્સ સ્ટોપ પર ઘટાડવામાં આવે છે - જેનો અર્થ છે કે ક્રિમિંગ થયું છે. હેન્ડલ્સ ફેલાયેલા છે અને ફિટિંગ-પાઈપ કનેક્શન સાણસીમાંથી દૂર કરવામાં આવે છે. ફિટિંગ પર બે રિંગ ડેન્ટ્સ હોવા જોઈએ.
પ્રક્રિયાની બધી સૂક્ષ્મતા અમારી વિડિઓ પર જોઈ શકાય છે.
જો પાઇપ અને ફિટિંગ ચુસ્ત અથવા ત્રાંસી રીતે નિશ્ચિત ન હોય તો, ફિટિંગ સ્ટબ ઢીલું છે, કોમ્પ્રેશન અપૂરતા બળ સાથે હાથ ધરવામાં આવ્યું હતું - ફિટિંગને કાપીને ફેંકી દેવી પડશે, એક નવું લો અને ફરીથી ક્રિમ કરો. અને તે જ સમયે, અન્ય ફિટિંગની મદદથી, પાઇપ બનાવો. અથવા નવો ટુકડો લો. તેથી, કામ કરતી વખતે તમારે સાવચેત રહેવું જોઈએ. પ્રેસ કનેક્ટર્સની વિશેષતા એ છે કે તેનો ફરીથી ઉપયોગ કરી શકાતો નથી, કનેક્શન લીકી હશે. સિસ્ટમ શરૂ કરતા પહેલા અથવા ગ્રાઉટિંગ / રેડતા પહેલા મહત્તમ કાર્યકારી દબાણ પર પરીક્ષણ કરવું જોઈએ.
પ્રેસ ટોંગ્સની સંભાળ રાખવા માટેની ટિપ્સ
કામના અંતે સ્વચ્છ, સૂકા કપડા વડે હંમેશા ગંદકીમાંથી પેઇર સાફ કરો. ઉપયોગ કર્યા પછી, નોઝલની એટેચમેન્ટ પિન અને નોઝલની ઓપનિંગ અને ક્લોઝિંગ તપાસો.નોઝલ એ એક કાર્યકારી સાધન છે, તેનું સમારકામ કરી શકાતું નથી. ક્ષતિગ્રસ્ત નોઝલ ફેંકી દો. પિન, જો જરૂરી હોય તો, સિલિકોન ગ્રીસ સાથે લ્યુબ્રિકેટેડ છે.
પ્રેસિંગ ટૂલ ઓપરેટિંગ તાપમાનના સમાન તાપમાને સૂકા રૂમમાં સંગ્રહિત થાય છે. બેટરીઓ ટૂલ્સ અને મેટલ ઓબ્જેક્ટ્સથી અલગથી સંગ્રહિત થાય છે.
હાઇડ્રોલિક અને ઇલેક્ટ્રિક મોડલ્સ પર, હાઇડ્રોલિક સિસ્ટમમાં દબાણ દર થોડા વર્ષોમાં તપાસવામાં આવે છે, ગાસ્કેટ અને ફિલ્ટર્સ બદલાય છે, અને ક્રિમ સમય માપવામાં આવે છે. આ કાર્યો નિષ્ણાતો દ્વારા હાથ ધરવામાં આવશ્યક છે.
મેટલ-પ્લાસ્ટિક પાઈપો માટે સાણસી દબાવો
પ્રેસિંગ સાણસીના પ્રકાર
મેટલ-પ્લાસ્ટિક પાઇપલાઇન્સ માટે ઇન્સ્ટોલેશન ટૂલ્સના મોટાભાગના ઉત્પાદકો, પ્રમાણભૂત, એકીકૃત સાધનો ઉપરાંત, વ્યાવસાયિક પણ બનાવે છે:
- હાઇડ્રોલિક પ્રેસ સાણસી;
- વિવિધ ક્લેમ્પ્સ વગેરેના સમૂહ સાથે ઇલેક્ટ્રોમિકેનિકલ પ્રેસ મશીનો.

હાઇડ્રોલિક સાણસીનો દેખાવ
વિશિષ્ટ પ્રકારના પ્રેસ સાણસી પર ધ્યાન આપવાનો કોઈ અર્થ નથી, કારણ કે મેટલ-પ્લાસ્ટિક પાઈપો માટે મેન્યુઅલ પ્રેસ સાણસી એપાર્ટમેન્ટ અથવા કોટેજમાં એક વખતની પાઇપલાઇન્સ ઇન્સ્ટોલ કરવા માટે એકદમ યોગ્ય છે. વધુમાં, એક વ્યાવસાયિક સાધન વધુ ખર્ચાળ છે, અને તેની સાથે કામ કરવા માટે ચોક્કસ કુશળતા અને ક્ષમતાઓની જરૂર છે, તેથી તેને ખરીદવાની સલાહ આપવામાં આવતી નથી.









નિષ્ણાતોના મતે, મેટલ-પ્લાસ્ટિક પાઈપો માટે મેન્યુઅલ પ્રેસ એ કનેક્શનની ગુણવત્તાના સંદર્ભમાં વ્યાવસાયિક સાધનોથી કોઈ રીતે હલકી ગુણવત્તાવાળા નથી. તેથી, શંકાઓને બાજુ પર રાખો: હાથનું સાધન તમને નિરાશ નહીં કરે.
મેટલ-પ્લાસ્ટિક પાઈપો માટે પ્રેસિંગ સાણસીની પસંદગી
શ્રેણી: મેન્યુઅલ મોડલ, બેટરી પ્રેસ અને ઇલેક્ટ્રિક પ્રેસ મશીન
હેન્ડ પ્રેસ ટોંગ્સ ચલાવવા માટે સરળ છે, તેમની ડિઝાઇન સરળ છે.જો તમે ઓછામાં ઓછું એકવાર તમારા પોતાના પર ઘરે સમારકામ કર્યું હોય, તો ખાતરી કરો કે સાધન સાથે કામ કરવાથી કોઈ ખાસ મુશ્કેલીઓ થશે નહીં.
પ્રેસિંગ ટોંગ્સ સાથે કામ શરૂ કરતા પહેલા, પાઈપોનો મહત્તમ વ્યાસ નક્કી કરવો જરૂરી છે કે જેમાંથી પાઇપલાઇન માઉન્ટ કરવામાં આવશે.
મેટલ-પ્લાસ્ટિક પાઈપોને ક્રિમિંગ કરવા માટેના પેઇર હંમેશા પાસપોર્ટથી સજ્જ હોય છે, જે મહત્તમ વ્યાસ મૂલ્ય સહિત તકનીકી પરિમાણોને સ્પષ્ટ કરે છે. વધુમાં, સાધનોને ઇન્સર્ટ્સના સમૂહ સાથે પૂરા પાડવામાં આવે છે, જેની સાથે તમે નાના વ્યાસવાળા ઉત્પાદનોને ક્રિમ કરી શકો છો.
જો તમે પ્રેસ ટોંગ્સ સાથે કામ કરવા જઈ રહ્યા છો, તો પહેલા ચોક્કસ મોડેલ માટે ઑપરેટિંગ સૂચનાઓ વાંચો.
પ્રેસ ટૂલ ખરીદતી વખતે, તેના પર ધ્યાન આપો કે શું તે કામને મોનિટર કરવા અને ઑપ્ટિમાઇઝ કરવા માટે આવી બિલ્ટ-ઇન સિસ્ટમ્સ પ્રદાન કરે છે, જેમ કે:
જાણીતી બ્રાન્ડની સાણસી દબાવવાને પ્રાધાન્ય આપવું યોગ્ય છે (ઉદાહરણ તરીકે, રોટેનબર્ગ)
- OPS-સિસ્ટમ - સ્ટેપ્ડ ક્લેમ્પ્સ દ્વારા લાગુ પ્રયત્નોની ગુણવત્તામાં સુધારો કરે છે;
- એપીએસ-સિસ્ટમ - ક્લેમ્પ્ડ ફિટિંગના કદના આધારે લાગુ દળોને સમાનરૂપે વિતરિત કરે છે;
- APC-સિસ્ટમ - સ્વચાલિત મોડમાં ફિટિંગના ક્રિમિંગને નિયંત્રિત કરે છે: જ્યાં સુધી ક્રિમિંગ પૂર્ણ ન થાય ત્યાં સુધી સાણસી ખુલતી નથી.
વિષય પર તારણો અને ઉપયોગી વિડિઓ
પ્રશ્નમાં ફિટિંગની સ્થાપનાથી સમસ્યાઓ ન થવી જોઈએ. જો કે, જ્યારે તેઓ મેટલ-પ્લાસ્ટિક પાઈપોને જોડે છે ત્યારે હજુ પણ ઘોંઘાટ છે. અને કામ શરૂ કરતા પહેલા, અમે ભલામણ કરીએ છીએ કે તમે શિખાઉ માણસની ભૂલોને ટાળવા માટે નીચેની વિડિયો સૂચનાઓ જુઓ.
કમ્પ્રેશન કમ્પ્રેશન ફિટિંગ અને પ્રેસ ફિટિંગની સરખામણી:
પ્રેસ ફિટિંગને ક્રિમિંગ કરવા માટે પગલું-દર-પગલાં સૂચનો:
કમ્પ્રેશન ફિટિંગના ગુણદોષની ઝાંખી:









મેટલ-પ્લાસ્ટિક પાઈપોના ઉત્પાદકો તેમના ઉત્પાદનો પર અડધી સદી સુધીની બાંયધરી આપે છે.જો કે, તેમાંની પાઇપલાઇન સિસ્ટમ આ બધા દાયકાઓ સુધી કામ કરશે જો ફિટિંગ યોગ્ય રીતે ઇન્સ્ટોલ કરવામાં આવશે. કંજૂસાઈ ન કરો. મેટલ-પ્લાસ્ટિકમાંથી પાઇપલાઇન એસેમ્બલ કરવા માટે, ફક્ત ઉચ્ચ-ગુણવત્તાવાળા કનેક્ટિંગ ભાગો ખરીદવા જોઈએ.
પ્રેસ ફિટિંગ ઇન્સ્ટોલ કરવા માટેના પાઈપો સાથે સુસંગત હોવી જોઈએ. શ્રેષ્ઠ વિકલ્પ એ છે જ્યારે બધા ઘટકો એક ઉત્પાદક દ્વારા બનાવવામાં આવે છે. સદભાગ્યે, હવે બજારમાં તેમની પસંદગી વ્યાપક છે, પસંદ કરવા માટે પુષ્કળ છે.



