- કામના તબક્કાઓ
- પીઇ પાઇપ કનેક્શનના પ્રકાર
- વિશિષ્ટતા
- અમે વેલ્ડની ગુણવત્તાને નિયંત્રિત કરીએ છીએ
- વેલ્ડીંગ પરિમાણો અને કામગીરીનો ક્રમ
- અમારી વેબસાઇટ પર આ વિષય પર વધુ:
- વેલ્ડીંગ સૂચના
- મૂળભૂત નિયમો
- ઇલેક્ટ્રોફ્યુઝન કનેક્શન
- બટ્ટ વેલ્ડીંગ
- બેલ ટેકનોલોજી
- સોલ્ડરિંગ PE પાઈપો માટે પ્રસરણ પદ્ધતિ
- ઉત્પાદનને કેવી રીતે વાળવું અથવા સીધું કરવું
- પાઇપ બેન્ડિંગ પદ્ધતિઓની ઝાંખી
- વર્કપીસને વાળવાની અસરકારક પદ્ધતિઓ
- બટ્ટ વેલ્ડીંગ
- ઇલેક્ટ્રોફ્યુઝનનો ઉપયોગ કરવાની શક્તિ
કામના તબક્કાઓ
ઇલેક્ટ્રોફ્યુઝન પદ્ધતિનો ઉપયોગ કરીને પોલિઇથિલિન લાઇનનું જાતે વેલ્ડીંગ કરવું શક્ય છે.
સૂચના નીચે પ્રમાણે રજૂ કરી શકાય છે:
- તૈયારી
- સેન્ટ્રલાઈઝર સાથે ફિક્સિંગ અને કપ્લીંગની સ્થાપના;
- વેલ્ડરનું જોડાણ સાથે જોડાણ;
- વેલ્ડીંગ;
- કનેક્શન હેઠળ ઉપકરણને દૂર કરવું.

હકીકત એ છે કે વેલ્ડીંગ ઘરે કરવામાં આવે તેવું માનવામાં આવે છે તેમ છતાં, અંત હજુ પણ ખાસ સાધન - પાઇપ કટર સાથે કાપવા જોઈએ. આ તમને કનેક્ટ કરતી વખતે વધુ સારી ગોઠવણી મેળવવાની મંજૂરી આપશે. હેન્ડ સ્ક્રેપર અથવા સળિયાનો ઉપયોગ કરીને જંકશનમાંથી ઓક્સાઇડ ડિપોઝિટ દૂર કરવું વધુ અનુકૂળ છે. પાઈપોની ધારથી લગભગ 200 મીમી જેટલો સ્તર દૂર કરવો જોઈએ. પરિણામી ચિપ્સ સમાન તવેથો સાથે દૂર કરવી આવશ્યક છે. સાંધાવાળા ભાગોને આલ્કોહોલથી ડીગ્રેઝ કરવું આવશ્યક છે. આ તબક્કે, તમે વિશિષ્ટ નેપકિન્સનો ઉપયોગ કરી શકો છો.સેન્ટ્રલાઈઝરમાં સૌથી સચોટ પ્લેસમેન્ટ માટે, લાઇનને કપ્લીંગના પરિમાણો અનુસાર ચિહ્નિત કરી શકાય છે. આ મૂલ્યો અનુસાર, પાઈપો અને કપલિંગને ઠીક કરવા માટે તે વધુ અનુકૂળ રહેશે.

એસેમ્બલ માળખું સલામતીના નિયમોના પાલનમાં નિશ્ચિત હોવું આવશ્યક છે. વેલ્ડીંગ મશીનના ટર્મિનલ્સ કપ્લીંગ પરના કનેક્ટર્સ સાથે જોડાયેલા હોવા જોઈએ. ઉપકરણ ચાલુ થાય છે અને બારકોડને ઓળખે છે જે કપલિંગની સપાટી પર છે. મોટાભાગના વેલ્ડર્સનો મોડ સ્વચાલિત છે. કપ્લીંગને ગરમ કરવા અને ઠંડકનો સમયગાળો સાઇફરની ઓળખની ક્ષણે જ સેટ કરવામાં આવે છે. કોડ વાંચ્યા પછી વેલ્ડીંગ પ્રક્રિયા શરૂ થશે અને શ્રાવ્ય સંકેત સાથે સમાપ્ત થશે. પાઇપને ઠંડુ કરવા માટે, તેને સાત મિનિટ માટે એકલા છોડવું આવશ્યક છે. તે પછી જ સેન્ટ્રલાઈઝરમાંથી ક્લેમ્પ્સ છૂટા કરી શકાય છે, અને સોલ્ડરિંગની જગ્યાએથી સાધનોને ખેંચી શકાય છે.

પીઇ પાઇપ કનેક્શનના પ્રકાર

વિવિધ પદ્ધતિઓનો ઉપયોગ કરીને પોલિઇથિલિન પાઈપોને એક જ લાઇનમાં જોડી શકાય છે. તદુપરાંત, તેમાંથી દરેક ચોક્કસ પરિસ્થિતિઓ માટે યોગ્ય છે.
- તેથી, HDPE ટ્યુબને ફિટિંગ અને કપ્લિંગ્સ (સોકેટ વેલ્ડીંગ) સાથે જોડવાનો ઉપયોગ મુખ્યત્વે ઘરમાં પ્લમ્બિંગ સિસ્ટમની અંદરની વ્યવસ્થા કરવા માટે થાય છે.
- બટ વેલ્ડીંગનો ઉપયોગ કરીને જાતે પાઇપલાઇન ઇન્સ્ટોલેશન કરો. આ પદ્ધતિનો ઉપયોગ બાહ્ય હેતુઓ માટે સંચારના વિસ્તૃત વિભાગને ઇન્સ્ટોલ કરવા માટે થાય છે. તે જ સમયે, પાઈપો માટીની સપાટી પર અને ખાઈમાં બંને મૂકી શકાય છે, ત્યારબાદ તેને માટીથી ઢાંકી શકાય છે.
- ઇલેક્ટ્રોફ્યુઝન વેલ્ડીંગ. એચડીપીઇ ટ્યુબને કનેક્ટ કરવાની આ પદ્ધતિ તેમાં બનેલા સર્પાકાર તત્વો સાથે ખાસ પ્લાસ્ટિક કપ્લિંગ્સનો ઉપયોગ કરીને બનાવવામાં આવે છે, જે તેના પર લગાવવામાં આવતા પ્રવાહના પરિણામે ગરમ થાય છે.
ચાલો દરેક પદ્ધતિઓ પર નજીકથી નજર કરીએ.
વિશિષ્ટતા
મુખ્ય મુશ્કેલી એ છે કે પોલિઇથિલિન પાઈપોના ઓપરેશનલ અને તકનીકી ગુણો ઘણી રીતે પોલીપ્રોપીલિન પાઈપોની ગુણવત્તાની લાક્ષણિકતાઓ સમાન છે. તેઓ પણ કાટને પાત્ર નથી. પાઈપોની આંતરિક સપાટી કોટેડ નથી. પાઈપોમાં ઉચ્ચ રાસાયણિક પ્રતિકાર હોય છે. સામગ્રી પર્યાવરણને અનુકૂળ છે, તેની લાંબી સેવા જીવન છે.

તફાવતોમાંથી, વ્યાવસાયિકો ઓછી ગરમી પ્રતિકાર નોંધે છે. તેથી, એચડીપીઇ પાઈપોનો ઉપયોગ માત્ર ઠંડા પાણી પુરવઠા અને વેન્ટિલેશન સિસ્ટમ માટે થાય છે. કેટલીકવાર તેનો ઉપયોગ ગેસ પાઇપલાઇન્સના ઇન્સ્ટોલેશન માટે થાય છે. 40-50 ડિગ્રીથી ઉપરના વાતાવરણમાં પરિવહન કરતી વખતે પોલિઇથિલિન પાઈપોનો ઉપયોગ શક્ય છે. એક અપવાદ ક્રોસ-લિંક્ડ પોલિઇથિલિન છે, જેને +95 ડિગ્રી સુધીના તાપમાને કામ કરવાની મંજૂરી છે. પોલિઇથિલિન પાઈપોમાં ઉત્તમ હિમ પ્રતિકાર હોય છે, જે તેમને -70 ડિગ્રી સુધીના તાપમાને ઉપયોગ કરવાની મંજૂરી આપે છે.

HDPE 20 થી 1200 mm ના વ્યાસ સાથે વ્યાવસાયિક રીતે ઉપલબ્ધ છે. વિકલ્પોની વિવિધતાને લીધે, તેઓ વિવિધ ક્ષેત્રોમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે. પાણીના પાઈપો ઉપરાંત, આંતરિક અને બાહ્ય બંને માટે, ગટર માટે મોટા વ્યાસની લાઇન પણ ખરીદવામાં આવે છે.







HDPE પાઈપોની તકનીકી લાક્ષણિકતાઓ આધારના ગુણધર્મો દ્વારા નક્કી કરવામાં આવે છે - લો-પ્રેશર પોલિઇથિલિન. તે હલકો છે, જે પાઇપલાઇનને ઇન્સ્ટોલ કરવાનું સરળ બનાવે છે, દસ વાતાવરણના દબાણને પ્રતિરોધક છે. સામગ્રીના નકારાત્મક ગુણોમાંથી, શૂન્યથી નીચેના તાપમાને (એચડીપીઇ ગ્લાસી બને છે) અને એલિવેટેડ તાપમાને (40 ડિગ્રીથી વધુ) પર, એચડીપીઇ તેની કઠોરતા ગુમાવે છે ત્યારે તેનો ઉપયોગ કરવાની મર્યાદિત સંભાવનાને ધ્યાનમાં લેવી યોગ્ય છે. જ્યારે 70 ડિગ્રી સુધી ગરમ થાય છે, ત્યારે પોલિઇથિલિન આધાર કદમાં વધે છે, પરંતુ વધુ નહીં.
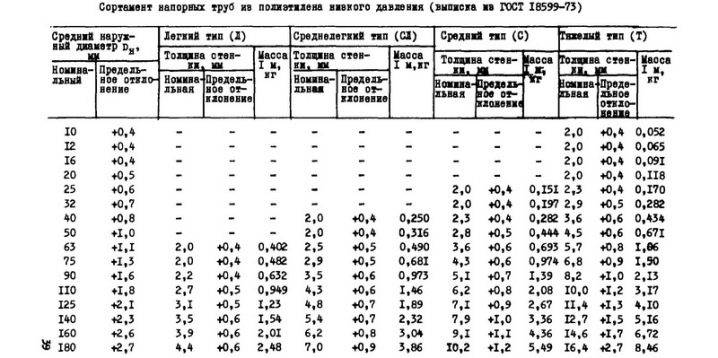
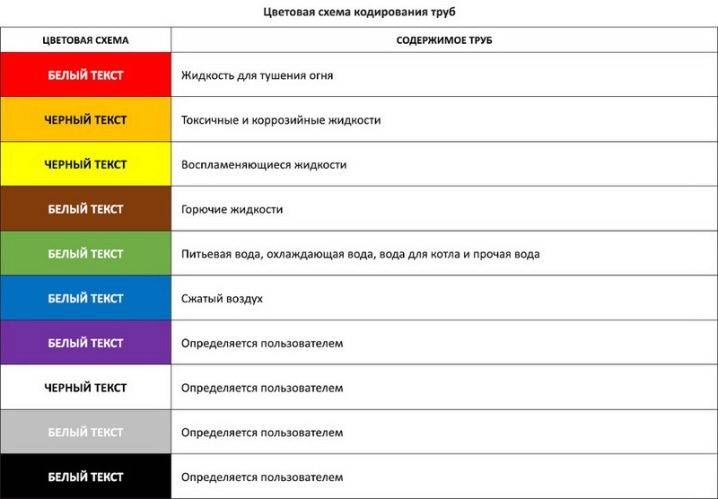
HDPE ની શ્રેણી GOST દ્વારા નિયંત્રિત થાય છે, જે 2001 માં પ્રકાશિત થઈ હતી.ધોરીમાર્ગોની એક સપાટી પર લાગુ કરાયેલા તમામ ચિહ્નો ધોરણોનું પાલન કરે છે. માર્કિંગ યોગ્ય વિકલ્પો પસંદ કરવાનું ખૂબ જ સરળ બનાવે છે. પ્રથમ અક્ષરોમાં સપ્લાયરનું નામ, પછી PE વર્ગીકરણ, ઉદાહરણ તરીકે, 1000 મીમીનો સમાવેશ થાય છે. કોષ્ટકમાં રેખાઓની જાડાઈ, સંભવિત કાર્યકારી અને મહત્તમ દબાણ, ઉત્પાદનની તારીખ અને બેચ નંબરનો હોદ્દો પણ શામેલ છે.
નિશાનોના તકનીકી નકશામાં પટ્ટાઓના સ્વરૂપમાં રંગના હોદ્દાઓ પણ શામેલ છે. જો સોકેટ પીળા રંગમાં દોરવામાં આવે છે, તો પાઈપોનો ઉપયોગ ગેસ પાઈપલાઈન માટે થઈ શકે છે, જો પટ્ટા વાદળી હોય, તો પાઈપોમાંથી ફક્ત પાણી પુરવઠો જ નાખવામાં આવે છે. 5 થી 25 મીટર સુધી - વ્યાપારી રીતે ઉપલબ્ધ પ્રમાણભૂત વિભાગોને ધ્યાનમાં રાખીને પાઇપ કનેક્શન યોજના બનાવવામાં આવી છે. મુખ્ય પાણીની પાઈપો સામાન્ય રીતે ઓર્ડર કરવા માટે બનાવવામાં આવે છે, તેની લંબાઈ 0.5 કિલોમીટર સુધી હોય છે અને તેથી તેમાં ઓછામાં ઓછા કનેક્શન હોય છે.
અમે વેલ્ડની ગુણવત્તાને નિયંત્રિત કરીએ છીએ
ઉપર વર્ણવેલ કોઈપણ પદ્ધતિઓ દ્વારા વેલ્ડેડ સાંધા સ્થાપિત કરતી વખતે, વેલ્ડ કેટલી ઉચ્ચ-ગુણવત્તાવાળી છે તેનું યોગ્ય રીતે મૂલ્યાંકન કરવું ખૂબ જ મહત્વપૂર્ણ છે. તે તેના પર નિર્ભર છે કે શું પાઇપલાઇનના આ વિભાગનો ઉપયોગ કરવો શક્ય બનશે, અથવા બધું ફરીથી કરવું પડશે કે કેમ.

બે નિયમિત વેલ્ડ સાથે ભાગ
ખરેખર મૂલ્યાંકનના ઘણા માપદંડો નથી, અને તેમને યાદ રાખવું એકદમ સરળ છે:
- ગુણવત્તાની સૌથી મહત્વપૂર્ણ નિશાની એ પાઇપના સમગ્ર પરિઘની આસપાસ એક સમાન પોલિઇથિલિન રોલરની હાજરી છે. જો રોલર વક્ર હોય, અથવા જો રોલરને બદલે ડિપ્રેશન હોય, તો કનેક્શનનો ઉપયોગ કરી શકાતો નથી;
- આગામી મહત્વપૂર્ણ પરિબળ સંરેખણ છે.જોડાયેલા ભાગોના સહેજ વિસ્થાપનની મંજૂરી છે, પરંતુ તે પાઇપ દિવાલની જાડાઈના 10% કરતા વધુ ન હોવી જોઈએ;

ખોટી ગોઠવણીના કિસ્સામાં ખામીયુક્ત વિસ્તારનો ફોટો
- પીગળેલા પોલિઇથિલિન રોલની ઊંચાઈ પણ મર્યાદિત છે. 5 - 10 મીમીની દિવાલોવાળા પાઈપો માટે, આ મૂલ્ય 2.5 - 3 મીમી છે, 20 મીમી - 5 મીમી અથવા તેથી ઓછી દિવાલોવાળા પાઈપો માટે.
અલબત્ત, જો તમે લો-પ્રેશર પાઇપલાઇન અથવા નોન-પ્રેશર કોમ્યુનિકેશન્સ ઇન્સ્ટોલ કરી રહ્યાં છો, તો પછી નાના વિચલનની અવગણના કરી શકાય છે, પરંતુ તમારે હજી પણ આ કરવું જોઈએ નહીં. વર્તમાન પાઈપને પાછળથી રિપેર કરવા કરતાં નવો વેલ્ડેડ જોઈન્ટ બનાવવો ખૂબ સરળ છે.







વેલ્ડીંગ પરિમાણો અને કામગીરીનો ક્રમ
બટ્ટ વેલ્ડીંગ વિકલ્પોમાં શામેલ છે:
- છેડા પર દબાણની ડિગ્રી.
- તાપમાન કે જેના પર સામગ્રી ઓગળે છે. બ્રાન્ડ પર આધાર રાખે છે.
- બળ કે જેના વડે છેડાને હીટિંગ તત્વ સામે દબાવવામાં આવે છે.
- પ્રક્રિયા સમયગાળો.

કામગીરીનો ક્રમ:
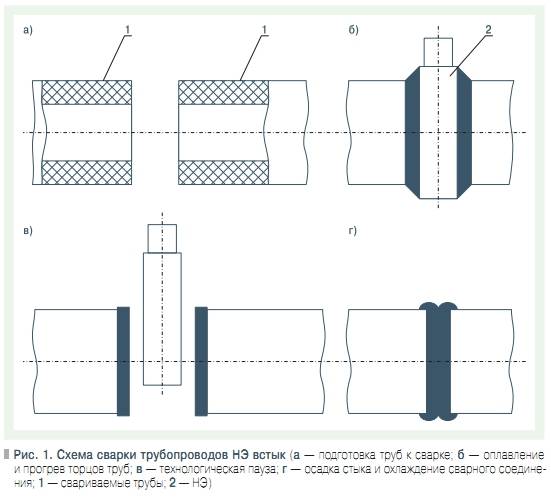
- પોલિઇથિલિન પાઈપોને વેલ્ડીંગમાં પ્રથમ પગલું એ પાઈપોના છેડાને સાફ કરવાનું છે જે જોડવામાં આવશે.
- ઉપકરણના સેન્ટ્રલાઈઝરમાં પાઈપો ફિક્સ કરવી જ્યાં પોલિઇથિલિન વેલ્ડિંગ કરવામાં આવશે. ધરીની લંબરૂપતાને સુનિશ્ચિત કરવા માટે પાઈપોના છેડાને કટર વડે પ્રક્રિયા કરવી. તે જ સમયે, ફિનિશ્ડ વર્કપીસ તપાસવામાં આવે છે જેથી ત્યાં કોઈ ગાબડા ન હોય.
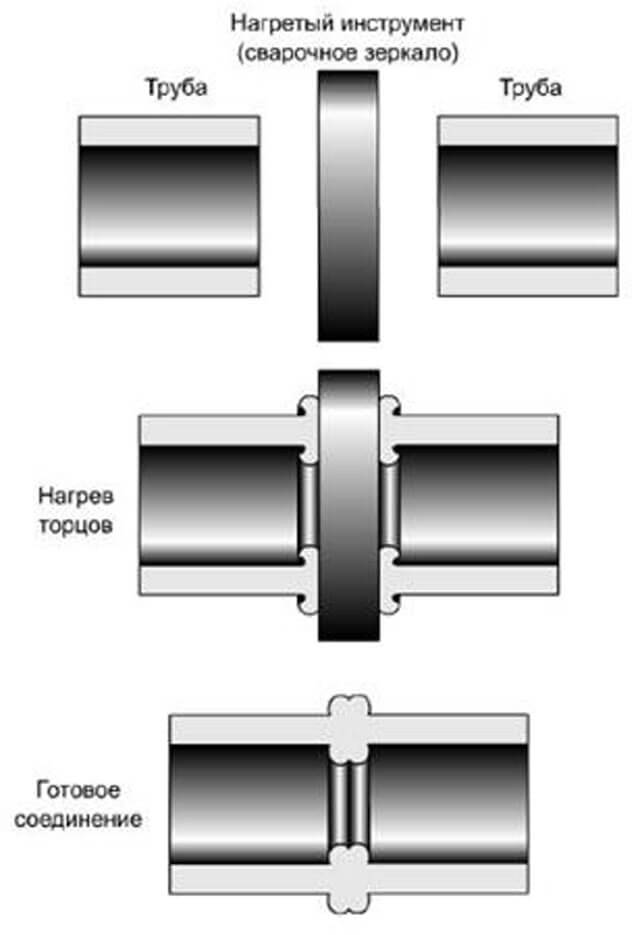
- પાઈપોના છેડાને વેલ્ડીંગ મિરર વડે ગલનબિંદુ સુધી ગરમ કરવું, જે લગભગ 220 °C છે.
- જરૂરી બળ સાથે પાઈપોના છેડાને દબાવીને.
- ઉપકરણમાંથી સમાપ્ત પાઇપ દૂર કરી રહ્યા છીએ.
પ્લાસ્ટિક પાઈપોને કેવી રીતે વેલ્ડ કરવામાં આવે છે તે સમજવા માટે, અમારી વેબસાઇટ પરની વિડિઓ વધુ વિગતવાર માહિતી આપશે. આમ, જો તમારી પાસે જરૂરી સાધનો હોય તો તમે જાતે કામ કરી શકશો.
અમારી વેબસાઇટ પર આ વિષય પર વધુ:
- પોલીપ્રોપીલિન પાઈપોનું વેલ્ડીંગ - પ્રક્રિયા વિડિઓ તેમની ઓછી કિંમત અને કનેક્શનની સરળતાને લીધે, પ્લાસ્ટિક પાઈપો થર્મલ અને પ્લમ્બિંગ સિસ્ટમ્સના ઇન્સ્ટોલેશનમાં અગ્રણી સ્થાન ધરાવે છે. મેટલ સ્ટ્રક્ચર્સની તુલનામાં, પોલીપ્રોપીલિન પાઈપો ...
- વેલ્ડીંગ માટે ઈલેક્ટ્રોડ્સના પ્રકાર - વિડીયો પર ઈલેક્ટ્રોડ સાથે વેલ્ડીંગ વેલ્ડીંગ ઈલેક્ટ્રોડ એ વિવિધ લંબાઈનો મેટલ રોડ છે જેનો ઉપયોગ વિવિધ પ્રકારની સામગ્રીમાંથી વેલ્ડીંગના ભાગોની પ્રક્રિયામાં થાય છે. તેમનો મુખ્ય હેતુ વિદ્યુત પ્રવાહ સપ્લાય કરવાનો છે ...
- નવા નિશાળીયા માટે વેલ્ડીંગ - વિડિયો પાઠ વેલ્ડીંગ શબ્દ હેઠળ, તે સામાન્ય રીતે તકનીકી પ્રક્રિયાને સમજવા માટે સ્વીકારવામાં આવે છે જ્યાં ગરમીના પરિણામે, ભાગો વચ્ચે આંતરપરમાણુ અને આંતરપરમાણુ બોન્ડ સ્થાપિત થાય છે. આમ, સીધી સામગ્રી જોડાયેલ છે. મોટે ભાગે…
- વેલ્ડિંગ વિડિયો ટ્યુટોરિયલ્સ - શરૂઆતના વેલ્ડર્સ માટે ઇન્વર્ટર સાથે વેલ્ડિંગના પાઠ જુઓ સામાન્ય ભૂલોને ટાળવા અને તેમના કામને ગુણવત્તાયુક્ત અને સલામત બનાવવા માટે શરૂઆતના લોકોએ વેલ્ડિંગ વીડિયો ટ્યુટોરિયલ્સ જોવું જોઈએ. તમારે હંમેશા યાદ રાખવું જોઈએ કે…
સામાજિક નેટવર્ક્સ પર તમારા મિત્રો સાથે આ સામગ્રીની લિંક શેર કરો (ચિહ્નો પર ક્લિક કરો):
વેલ્ડીંગ સૂચના
જો તમે પોલિઇથિલિન પાઈપો પસંદ કરો છો, તો તમે સમજદારીથી કામ કર્યું છે, પરંતુ હવે તેમને હજી પણ યોગ્ય રીતે ઇન્સ્ટોલ કરવાની જરૂર છે. ચાલો શીખીએ
મૂળભૂત નિયમો
તમે કઈ તકનીક પસંદ કરો છો તે ધ્યાનમાં લીધા વિના - પોલિઇથિલિન પાઈપોનું ઇલેક્ટ્રોફ્યુઝન અથવા બટ વેલ્ડીંગ, તમારે આવા મહત્વપૂર્ણ સિદ્ધાંતોનું પાલન કરવું આવશ્યક છે:
- જોડાવાના તત્વો સુસંગત હોવા જોઈએ (રચના અને ભૌતિક પરિમાણો બંનેમાં).
- પોલિઇથિલિન પાઈપોનું બટ વેલ્ડીંગ ફક્ત ત્યારે જ હાથ ધરવામાં આવી શકે છે જો ભાગો સમાન વ્યાસ અને સમાન દિવાલની જાડાઈ ધરાવતા હોય.
- કિનારીઓ સારી રીતે સાફ અને ડીગ્રીઝ થવી જોઈએ.
- કનેક્શન પ્રક્રિયામાં સામેલ ન હોય તેવા સ્ટ્રક્ચર્સના છેડા પ્લગ વડે બંધ કરવા જોઈએ જેથી કરીને ઠંડી હવાના સંપર્કમાં ન આવે, જે પ્રક્રિયાને પ્રતિકૂળ અસર કરે છે.
- કાર્ય દરમિયાન, બાહ્ય વાતાવરણની અસરને ઓછી કરવી જરૂરી છે, એટલે કે:
- ગરમીમાં, સૂર્યપ્રકાશને જોડાણ વિસ્તાર સુધી પહોંચવાની મંજૂરી આપશો નહીં;
- પવનયુક્ત હવામાનમાં, હવાના ગસ્ટ્સ માટે અવરોધ બનાવો;
- ઠંડા હવામાનમાં, કામ માટે રૂમને ગરમ કરવાની ભલામણ કરવામાં આવે છે.
- માળખાના વેલ્ડીંગ અને ઠંડક દરમિયાન, સિસ્ટમ પર યાંત્રિક અસરને બાકાત રાખો.
અને હવે ચાલો વિગતવાર ધ્યાનમાં લઈએ કે વેલ્ડીંગ પોલિઇથિલિન પાઈપોની તકનીક બટ-વેલ્ડીંગ અને ઇલેક્ટ્રોફ્યુઝન પદ્ધતિનો ઉપયોગ કરીને શું છે.
 ઇલેક્ટ્રોફ્યુઝન તકનીકનો ફોટોફ્રેગમેન્ટ: જોડાયેલ હીટર
ઇલેક્ટ્રોફ્યુઝન તકનીકનો ફોટોફ્રેગમેન્ટ: જોડાયેલ હીટર
ઇલેક્ટ્રોફ્યુઝન કનેક્શન
આ પ્રકારનું વેલ્ડીંગ, જેને થર્મિસ્ટર વેલ્ડીંગ પણ કહેવાય છે, તેનો ઉપયોગ વિવિધ દિવાલની જાડાઈ અને વ્યાસના તત્વોને જોડવા તેમજ દબાણ વગરની પાઇપલાઇન્સ - ડ્રેનેજ સ્થાપનો, ગુરુત્વાકર્ષણ ગટર વગેરેને સ્થાપિત કરવા માટે થાય છે.
આ તકનીકનો ઉપયોગ કરીને કનેક્ટ કરવા માટે, તમારે વિશિષ્ટ - ઇલેક્ટ્રોફ્યુઝન ફીટીંગ્સની જરૂર પડશે. હવે કામનો ક્રમ યાદ રાખો.
- સિસ્ટમ ડિઝાઇન.
- પાઈપો અને અન્ય ભાગોની જરૂરી સંખ્યાની ગણતરી કરો.
- ખરીદી કરો.
- યોજના દ્વારા સૂચવેલ લંબાઈના ટુકડાઓમાં રચનાને કાપો. ખાતરી કરો કે કટ સીધો છે, સિસ્ટમમાં પીગળેલી સામગ્રીના પ્રવાહને ટાળો.
- કપલિંગ સહિતના ભાગો તૈયાર કરો અને સાફ કરો. આલ્કોહોલ સાથે તત્વોની સપાટીને ડીગ્રીઝ કરવું, તેને રાગના ટુકડા પર લાગુ કરવું અનાવશ્યક રહેશે નહીં.
- જો તત્વોની સપાટી ઓક્સિડાઇઝ્ડ હોય, તો વિશેષ તવેથો સાથે વધારાને દૂર કરો.
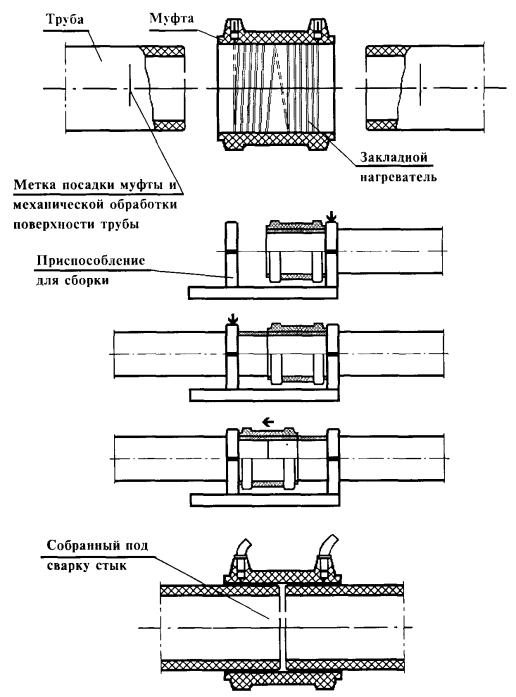
- પોઝીશનરમાં તત્વોને જોડો, ગોઠવણીનું ધ્યાન રાખો.
- ધૂળને પ્રવેશતી અટકાવવા માટે એડહેસિવ ટેપથી સંયુક્તને લપેટી.
- પ્લગ વડે સ્ટ્રક્ચર્સના ખુલ્લા છેડા બંધ કરો.
- ક્લચ ટર્મિનલ્સ પર વોલ્ટેજ લાગુ કરો.
- તત્વો, ગરમ થયા પછી, એક સાથે રાખવામાં આવે ત્યાં સુધી રાહ જુઓ.
પોલિઇથિલિન પાઈપોનું થર્મિસ્ટર વેલ્ડીંગ ફક્ત ત્યારે જ હાથ ધરવામાં આવવું જોઈએ જો જોડાયેલા તત્વો સ્થાવર હોય. સમાન સ્થિતિમાં, સીમ સંપૂર્ણપણે ઠંડુ ન થાય ત્યાં સુધી માળખું રહેવું જોઈએ.
 આ સ્પ્લિસ સેટઅપ જેવો દેખાય છે
આ સ્પ્લિસ સેટઅપ જેવો દેખાય છે
બટ્ટ વેલ્ડીંગ
પોલિઇથિલિન પાઈપોના બટ વેલ્ડીંગની તકનીક અને પરિમાણો વધુ રસપ્રદ છે, કારણ કે તત્વો પરમાણુ સ્તરે જોડાયેલા છે, મજબૂત સીમ બનાવે છે. આ પદ્ધતિનો ઉપયોગ 50 મીમીના વ્યાસ અને 5 મીમીની દિવાલની જાડાઈ ધરાવતા તત્વોને માઉન્ટ કરવા માટે થાય છે.
આ પદ્ધતિ સાથે, ઉત્પાદનોની કિનારીઓ વિશિષ્ટ હીટિંગ ઉપકરણ સાથે ગરમ થાય છે, અને પછી ઓગળે છે અને આ સ્થિતિમાં જોડાય છે, એક સંપૂર્ણ અને સંપૂર્ણ સીમ બનાવે છે.
પોઈન્ટ નંબર 7 સુધીના આ પ્રકારના વેલ્ડીંગ માટેની પ્રક્રિયા અગાઉના કનેક્શન વિકલ્પ જેવી જ છે (સિવાય કે કામ માટે કપ્લિંગ્સની આવશ્યકતા નથી).
વેલ્ડિંગ કરવાના તત્વોના ગરમી અને ઠંડકનો સમય નક્કી કરવા માટેનું કોષ્ટક
અને પછી તે અલગ પડે છે અને આ "દૃશ્ય" અનુસાર જાય છે:
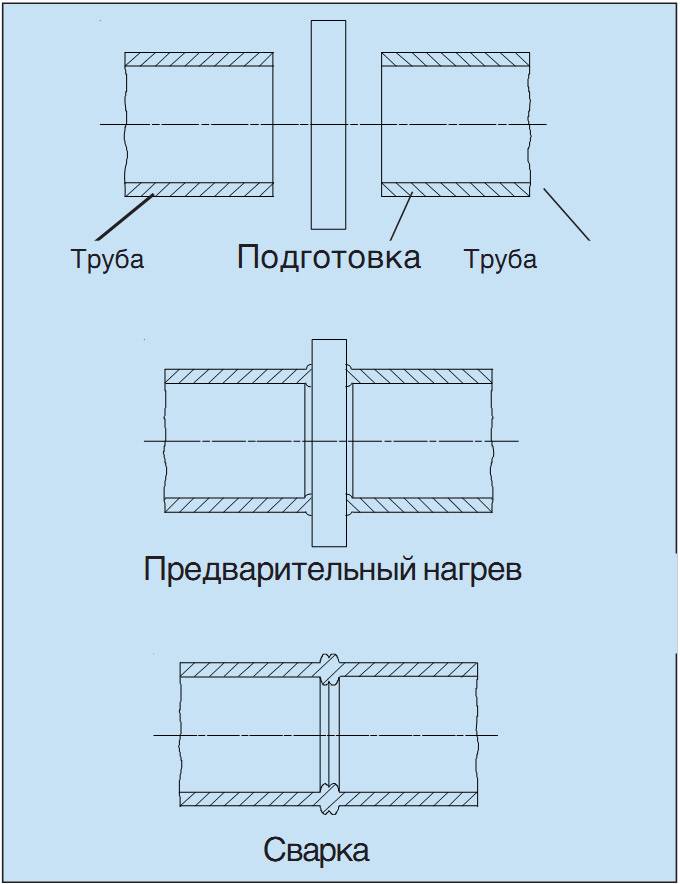
- તત્વોના છેડાને ઉપકરણમાં દાખલ કરો જેથી હીટિંગ પ્લેટ તેમની વચ્ચે હોય;
- પ્લેટની સામે કિનારીઓને દબાવો અને ગલન પ્રક્રિયા સુધી દબાવવાના દબાણને બદલશો નહીં;
- તત્વોને ગરમ કરો, ધોરણોનું પાલન કરો (વેલ્ડીંગ પોલિઇથિલિન પાઈપો માટે નીચેનું કોષ્ટક તમને આમાં મદદ કરશે);
- પ્લેટને દૂર કરો અને છેડાને ડોક કરો, તેમના પર સમાન દબાણ લાવો;
- ગાંઠ પકડીને, પોલિઇથિલિન ઠંડુ થાય ત્યાં સુધી રાહ જુઓ.
બેલ ટેકનોલોજી
સોલ્ડરિંગ HDPE પાઈપો ઘણી રીતે કરી શકાય છે. આ પ્રક્રિયાઓમાં ખાસ કરીને કંઈ જટિલ નથી, પરંતુ વેલ્ડરે નક્કી કરવું જોઈએ કે તેને કઈ પદ્ધતિ સૌથી વધુ અનુકૂળ છે.





સોકેટ કનેક્શન ટેકનોલોજી છે. તેને કેટલીકવાર "કપ્લીંગ" પણ કહેવામાં આવે છે. તેનો સાર વિશિષ્ટ ઉપકરણો - ફિટિંગ્સની મદદથી તત્વોના જોડાણમાં રહેલો છે. તેમના ઉપરાંત, તમારે કામ માટે સાધનોની જરૂર પડશે, એટલે કે વેલ્ડીંગ મશીન. તમે નાના ઉત્પાદનો (50 મીમી સુધી) માટે મેન્યુઅલ મોડેલ અથવા મોટા વ્યાસની પોલિઇથિલિન પાઈપો (40 મીમી અને તેથી વધુ) માટે યાંત્રિક મોડેલ પસંદ કરી શકો છો.
તમારે કામ માટે એડેપ્ટર અથવા વેલ્ડીંગ નોઝલ અને ઉત્પાદનોને કાપવા માટેના વિવિધ સાધનો તૈયાર કરવાનું પણ યાદ રાખવાની જરૂર છે.
આવા વેલ્ડીંગ કરતી વખતે, પાઇપના બાહ્ય ભાગને ફિટિંગની અંદરના ભાગ સાથે જોડવું જરૂરી છે. આ બંને સપાટીઓને વેલ્ડીંગ નોઝલ દ્વારા ગરમ કરવામાં આવે છે: પાઇપને સ્લીવ દ્વારા ગરમ કરવામાં આવે છે, અને ફિટિંગને મેન્ડ્રેલ દ્વારા ગરમ કરવામાં આવે છે.
પોલિઇથિલિન પાઈપો વેલ્ડીંગ માટેનું ઉપકરણ ખૂબ ખર્ચાળ છે
સોકેટ વેલ્ડીંગની વાસ્તવિક પ્રક્રિયા આના જેવી દેખાય છે:
- વેલ્ડીંગ મશીન જરૂરી તાપમાને ગરમ થાય છે;
- ફિટિંગને મેન્ડ્રેલ પર શક્ય તેટલું ખેંચવામાં આવે છે, અને તે જ સમયે, પાઇપનો અંત સ્લીવ પર મૂકવામાં આવે છે જ્યાં સુધી તે બંધ ન થાય (આ બધું ખૂબ જ ઝડપથી થવું જોઈએ);
- ભાગોના કદમાં તફાવતને લીધે, એક વધારાનું સ્તર દેખાય છે, જે જ્યારે ગરમ થાય છે, ત્યારે પીગળે છે અને નાના રોલરના સ્વરૂપમાં બહાર નીકળી જાય છે, જેને બર કહેવાય છે;
- મણકો પાઈપોના વ્યાસને ઘટાડે છે અને ત્યાંથી તેમને વેલ્ડીંગ નોઝલમાં પ્રવેશવાની અને ફિટિંગ સાથે મેન્ડ્રેલ સાથે સંરેખિત થવા દે છે;
- જ્યાં સુધી તે બંધ ન થાય ત્યાં સુધી તમામ ભાગો હીટિંગ નોઝલમાં ખસેડવા જોઈએ, અને આ ક્ષણે પહોંચ્યા પછી, તેમના પર કોઈપણ દબાણ બંધ કરવું જોઈએ;
- આગળ, બધા ટુકડાઓ જરૂરી સમય માટે આ સ્થિતિમાં રાખવામાં આવે છે;
- સમયના અંત પછી, ફિટિંગ દૂર કરવામાં આવે છે, પાઇપ નોઝલમાંથી દૂર કરવામાં આવે છે અને આ ભાગોને શક્ય તેટલું જોડવામાં આવે છે;
- સોલ્ડર કરેલ ટુકડો ઠંડુ થયા પછી, બીજા ઉત્પાદનને ફિટિંગના બીજા છેડે વેલ્ડિંગ કરવું આવશ્યક છે.
સોલ્ડરિંગ PE પાઈપો માટે પ્રસરણ પદ્ધતિ
આજની તારીખે, પોલિઇથિલિન પાસે હજી પણ ધાતુ અથવા મેટલ-પ્લાસ્ટિક જેવી સત્તા નથી, પરંતુ વાસ્તવમાં તેની શક્તિ અને પ્રદર્શન લાક્ષણિકતાઓ વધુ ખરાબ નથી. ઉત્પાદનના તબક્કે આધુનિક તકનીકો ઉચ્ચ ગુણવત્તા અને વિશ્વસનીયતાના PE પાઈપો બનાવવાનું શક્ય બનાવે છે. તેમને વેલ્ડ કરવાની સૌથી રસપ્રદ રીત પ્રસરણ છે, જેને ખાસ સાધનોના ઉપયોગની જરૂર નથી. શિખાઉ માણસ પણ આ રીતે વેલ્ડીંગનું કામ કરી શકશે.

ઉચ્ચ અને નીચા દબાણવાળી પોલિઇથિલિન (LDPE અને HDPE) સૌથી વધુ લોકપ્રિય પોલિમેરિક થર્મોપ્લાસ્ટિક્સ પૈકી એક છે, જે પાણી પુરવઠા, સ્વચ્છતા પ્રણાલી વગેરેની વિશાળ વિવિધતા ગોઠવવામાં સૌથી વધુ માંગમાં છે. પોલિમર સામગ્રીની એક વિશિષ્ટ વિશેષતા એ છે કે જ્યારે ગરમ થાય છે, ત્યારે તે નરમ થાય છે, કારણ કે પરમાણુઓની સાંકળનું એકબીજા સાથેનું જોડાણ ખોવાઈ જાય છે. જેમ જેમ તે સ્થિર થાય છે, તે તેની ભૂતપૂર્વ તાકાત પાછી મેળવે છે, જાણે કે રૂપાંતર ક્યારેય થયું જ ન હોય. તે આ લક્ષણ છે જે પોલિઇથિલિનને તેના પર વેલ્ડીંગ માટે એક આદર્શ સામગ્રી બનાવે છે. બે ઉત્પાદનોના નરમાઈ દરમિયાન, તેઓ કનેક્ટ થઈ શકે છે, જે મજબૂતીકરણ પછી, સૌથી ટકાઉ બોન્ડ તરફ દોરી જશે. બે ટુકડા વચ્ચે મજબૂત વેલ્ડ બનાવવામાં આવશે.

PE પાઈપો 270 ડિગ્રી સેલ્સિયસના પ્રમાણમાં ઓછા તાપમાને વેલ્ડિંગ કરવામાં આવે છે, જે કાર્યને મોટા પ્રમાણમાં સરળ બનાવે છે. સાધનોની પસંદગી દ્વારા અને અનુગામી ઉપયોગ.ઓપરેટિંગ સમય અત્યંત ટૂંકો છે (દરેક તબક્કા માટે થોડી સેકંડ) અને માત્ર પાઇપલાઇન્સની જાડાઈ બદલીને ગોઠવી શકાય છે.
ઉત્પાદનને કેવી રીતે વાળવું અથવા સીધું કરવું
પોલિઇથિલિન પાઈપો 12-મીટરની સીધી લંબાઈમાં અથવા મોટા કોઇલ પર ઘા હોય તેવા નક્કર ઉત્પાદનોના સ્વરૂપમાં વેચાણ માટે ઉપલબ્ધ છે. ટ્વિસ્ટેડ સ્થિતિમાં હોવાથી, ઉત્પાદનો રિંગ્સનું સ્વરૂપ લે છે અને વિકૃત થાય છે. વિકૃત HDPE પાઈપને સીધી અથવા વાળતા પહેલા, તેને ગરમ કરવી આવશ્યક છે.

પાઇપલાઇન એસેમ્બલ કરતી વખતે, વારંવાર ટ્વિસ્ટેડ અથવા, તેનાથી વિપરીત, વિકૃત પોલિઇથિલિન પાઇપને વાળવી જરૂરી બને છે.
ઓછી ઘનતાવાળી પોલિઇથિલિન તેની સારી સ્થિતિસ્થાપકતા માટે પ્રખ્યાત છે. પરંતુ તે + 80 ° સે ઉપરના ગરમ તાપમાને આ ગુણધર્મ ગુમાવે છે. ઉત્પાદનના રૂપરેખાંકનને બદલવા માટે જો જરૂરી હોય તો આ ક્ષણનો ઉપયોગ કરવામાં આવે છે.
પરંતુ તે યાદ રાખવું યોગ્ય છે કે સીધા અથવા વળાંક માટે તાપમાન માત્ર ટૂંકા ગાળા માટે વધારી શકાય છે. છેવટે, પોલિઇથિલિન પાઇપ બિલ્ડિંગ મટિરિયલ્સની કેટેગરીની છે, જો તાપમાન શાસનનું ઉલ્લંઘન થાય છે, તો તેને નુકસાન થઈ શકે છે.
પાઇપ બેન્ડિંગ પદ્ધતિઓની ઝાંખી
ઉત્પાદનને સહેજ ગરમ કર્યા પછી, તેના સંગ્રહ અને પરિવહન દરમિયાન ઊભી થતી ક્રિઝને દૂર કરીને, પાઇપને સીધી કરવી સૌથી સરળ છે. જો ઉનાળામાં પાઇપલાઇનની ફેરબદલ અથવા સમારકામ હાથ ધરવામાં આવે છે, જ્યારે સૂર્યની કિરણો શક્ય તેટલી ગરમ હોય છે, તો તમે કાર્ય પ્રાપ્ત કરવા માટે તેનો ઉપયોગ કરી શકો છો.








HDPE પાઇપને સીધી કરવા માટે, તમારે તેને સીધો સૂર્યપ્રકાશમાં થોડા કલાકો માટે છોડી દેવાની જરૂર છે, સેગમેન્ટના છેડાને નિશ્ચિતપણે ઠીક કરો.
યુવી કિરણો પોલિઇથિલિનના ઓપરેશનલ પરિમાણોને વધુ ખરાબ કરશે નહીં, પરંતુ તે જ સમયે તેઓ થોડા સમય માટે ઉત્પાદનની દિવાલોને નરમ કરવામાં સક્ષમ હશે.તમારે ફક્ત નરમ પાઈપને સખત સપોર્ટ અથવા દિવાલ સાથે ઠીક કરવી પડશે, અથવા તેને પૂર્વ-ખોદેલી ખાઈમાં મૂકવી પડશે. તમે જમીન પર બેન્ટ HDPE પાઇપને સીધી કરો તે પહેલાં, તમારે વિસ્તાર સાફ કરવાની જરૂર છે.
જો શિયાળામાં કામ કરવાનું હોય, તો ઉત્પાદનને ગરમ કરવા માટે ગરમ પાણીનો ઉપયોગ કરો. પરંતુ આ પદ્ધતિ પાઈપો માટે અસરકારક છે જેનું કદ 50 મીમીથી વધુ નથી. સીધા કરવા માટે સહાયક તરીકે, તમે મેટલ રેલિંગ અને ઈંટકામનો ઉપયોગ કરી શકો છો. કોઈ પણ સંજોગોમાં: ઉત્પાદનની લંબાઈ જેટલી ટૂંકી હશે, તેની સાથે કામ કરવું તેટલું સરળ હશે.
વર્કપીસને વાળવાની અસરકારક પદ્ધતિઓ
જો એચડીપીઇ પાઇપને વાળવું જરૂરી હોય ત્યારે વિપરીત પરિસ્થિતિ ઊભી થાય, તો બધી સમાન હીટ ટ્રીટમેન્ટનો ઉપયોગ થાય છે. ગરમ કરવા માટે, નીચેની પદ્ધતિઓનો ઉપયોગ કરવામાં આવે છે:
- બિલ્ડિંગ હેર ડ્રાયરની ગરમ દિશાત્મક હવાથી ફૂંકાય છે;
- ગેસ બર્નર સાથે ઉત્પાદનની દિવાલોને ગરમ કરો;
- ઉકળતા પાણીથી સપાટીને ડૂસ કરો.
બેન્ડિંગ પ્રક્રિયાને સરળ બનાવવા માટે, મોલ્ડિંગ ફ્રેમ બનાવવાનું વધુ સારું છે. ફ્રેમ, જેનું કદ બેન્ટ પાઇપના વ્યાસને અનુરૂપ છે, તે સામાન્ય ફાઇબરબોર્ડ શીટ્સમાંથી બનાવી શકાય છે. ફ્રેમની સપાટીને સરળ બનાવવા માટે, તેને સેન્ડપેપરના ટુકડાથી રેતી કરો.
હેર ડ્રાયર સાથે એચડીપીઇ પાઇપને વાળવા માટે, કામ નીચેના ક્રમમાં કરવામાં આવે છે:
- બિલ્ડીંગ હેર ડ્રાયર વડે સારવાર માટેનો વિસ્તાર ગરમ કરવામાં આવે છે.
- નરમ વર્કપીસને મોલ્ડિંગ ફ્રેમમાં વધુ ઊંડું કરવામાં આવે છે.
- વધુ પડતા બળનો ઉપયોગ કર્યા વિના, કાળજીપૂર્વક પાઇપને વાળો જેથી વળાંક પર ઉત્પાદન તૂટી ન જાય.
આવશ્યક બેન્ડિંગ એંગલ બનાવ્યા પછી, તમારે ઉત્પાદનને સંપૂર્ણપણે ઠંડુ ન થાય ત્યાં સુધી છોડવાની જરૂર છે અને તે પછી જ તેને ફ્રેમમાંથી દૂર કરો.

પોલિઇથિલિન ઉત્પાદનની સપાટીની સમાન ગરમીની ખાતરી કરવા માટે, કિરણો હેઠળના વિવિધ વિભાગોને બદલીને પાઇપને તેની ધરીની આસપાસ સતત ફેરવવી આવશ્યક છે.
એક મહત્વપૂર્ણ મુદ્દો: પાઇપને ગરમ કરતી વખતે, "ગોલ્ડન મીન" નું પાલન કરવું જરૂરી છે. જો બેન્ડિંગ સમયે સપાટી પૂરતી ગરમ ન થાય, તો પાઇપ તૂટી શકે છે. જો, હીટિંગ સમયે, હીટિંગ તત્વ ઉત્પાદનની ખૂબ નજીક લાવવામાં આવે છે, તો પોલિમર સળગી શકે છે.
બટ્ટ વેલ્ડીંગ

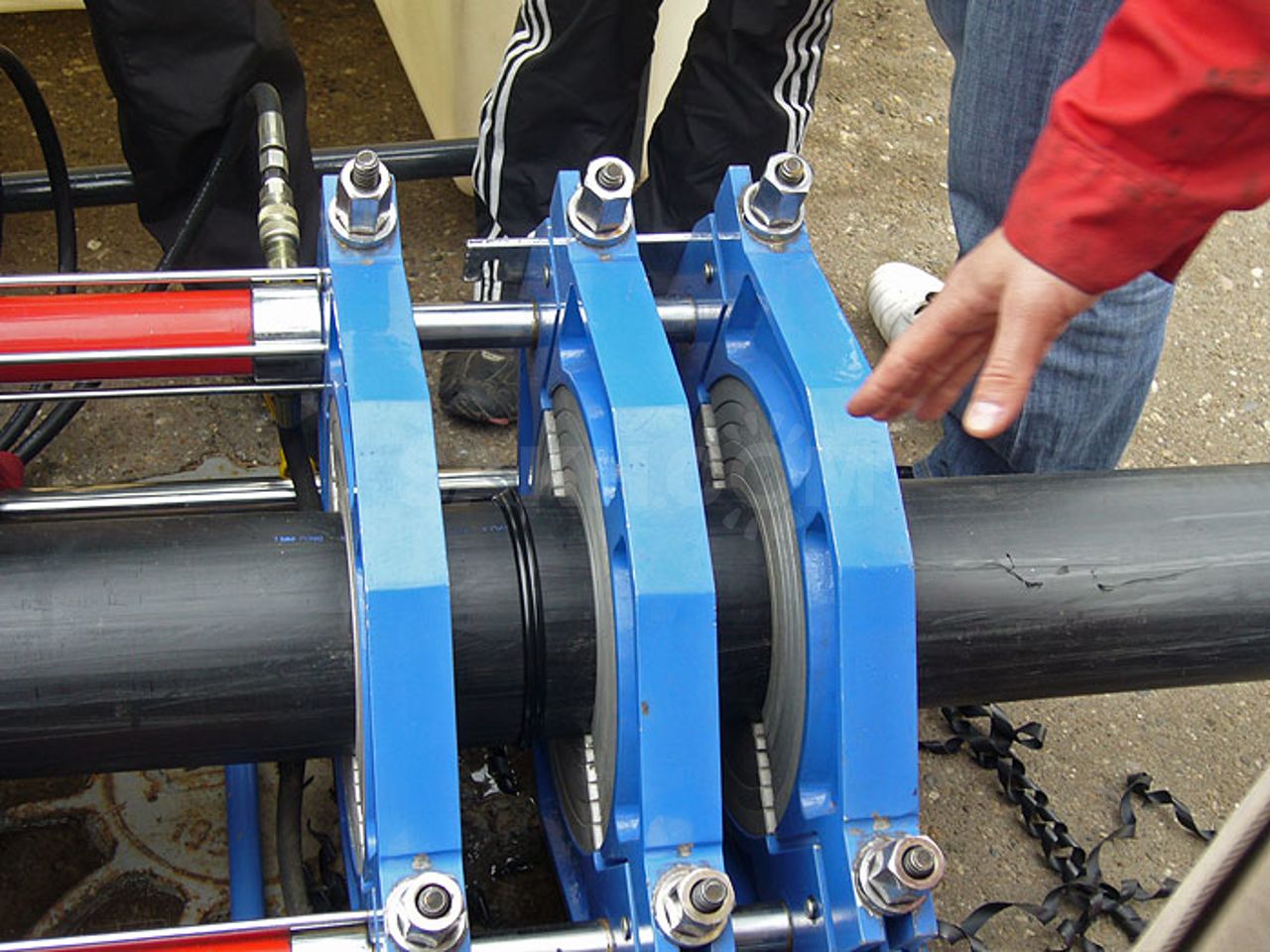
તમે તમારા પોતાના હાથથી HDPE પાઈપોને બટ-વેલ્ડ કરી શકો છો. યાંત્રિક અથવા હાઇડ્રોલિક ડ્રાઇવ સાથે ખાસ સાધનોનો ઉપયોગ કરીને બટ્ટ વેલ્ડીંગ કરવામાં આવે છે. આવા વેલ્ડીંગ મશીન સંપૂર્ણ અને ચુસ્ત જોડાણ સુધી ટ્યુબના બે ઘટકોને જોડવાની મંજૂરી આપશે. સૌથી વધુ લોકપ્રિય ઉપકરણો તે છે કે જેમાં સોફ્ટવેર નિયંત્રણ હોય છે. આવા સાધનો સંપૂર્ણ ઓટોમેશન અને ભૌતિક પ્રયત્નોના સંદર્ભમાં ઓપરેટરના હસ્તક્ષેપ વિના વેલ્ડીંગ પ્રક્રિયાને નિયંત્રિત કરવાની ક્ષમતા દ્વારા વર્ગીકૃત થયેલ છે.
તમારા પોતાના હાથથી કામ કરતા પહેલા, સમાન તકનીકી લાક્ષણિકતાઓ સાથે HDPE પાઈપો પસંદ કરવી જોઈએ. તે જ બેચમાંથી પણ ટ્યુબને વેલ્ડ કરવાની સલાહ આપવામાં આવે છે. અહીં પોલિમર મોલેક્યુલર સ્તરે જોડાયેલ હોવાથી, આ અભિગમ વેલ્ડીંગ સીમને વધુ હવાચુસ્ત અને વિશ્વસનીય બનાવશે.
બટ વેલ્ડીંગનો સિદ્ધાંત ખાસ પ્લેટ પર પાઇપના છેડાને ગરમ કરવાનો છે. ઓગળ્યા પછી, વેલ્ડિંગ કરવા માટેના બે પાઈપોના છેડા વચ્ચેની PE પ્લેટ દૂર કરવામાં આવે છે અને પોલિમર સંપૂર્ણપણે મિશ્ર અને સોલ્ડર ન થાય ત્યાં સુધી તત્વોને યાંત્રિક રીતે સંકુચિત કરવામાં આવે છે. તે પછી, પાઈપોને સંપૂર્ણપણે ઠંડું કરવાની મંજૂરી આપવી આવશ્યક છે.
પીવીસી પાઇપ વેલ્ડીંગ પદ્ધતિઓનું વર્ણન
- તેથી, 20 મીમીના ક્રોસ સેક્શનવાળા પાઈપો માટે, ગલન લંબાઈ (વેલ્ડીંગ ઊંડાઈ) 14.5 મીમી હશે;
- તત્વો 25 મીમી - 16 મીમી;
- 32 મીમી - 18 મીમીના વ્યાસ સાથે ટ્યુબ માટે;
- 40 મીમી - 20 મીમીના વિભાગ સાથે ટ્યુબ માટે;
- 50 મીમી - 23 મીમીના વ્યાસ સાથે પાઈપો.
ઇલેક્ટ્રોફ્યુઝનનો ઉપયોગ કરવાની શક્તિ
સામાન્ય રીતે, ઇલેક્ટ્રીક કપલિંગનો ઉપયોગ એવા કિસ્સાઓમાં થાય છે કે જ્યાં પોલિઇથિલિન પાઈપને અંત-થી-એન્ડ વેલ્ડ કરવા માટે અનુકૂળ અથવા વ્યવહારુ ન હોય. મોટેભાગે આ ગટરના કુવાઓ, સાંકડી અને અસુવિધાજનક ચેનલો, પાયામાં અને ઘરોની દિવાલોમાં સ્થાપન ખાડાઓમાં થાય છે. કડક શબ્દોમાં કહીએ તો, બટ વેલ્ડીંગનો ઉપયોગ કરી શકાતો નથી તેવા કિસ્સામાં ઇલેક્ટ્રિક કપ્લિંગ્સ બચાવમાં આવે છે.








પોલિઇથિલિન પાઈપોને જોડવાની આ પદ્ધતિનો બીજો ફાયદો એ છે કે અકસ્માત અથવા પાઇપલાઇનને નુકસાન થવાના કિસ્સામાં તેની સગવડ છે. એક નિયમ તરીકે, આવી પરિસ્થિતિઓને ખૂબ જ ઝડપી મુશ્કેલીનિવારણની જરૂર છે. ઇલેક્ટ્રિક કપ્લિંગ્સ સાથે વેલ્ડીંગ એચડીપીઇ પાઈપો અમલીકરણની નોંધપાત્ર સરળતા દ્વારા વર્ગીકૃત થયેલ છે - આ કિસ્સામાં, કોઈ વિશેષ જ્ઞાનની જરૂર નથી.

ઉપકરણના ઇન્સ્ટોલેશનની સરળતા તેના પર વિશિષ્ટ છિદ્રોની હાજરી દ્વારા સુનિશ્ચિત કરવામાં આવે છે. આધુનિક વેલ્ડીંગ મશીનો પર ડોકીંગ માટે શ્રેષ્ઠ તાપમાન શાસન નક્કી કરવા માટે, બારકોડમાંથી સીધી જરૂરી માહિતી વાંચવાનું કાર્ય પ્રદાન કરવામાં આવે છે, જે ઇલેક્ટ્રિક કપ્લિંગ્સથી સજ્જ છે. કનેક્શન પ્રક્રિયા સૌથી સરળ સાધનો સાથે લાગુ કરવામાં આવે છે - પાઇપના છેડા ઉતારવા માટેનું એક ઉપકરણ, ઇલેક્ટ્રિક કપ્લીંગ અને વેલ્ડીંગ મશીન.



