- અરજીઓ
- કોપર પાઈપોના પ્રકાર
- સોલ્ડરિંગ કોપર પાઇપ માટે શું જરૂરી છે
- નંબર 11. હીટિંગ પાઇપ વ્યાસ
- કોપર પાઈપોને કનેક્ટ કરવાની પદ્ધતિઓ
- વેલ્ડીંગ
- એક્ઝોસ્ટ ફિટિંગ સાથે કોપર પાઇપનું જોડાણ.
- રોલિંગ
- કમ્પ્રેશન ફિટિંગ
- પ્રેસ ફિટિંગ
- સોલ્ડરિંગ કોપર પાઇપ
- કોપર પાઇપનો ઉપયોગ કરતી વખતે મર્યાદાઓ
- કોપર પાઇપલાઇન્સને કનેક્ટ કરવાની પદ્ધતિઓ
- હીટિંગના ઇન્સ્ટોલેશનને કેવી રીતે સરળ બનાવવું
- કેશિલરી સોલ્ડરિંગ
- નંબર 6. ગરમ કરવા માટે કોપર પાઈપો
- તાંબાના ઉત્પાદનોની વિવિધતા
- ઉત્પાદન
- પદ્ધતિ #2: ગ્રુવિંગ (રોલ ગ્રુવ)
- knurled ગ્રુવ કનેક્શન તૈયાર કરવું અને બનાવવું
- સંપૂર્ણ knurled સિસ્ટમ પરીક્ષણ
- નંબર 7. હીટિંગ માટે પોલીપ્રોપીલિન પાઈપો
- તુલનાત્મક કિંમત ઝાંખી
- પ્રકારો
- વિશિષ્ટતાઓ
અરજીઓ
ત્યાં ઘણી પરિસ્થિતિઓ છે જ્યારે આ સામગ્રી પસંદ કરવાનું વધુ સારું છે:
- કોપર પાઈપોમાંથી હીટિંગ સિસ્ટમ ઇન્સ્ટોલ કરવા માટેનો વર્તમાન વિકલ્પ ઘન ઇંધણ બોઈલર સાથે કનેક્ટ કરવાનો છે. આ એ હકીકતને કારણે છે કે આવી સિસ્ટમો ઊંચા તાપમાન (100 ડિગ્રી સેલ્સિયસથી વધુ) ના લાંબા સમય સુધી સંપર્કમાં રહે છે.
- અન્ય સામગ્રીઓની તુલનામાં, જો તેની પાસે જટિલ આકાર હોય તો કોપર વધુ સારું છે.
- જો ઘરના માલિક પાસે પૂરતા પૈસા હોય, તો તે ઉચ્ચતમ ટકાઉપણું સૂચક મેળવવા માંગે છે તો સ્થાપન 100% ન્યાયી રહેશે.
અન્ય વિકલ્પોને ધ્યાનમાં લેતા, તમારે પ્લાસ્ટિક અથવા સ્ટેનલેસ સ્ટીલ પર ધ્યાન આપવાની જરૂર છે.
કોપર પાઈપોના પ્રકાર
આવા ઉત્પાદનો કદ અને ક્રોસ વિભાગમાં ભિન્ન હોય છે અને નીચેના પ્રકારના હોય છે:
- કોપર એન્નીલ્ડ પાઇપ. નરમાઈ મેળવવા માટે, આવા ઉત્પાદનોને હીટ ટ્રીટમેન્ટને આધિન કરવામાં આવે છે. આ તેમના ઇન્સ્ટોલેશનને સરળ બનાવે છે.
- કોપર એનિલ કરેલ પાઈપો નથી. આ 1 થી 5 મીટર લાંબા સીધા ભાગો છે.
પાઈપોનો ક્રોસ સેક્શન ક્લાસિક અને લંબચોરસ હોઈ શકે છે. બાદમાંનો ઉપયોગ સ્ટેટર વિન્ડિંગ્સ માટે કંડક્ટરની રચનામાં થાય છે, જે પ્રવાહી દ્વારા ઠંડુ થાય છે. તેમનું ઉત્પાદન જટિલ છે અને કિંમત પરંપરાગત કરતા વધારે છે. પાણી પુરવઠા માટે કોપર પાઈપોનો સૌથી લોકપ્રિય વ્યાસ 10 થી 23 મીમી સુધીનો છે, ડ્રેઇન સિસ્ટમ્સ માટે - 30 થી 45 મીમી સુધી.
સોલ્ડરિંગ કોપર પાઇપ માટે શું જરૂરી છે
સોલ્ડરિંગ કોપર પાઈપો, જે તમારા પોતાના હાથથી કરવું મુશ્કેલ નથી, તેને ખર્ચાળ સાધનો અને કોઈપણ વિશિષ્ટ સામગ્રીની જરૂર નથી. તેને યોગ્ય રીતે અમલમાં મૂકવા માટે, તમારે નીચેના ઉપકરણોની જરૂર પડશે.
બર્નર, જેના કારણે સોલ્ડર અને પાઇપ વિભાગ જ્યાં તેઓ જોડાયેલા હશે તે ગરમ થશે. નિયમ પ્રમાણે, આવા બર્નરને પ્રોપેન ગેસ પૂરો પાડવામાં આવે છે, જેનું દબાણ વેલ્ડીંગ રીડ્યુસર દ્વારા નિયંત્રિત થાય છે.
કોપર પાઈપો કાપવા માટેનું ખાસ સાધન. આ ધાતુથી બનેલા ઉત્પાદનો ખૂબ નરમ હોવાથી, તેઓને નરમાશથી કાપવા જોઈએ જેથી દિવાલો પર કરચલીઓ ન પડે. આધુનિક બજારમાં વિવિધ મોડેલોના પાઇપ કટર ઓફર કરવામાં આવે છે, તેમની કાર્યક્ષમતા અને તકનીકી ક્ષમતાઓ બંનેમાં ભિન્ન છે.
આવા ઉપકરણોના વ્યક્તિગત મોડેલોની ડિઝાઇન, જે મહત્વપૂર્ણ છે, તેમને હાર્ડ-ટુ-પહોંચના સ્થળોએ કામ કરવા માટે પણ ઉપયોગમાં લેવાની મંજૂરી આપે છે.
પાઇપ એક્સ્પાન્ડર એ એક ઉપકરણ છે જે તમને કોપર પાઇપના વ્યાસને વિસ્તૃત કરવાની મંજૂરી આપે છે, જે વધુ સારી રીતે સોલ્ડર કરવા માટે જરૂરી છે. કોપર પાઈપોમાંથી માઉન્ટ થયેલ વિવિધ સિસ્ટમોમાં, સમાન વિભાગના ઘટકોનો ઉપયોગ કરવામાં આવે છે, અને તેમને ગુણાત્મક રીતે કનેક્ટ કરવા માટે, કનેક્ટેડ તત્વોમાંથી એકનો વ્યાસ થોડો વધારવો જરૂરી છે. તે આ સમસ્યા છે કે પાઇપ વિસ્તરણકર્તા જેવા ઉપકરણ ઉકેલે છે.
તે આ સમસ્યા છે કે પાઇપ વિસ્તરણકર્તા જેવા ઉપકરણ ઉકેલે છે.
કોપર પાઇપ ફ્લેરિંગ કીટ
કોપર પાઇપના છેડાને ચેમ્ફર કરવા માટેનું ઉપકરણ. આનુષંગિક બાબતો પછી, ભાગોના છેડા પર બર્ર્સ રહે છે, જે ઉચ્ચ-ગુણવત્તા અને વિશ્વસનીય કનેક્શન મેળવવામાં દખલ કરી શકે છે. તેમને દૂર કરવા અને પાઈપોના છેડાને જરૂરી રૂપરેખાંકન આપવા માટે, સોલ્ડરિંગ પહેલાં બેવેલરનો ઉપયોગ કરવામાં આવે છે. આજે બજારમાં બે મુખ્ય પ્રકારના ચેમ્ફરિંગ ઉપકરણો છે: રાઉન્ડ બોડીમાં મૂકવામાં આવે છે અને પેન્સિલના રૂપમાં બનાવવામાં આવે છે. વાપરવા માટે વધુ અનુકૂળ, પણ વધુ ખર્ચાળ, રાઉન્ડ ઉપકરણો છે જે 36 મીમી કરતા વધુ ન હોય તેવા વ્યાસ સાથે સોફ્ટ કોપર પાઇપ પર પ્રક્રિયા કરી શકે છે.
સોલ્ડરિંગ માટે કોપર પાઈપોને યોગ્ય રીતે તૈયાર કરવા માટે, તેમની સપાટી પરથી તમામ અશુદ્ધિઓ અને ઓક્સાઇડ દૂર કરવા જરૂરી છે. આ હેતુઓ માટે, પીંછીઓ અને પીંછીઓનો ઉપયોગ કરવામાં આવે છે, જેમાંથી બરછટ સ્ટીલના વાયરથી બનેલા છે.
કોપર પાઈપોનું બ્રેઝિંગ સામાન્ય રીતે સખત સોલ્ડર સાથે કરવામાં આવે છે, જે ઉચ્ચ અને નીચું તાપમાન હોઈ શકે છે. ઉચ્ચ-તાપમાન સોલ્ડર એ તાંબાનો તાર છે જે તેની રચનામાં લગભગ 6% ફોસ્ફરસ ધરાવે છે. આવા વાયર 700 ડિગ્રી તાપમાને પીગળે છે, જ્યારે તેના નીચા-તાપમાન પ્રકાર (ટીન વાયર) માટે 350 ડિગ્રી પર્યાપ્ત છે.
સોલ્ડરિંગ કોપર પાઈપોની તકનીકમાં ખાસ ફ્લક્સ અને પેસ્ટનો ઉપયોગ શામેલ છે જે રક્ષણાત્મક કાર્ય કરે છે. આવા પ્રવાહો માત્ર બનાવેલ સીમને તેમાં હવાના પરપોટાના નિર્માણથી સુરક્ષિત કરતા નથી, પરંતુ પાઇપ સામગ્રીમાં સોલ્ડરની સંલગ્નતાને પણ નોંધપાત્ર રીતે સુધારે છે.
ફ્લક્સ, સોલ્ડર અને અન્ય મૂળભૂત તત્વો ઉપરાંત, કોપર પાઈપોને સોલ્ડર કરવા માટે વધારાના સાધનોની જરૂર પડશે, જે દરેક વર્કશોપ અથવા ગેરેજમાં મળી શકે છે. તાંબાના ઉત્પાદનોને સોલ્ડર અથવા વેલ્ડ કરવા માટે, વધુમાં તૈયાર કરો:
- નિયમિત માર્કર;
- ખીલા પર ફરતા ટેબલ પર રમાતી એક જુગારની રમત;
- મકાન સ્તર;
- સખત બરછટ સાથે એક નાનો બ્રશ;
- એક ધણ.
કામ શરૂ કરતા પહેલા, કોપર પાઈપોને કેવી રીતે સોલ્ડર કરવી તે નક્કી કરવું પણ મહત્વપૂર્ણ છે. ત્યાં બે મુખ્ય વિકલ્પો હોઈ શકે છે: બ્રેઝિંગ કોપર (ઓછા સામાન્ય રીતે વપરાયેલ) અને સોફ્ટ સોલ્ડરનો ઉપયોગ. આ મુદ્દાને ઉકેલતી વખતે, એ હકીકતથી આગળ વધવું મહત્વપૂર્ણ છે કે એક અથવા બીજા પ્રકારના સોલ્ડરના ઉપયોગ માટેની આવશ્યકતાઓ છે.
તેથી, સખત સોલ્ડરનો ઉપયોગ રેફ્રિજરેશન એકમો અને એર કંડિશનરના સોલ્ડરિંગ તત્વો માટે થાય છે. અન્ય તમામ કેસોમાં (પાણી પુરવઠા પ્રણાલી, હીટિંગ સિસ્ટમ્સ, વગેરે), ટીન વાયરનો ઉપયોગ કરી શકાય છે. પરંતુ ગમે તે ટેક્નોલોજી પસંદ કરવામાં આવે છે, તે યાદ રાખવું જોઈએ કે કોઈ પણ સંજોગોમાં પ્રવાહ જરૂરી છે.










આ મુદ્દાને હલ કરતી વખતે, એ હકીકતથી આગળ વધવું મહત્વપૂર્ણ છે કે એક અથવા બીજા પ્રકારના સોલ્ડરના ઉપયોગ માટે આવશ્યકતાઓ છે. તેથી, સખત સોલ્ડરનો ઉપયોગ રેફ્રિજરેશન એકમો અને એર કંડિશનરના સોલ્ડરિંગ તત્વો માટે થાય છે.
અન્ય તમામ કેસોમાં (પાણી પુરવઠા પ્રણાલી, હીટિંગ સિસ્ટમ્સ, વગેરે), ટીન વાયરનો ઉપયોગ કરી શકાય છે. પરંતુ ગમે તે ટેક્નોલોજી પસંદ કરવામાં આવે છે, તે યાદ રાખવું જોઈએ કે કોઈ પણ સંજોગોમાં પ્રવાહ જરૂરી છે.
સોલ્ડરિંગ પહેલાં કોપર પાઇપની આંતરિક સપાટીને છીનવી લેવા માટેના બ્રશ
નંબર 11. હીટિંગ પાઇપ વ્યાસ
વિવિધ સામગ્રીમાંથી બનેલા પાઈપો વિવિધ વ્યાસમાં રજૂ કરવામાં આવે છે. સૌથી યોગ્ય મૂલ્ય પસંદ કરવા માટે, તમારે હીટિંગ સિસ્ટમની સમગ્ર યોજનાનો અભ્યાસ કરવાની અને નિષ્ણાતોની મદદ માટે પૂછવાની જરૂર છે. અંદાજિત વ્યાસ સ્વતંત્ર રીતે ગણતરી કરી શકાય છે. રૂમનો વિસ્તાર, જેના પર થર્મલ પાવર આધાર રાખે છે અને શીતકની ઝડપ જેવા પરિમાણોને ધ્યાનમાં લેવામાં આવે છે.
ઘણા લોકો ભૂલથી વિચારે છે કે પાઇપનો વ્યાસ જેટલો મોટો છે, સિસ્ટમની કાર્યક્ષમતા વધારે છે. હકીકતમાં, જ્યારે ખૂબ મોટી હોય તેવા પાઈપો પસંદ કરતી વખતે, સિસ્ટમમાં દબાણ ઘટે છે, અને હીટિંગ સંપૂર્ણપણે અદૃશ્ય થઈ જાય છે - ગરમ પાણી સમગ્ર પાઇપિંગ સિસ્ટમ અને રેડિએટર્સની આસપાસ જઈ શકતું નથી. વ્યાસ જેટલો નાનો છે, પાણીનો પ્રવાહ દર વધારે છે. આદર્શ રીતે, ઝડપ 0.2 m/s કરતાં વધુ હોવી જોઈએ, પરંતુ 1.5 m/s કરતાં ઓછી હોવી જોઈએ, અન્યથા શીતક પરિભ્રમણ પ્રક્રિયા ખૂબ ઘોંઘાટીયા હશે.
વ્યાસ ગણતરીના આધારે પસંદ કરવામાં આવે છે જરૂરી ગરમીનું ઉત્પાદન. 3 મીટર સુધીની ટોચમર્યાદાની ઊંચાઈ ધરાવતા રૂમ માટે, દરેક 1 મીટર 2 માટે 100 W ઊર્જાની જરૂર છે. 20 એમ 2 ના ઓરડા માટે, ઉદાહરણ તરીકે, 2000 ડબ્લ્યુ થર્મલ પાવરની જરૂર છે, અહીં તે અનામતના 20% ઉમેરવા યોગ્ય છે, અમને 2400 ડબ્લ્યુ મળે છે. આ થર્મલ પાવર એક અથવા બે રેડિએટર્સ દ્વારા પ્રદાન કરવામાં આવે છે, જો રૂમમાં બે બારીઓ હોય તો - દરેક વિંડોની નીચે. કોષ્ટક મુજબ, આપણે જોઈએ છીએ કે આ શક્તિને આવરી લેવા માટે 8 મીમીના આંતરિક વ્યાસવાળા પાઈપોની જરૂર છે, પરંતુ 10 મીમી પણ યોગ્ય છે. અલબત્ત, આ બધી શરતી ગણતરીઓ છે, પરંતુ તે તમને પાઈપોની ખરીદી માટેના બજેટમાં નેવિગેટ કરવામાં મદદ કરશે.
અંતે, અમે નોંધીએ છીએ કે હીટિંગ પાઈપો પર બચત ન કરવી તે વધુ સારું છે - આ તમને અસંખ્ય સમસ્યાઓથી બચાવશે.Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast જેવા ઉત્પાદકોના ઉત્પાદનોએ પોતાને સારી રીતે સાબિત કર્યા છે.
કોપર પાઈપોને કનેક્ટ કરવાની પદ્ધતિઓ
વેલ્ડીંગ
તે તદ્દન ભાગ્યે જ થાય છે. વેલ્ડીંગ ટોર્ચ ગરમ કરવા માટે મોટા-વ્યાસના કોપર પાઈપોને જોડે છે (108 મીમીના વ્યાસથી શરૂ થાય છે);
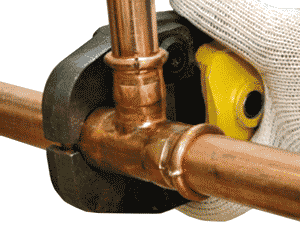
એક્ઝોસ્ટ ફિટિંગ સાથે કોપર પાઇપનું જોડાણ.
પાઇપની અંદર એક છિદ્ર બનાવવામાં આવે છે, કેમ્સ દાખલ કરવામાં આવે છે અને વિશિષ્ટ સાધનનો ઉપયોગ કરીને સોકેટ બહાર કાઢવામાં આવે છે. પાઈપોને કનેક્ટ કરવાની એક જગ્યાએ કપરું અને ખર્ચાળ રીત, તમારે એક ખાસ મશીનની જરૂર છે અને ઇન્સ્ટોલર્સ આ માઉન્ટિંગ વિકલ્પને માન આપતા નથી.
રોલિંગ
કોપર પાઈપોને કનેક્ટ કરવાની પદ્ધતિ સારી છે, પરંતુ હીટિંગ સિસ્ટમ્સમાં તેનો ઉપયોગ થતો નથી. ભડકાયેલો ભાગ, અને પછી ફેક્ટરી-નિર્મિત શોધવાનું ખૂબ જ દુર્લભ છે.
કમ્પ્રેશન ફિટિંગ
ઘણી વાર થાય છે. તેમાં ત્રણ ભાગોનો સમાવેશ થાય છે: એક અખરોટ, એક ઓ-રિંગ અને ખૂણાના રૂપમાં ફિટિંગ. કનેક્શન સિદ્ધાંત: એક અખરોટ, એક ઓ-રિંગ અને ફિટિંગ કોપર પાઇપ પર મૂકવામાં આવે છે. પછી અખરોટને ટ્વિસ્ટેડ કરવામાં આવે છે અને ફિટિંગ માટે પાઇપને દબાવવામાં આવે છે. બીજી બાજુ, તે જ કરવામાં આવે છે.
કોપર પાઇપને કનેક્ટ કરવાની આ પદ્ધતિનો ગેરલાભ એ છે કે ફિટિંગ પર અખરોટને કયા બળ સાથે સજ્જડ કરવા માટે કોઈ ભલામણ નથી. દરેક વ્યક્તિ તે શ્રેષ્ઠ રીતે કરી શકે છે, અને પરિણામે, પાણી લીક થઈ શકે છે.
અન્ય ગેરલાભ એ ફિટિંગની શરતી બિન-વિભાજ્યતા છે, tk. સીલિંગ રીંગ, જ્યારે પાઇપ પર પોશાક પહેરવામાં આવે છે, ત્યારે તેમાં કાપી નાખે છે અને કાયમ રહે છે. તેથી, પાઇપ વિભાગને સુધારવા (ફિટિંગ દૂર કરવા) માટે, આ પાઇપ વિભાગને કાપીને એક નવો દાખલ કરવો પડશે.
જો તમને કમ્પ્રેશન ફિટિંગની ઓફર કરવામાં આવે છે, તો નકારવું અને બીજું કંઈક પૂછવું વધુ સારું છે.
પ્રેસ ફિટિંગ
તે દુર્લભ છે, કારણ કે.માસ્ટરને તેને ઇન્સ્ટોલ કરવા માટે ખાસ પેઇરનો સમૂહ (લગભગ બાર) અને ખર્ચાળ પ્રેસની જરૂર છે. કનેક્શનનો સિદ્ધાંત: ફિટિંગને પાઇપ પર ફેંકવામાં આવે છે અને ઇચ્છિત પ્રકારની સાણસી સાથે ક્લેમ્પ્ડ કરવામાં આવે છે. પરિણામ એ સંપૂર્ણપણે મજબૂત બિન-વિભાજ્ય જોડાણ છે.
આ નરમ અને સખત પાઇપ ફિટિંગની પ્રક્રિયા વચ્ચેનો તફાવત.
કોમ્પ્રેશન ફિટિંગ ઇન્સ્ટોલ કરતી વખતે સોફ્ટ કોપર પાઇપની અંદર સપોર્ટ સ્લીવ દાખલ કરવી આવશ્યક છે. સપોર્ટ રિંગને સંકુચિત કરતી વખતે સ્લીવ તમને પાઇપની ભૂમિતિને બચાવવા માટે પરવાનગી આપે છે.










સોલ્ડરિંગ કોપર પાઇપ
પદ્ધતિ સસ્તા સાધનોનો ઉપયોગ કરીને કોપર પાઇપનું ઉચ્ચ-ગુણવત્તાનું જોડાણ મેળવવાની મંજૂરી આપે છે. આ સામાન્ય રીતે નાના પાઇપ વ્યાસ માટે પ્રોપેન ટોર્ચ છે. 54 મીમીથી વધુ વ્યાસવાળા પાઈપો માટે, એસીટીલીન-એર ટોર્ચ યોગ્ય છે.
સોલ્ડરિંગના બે પ્રકાર છે - સખત અને નરમ (ઉચ્ચ અને નીચું તાપમાન). હાર્ડ સોલ્ડરિંગ સોફ્ટ સોલ્ડરિંગ કરતાં ઊંચા તાપમાને કરવામાં આવે છે. એક અભિપ્રાય છે કે સખત સોલ્ડરિંગ સોફ્ટ સોલ્ડરિંગ કરતાં વધુ મજબૂત છે. આ સાચુ નથી.
હાર્ડ સોલ્ડરિંગ સોફ્ટ સોલ્ડરિંગ કરતાં ઓછી તકનીકી રીતે અદ્યતન છે. સખત સોલ્ડરિંગનો ઉપયોગ કરીને સોલ્ડર કરવા માટે, તમારે ફક્ત પાઇપ પર ફિટિંગ મૂકવાની જરૂર છે, જંકશનને ઘેરા કિરમજી રંગમાં ગરમ કરો અને પછી સોલ્ડરને જોડો.
સોફ્ટ સોલ્ડરિંગમાં શામેલ છે:
- સંયુક્તને ધાતુની ચમકથી સાફ કરવું,
- ફિટિંગની આંતરિક સપાટીને સાફ કરવી,
- પ્રવાહ એપ્લિકેશન,
- જોડતા ભાગો,
- વધારાનું પ્રવાહ દૂર કરવું
- ખરેખર સોલ્ડરિંગ.
સોફ્ટ સોલ્ડરિંગ અને હાર્ડ સોલ્ડરિંગ વચ્ચેનો મુખ્ય તફાવત એ છે કે સોફ્ટ સોલ્ડરિંગ પછી, કોપર પાઈપ સખત સોલ્ડરિંગ કરતાં વધુ સુઘડ દેખાવ ધરાવે છે.સખત સોલ્ડરિંગ દરમિયાન, પાઇપ ખૂબ જ ગરમ થાય છે, જાડાઈમાં કાળો થઈ જાય છે, ફ્લેક્સથી ઢંકાય છે - તેને સાફ કરવું અશક્ય છે, તે ચળકતી કોપર પાઇપ જેવો દેખાશે નહીં, તે કાળો હશે. સખત સોલ્ડરિંગ પછી, બોઈલર રૂમ બિહામણું લાગે છે, તેથી જો તેઓ સખત સોલ્ડરિંગ ઓફર કરે છે, તો તે નકારવું વધુ સારું છે. માત્ર સોફ્ટ સોલ્ડરનો ઉપયોગ કરવો જોઈએ.
કોપર પાઇપનું સખત સોલ્ડરિંગ તે કિસ્સાઓમાં યોગ્ય છે જ્યારે પ્રવાહી નહીં, પરંતુ પાઇપલાઇન દ્વારા ગેસનું પરિવહન કરવામાં આવશે. ઉદાહરણ તરીકે, એર કન્ડીશનીંગ સિસ્ટમ્સ માટે, કોઈપણ ગેસના પરિવહન માટેની સિસ્ટમો માટે, ફક્ત સખત સોલ્ડરિંગની મંજૂરી છે, કારણ કે પાઇપ પર લાગુ ફ્લક્સ અવશેષો અને ફિટિંગની આંતરિક સપાટી પાઇપલાઇનમાં આવે છે અને ધોવાઇ જવી જોઈએ.
સોફ્ટ સોલ્ડરિંગ હાઇડ્રોલિક સિસ્ટમ માટે યોગ્ય છે તે વધુ સૌંદર્યલક્ષી લાગે છે.
કોપર પાઇપનો ઉપયોગ કરતી વખતે મર્યાદાઓ
તાંબા માટે, ધાતુના ગુણધર્મોને લીધે નીચેની કાર્યકારી મર્યાદાઓ છે:
- નરમાઈ, જે પાઈપોની પ્લાસ્ટિસિટી અને તેમના ઇન્સ્ટોલેશનની સુવિધાને સુનિશ્ચિત કરે છે, તે માન્ય પાણીના પ્રવાહ દર પર મર્યાદા લાદે છે. પાણી પુરવઠા પ્રણાલીની લાંબી સેવા જીવન માટે, 2 m/s સુધીના મૂલ્યો શ્રેષ્ઠ છે.
- તાંબાની નરમતાને લીધે, પાણીની શુદ્ધતા પર નીચેની આવશ્યકતાઓ લાદવામાં આવે છે - તેમાં યાંત્રિક અશુદ્ધિઓ હોવી જોઈએ નહીં, જે ઇનલેટ પર યોગ્ય ફિલ્ટર્સ ઇન્સ્ટોલ કરીને પ્રાપ્ત થાય છે. સસ્પેન્ડેડ કણો યાંત્રિક અસરને કારણે ધોવાણ (પાઈપ દિવાલ સામગ્રીમાંથી ધોવાણ)નું કારણ બની શકે છે.
- તાંબાની સપાટી ઓક્સાઇડ ફિલ્મથી ઢંકાયેલી હોય છે જે કુદરતી રીતે થાય છે અને એક રક્ષણાત્મક સ્તર છે. પાણીમાં હાજર ક્લોરિન આ ફિલ્મને સાચા પેટીનામાં રૂપાંતરિત કરે છે, જે પાઇપને વધુ રક્ષણ પૂરું પાડે છે.આ ત્યારે જ થાય છે જ્યારે પાણીના પ્રવાહની કુલ કઠિનતા 6.0-9.0 ની રેન્જમાં pH સાથે 1.42–3.1 mg/l હોય. નહિંતર, પેટિના નાશ પામશે, અને આ તાંબાના વપરાશને કારણે તેની સતત પુનઃસ્થાપન તરફ દોરી જશે, જે પાઇપલાઇનના જીવનને નોંધપાત્ર રીતે ઘટાડી શકે છે.
- પીવાના પાણીના પુરવઠામાં, પાઈપોને જોડવા માટે લીડ સોલ્ડરનો ઉપયોગ કરવાની મંજૂરી નથી (સીસું એક ઝેરી પદાર્થ છે).
- કોપર પાઇપલાઇન ઇન્સ્ટોલ કરતી વખતે, તમામ કામગીરી હાથ ધરવા જરૂરી છે જેથી સિસ્ટમની સર્વિસ લાઇફ અંદાજિત 50 વર્ષથી ઓછી ન થાય. પાઈપોને બેન્ડ કરતી વખતે, તેમની ક્રિઝને મંજૂરી નથી, કારણ કે આ પાણીના લેમિનર પ્રવાહનું ઉલ્લંઘન કરશે. પાઇપ ટ્વિસ્ટેડ ન હોવી જોઈએ. જામની સ્થિતિમાં, સંપાદન 1 કરતા વધુ વખત હાથ ધરવામાં આવતું નથી.
- સોલ્ડરિંગ પછી બનેલા બર અને બર્સને દૂર કરવા આવશ્યક છે, કારણ કે તે સહવર્તી ધોવાણ સાથે પાણીના પ્રવાહમાં તોફાની એડીઝની ઘટનામાં ફાળો આપે છે, જે કોપર પાઇપલાઇનની સર્વિસ લાઇફમાં ઘટાડો તરફ દોરી જશે.
- સોલ્ડરિંગ દરમિયાન ઓવરહિટીંગ, ખાસ કરીને મજબૂત, લીકી કનેક્શન અથવા તાંબાની મજબૂતાઈના નુકશાન તરફ દોરી શકે છે, વિસ્ફોટ સુધી.
- સોલ્ડરિંગમાં વપરાતા પ્રવાહને ધોવાથી દૂર કરવું આવશ્યક છે, કારણ કે તે એક આક્રમક પદાર્થ છે અને પાઇપના કાટમાં ફાળો આપી શકે છે.
- એલ્યુમિનિયમ, જસત, સ્ટીલના બનેલા તત્વોને કોપર પાઈપો પછી પાણીના પ્રવાહની દિશામાં માઉન્ટ કરવાનું પ્રતિબંધિત છે જેથી પછીના કાટને અટકાવી શકાય. જો આ સ્થિતિ પૂરી ન થાય, તો નિષ્ક્રિય એનોડ (ઉદાહરણ તરીકે, મેગ્નેશિયમમાંથી) નો ઉપયોગ જરૂરી છે.
- તાંબામાંથી અન્ય ધાતુની બનેલી પાઇપમાં સંક્રમણને પિત્તળ, કાંસ્ય અથવા સ્ટેનલેસ સ્ટીલના ફિટિંગ દ્વારા હાથ ધરવાની ભલામણ કરવામાં આવે છે જેથી બાદમાં ઝડપથી કાટ ન લાગે.
ઉપયોગ પર હાલના પ્રતિબંધો હોવા છતાં, આજે કોપર પાઈપોને પ્લમ્બિંગ સિસ્ટમ્સ ગોઠવવા માટે શ્રેષ્ઠ સામગ્રી માનવામાં આવે છે.
કોપર પાઇપલાઇન્સને કનેક્ટ કરવાની પદ્ધતિઓ
વ્યવહારમાં, હીટિંગ માટે કોપર પાઈપો નીચેની રીતે જોડાયેલ છે.
કેશિલરી સોલ્ડરિંગ એ સૌથી વિશ્વસનીય માઉન્ટિંગ પદ્ધતિ છે. આ કરવા માટે, તમારે મશાલ અને ખાસ સોલ્ડરની જરૂર પડશે.
 આગામી સૌથી વિશ્વસનીય પદ્ધતિ પ્રેસ ફિટિંગ સાથે જોડાણ છે. આ પદ્ધતિમાં પ્રેસિંગ સાણસીનો ઉપયોગ જરૂરી છે. આ પદ્ધતિ ગુણવત્તામાં સોલ્ડરિંગ કરતાં કંઈક અંશે હલકી ગુણવત્તાવાળા હોવા છતાં, તેનો ઉપયોગ ઘણી વાર થાય છે, કારણ કે તેને વ્યવહારીક રીતે વિશેષ તાલીમની જરૂર હોતી નથી. જો ઊર્જા વાહકનું દબાણ 10 વાતાવરણથી વધુ ન હોય તો જોડાણની આ પદ્ધતિનો ઉપયોગ શક્ય છે.
આગામી સૌથી વિશ્વસનીય પદ્ધતિ પ્રેસ ફિટિંગ સાથે જોડાણ છે. આ પદ્ધતિમાં પ્રેસિંગ સાણસીનો ઉપયોગ જરૂરી છે. આ પદ્ધતિ ગુણવત્તામાં સોલ્ડરિંગ કરતાં કંઈક અંશે હલકી ગુણવત્તાવાળા હોવા છતાં, તેનો ઉપયોગ ઘણી વાર થાય છે, કારણ કે તેને વ્યવહારીક રીતે વિશેષ તાલીમની જરૂર હોતી નથી. જો ઊર્જા વાહકનું દબાણ 10 વાતાવરણથી વધુ ન હોય તો જોડાણની આ પદ્ધતિનો ઉપયોગ શક્ય છે.
કમ્પ્રેશન ફીટીંગ્સ સાથે જોડાણ. હીટિંગ સિસ્ટમના કોપર ભાગોમાં જોડાવાનો સૌથી સહેલો રસ્તો, સાધનોમાંથી માત્ર યોગ્ય કદના રેન્ચની જરૂર છે. આ સરળતાએ કનેક્શનની ગુણવત્તાને કંઈક અંશે અસર કરી, સમસ્યાનું કારણ મોટેભાગે ફિટિંગની ગુણવત્તામાં રહેલું છે, અને પાઇપમાં જ નહીં.
હીટિંગના ઇન્સ્ટોલેશનને કેવી રીતે સરળ બનાવવું
તાંબાના પાઈપોમાંથી ગરમી કરવા વિશે જાણવા માટે બીજું શું રસપ્રદ છે તે અહીં છે - સિસ્ટમની સ્થાપનાને મોટા પ્રમાણમાં સરળ બનાવી શકાય છે અને વધુ વિશ્વસનીય બનાવી શકાય છે. આ એ હકીકતને કારણે શક્ય છે કે ધાતુના પાઈપો તાંબાના હોય છે, તે અત્યંત નરમ હોય છે. વધુમાં, આવી પાઇપ માત્ર માપેલી સામગ્રીના સ્વરૂપમાં જ ઉત્પન્ન થતી નથી, તે નોંધપાત્ર લંબાઈના કોઇલમાં ખરીદી શકાય છે. આ તમને વર્ચ્યુઅલ રીતે કોઈ રેખીય સાંધા વિના સિસ્ટમને માઉન્ટ કરવાની મંજૂરી આપે છે.
આ કિસ્સામાં, હીટિંગ લાઇનની આવશ્યક ગોઠવણી પાઇપને વાળીને પ્રાપ્ત થાય છે, તમારે કોર્નર ફીટીંગ્સનો ઉપયોગ કરવાની જરૂર રહેશે નહીં. અનુગામી સોલ્ડરિંગ સાથે પાઈપોના ટ્રાંસવર્સ નિવેશની શક્યતા પણ છે.
કોપર પાઇપને વાળવા અને તેના વિકૃતિને રોકવા માટે, નીચે પ્રમાણે આગળ વધો.
પ્રીહિટીંગ વિના કોપર હીટિંગ પાઈપોને વાળવા માટે, તમારે વિશિષ્ટ ઉપકરણનો ઉપયોગ કરવો પડશે - પાઇપ બેન્ડર. તે તમને પાઇપના વિરૂપતાને અટકાવતી વખતે આપેલ બેન્ડિંગ એંગલ મેળવવાની મંજૂરી આપે છે. જો તમે તેને મેન્યુઅલી કરવાનો પ્રયાસ કરો છો, તો તમને ક્ષતિગ્રસ્ત સામગ્રી મળશે, કારણ કે લગભગ તમામ કિસ્સાઓમાં આંતરિક વિભાગ નોંધપાત્ર રીતે વિક્ષેપિત થાય છે, જે વધારાના પ્રતિકાર બનાવે છે, જેના કારણે ઊર્જા વાહકના પરિભ્રમણમાં ઘટાડો થાય છે.
વધુ સરળ, અને તેથી પણ વધુ જટિલ ઉપકરણોની જરૂર નથી, ગરમ પાઈપોનું વાળવું છે. આ કરવા માટે, પાઈપોને બર્નર દ્વારા ગરમ કરવામાં આવે છે, તેઓને પ્રથમ વિશિષ્ટ સર્પાકાર પર મૂકવું આવશ્યક છે, જે ક્રોસ વિભાગમાં ઘટાડો અટકાવશે. વળાંક આંચકા વિના સરળ ચળવળ દ્વારા બનાવવામાં આવે છે.










યાદ રાખો, ફરીથી ગરમ કર્યા પછી જ કોણને સુધારવું શક્ય બનશે, પરંતુ આ અનિચ્છનીય પણ છે, આવી અસર પાઇપના ગુણધર્મોને પ્રતિકૂળ અસર કરી શકે છે.
કેશિલરી સોલ્ડરિંગ
કોપર પાઈપોને કનેક્ટ કરવાની આ પદ્ધતિ સપાટીના તણાવ દળોની ક્રિયા પર આધારિત છે, જે તમને સોલ્ડર સાથે જોડાયેલા તત્વોના સંયુક્તને ભરવા માટે પરવાનગી આપે છે.
ઉચ્ચ-ગુણવત્તાવાળા કનેક્શન મેળવવા માટે, નીચેની શરતો પૂરી કરવી આવશ્યક છે:
- જોડવાના ભાગો સોકેટ પદ્ધતિ દ્વારા જોડાયેલા છે. આ કરવા માટે, એક તત્વનો અંત ભડકાયેલો (વિસ્તૃત) હોવો જોઈએ, ધ્યાનમાં રાખો કે સંયુક્તમાં પાઈપો વચ્ચેનું અંતર મિલીમીટરના દસમા ભાગનું હોવું જોઈએ.આ હેતુ માટે, વિશિષ્ટ વિસ્તરણકર્તા અથવા ફ્લેંજિંગ ટૂલ (પાઈપ દાખલ કરવા માટે) નો ઉપયોગ કરવો વધુ સારું છે.
- પાઈપો સાફ કરવામાં આવે છે, સોલ્ડર પર આધાર રાખીને, તેમને પ્રવાહ સાથે સારવાર કરવી આવશ્યક છે.
- વર્કપીસ કનેક્ટ થયા પછી, સંયુક્તને સમાનરૂપે ગરમ કરવાનું શરૂ કરો. જરૂરી તાપમાને પહોંચ્યા પછી, સોલ્ડર વાયરને જ્યોતમાં લાવો. ગલન પ્રક્રિયા દરમિયાન, પ્રવાહી સોલ્ડર સંયુક્ત પર પાઈપો વચ્ચેની સમગ્ર જગ્યાને ભરી દેશે.
કેશિલરી સોલ્ડરિંગની તકનીક, અલબત્ત, તેની પોતાની ઘોંઘાટ ધરાવે છે, જેનો વિચાર એક લેખના વોલ્યુમમાં અશક્ય છે. પરંતુ આ પ્રકારના કનેક્શનનો સૌથી વધુ ઉપયોગ થાય છે, કારણ કે કોપર પાઈપો સાથેની ગરમી તેની કિંમતને મેચ કરવા માટે સુંદર હોવી જોઈએ.
નંબર 6. ગરમ કરવા માટે કોપર પાઈપો
ચાલો મેટલ હીટિંગ પાઈપોનો અભ્યાસ ચાલુ રાખીએ. કોપર પાઈપોનો ઉપયોગ 17મી સદીની શરૂઆતમાં જ થવા લાગ્યો હતો અને સસ્તા વિકલ્પો હોવા છતાં તેનો સક્રિયપણે ઉપયોગ થાય છે.
ફાયદા:
- ઇમારતોના જીવનની તુલનામાં ટકાઉપણું. કોપર પાઈપો અને ફિટિંગ 100 વર્ષ કે તેથી વધુ સમય માટે તેમના ગુણો ગુમાવતા નથી;
- કાટ સામે પ્રતિકાર, ઉચ્ચ ચુસ્તતા, હવા પસાર કરવાની ક્ષમતાનો અભાવ અને આંતરિક સપાટી પર થાપણો એકઠા કરે છે, તેથી, વર્ષોથી, પાઈપોનું થ્રુપુટ ઘટતું નથી;
- ઉચ્ચ થર્મલ વાહકતા;
- તાપમાનની ચરમસીમાઓ સામે પ્રતિકાર (ઓપરેટિંગ તાપમાન શ્રેણી -200 થી +500С સુધી) અને સિસ્ટમમાં દબાણમાં વધારો;
- સૌંદર્યલક્ષી દેખાવ.
મુખ્ય ગેરલાભ એ ઊંચી કિંમત છે. માત્ર સામગ્રી પોતે જ ખર્ચાળ નથી, પરંતુ મુખ્ય ઉત્પાદકો પણ દેશની બહાર કેન્દ્રિત છે.
જો આપણે સામગ્રીની ટકાઉપણું અને આગામી 100 વર્ષમાં સમસ્યાઓની ગેરહાજરીને ધ્યાનમાં લઈએ, તો ખર્ચમાં આવી નોંધપાત્ર ખામી દેખાતી નથી.જો હીટિંગ પાઈપો પસંદ કરવાનો મુદ્દો બજેટ પર આરામ કરતું નથી, તો કોપર પાઈપો શ્રેષ્ઠ વિકલ્પ હશે.
ઇન્સ્ટોલેશન પ્રક્રિયા ચોક્કસ છે, તેથી વ્યાવસાયિકો પાસેથી મદદ લેવી વધુ સારું છે.
હીટિંગ સિસ્ટમને ઘણા વર્ષો સુધી સેવા આપવા માટે, તાંબાના પાઈપોને બિન-એલોય્ડ સ્ટીલ પાઈપો સાથે જોડવાનું વધુ સારું નથી. બાદમાં ખૂબ જ ઝડપથી કાટ લાગશે. જો આવા સંયોજનને ટાળી શકાતું નથી, તો પછી પાણીની હિલચાલની દિશામાં સ્ટીલના પાઈપોને તાંબાના પાઈપોની સામે રહેવા દો.

તાંબાના ઉત્પાદનોની વિવિધતા

કોપર પાઈપોને વિવિધ માપદંડો અનુસાર વર્ગીકૃત કરવામાં આવે છે. મુખ્ય મુદ્દાઓમાંની એક એ છે કે તેઓ કેવી રીતે બનાવવામાં આવે છે. આ માપદંડ અનુસાર, ઉત્પાદનોને નીચેના પ્રકારોમાં વિભાજિત કરવામાં આવે છે:
- અનનલેડ કોપર પાઇપ્સ. તેઓ રોલિંગ અથવા સ્ટેમ્પિંગ દ્વારા શુદ્ધ ધાતુના બનેલા છે. પાઈપોમાં ઊંચી શક્તિ હોય છે અને તે 450 MPa ના દબાણનો સરળતાથી સામનો કરે છે. આ પદ્ધતિનો ઉપયોગ કરવાથી કેટલીક ખામીઓ છે. પરિણામ એ ઓછી પ્લાસ્ટિસિટીવાળી સામગ્રી છે, જે તેના અવકાશને કંઈક અંશે મર્યાદિત કરે છે.
- એનેલીડ. વિશિષ્ટ તકનીકનો ઉપયોગ કરીને પાઇપ પ્રોસેસિંગ હાથ ધરવામાં આવે છે. તેનો સાર સામગ્રીને 700 ડિગ્રી સુધી ગરમ કરવામાં આવેલું છે, ત્યારબાદ ઠંડુ થાય છે. ઠંડક ધીમે ધીમે હાથ ધરવામાં આવે છે. આવી પ્રક્રિયાના પરિણામે, કોપર ઉત્પાદનો તેમની શક્તિ ગુમાવે છે. તેના બદલે, તેની પ્લાસ્ટિસિટી વધે છે. આ લક્ષણને લીધે, કોપર પાઇપનો વ્યાપકપણે પાઇપલાઇનના બાંધકામ માટે ઉપયોગ થાય છે જેમાં જટિલ રૂપરેખાંકન હોય છે.
ધોરણો અનુસાર, તાંબાના પાઈપો ત્રણ પ્રકારમાં ઉત્પાદિત થાય છે, જે યાંત્રિક અને ઓપરેશનલ ગુણધર્મોના સંદર્ભમાં લાક્ષણિકતા તફાવત ધરાવે છે. તેથી, કઠિનતાની ડિગ્રીના આધારે, તાંબાના ઉત્પાદનોને નીચેના પ્રકારોમાં વિભાજિત કરવામાં આવે છે:
- ઘન.ઉત્પાદનોનો વ્યાપકપણે પાઇપિંગ માટે ઉપયોગ થાય છે, જેમાં ઉચ્ચ શક્તિ હોવી આવશ્યક છે. ઇન્સ્ટોલેશન પ્રક્રિયા દરમિયાન પાઇપનું વિતરણ ફક્ત પ્રીહિટીંગ દ્વારા કરવામાં આવે છે. પાઇપલાઇનમાં બહુવિધ વળાંક હોઈ શકે છે. પસંદ કરેલા ખૂણા પર પાઇપને વાળવા માટે, તમારે પાઇપ બેન્ડરનો ઉપયોગ કરવો આવશ્યક છે.
- અર્ધ ઘન. જો વ્યાસમાં 15% વધારો કરવામાં આવે તો આ પ્રકારના કોપર પાઈપો સરળતાથી વિસ્તરણનો સામનો કરી શકે છે. ઉત્પાદનમાં અગાઉની સામગ્રી કરતાં વધુ પ્લાસ્ટિસિટી છે. પરંતુ, તેમ છતાં, તમારે બેન્ડિંગ માટે પાઇપ બેન્ડરની જરૂર છે.
- નરમ પાઈપો. વ્યાસમાં એક ક્વાર્ટર વધારા સાથે વિતરણનો સામનો કરવા સક્ષમ. આ કિસ્સામાં, ત્યાં કોઈ ગાબડા અને તિરાડો નથી. ઉત્પાદન વાળવું સરળ છે. આ માટે, સામગ્રીને ગરમ કરવાની જરૂર નથી. ગરમ અને પાણી પુરવઠા પ્રણાલી માટે સોફ્ટ કોપર પાઇપનો વ્યાપકપણે ઉપયોગ થાય છે. તેઓ અન્ડરફ્લોર હીટિંગ નાખવામાં પણ વ્યાપકપણે ઉપયોગમાં લેવાય છે.
ઉપરાંત, કોપર પાઈપોને વિભાગના આકાર અનુસાર વર્ગીકૃત કરવામાં આવે છે. તેઓ ગોળાકાર અથવા લંબચોરસ છે. છેલ્લો વિકલ્પ વધુ ખર્ચાળ છે. લંબચોરસ પાઈપોનો ઉપયોગ વિદ્યુત સાધનોમાં વિશેષ વાહકના ઉત્પાદન માટે થાય છે. ઉપરાંત, કોપર પાઈપોમાં વિવિધ દિવાલની જાડાઈ (0.6 - 3 મીમી) અને વ્યાસ (12 - 267 મીમી) હોઈ શકે છે. વિવિધ વિસ્તારોમાં, ચોક્કસ પરિમાણો સાથે ઉત્પાદનોનો ઉપયોગ થાય છે. તેથી, ગેસ પાઇપલાઇન બાંધવા માટે પાઇપનો ઉપયોગ થાય છે, જેની દિવાલની જાડાઈ 1 મીમી છે, અને પ્લમ્બિંગમાં - 2 મીમી.
ઉત્પાદન
પાણી પુરવઠા અને ગરમી માટે પાઇપલાઇન્સના નિર્માણ માટે, સીમલેસ કોપર ઉત્પાદનોનો ઉપયોગ થાય છે. તેઓ ત્રણ તકનીકોનો ઉપયોગ કરીને બનાવવામાં આવે છે:
- કોલ્ડ રોલિંગ - જ્યારે ફરતી રોલ્સ વચ્ચે પસાર થાય છે ત્યારે મેટલ વર્કપીસનું વિરૂપતા થાય છે. એ થ્રુ હોલ ફર્મવેર પદ્ધતિ દ્વારા બનાવવામાં આવે છે.પછી સ્લીવને ઇચ્છિત પરિમાણોમાં માપાંકિત કરવામાં આવે છે;
- કોલ્ડ ડ્રોઇંગ - ડ્રોઇંગ ટૂલ (ડ્રોઇંગ ટૂલ) દ્વારા વર્કપીસને લંબાઈમાં ખાસ ચેનલ ટેપરિંગ સાથે ખેંચવા પર આધારિત છે. ડ્રોઇંગની પ્રક્રિયામાં, મેટલને જરૂરી ભૌમિતિક પરિમાણો સાથે સંકુચિત કરવામાં આવે છે અને લંબાઈ સાથે ખેંચાય છે;
- હોટ પ્રેસિંગ - મેટ્રિક્સના આઉટલેટ દ્વારા એક્સટ્રુઝન (એક્સ્ટ્રુઝન) દ્વારા પાઇપ મેળવવી.
ઔદ્યોગિક ઉત્પાદનમાં, આમાંની એક તકનીક અથવા તેના સંયોજનનો ઉપયોગ કરી શકાય છે. સાધનસામગ્રી અને તકનીકી કામગીરીની રચનામાં કેટલાક તફાવતો હોઈ શકે છે, પરંતુ મુખ્ય ઉત્પાદન પ્રક્રિયામાં હંમેશા નીચેના પગલાઓનો સમાવેશ થાય છે:
- વર્કપીસની તૈયારી;
- કોલ્ડ રોલિંગ અથવા ડ્રોઇંગ અથવા હોટ પ્રેસિંગ;
- ગરમી સારવાર;
- પાઈપો અને ટૂલ્સનું લુબ્રિકેશન;
- ફિનિશ્ડ અને મધ્યવર્તી ઉત્પાદનોની પ્રક્રિયા;
- માપેલા ભાગોમાં કાપવા અથવા કોઇલમાં વિન્ડિંગ;
- તૈયાર ઉત્પાદનોની ગુણવત્તા નિયંત્રણ.
પદ્ધતિ #2: ગ્રુવિંગ (રોલ ગ્રુવ)
અંતિમ ગ્રુવ્સ (નર્લિંગ ગ્રુવ્સ) સાથે જોડાણ દ્વારા બનાવવામાં આવેલી પાઇપલાઇન્સ છંટકાવ (સિંચાઈ) ફાયર સિસ્ટમ્સના નિર્માણ પર લાંબા સમયથી પ્રેક્ટિસ કરવામાં આવે છે. 1925 થી, પાઈપોને કનેક્ટ કરવાની આ સંપૂર્ણપણે વિશ્વસનીય પદ્ધતિનો ઉપયોગ હીટિંગ, વેન્ટિલેશન, એર કન્ડીશનીંગ અને અન્ય સિસ્ટમો માટે સ્ટીલ અને આયર્ન પાઇપલાઇન્સ પર કરવામાં આવે છે.










દરમિયાન, 50 મીમી થી 200 મીમીના વ્યાસવાળા કોપર પાઈપો માટે સમાન નર્લિંગ મિકેનિકલ કનેક્શન પદ્ધતિ પણ ઉપલબ્ધ છે. knurled યાંત્રિક જોડાણ કીટ સમાવે છે:
- જોડાણ
- ગાસ્કેટ
- વિવિધ ફિટિંગ.
મિકેનિકલ નર્લિંગ સિસ્ટમ મોટા વ્યાસના કોપર પાઈપોને બ્રેઝિંગ કરવા માટે વ્યવહારુ વિકલ્પ પ્રદાન કરે છે. તદનુસાર, સોલ્ડરિંગના કિસ્સામાં, નર્લિંગ પદ્ધતિને વધારાની ગરમી (ખુલ્લી જ્યોતની અરજી) ની જરૂર નથી. સખત અથવા નરમ સોલ્ડર.
તાંબાની પાઇપના છેડે આવેલ નર્લિંગ ગ્રુવ એ "નર્લ્ડ ગ્રુવ" કનેક્શન પદ્ધતિના મુખ્ય ઘટકોમાંનું એક છે. રોલિંગ પછી માપન યોગ્ય ફિટિંગ નક્કી કરે છે
ગ્રુવ કનેક્શન તાંબાના નમ્રતા ગુણધર્મો અને ઠંડા કામ દરમિયાન આ ધાતુની વધેલી તાકાત પર આધારિત છે. ડિઝાઇનમાં ક્લેમ્પિંગ સિસ્ટમને સીલ કરવામાં આવે છે, જેના માટે કૃત્રિમ ઇલાસ્ટોમર ગાસ્કેટ (EPDM - ઇથિલિન પ્રોપીલીન ડાયને મેથિલિન) અને ખાસ ડિઝાઇન કરાયેલ ક્લેમ્પનો ઉપયોગ કરવામાં આવે છે. વિશ્વભરમાં સંખ્યાબંધ ઉત્પાદકો ગ્રુવ સાંધા બનાવવા માટે સાધનો પ્રદાન કરે છે - ગાસ્કેટ, ક્લેમ્પ્સ, ફિટિંગ.
વિવિધ કદના ફીટીંગ્સ અને ગાસ્કેટ સાથેના વર્ક ક્લેમ્પ્સનો ઉપયોગ નર્લ્ડ ગ્રુવ પદ્ધતિ દ્વારા કરવામાં આવેલા જોડાણોની ડિઝાઇનમાં થાય છે.
knurled ગ્રુવ કનેક્શન તૈયાર કરવું અને બનાવવું
અન્ય સોલ્ડરલેસ કોપર જોડવાની પ્રક્રિયાની જેમ, મજબૂત, લીક-ટાઈટ વેલ્ડ બનાવવા માટે પાઇપના છેડાની યોગ્ય તૈયારી પ્રાથમિક મહત્વની છે. દરેક પ્રકારના કોપર પાઇપ માટે નુર્લિંગ ટૂલની યોગ્ય પસંદગી પણ સ્પષ્ટ છે. આ પ્રકારના જોડાણોની સલામત, મુશ્કેલી-મુક્ત તૈયારીની ખાતરી કરવા માટે ઉત્પાદકની ભલામણોનું પાલન કરવું આવશ્યક છે.
આ પ્રકારના જોડાણ માટે અનુમતિપાત્ર દબાણ અને તાપમાનનું કોષ્ટક
| કનેક્શન પ્રકાર | દબાણ શ્રેણી, kPa | તાપમાન શ્રેણી, ºC |
| ગ્રુવ, ડી = 50.8 - 203.2 મીમી, પ્રકાર કે, એલ | 0 — 2065 | K માટે માઈનસ 35 / વત્તા 120 L માટે માઈનસ 30 / વત્તા 80 |
| રોલ ગ્રુવ, D = 50.8 - 101.2 mm, D = 50.8 - 203.2 mm પ્રકાર M | 0 — 1725 | માઈનસ 35 / વત્તા 120 |
| 0 — 1375 | માઈનસ 30 / વત્તા 80 |
નર્લિંગ ગ્રુવ્સ સાથે ગાંઠ એસેમ્બલ કરવા માટેની પગલું-દર-પગલાની પ્રક્રિયા:
- કોપર પાઈપોના છેડાને અક્ષની બરાબર લંબ પ્રમાણે કાપો.
- કટીંગ અને ચેમ્ફર પછી burrs દૂર કરો.
- ફિટિંગ ઉત્પાદકની જરૂરિયાત મુજબ ગ્રુવ્સને ઇચ્છિત પરિમાણોમાં રોલ કરો.
- નુકસાન માટે ફિટિંગ, ગાસ્કેટ, ક્લેમ્પ્સનું નિરીક્ષણ કરો.
- ઉત્પાદકની ભલામણો અનુસાર ગાસ્કેટને લુબ્રિકેટ કરો.
અંતિમ એસેમ્બલી પહેલાં, સ્વચ્છતા અને કાટમાળ માટે ક્લેમ્પિંગ સપાટીઓનું નિરીક્ષણ કરો. ઉત્પાદકની ભલામણો અનુસાર સંયોજનને એસેમ્બલ કરો.
"નર્લિંગ ગ્રુવ" પદ્ધતિનો ઉપયોગ કરીને નોડનો વ્યવહારીક રીતે એસેમ્બલ કરેલ ટુકડો. ક્લેમ્પિંગ કૌંસના સ્થિતિસ્થાપક ગાસ્કેટને કોપર પાઈપોની અંતિમ બેઠક પહેલાં થોડી માત્રામાં લ્યુબ્રિકન્ટ સાથે ગણવામાં આવે છે.
ઉત્પાદકની ભલામણો અનુસાર ક્લેમ્પ નટ્સને આખરે જરૂરી ટોર્ક સુધી કડક બનાવવું જોઈએ. સ્ક્રૂને કડક કર્યા પછી, એસેમ્બલી યોગ્ય રીતે એસેમ્બલ છે તેની ખાતરી કરવા માટે ક્લેમ્પિંગ વિસ્તારની ફરીથી તપાસ કરવી જોઈએ.
સંપૂર્ણ knurled સિસ્ટમ પરીક્ષણ
સિસ્ટમમાં હવા અથવા પાણીનું દબાણ લાગુ કરીને સંપૂર્ણ પાઇપિંગ સિસ્ટમનું પરીક્ષણ કરી શકાય છે. જ્યારે પ્રમાણમાં ઊંચું પરીક્ષણ દબાણ લાગુ કરવામાં આવે ત્યારે હાઇડ્રોન્યુમેટિક પદ્ધતિને પણ નકારી શકાતી નથી.
જો કે, તે ધ્યાનમાં લેવું જોઈએ કે પરીક્ષણ દબાણનું મૂલ્ય નર્લ્ડ ગ્રુવ સિસ્ટમના ઉત્પાદક દ્વારા નિર્દિષ્ટ મહત્તમ સ્વીકાર્ય કાર્યકારી દબાણ કરતાં વધુ ન હોવું જોઈએ.
નંબર 7. હીટિંગ માટે પોલીપ્રોપીલિન પાઈપો
પોલીપ્રોપીલિન પાઈપો પોલિમરના આધારે બનાવવામાં આવે છે, આવા પાઈપોના ઘણા પ્રકારો છે, પરંતુ સામાન્ય રીતે હીટિંગ સિસ્ટમમાં ખાસ પ્રોપીલીનમાંથી પીપી પાઈપોનો ઉપયોગ થાય છે. થર્મોપ્લાસ્ટિક જૂથની સામગ્રી, જેમાં તમામ પ્રકારના પોલીપ્રોપીલિન પાઈપોનો સમાવેશ થાય છે, તે ઊંચા તાપમાને અસ્થિર હોય છે, તેથી, હીટિંગ સિસ્ટમ્સ માટે, પ્રાધાન્યમાં ફાઇબરગ્લાસ સાથે, ફક્ત પ્રબલિત પાઈપો લેવી જરૂરી છે. તેથી, ઉદાહરણ તરીકે, PN25 પ્રકારના પાઈપોને મજબૂત બનાવવામાં આવે છે, 25 એટીએમ સુધી સિસ્ટમમાં દબાણ અને +120C સુધી ટૂંકા ગાળાના વધારા સાથે +95C તાપમાનનો સામનો કરે છે.

ફાયદા:
- પ્રમાણમાં લાંબી સેવા જીવન. ઉત્પાદકો અનુસાર, ટકાઉપણું 50 વર્ષ સુધી પહોંચે છે;
- કાટ પ્રતિકાર. પાઈપોની આંતરિક સપાટી થ્રુપુટને બગાડ્યા વિના, સમગ્ર સેવા જીવન દરમિયાન સરળ રહે છે. ચુસ્તતાને લીધે, ઓક્સિજન સિસ્ટમમાં પસાર થતો નથી અને તેના મેટલ તત્વોને નુકસાન કરતું નથી;
- ઉચ્ચ યાંત્રિક શક્તિ;
- હળવા વજન;
- નીચા તાપમાન સામે પ્રતિકાર. જો પાઇપમાં પાણી સ્થિર થઈ ગયું હોય, તો તમારે અખંડિતતા વિશે ચિંતા કરવાની જરૂર નથી - વિસ્તરણ કરવાની ક્ષમતાને લીધે, સામગ્રીને નુકસાન થશે નહીં અને પીગળ્યા પછી તેના મૂળ આકારમાં પાછા આવશે;
- હર્મેટિક કનેક્શન, જે ખાસ ફિટિંગ અને વેલ્ડીંગ દ્વારા પ્રદાન કરવામાં આવે છે;
- પ્રમાણમાં સરળ સ્થાપન પ્રક્રિયા. ફિટિંગ સાથે વ્યક્તિગત તત્વોને જોડવા માટે, એક ખાસ વેલ્ડીંગ મશીનનો ઉપયોગ કરવામાં આવે છે, જેને લોકો દ્વારા ઘણીવાર લોખંડ અને સોલ્ડરિંગ આયર્ન કહેવામાં આવે છે. સંયુક્તને વેલ્ડ કરવામાં થોડી સેકંડ લાગે છે, અને ઉપકરણ સાથે કેવી રીતે કામ કરવું તે શીખવું મુશ્કેલ નથી;
- જ્યારે પાણી પાઈપોમાંથી પસાર થાય છે ત્યારે નીચા અવાજનું સ્તર, ખાસ કરીને જ્યારે મેટલ સમકક્ષો સાથે સરખામણી કરવામાં આવે છે;
- આરોગ્ય માટે સંપૂર્ણ હાનિકારકતા;
- પ્રમાણમાં ઓછી કિંમત.પોલીપ્રોપીલિન પાઈપોની કિંમત મેટલ-પ્લાસ્ટિક અથવા સ્ટેનલેસ સ્ટીલ પાઈપો કરતાં ઓછી હશે.
ગેરફાયદા વચ્ચે:
- આગના જોખમી વિસ્તારોમાં ઉપયોગ કરવામાં અસમર્થતા;
- ઉચ્ચ રેખીય વિસ્તરણ વળતર આપનારનો ઉપયોગ કરવાની જરૂરિયાતમાં પરિણમે છે.
મોટેભાગે, ગેરફાયદામાં ઓછી ગરમી પ્રતિકાર, ઓછી કઠોરતા અને પાણીના હેમરની અસ્થિરતાનો સમાવેશ થાય છે. આ પોલીપ્રોપીલિન પાઈપોની ખોટી પસંદગીને કારણે છે. હીટિંગ સિસ્ટમ્સ માટે, ફક્ત પ્રબલિત ઉત્પાદનોની જરૂર છે જે નમી જતા નથી, ઉચ્ચ તાપમાન અને દબાણનો સામનો કરે છે. વધુમાં, ઉત્પાદન પ્રક્રિયા ખૂબ મહત્વ ધરાવે છે: જો તકનીકીનું ઉલ્લંઘન કરવામાં આવે છે, તો અપૂરતી ગુણવત્તાની પાઈપો બહાર આવે છે, તેથી વિશ્વસનીય પ્રતિષ્ઠિત ઉત્પાદકોને પ્રાધાન્ય આપવાનું વધુ સારું છે.










તુલનાત્મક કિંમત ઝાંખી
બાંધકામ, પ્લમ્બિંગ સ્ટોર્સમાં તમે હીટિંગ પાઈપો ખરીદી શકો છો જે વિવિધ સામગ્રીમાંથી બનાવવામાં આવે છે:
- કોપર. 1 મીટર (વ્યાસ 20 મીમી) ની સરેરાશ કિંમત 250 રુબેલ્સ છે. કાર્યકારી પ્રવાહીનું અનુમતિપાત્ર તાપમાન - 500 ડિગ્રી સેલ્સિયસ સુધી. તેઓ છૂટાછવાયા પ્રવાહોને પ્રસારિત કરે છે, જે એક ગેરલાભ છે.
- પોલીપ્રોપીલીન. 1 મીટરની સરેરાશ કિંમત 50 રુબેલ્સ છે. 95 ડિગ્રી સુધી પ્રવાહી તાપમાન માટે યોગ્ય. તેઓ ઓક્સિડાઇઝ કરતા નથી. મજબૂત પાણીના હેમરનો સામનો કરી શકતો નથી.
- મેટલ-પ્લાસ્ટિક. 1 મીટરની સરેરાશ કિંમત 40 રુબેલ્સ છે. મહત્તમ તાપમાન 150 ડિગ્રી સુધી છે. સક્રિય કામગીરીની મુદત 15 વર્ષ છે.
વ્યાસ, દિવાલની જાડાઈ, ઉત્પાદકની ખ્યાતિના આધારે કિંમતો બદલાય છે.
 ગરમ કરવા માટે કોપર પાઈપો
ગરમ કરવા માટે કોપર પાઈપો
પ્રકારો
પોલીપ્રોપીલિન પાઈપોના પ્રકાર, ડિઝાઇન પર આધાર રાખીને:
- નક્કર - સજાતીય પ્લાસ્ટિકની બનેલી;
- પ્રબલિત - ઉત્પાદનમાં બે અથવા વધુ સામગ્રીનો ઉપયોગ થાય છે, જે એકબીજા સાથે જોડાયેલા હોય છે.
પ્રબલિત ટ્યુબમાં ઘન ભાગોથી ઘણા તફાવત છે:
- બાહ્ય બાજુ એલ્યુમિનિયમ વરખ સાથે કોટેડ છે;
- વધારાની એલ્યુમિનિયમ કોટિંગ ભાગની અંદર હોઈ શકે છે;
- ટ્યુબને ફાઇબરગ્લાસથી મજબૂત કરી શકાય છે.
મજબૂતીકરણ સાથે પોલીપ્રોપીલિન પાઈપોનું વર્ગીકરણ:
- એલ્યુમિનિયમ. નાના છિદ્રો સાથે સતત સ્તર અથવા જાળી સાથે પ્રબલિત કરી શકાય છે. ધાતુના વધારાના સ્તરની હાજરી પ્લાસ્ટિકના થર્મલ વિસ્તરણમાં ઘટાડો, શક્તિમાં વધારો, દબાણ સામે પ્રતિકાર પ્રદાન કરે છે.
- ફાઇબરગ્લાસ. તેમની પાસે સ્તરવાળી માળખું છે. મુખ્ય સ્તરો પોલીપ્રોપીલિનના બે સ્તરો છે, જેની વચ્ચે ફાઇબરગ્લાસનું મજબૂતીકરણ સ્તર છે.
- મેટલ-પોલિમર. 5 સ્તરો સમાવે છે. બહાર અને અંદર પોલીપ્રોપીલિન છે. મધ્યવર્તી સ્તરો - એડહેસિવ. કેન્દ્ર એક એલ્યુમિનિયમ છે.
પ્રબલિત ઉત્પાદનોની તકનીકી લાક્ષણિકતાઓ સજાતીય સામગ્રીના બનેલા ભાગો કરતા વધારે છે.
 વિવિધ પોલીપ્રોપીલિન પાઈપો
વિવિધ પોલીપ્રોપીલિન પાઈપો
વિશિષ્ટતાઓ
પોલીપ્રોપીલિન પાઈપોની તકનીકી લાક્ષણિકતાઓ:
- હિમ પ્રતિકાર ઇન્ડેક્સ - -15 ડિગ્રી સુધી. આ સામગ્રીમાંથી બનેલા પાઈપો આઉટડોર વોટર પાઈપોના ઉત્પાદન માટે યોગ્ય નથી.
- ઓછી થર્મલ વાહકતા. આ કારણે, પ્રવાહી લઘુત્તમ તાપમાનના તફાવત સાથે પાઇપલાઇનના એક છેડાથી બીજા છેડા સુધી પહોંચે છે.
- પોલીપ્રોપીલિનની ઘનતા 0.91 kg/cm2 છે.
- સામગ્રીનો રાસાયણિક પ્રતિકાર.
- રેખીય વિસ્તરણનો ઉચ્ચ દર.
- યાંત્રિક શક્તિ - 35 N / mm.
- પોલીપ્રોપીલિનની નરમાઈ 140 ડિગ્રીથી શરૂ થાય છે.
- ગરમી વાહકો માટે ગરમી પ્રતિકાર - 120 ડિગ્રી સુધી.
- પ્લાસ્ટિક ગલન 170 ડિગ્રીથી શરૂ થાય છે.
- ઓપરેટિંગ દબાણ શ્રેણી 10-25 વાતાવરણ છે.
આ સામગ્રીમાંથી પાઈપો 10 થી 125 મીમીના વ્યાસ સાથે બનાવવામાં આવે છે. ભાગો ખાસ સોલ્ડરિંગ આયર્નનો ઉપયોગ કરીને જોડાયેલા છે. સોલ્ડરિંગ માટે આભાર, એક મજબૂત, હવાચુસ્ત સીમ મેળવવામાં આવે છે.