- રેડિયેટર ઇન્સ્ટોલ કરવાની જગ્યા અને પદ્ધતિ પસંદ કરી રહ્યા છીએ
- શીતક પરિભ્રમણ પદ્ધતિઓ
- પાણી પુરવઠા માટે તાંબાના પાઈપો વિશે 5 માન્યતાઓ અને હકીકતો
- માર્કિંગ અને કિંમત
- પદ્ધતિ #2: ગ્રુવિંગ (રોલ ગ્રુવ)
- knurled ગ્રુવ કનેક્શન તૈયાર કરવું અને બનાવવું
- સંપૂર્ણ knurled સિસ્ટમ પરીક્ષણ
- સાધનો તમને જરૂર પડશે
- તાંબાના ઉત્પાદનોની વિવિધતા
- તાંબાના બનેલા પાઈપોમાં જોડાવાના વિકલ્પો
- વેલ્ડીંગ સંયુક્ત
- ફ્લેરિંગ કનેક્શન
- પ્રેસ કનેક્શન પદ્ધતિ
- થ્રેડ પ્રકારના જોડાણો
- સ્વ એસેમ્બલી
- ઉત્પાદન સામગ્રી દ્વારા વર્ગીકરણ
- તાંબાના ઉત્પાદનોની વિવિધતા
- નિમણૂક દ્વારા
- ઉત્પાદન પદ્ધતિ અનુસાર
- વિભાગ આકાર દ્વારા
- કઠિનતા ની ડિગ્રી અનુસાર
- વિન્ડિંગ પ્રકારો
રેડિયેટર ઇન્સ્ટોલ કરવાની જગ્યા અને પદ્ધતિ પસંદ કરી રહ્યા છીએ
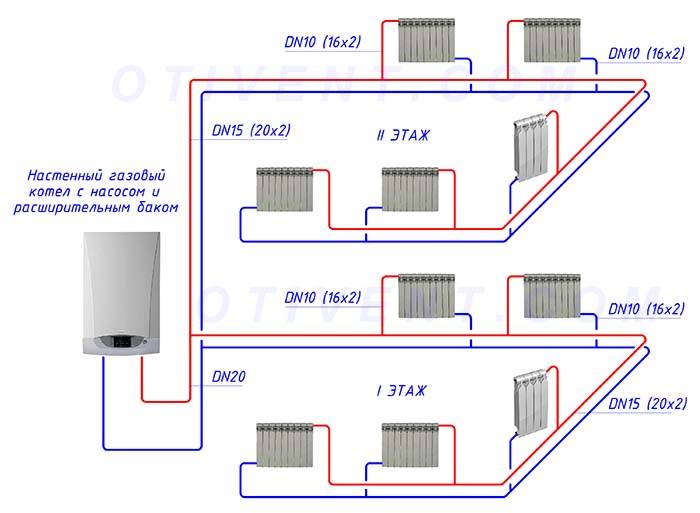
હીટિંગ રેડિએટર્સને કનેક્ટ કરવાના વિકલ્પો ઘરની સામાન્ય હીટિંગ સ્કીમ, હીટરની ડિઝાઇન સુવિધાઓ અને પાઈપો નાખવાની પદ્ધતિ પર આધારિત છે. હીટિંગ રેડિએટર્સને કનેક્ટ કરવાની નીચેની પદ્ધતિઓ સામાન્ય છે:
- લેટરલ (એકપક્ષીય). ઇનલેટ અને આઉટલેટ પાઈપો એક જ બાજુથી જોડાયેલા છે, જ્યારે પુરવઠો ટોચ પર સ્થિત છે. બહુમાળી ઇમારતો માટે પ્રમાણભૂત પદ્ધતિ, જ્યારે સપ્લાય રાઇઝર પાઇપમાંથી હોય છે. કાર્યક્ષમતાના સંદર્ભમાં, આ પદ્ધતિ કર્ણથી હલકી ગુણવત્તાવાળા નથી.
- નીચેનું.આ રીતે, બોટમ કનેક્શન સાથે બાઈમેટાલિક રેડિએટર્સ અથવા બોટમ કનેક્શન સાથે સ્ટીલ રેડિએટર જોડાયેલા છે. સપ્લાય અને રીટર્ન પાઈપો ઉપકરણની ડાબી કે જમણી બાજુએ નીચેથી જોડાયેલા હોય છે અને યુનિયન નટ્સ અને શટ-ઓફ વાલ્વ સાથે નીચલા રેડિયેટર કનેક્શન યુનિટ દ્વારા જોડાયેલા હોય છે. યુનિયન અખરોટને નીચલા રેડિયેટર પાઇપ પર સ્ક્રૂ કરવામાં આવે છે. આ પદ્ધતિનો ફાયદો એ ફ્લોરમાં છુપાયેલા મુખ્ય પાઈપોનું સ્થાન છે, અને નીચે કનેક્શન સાથે હીટિંગ રેડિએટર્સ સુમેળમાં આંતરિકમાં ફિટ છે અને સાંકડી માળખામાં સ્થાપિત કરી શકાય છે.
- કર્ણ. શીતક ઉપલા ઇનલેટ દ્વારા પ્રવેશ કરે છે, અને વળતર વિરુદ્ધ બાજુથી નીચલા આઉટલેટ સાથે જોડાયેલ છે. કનેક્શનનો શ્રેષ્ઠ પ્રકાર જે સમગ્ર બેટરી વિસ્તારની સમાન ગરમી પ્રદાન કરે છે. આ રીતે, હીટિંગ બેટરીને યોગ્ય રીતે કનેક્ટ કરો, જેની લંબાઈ 1 મીટરથી વધુ છે. ગરમીનું નુકસાન 2% થી વધુ નથી.
- કાઠી. પુરવઠો અને વળતર વિરુદ્ધ બાજુઓ પર સ્થિત તળિયે છિદ્રો સાથે જોડાયેલા છે. જ્યારે અન્ય કોઈ પદ્ધતિ શક્ય ન હોય ત્યારે તેનો ઉપયોગ મુખ્યત્વે સિંગલ-પાઈપ સિસ્ટમમાં થાય છે. ઉપકરણના ઉપરના ભાગમાં શીતકના નબળા પરિભ્રમણના પરિણામે ગરમીનું નુકસાન 15% સુધી પહોંચે છે.
વીડિયો જુઓ
ઇન્સ્ટોલેશન માટે સ્થાન પસંદ કરતી વખતે, હીટિંગ ઉપકરણોના યોગ્ય સંચાલનની ખાતરી કરવા માટે ઘણા પરિબળો ધ્યાનમાં લેવામાં આવે છે. વિંડો ઓપનિંગ્સ હેઠળ, ઠંડી હવાના પ્રવેશથી ઓછામાં ઓછા સુરક્ષિત સ્થળોએ ઇન્સ્ટોલેશન હાથ ધરવામાં આવે છે. દરેક વિન્ડો હેઠળ બેટરી ઇન્સ્ટોલ કરવાની ભલામણ કરવામાં આવે છે. દિવાલથી લઘુત્તમ અંતર 3-5 સેમી છે, ફ્લોર અને બારી સિલથી - 10-15 સેમી. નાના ગાબડા સાથે, સંવહન વધુ ખરાબ થાય છે અને બેટરી પાવર ડ્રોપ થાય છે.
ઇન્સ્ટોલેશન સ્થાન પસંદ કરતી વખતે લાક્ષણિક ભૂલો:
- કંટ્રોલ વાલ્વની સ્થાપના માટે જગ્યા ધ્યાનમાં લેવામાં આવતી નથી.
- ફ્લોર અને વિન્ડો સિલનું એક નાનું અંતર યોગ્ય હવાના પરિભ્રમણને અટકાવે છે, જેના પરિણામે હીટ ટ્રાન્સફર ઘટે છે અને ઓરડો સેટ તાપમાન સુધી ગરમ થતો નથી.
- દરેક વિંડોની નીચે સ્થિત ઘણી બેટરીઓને બદલે અને થર્મલ પડદો બનાવવા માટે, એક લાંબું રેડિયેટર પસંદ કરવામાં આવે છે.
- સુશોભન ગ્રિલ્સની સ્થાપના, પેનલ્સ કે જે ગરમીના સામાન્ય ફેલાવાને અટકાવે છે.
શીતક પરિભ્રમણ પદ્ધતિઓ
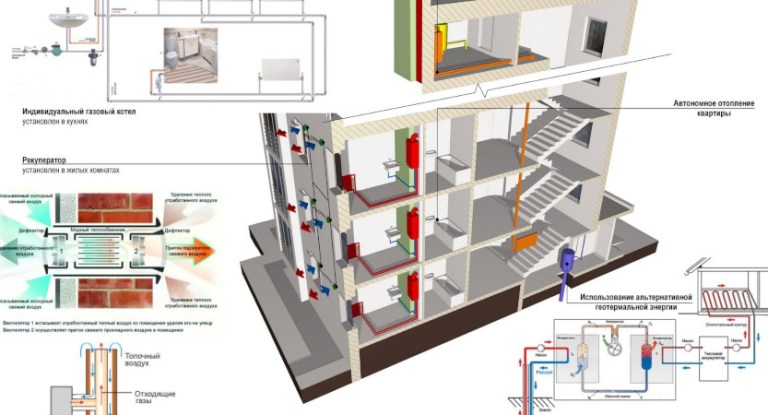
પાઇપલાઇન્સ દ્વારા શીતકનું પરિભ્રમણ કુદરતી અથવા ફરજિયાત રીતે થાય છે. કુદરતી (ગુરુત્વાકર્ષણ) પદ્ધતિમાં વધારાના સાધનોનો ઉપયોગ સામેલ નથી. હીટિંગના પરિણામે પ્રવાહીની લાક્ષણિકતાઓમાં ફેરફારને કારણે શીતક ફરે છે. ગરમ શીતક બેટરીમાં પ્રવેશે છે, ઠંડુ થાય છે, વધુ ઘનતા અને સમૂહ મેળવે છે, ત્યારબાદ તે નીચે પડે છે, અને તેની જગ્યાએ વધુ ગરમ શીતક પ્રવેશે છે. વળતરમાંથી ઠંડુ પાણી બોઈલરમાં ગુરુત્વાકર્ષણ વડે વહે છે અને પહેલાથી ગરમ થયેલા પ્રવાહીને વિસ્થાપિત કરે છે. સામાન્ય કામગીરી માટે, પાઈપલાઈન રેખીય મીટર દીઠ ઓછામાં ઓછા 0.5 સે.મી.ની ઢાળ પર સ્થાપિત થયેલ છે.
પમ્પિંગ સાધનોનો ઉપયોગ કરીને સિસ્ટમમાં શીતક પરિભ્રમણની યોજના
શીતકની ફરજિયાત પુરવઠા માટે, એક અથવા વધુ પરિભ્રમણ પંપની સ્થાપના ફરજિયાત છે. બોઈલરની સામે રીટર્ન પાઇપ પર પંપ સ્થાપિત થયેલ છે. આ કિસ્સામાં હીટિંગનું સંચાલન વિદ્યુત પુરવઠા પર આધારિત છે, જો કે, તેના નોંધપાત્ર ફાયદા છે:
- નાના વ્યાસના પાઈપોનો ઉપયોગ કરવાની મંજૂરી છે.
- મુખ્ય કોઈપણ સ્થિતિમાં, ઊભી અથવા આડી રીતે સ્થાપિત થયેલ છે.
- ઓછા શીતકની જરૂર છે.
પાણી પુરવઠા માટે તાંબાના પાઈપો વિશે 5 માન્યતાઓ અને હકીકતો
સ્પર્ધા અને જાગરૂકતાના અભાવને કારણે, પૌરાણિક કથાઓની શ્રેણીમાંથી પ્લમ્બિંગ કોપર પાઇપ્સમાં સંખ્યાબંધ ખામીઓ છે.
1. કોપર પાઇપલાઇનની ઊંચી કિંમત. પ્લાસ્ટિક પાઈપોની આક્રમક જાહેરાતને કારણે આ વિચારની રચના કરવામાં આવી હતી. ખરેખર, તાંબાની પાઈપો પ્લાસ્ટિકની પાઈપો કરતાં 2-3 ગણી વધુ મોંઘી હોય છે, પરંતુ તાંબાની બનેલી ફીટીંગની કિંમત પોલિમરની તુલનામાં 30-50 ગણી ઓછી હોય છે. આપેલ છે કે પાઇપલાઇનની ઇન્સ્ટોલેશન પદ્ધતિઓનો સમાન ઉપયોગ કરી શકાય છે, તો પછી આ સામગ્રીઓમાંથી સિસ્ટમ્સ ઇન્સ્ટોલ કરવાની કિંમત લગભગ સમાન છે. પરિણામે, પૂર્ણ થયેલ પાઇપલાઇનની કિંમત સિસ્ટમની ટોપોલોજી પર ખૂબ આધાર રાખે છે.
લાંબા અને શાખા વિનાના નેટવર્કના કિસ્સામાં (મુખ્ય, ઉદાહરણ તરીકે), પ્લાસ્ટિક પાઇપલાઇન્સ ઘણી સસ્તી છે. ખર્ચાળ, સારા પ્લાસ્ટિકનો ઉપયોગ કરતી વખતે, જે ઉચ્ચ સ્તરના ક્લોરિનેશન માટે રચાયેલ છે, પરંતુ રશિયન બજારમાં ઉપલબ્ધ નથી, પોલિમર સિસ્ટમ્સ દેખીતી રીતે વધુ ખર્ચાળ હશે. કોપર પાઇપિંગ ફિટિંગના ઉપયોગ વિના ઇન્સ્ટોલ કરી શકાય છે, જે તેને સસ્તું બનાવે છે. અને કોપર સિસ્ટમ્સની ટકાઉપણું અને ઉચ્ચ વિશ્વસનીયતાને જોતાં, તેમની કામગીરીની કિંમત પ્લાસ્ટિકની તુલનામાં ઓછી તીવ્રતાનો ઓર્ડર છે. વપરાયેલી કોપર પાઇપલાઇનના નિકાલના કિસ્સામાં, ખર્ચવામાં આવેલ ભંડોળ પરત કરવામાં આવે છે.
2. તાંબુ ઝેરી છે. સંપૂર્ણપણે અપ્રમાણિત નિવેદન. ઝેરી માત્ર ખાસ કોપર સંયોજનો છે જે ઉદ્યોગ દ્વારા ઉત્પાદિત થાય છે (રંગ, વાદળી વિટ્રિઓલ, અન્ય) અને પાઇપલાઇનમાં કુદરતી રીતે રચાતા નથી. આ ધાતુના ઓક્સાઇડ, જે તેની સપાટી પર મુખ્યત્વે રક્ષણાત્મક ફિલ્મ (પેટિના) છે, તે ઝેરી નથી.તેનાથી વિપરીત, તેઓ અને તાંબામાં હળવા જીવાણુનાશક અને બેક્ટેરિઓસ્ટેટિક અસર હોય છે, જે આવી પાઇપલાઇનમાંથી પાણીનો ઉપયોગ કરતી વખતે, ઉચ્ચ ચેપી સલામતીની ખાતરી આપે છે.
3. ક્લોરિન. આ પદાર્થ તેના શુદ્ધ સ્વરૂપમાં ખૂબ જ મજબૂત ઓક્સિડાઇઝિંગ એજન્ટ છે, જે કોપર પાઇપ દ્વારા પરિવહન માટે પ્રતિબંધિત છે. પાણીના જીવાણુ નાશકક્રિયા માટે ઉપયોગમાં લેવાતા ક્લોરિનના સંયોજનોની અસર, તાંબુ સંપૂર્ણપણે પીડારહિત રીતે સહન કરે છે. તેનાથી વિપરીત, આ પદાર્થો સાથેની ક્રિયાપ્રતિક્રિયા તાંબાની સપાટી પર રક્ષણાત્મક વેબની રચનાને વેગ આપે છે. તેથી, યુએસએમાં, નવી પાઇપલાઇનના તકનીકી ફ્લશિંગ દરમિયાન, ઝડપથી રક્ષણાત્મક સ્તર મેળવવા માટે હાઇપરક્લોરીનેશન હાથ ધરવામાં આવે છે.
પ્લમ્બિંગ માર્કેટમાં પ્લાસ્ટિક પાઈપોની રજૂઆત સાથે "ક્લોરીનની સમસ્યા" તાંબાથી શરૂ થઈ. આ એ હકીકતને કારણે છે કે પાણીને જંતુમુક્ત કરવા માટે વપરાતા ક્લોરિન સંયોજનો પણ મોટાભાગના પ્લાસ્ટિક પર હાનિકારક અસર કરે છે. અને સફળ માર્કેટિંગનો સુવર્ણ નિયમ, જેમ તમે જાણો છો, કહે છે: "તમારો દોષ પ્રતિસ્પર્ધી પર ફેરવો - તેને પોતાને ન્યાયી ઠેરવવા દો."
4. ભટકતા પ્રવાહો. આ તે પ્રવાહો છે જે પૃથ્વીમાં વહે છે જ્યારે તેનો ઉપયોગ વાહક માધ્યમ તરીકે થાય છે. આ કિસ્સામાં, તેઓ જમીનમાં ધાતુના પદાર્થોના કાટ તરફ દોરી જાય છે. આ સંદર્ભે, છૂટાછવાયા પ્રવાહોને કોપર પાઈપો સાથે કોઈ લેવાદેવા નથી, જે મોટાભાગે આંતરિક છે.
મુખ્ય ગ્રાઉન્ડ ઇલેક્ટ્રોડ તરીકે કોપર અને સ્ટીલ બંને સિસ્ટમોનો ઉપયોગ કરવા માટે પ્રતિબંધિત છે. જો આ નિયમનું સખતપણે પાલન કરવામાં આવે, તો પછી કોઈ વિદ્યુત સમસ્યાઓ ઊભી થશે નહીં (છુટા પ્રવાહો સહિત). ગ્રાઉન્ડિંગ, ઇમરજન્સી મોડમાં કાર્યરત, માત્ર ટૂંકા ગાળાના પ્રવાહને પસાર કરે છે, જે પાઇપલાઇનને નુકસાન પહોંચાડશે નહીં.વિદ્યુત સ્થાપનોની રચના અને સંચાલન માટેના મૂળભૂત નિયમોનું ઉલ્લંઘન થાય ત્યારે જ સમસ્યાઓ ઊભી થાય છે.
માર્કિંગ અને કિંમત
હીટિંગ માટે પાઈપો બનાવવામાં આવે છે, GOSTs અનુસાર ચિહ્નિત થયેલ છે. ઉદાહરણ તરીકે, 0.8-10 મીમીની દિવાલની જાડાઈવાળા ઉત્પાદનો GOST 617-90 ધોરણો અનુસાર બનાવવામાં આવે છે. અન્ય હોદ્દો તાંબાની શુદ્ધતા સાથે સંબંધિત છે, જે GOST 859-2001 દ્વારા નિયંત્રિત છે. તે જ સમયે, M1, M1p, M2, M2p, M3, M3 ચિહ્નોને મંજૂરી છે.










માર્કિંગ અનુસાર, જે ઉત્પાદિત ઉત્પાદનો પર દર્શાવેલ છે, તમે નીચેની માહિતી શોધી શકો છો:
- ક્રોસ સેક્શન આકાર. KR અક્ષરો દ્વારા નિયુક્ત.
- લંબાઈ - આ સૂચકમાં વિવિધ નિશાનો છે. BT - ખાડી, MD - પરિમાણીય, KD - બહુવિધ પરિમાણીયતા.
- ઉત્પાદનના ઉત્પાદનની પદ્ધતિ. જો તત્વ વેલ્ડેડ હોય, તો તેના પર અક્ષર C દર્શાવેલ છે. અક્ષર D દોરેલા ઉત્પાદનો પર મૂકવામાં આવે છે.
- ખાસ ઓપરેટિંગ સુવિધાઓ. ઉદાહરણ તરીકે, વધેલી તકનીકી લાક્ષણિકતાઓ અક્ષર P દ્વારા સૂચવવામાં આવે છે. ઉચ્ચ પ્લાસ્ટિસિટી ઇન્ડેક્સ - PP, વધેલી કટ ચોકસાઈ - PU, ચોકસાઈ - PS, તાકાત - PT.
- ઉત્પાદન ચોકસાઇ. પ્રમાણભૂત સૂચક એચ અક્ષર દ્વારા સૂચવવામાં આવે છે, વધેલા - પી.
માર્કિંગ કેવી રીતે વાંચવું તે દૃષ્ટિની રીતે સમજવા માટે, તમારે એક સરળ ઉદાહરણ સમજવાની જરૂર છે - DKRNM50x3.0x3100. ડિક્રિપ્શન:
- તે શુદ્ધ તાંબાનું બનેલું છે, જે M1 બ્રાન્ડ દ્વારા નિયુક્ત કરવામાં આવ્યું છે.
- ઉત્પાદન સ્ટ્રેચી છે.
- આકાર ગોળાકાર છે.
- નરમ.
- બાહ્ય વ્યાસ - 50 મીમી.
- દિવાલની જાડાઈ - 3 મીમી.
- ઉત્પાદનની લંબાઈ 3100 મીમી છે.
યુરોપીયન ઉત્પાદકો ખાસ DIN 1412 માર્કિંગ સિસ્ટમનો ઉપયોગ કરે છે. તેઓ પાણી પુરવઠા અને હીટિંગ સિસ્ટમ્સના તત્વો પર EN-1057 હોદ્દો લાગુ કરે છે.તેમાં ધોરણની સંખ્યા શામેલ છે જે મુજબ પાઈપો બનાવવામાં આવે છે, રચનામાં એક વધારાનું તત્વ શામેલ છે - ફોસ્ફરસ. રસ્ટ સામે પ્રતિકાર વધારવા માટે તે જરૂરી છે.
ફેક્ટરીમાં કોપર પાઇપ્સ
પદ્ધતિ #2: ગ્રુવિંગ (રોલ ગ્રુવ)
અંતિમ ગ્રુવ્સ (નર્લિંગ ગ્રુવ્સ) સાથે જોડાણ દ્વારા બનાવવામાં આવેલી પાઇપલાઇન્સ છંટકાવ (સિંચાઈ) ફાયર સિસ્ટમ્સના નિર્માણ પર લાંબા સમયથી પ્રેક્ટિસ કરવામાં આવે છે. 1925 થી, પાઈપોને કનેક્ટ કરવાની આ સંપૂર્ણપણે વિશ્વસનીય પદ્ધતિનો ઉપયોગ હીટિંગ, વેન્ટિલેશન, એર કન્ડીશનીંગ અને અન્ય સિસ્ટમો માટે સ્ટીલ અને આયર્ન પાઇપલાઇન્સ પર કરવામાં આવે છે.
દરમિયાન, 50 મીમી થી 200 મીમીના વ્યાસવાળા કોપર પાઈપો માટે સમાન નર્લિંગ મિકેનિકલ કનેક્શન પદ્ધતિ પણ ઉપલબ્ધ છે. knurled યાંત્રિક જોડાણ કીટ સમાવે છે:
- જોડાણ
- ગાસ્કેટ
- વિવિધ ફિટિંગ.
મિકેનિકલ નર્લિંગ સિસ્ટમ મોટા વ્યાસના કોપર પાઈપોને બ્રેઝિંગ કરવા માટે વ્યવહારુ વિકલ્પ પ્રદાન કરે છે. તદનુસાર, ગ્રુવ પદ્ધતિને વધારાની ગરમીની જરૂર નથી (ખુલ્લી જ્યોતનો ઉપયોગ કરીને), જેમ કે બ્રેઝિંગ અથવા સોફ્ટ સોલ્ડરિંગના કિસ્સામાં.
તાંબાની પાઇપના છેડે આવેલ નર્લિંગ ગ્રુવ એ "નર્લ્ડ ગ્રુવ" કનેક્શન પદ્ધતિના મુખ્ય ઘટકોમાંનું એક છે. રોલિંગ પછી માપન યોગ્ય ફિટિંગ નક્કી કરે છે
ગ્રુવ કનેક્શન તાંબાના નમ્રતા ગુણધર્મો અને ઠંડા કામ દરમિયાન આ ધાતુની વધેલી તાકાત પર આધારિત છે. ડિઝાઇનમાં ક્લેમ્પિંગ સિસ્ટમને સીલ કરવામાં આવે છે, જેના માટે કૃત્રિમ ઇલાસ્ટોમર ગાસ્કેટ (EPDM - ઇથિલિન પ્રોપીલીન ડાયને મેથિલિન) અને ખાસ ડિઝાઇન કરાયેલ ક્લેમ્પનો ઉપયોગ કરવામાં આવે છે.વિશ્વભરમાં સંખ્યાબંધ ઉત્પાદકો બનાવવા માટે સાધનો ઓફર કરે છે નર્લ્ડ સાંધા - ગાસ્કેટ, ક્લેમ્પ્સ, ફિટિંગ્સ.
વિવિધ કદના ફીટીંગ્સ અને ગાસ્કેટ સાથેના વર્ક ક્લેમ્પ્સનો ઉપયોગ નર્લ્ડ ગ્રુવ પદ્ધતિ દ્વારા કરવામાં આવેલા જોડાણોની ડિઝાઇનમાં થાય છે.
knurled ગ્રુવ કનેક્શન તૈયાર કરવું અને બનાવવું
અન્ય સોલ્ડરલેસ કોપર જોડવાની પ્રક્રિયાની જેમ, મજબૂત, લીક-ટાઈટ વેલ્ડ બનાવવા માટે પાઇપના છેડાની યોગ્ય તૈયારી પ્રાથમિક મહત્વની છે. દરેક પ્રકારના કોપર પાઇપ માટે નુર્લિંગ ટૂલની યોગ્ય પસંદગી પણ સ્પષ્ટ છે. આ પ્રકારના જોડાણોની સલામત, મુશ્કેલી-મુક્ત તૈયારીની ખાતરી કરવા માટે ઉત્પાદકની ભલામણોનું પાલન કરવું આવશ્યક છે.
આ પ્રકારના જોડાણ માટે અનુમતિપાત્ર દબાણ અને તાપમાનનું કોષ્ટક
| કનેક્શન પ્રકાર | દબાણ શ્રેણી, kPa | તાપમાન શ્રેણી, ºC |
| ગ્રુવ, ડી = 50.8 - 203.2 મીમી, પ્રકાર કે, એલ | 0 — 2065 | K માટે માઈનસ 35 / વત્તા 120 L માટે માઈનસ 30 / વત્તા 80 |
| રોલ ગ્રુવ, D = 50.8 - 101.2 mm, D = 50.8 - 203.2 mm પ્રકાર M | 0 — 1725 | માઈનસ 35 / વત્તા 120 |
| 0 — 1375 | માઈનસ 30 / વત્તા 80 |
નર્લિંગ ગ્રુવ્સ સાથે ગાંઠ એસેમ્બલ કરવા માટેની પગલું-દર-પગલાની પ્રક્રિયા:
- કોપર પાઈપોના છેડાને અક્ષની બરાબર લંબ પ્રમાણે કાપો.
- કટીંગ અને ચેમ્ફર પછી burrs દૂર કરો.
- ફિટિંગ ઉત્પાદકની જરૂરિયાત મુજબ ગ્રુવ્સને ઇચ્છિત પરિમાણોમાં રોલ કરો.
- નુકસાન માટે ફિટિંગ, ગાસ્કેટ, ક્લેમ્પ્સનું નિરીક્ષણ કરો.
- ઉત્પાદકની ભલામણો અનુસાર ગાસ્કેટને લુબ્રિકેટ કરો.
અંતિમ એસેમ્બલી પહેલાં, સ્વચ્છતા અને કાટમાળ માટે ક્લેમ્પિંગ સપાટીઓનું નિરીક્ષણ કરો. ઉત્પાદકની ભલામણો અનુસાર સંયોજનને એસેમ્બલ કરો.
"નર્લિંગ ગ્રુવ" પદ્ધતિનો ઉપયોગ કરીને નોડનો વ્યવહારીક રીતે એસેમ્બલ કરેલ ટુકડો.ક્લેમ્પિંગ કૌંસના સ્થિતિસ્થાપક ગાસ્કેટને કોપર પાઈપોની અંતિમ બેઠક પહેલાં થોડી માત્રામાં લ્યુબ્રિકન્ટ સાથે ગણવામાં આવે છે.
ઉત્પાદકની ભલામણો અનુસાર ક્લેમ્પ નટ્સને આખરે જરૂરી ટોર્ક સુધી કડક બનાવવું જોઈએ. સ્ક્રૂને કડક કર્યા પછી, એસેમ્બલી યોગ્ય રીતે એસેમ્બલ છે તેની ખાતરી કરવા માટે ક્લેમ્પિંગ વિસ્તારની ફરીથી તપાસ કરવી જોઈએ.
સંપૂર્ણ knurled સિસ્ટમ પરીક્ષણ
સિસ્ટમમાં હવા અથવા પાણીનું દબાણ લાગુ કરીને સંપૂર્ણ પાઇપિંગ સિસ્ટમનું પરીક્ષણ કરી શકાય છે. જ્યારે પ્રમાણમાં ઊંચું પરીક્ષણ દબાણ લાગુ કરવામાં આવે ત્યારે હાઇડ્રોન્યુમેટિક પદ્ધતિને પણ નકારી શકાતી નથી.
જો કે, તે ધ્યાનમાં લેવું જોઈએ કે પરીક્ષણ દબાણનું મૂલ્ય નર્લ્ડ ગ્રુવ સિસ્ટમના ઉત્પાદક દ્વારા નિર્દિષ્ટ મહત્તમ સ્વીકાર્ય કાર્યકારી દબાણ કરતાં વધુ ન હોવું જોઈએ.
સાધનો તમને જરૂર પડશે
સક્ષમ ઇન્સ્ટોલેશન હાથ ધરવા માટે, તમારી પાસે નીચેના સાધનો હોવા આવશ્યક છે:
- પાઇપ કટર - ચોક્કસ પ્રકારના પાઇપ ક્રોસ-સેક્શનના આધારે પસંદ કરવું આવશ્યક છે. યાંત્રિક અથવા મેન્યુઅલ હોઈ શકે છે;
- Sander - સારી રીતે sandpaper સાથે બદલી શકાય છે;
- સોલ્ડરિંગ કોપર પાઇપ અથવા ફ્લક્સ અને સોલ્ડર સાથે સોલ્ડરિંગ આયર્ન માટે ગેસ ટોર્ચ.
જ્યાં બેટરીઓ ઇન્સ્ટોલ કરવાની યોજના છે તેના ફરજિયાત હોદ્દો સાથે હીટિંગ સિસ્ટમ માટેની યોજના તૈયાર કરવાથી કામ શરૂ થાય છે. આગળનું પગલું પાઇપને કટ લંબાઈમાં કાપવાનું છે. તે ધ્યાનમાં રાખવું જોઈએ કે છેડા સખત કાટખૂણે હોવા જોઈએ. કટ નમુનાઓ burrs મુક્ત હોવા જ જોઈએ. સાંધાને ઝીણા દાણાવાળા સેન્ડપેપરથી સાફ કરવું આવશ્યક છે.










પાઇપના સાફ કરેલા છેડા પર ફ્લક્સ લાગુ કરવામાં આવે છે, ત્યારબાદ તેને (અંત) રેડિયેટર અથવા ફિટિંગમાં દાખલ કરવામાં આવે છે જ્યાં સુધી તે અટકે નહીં.તે પછી, કોપર હીટિંગ પાઈપોને સોલ્ડરિંગ માટે સંયુક્ત પર સોલ્ડર લાગુ કરવામાં આવે છે. જંકશન પરના સમાગમના ભાગોને ગેસ બર્નરથી ગરમ કરવામાં આવે છે. જ્યોત સોલ્ડરને સ્પર્શે નહીં તેની ખાતરી કરવા માટે કાળજી લેવી આવશ્યક છે. પરંતુ, તે જ સમયે, ફિટિંગ અને પાઇપ વચ્ચેના અંતરને ભરવા માટે તે ઓગળવું આવશ્યક છે.
તાંબાના ઉત્પાદનોની વિવિધતા
કોપર પાઈપોના ઘણા વર્ગીકરણ છે. ચાલો તેમાંના કેટલાકને ધ્યાનમાં લઈએ. ઉત્પાદન પદ્ધતિ અનુસાર, ઉત્પાદનોને અલગ પાડવામાં આવે છે:
- અનનલેડ. તેઓ સ્ટેમ્પિંગ અથવા રોલિંગ દ્વારા શુદ્ધ ધાતુમાંથી બનાવવામાં આવે છે. તેઓ ઉચ્ચ તાણ શક્તિ દ્વારા વર્ગીકૃત થયેલ છે, જે લગભગ 450 MPa છે. આ કિસ્સામાં, ધાતુની નરમતા ઘટે છે, જે ભાગોના ઉપયોગ પર ચોક્કસ નિયંત્રણો બનાવે છે.
- એનેલીડ. તેઓ ખાસ પ્રક્રિયા તકનીકમાં અલગ છે. પાઈપોને 700C સુધી ગરમ કરવામાં આવે છે અને પછી ધીમે ધીમે ઠંડુ થાય છે. પરિણામે, ઉત્પાદનો કંઈક અંશે તેમની શક્તિ ગુમાવે છે, પરંતુ વધુ નરમ બને છે. આવા પાઈપો સંપૂર્ણ રીતે ખેંચાય છે, વિરામ પહેલાં, તત્વની લંબાઈ દોઢ ગણી વધી શકે છે. એન્નીલ્ડ પ્રોડક્ટ્સ નરમ હોય છે, જે તેમના ઇન્સ્ટોલેશનને સરળ બનાવે છે.
વિભાગનો આકાર રાઉન્ડ અને લંબચોરસ તત્વો વચ્ચેનો તફાવત દર્શાવે છે. બાદમાં ઊંચી કિંમત દ્વારા અલગ પડે છે, જે તેમના ઉત્પાદનની જટિલતાને કારણે છે. તેઓ પ્રવાહી પદ્ધતિ દ્વારા ઠંડું કરાયેલ ઇલેક્ટ્રિકલ સાધનોના સ્ટેટર વિન્ડિંગ્સમાં કંડક્ટરના ઉત્પાદન માટે ઉપયોગમાં લેવાય છે. બાહ્ય વ્યાસના સંદર્ભમાં બિન-ઇન્સ્યુલેટેડ કોપર ઉત્પાદનોના પ્રમાણભૂત કદ 12 થી 267 મીમી સુધી બદલાય છે. વધુમાં, દરેક પ્રમાણભૂત કદની દિવાલની જાડાઈ અલગ હોઈ શકે છે, જે 0.6 થી 3 મીમીની રેન્જમાં છે. ગેસ સપ્લાય માટે, 1 મીમીની લઘુત્તમ જાડાઈવાળા ઉત્પાદનોનો ઉપયોગ થાય છે.પ્લમ્બિંગમાં, 22, 18, 15, 12 બાય 1 એમએમ, 52 બાય 2 એમએમ અને 42, 35, 28 બાય 1.5 એમએમ સૌથી વધુ ઉપયોગમાં લેવાય છે.
એન્નીલ્ડ કોપર પાઈપો થોડી તાકાત ગુમાવે છે, પરંતુ ખાસ પ્લાસ્ટિસિટી અને નરમાઈ મેળવે છે, જે તેમના ઇન્સ્ટોલેશનની પ્રક્રિયાને સરળ બનાવે છે.
GOST 52318-2005 તાંબાના ભાગોના ઉત્પાદનને ત્રણ પ્રકારમાં નિયંત્રિત કરે છે, જે કઠિનતા, ઓપરેશનલ અને યાંત્રિક ગુણધર્મોની ડિગ્રીમાં ભિન્ન છે:
- નરમ. નિયુક્ત M અથવા W, અપ્રચલિત r અથવા F22. 25% દ્વારા બાહ્ય વ્યાસ વધારવાની પ્રક્રિયામાં તિરાડો અને વિરામ વિના વિસ્તરણનો સામનો કરવો. બેન્ડિંગ અને ફિટિંગ-ફ્રી કોલ્ડ કનેક્શનને આધિન કરી શકાય છે. ઉત્પાદનોનો ઉપયોગ હીટિંગ અને પ્લમ્બિંગ ફિક્સર માટે પાઈપિંગના બીમ ડિસ્ટ્રિબ્યુશન સાથે હીટિંગ અને વોટર સપ્લાય સિસ્ટમ્સની વ્યવસ્થા કરવા તેમજ હીટ પંપ, ફ્લોર અને પેનલ હીટિંગ માટે થાય છે.
- અર્ધ ઘન. P અથવા HH ને ચિહ્નિત કરવું, અપ્રચલિત સંસ્કરણ z. પાઈપના વ્યાસમાં 15% વધારો કરવાની પ્રક્રિયામાં ભાગો વિસ્તરણનો સામનો કરે છે. નરમ ઉત્પાદનો કરતાં ઓછી નરમાઈને ફિટિંગ વિનાના જોડાણ માટે ગરમીનો ઉપયોગ કરવાની જરૂર છે. બેન્ડિંગ માટે તમારે પાઇપ બેન્ડરની જરૂર પડશે.
- ઘન. હોદ્દો T અથવા H, અપ્રચલિત z6 અથવા F30. ઇન્સ્ટોલેશન દરમિયાન, પાઇપનું વિસ્તરણ માત્ર હીટિંગ પ્રક્રિયા દરમિયાન થાય છે. ભાગને વાળવા માટે પાઇપ બેન્ડરનો ઉપયોગ થાય છે. ઘન, તેમજ અર્ધ-નક્કર, તત્વોનો ઉપયોગ ચળવળ અને વળાંકની દિશામાં વારંવાર ફેરફાર કર્યા વિના હાઇવે ગોઠવવા માટે થાય છે. વધુમાં, આવા ઉત્પાદનોનો ઉપયોગ પાઇપલાઇન્સ માટે થાય છે જેને યાંત્રિક શક્તિમાં વધારો કરવાની જરૂર હોય છે.
કેટલાક ઉત્પાદકો વધારાના વિકલ્પો સાથે વિશિષ્ટ પાઈપોનું ઉત્પાદન કરે છે જે હીટિંગ અને પાણી પુરવઠા પ્રણાલીની માંગમાં છે:
- પોલિઇથિલિન પાતળા-દિવાલોવાળા આવરણથી ઇન્સ્યુલેટેડ, જેની જાડાઈ 2-2.5 મીમી છે. સામગ્રી રાસાયણિક અને યાંત્રિક તાણ માટે પ્રતિરોધક છે, જે 12 થી 54 મીમીના વ્યાસ સાથે પાઈપો પર લાગુ થાય છે. આવરણ હીટિંગ સિસ્ટમ્સમાં હાજર ગરમીના નુકસાનને ઘટાડે છે અને ઠંડા પાણીના પાઈપો પર કન્ડેન્સેટની રચનાને અટકાવે છે.
- 2.5 થી 3 મીમી જાડા રક્ષણાત્મક ઇન્સ્યુલેશન સાથે. પોલિઇથિલિન શેલની અંદરની બાજુ નાના રેખાંશ દાંતથી સજ્જ છે જે હવાના માર્ગો બનાવે છે. આમ, થર્મલ ઇન્સ્યુલેશન લાક્ષણિકતાઓમાં સુધારો થાય છે, અને તાપમાનની વધઘટ સાથે મોનોલિથિક પાઇપનું થર્મલ વિસ્તરણ કરવું શક્ય બને છે.
- ફીણ સામગ્રીથી બનેલા થર્મલ ઇન્સ્યુલેશન શેલ સાથે: કૃત્રિમ રબર, પોલિઇથિલિન ફીણ, નરમ પોલીયુરેથીન ફીણ, વગેરે. ઇન્સ્યુલેશન સ્તરની પહોળાઈ 30 મીમીથી વધી શકે છે. શેલનો ઉપયોગ ગરમ પાણી અને હીટિંગ સિસ્ટમ્સમાં ઉચ્ચ હીટ ટ્રાન્સફર ઘટાડવા માટે થાય છે.
જો જરૂરી હોય તો, તમે સ્થાપિત પાઇપલાઇન્સના આશ્રય અને થર્મલ ઇન્સ્યુલેશન માટે ખાસ ભાગો ખરીદી શકો છો.
ફિટિંગનો ઉપયોગ તાંબાના ભાગોને જોડવા માટે થાય છે. તેમની શ્રેણી ખૂબ વિશાળ છે. તેઓ આકારમાં ભિન્ન છે અને વિવિધ પ્રકારના જોડાણો બનાવવા માટે રચાયેલ છે.
તાંબાના બનેલા પાઈપોમાં જોડાવાના વિકલ્પો
હીટિંગને એસેમ્બલ કરતી વખતે, વિવિધ ઇન્સ્ટોલેશન પદ્ધતિઓનો ઉપયોગ કરવામાં આવે છે. તેથી, કોપર પાઈપોનું ડોકીંગ સંકુચિત અને બિન-કોલેપ્સીબલ પદ્ધતિ દ્વારા હાથ ધરવામાં આવે છે. પ્રથમ કિસ્સામાં, ફ્લેંજ્સ, થ્રેડેડ ફાસ્ટનર્સ, ફિટિંગનો ઉપયોગ થાય છે, જે આપમેળે નિશ્ચિત થાય છે.બિન-વિભાજ્ય હીટિંગ સિસ્ટમ ડિઝાઇન કરતી વખતે, પ્રેસિંગ, સોલ્ડરિંગ અને વેલ્ડીંગનો ઉપયોગ થાય છે.
વેલ્ડીંગ સંયુક્ત
ચાલો કોપર પાઈપોને વેલ્ડીંગ કરવાની પ્રક્રિયા પર એક નજર કરીએ. આ ડોકીંગ ટેકનીક 108 મીમી કે તેથી વધુ વ્યાસવાળા પાઈપો પર લાગુ થાય છે. હીટિંગ સામગ્રીની દિવાલની જાડાઈ ઓછામાં ઓછી 1.5 મીમી હોવી જોઈએ. વેલ્ડીંગ કાર્ય હાથ ધરવા માટે, આ કિસ્સામાં, તે માત્ર બટ જરૂરી છે, જ્યારે યોગ્ય તાપમાન 1084 ડિગ્રી હોવું જોઈએ. તે ઉમેરવા યોગ્ય છે કે હીટિંગ ઇન્સ્ટોલ કરવા માટેનો આ વિકલ્પ હાથથી કરવાની ભલામણ કરવામાં આવતી નથી.
આજની તારીખે, બિલ્ડરો વિવિધ પ્રકારના વેલ્ડીંગનો ઉપયોગ કરે છે:
- ઓક્સિ-એસિટિલીન પ્રકારના બર્નર્સનો ઉપયોગ કરીને ગેસ વેલ્ડીંગ.
- ઉપભોજ્ય ઇલેક્ટ્રોડ્સ સાથે વેલ્ડીંગ, નિષ્ક્રિય ગેસ વાતાવરણમાં કરવામાં આવે છે - આર્ગોન અથવા હિલીયમ.
- વેલ્ડીંગ જેમાં બિન-ઉપભોજ્ય ઇલેક્ટ્રોડનો ઉપયોગ થાય છે.
મોટાભાગના કિસ્સાઓમાં, આર્ક વેલ્ડીંગ પદ્ધતિનો ઉપયોગ કોપર તત્વોમાં જોડાવા માટે થાય છે. જો પાઇપલાઇનને એસેમ્બલ કરવા માટે ઉપયોગમાં લેવાતી પાઈપો શુદ્ધ તાંબાની બનેલી હોય, તો પછી આર્ગોન, નાઇટ્રોજન અથવા હિલીયમ વાતાવરણમાં બિન-ફ્યુઝિબલ ટંગસ્ટન ઇલેક્ટ્રોડનો ઉપયોગ કરવો જરૂરી છે. જ્યારે તાંબાના તત્વોને વેલ્ડિંગ કરવામાં આવે છે, ત્યારે પ્રક્રિયા ઝડપી હોવી જોઈએ. આ પાઇપના મેટલ બેઝ પર વિવિધ ઓક્સિડેશનની રચનાને અટકાવશે.
કોપર પાઈપોનું વેલ્ડીંગ સંયુક્ત
આવા જોડાણને શક્તિ આપવા માટે, ડોકીંગ કાર્ય પૂર્ણ થયા પછી, પરિણામી સાંધાઓના વધારાના ફોર્જિંગ હાથ ધરવાની ભલામણ કરવામાં આવે છે.
ફ્લેરિંગ કનેક્શન
એવું બને છે કે હીટિંગ સિસ્ટમ્સના ઇન્સ્ટોલેશન દરમિયાન વેલ્ડીંગ ટોર્ચનો ઉપયોગ કેટલીક અસુવિધા બનાવે છે. આ કિસ્સામાં, કોપર પાઇપ સાંધાને ભડકાવવાનો આશરો લેવાની ભલામણ કરવામાં આવે છે.આ ઇન્સ્ટોલેશન પદ્ધતિ અલગ પાડી શકાય તેવું બનશે, જે ફરજિયાત હીટિંગ એસેમ્બલીની ઘટનામાં સકારાત્મક ભૂમિકા ભજવશે.
આ પ્રકારના ઓપરેશન માટે ફ્લેરિંગ ડિવાઇસની ફરજિયાત હાજરીની જરૂર પડશે. અમે ફ્લેરિંગ દ્વારા હીટિંગ પાઈપોને કેવી રીતે કનેક્ટ કરવું તે વિગતવાર વર્ણન કરવાનો પ્રયાસ કરીશું:
- શરૂ કરવા માટે, પાઇપની ટોચને તેની સપાટી પરથી સાફ કરવામાં આવે છે જેથી સામગ્રીના સોઇંગ દરમિયાન બનેલા સ્કેફ્સ અને બરર્સ દૂર થાય;
- એક જોડાણ પાઇપ પર નિશ્ચિત છે;
- પછી પાઇપને ક્લેમ્પિંગ ડિવાઇસમાં દાખલ કરવામાં આવે છે, જેની મદદથી વધુ વિસ્તરણ કરવામાં આવે છે;
- પછી તમારે પાઇપના અંતનો કોણ 45 ડિગ્રી સુધી પહોંચે ત્યાં સુધી તમારે ટૂલના સ્ક્રુને સજ્જડ કરવાનું શરૂ કરવું જોઈએ;
- પાઈપ વિસ્તાર કનેક્શન માટે તૈયાર થઈ ગયા પછી, તેમાં એક કપલિંગ લાવવું જોઈએ અને બદામને કડક બનાવવી જોઈએ.
તમે નીચેની વિડિઓમાં પ્રક્રિયા વિશે વધુ જાણી શકો છો.










પ્રેસ કનેક્શન પદ્ધતિ
હીટિંગ પાઈપો સ્થાપિત કરવા માટે ઉપરોક્ત તમામ પદ્ધતિઓ ઉપરાંત, દબાવવાની તકનીક પણ છે. આ કિસ્સામાં તાંબાના તત્વોમાં જોડાવા માટે, જ્યાં સુધી તે બંધ ન થાય ત્યાં સુધી પાઈપના અગાઉ તૈયાર કરેલ છેડાને કપલિંગમાં દાખલ કરવું જરૂરી છે. આ પછી, હાઇડ્રોલિક અથવા મેન્યુઅલ પ્રેસનો ઉપયોગ કરવાની જરૂર પડશે, જેના દ્વારા પાઈપોને ઠીક કરવામાં આવશે.
જો ગરમીને જાડા-દિવાલોવાળા પાઈપોમાંથી એસેમ્બલ કરવાની યોજના છે, તો ખાસ કમ્પ્રેશન સ્લીવ્સ સાથે પ્રેસ ફિટિંગની જરૂર પડશે. આ તત્વો અંદરથી ગરમી માટે પાઈપો અને ફીટીંગ્સને સંકુચિત કરવાનું શક્ય બનાવે છે, જ્યારે બાહ્ય સીલ રચનાની ઉત્તમ ચુસ્તતા પ્રદાન કરશે.
થ્રેડ પ્રકારના જોડાણો
કમનસીબે, બજારમાં થ્રેડેડ કનેક્શન્સ સાથે કોપર પાઈપો શોધવાનું અશક્ય છે, અને તેથી હીટિંગ સિસ્ટમના ભાગોને જોડવા માટે યુનિયન નટ ધરાવતી ફિટિંગનો ઉપયોગ કરવાનો રિવાજ છે.
અન્ય સામગ્રીથી બનેલા પાઈપો સાથે કોપર પાઈપોને જોડવા માટે, કાંસ્ય અથવા પિત્તળના થ્રેડેડ ફિટિંગનો ઉપયોગ થાય છે. તેમનો ઉપયોગ ગેલ્વેનિક કાટની શક્યતાને દૂર કરે છે. જો પાઈપો વ્યાસમાં ભિન્ન હોય, તો વિશેષ વિસ્તરણકર્તાઓની મદદનો આશરો લો.
કોપર હીટિંગ સિસ્ટમ્સ માટે આજે ઉપયોગમાં લેવાતા સીલના પ્રકારોને ધ્યાનમાં લેતા, ત્યાં બે પ્રકારના થ્રેડેડ જોડાણો છે:
- શંકુ પ્રકારનું એકીકરણ ("અમેરિકન"). ઉચ્ચ તાપમાન સૂચકાંકોની સ્થિતિમાં હીટિંગ ઇન્સ્ટોલેશન માટે આ તત્વોની ભલામણ કરવામાં આવે છે.
- ફ્લેટ પ્રકારના જોડાણો. આવી સામગ્રીમાં વિવિધ રંગોની પોલિમરીક સામગ્રીથી બનેલી તેમની ડિઝાઇન સીલનો સમાવેશ થાય છે. તમે આવા તત્વો સાથે કયા તાપમાન પર કામ કરી શકો છો તે દર્શાવવા માટે ગાસ્કેટને વિવિધ રંગોમાં રંગવામાં આવે છે.
કોપર પાઈપો માટે કનેક્શન ડાયાગ્રામ
સ્વ એસેમ્બલી
કોપર પાઇપનો ઉપયોગ કરીને પાઇપલાઇનની સ્થાપના તમારા પોતાના હાથથી તદ્દન શક્ય છે. આ કરવા માટે, ગેસ બર્નર અને સોલ્ડરનો ઉપયોગ કરો, જે બે પ્રકારના હોય છે - સખત અને નરમ. હાર્ડ સોલ્ડરનો ઉપયોગ પાણી પુરવઠા, ગેસ અને હીટિંગ માટે સંચારમાં ઉચ્ચ-તાપમાન સોલ્ડરિંગ માટે થાય છે. નરમ - ઘરેલું પરિસ્થિતિઓમાં નીચા તાપમાને સોલ્ડરિંગ માટે.

- સાંધાની અંદર બ્રશ અને સેન્ડિંગ;
- અંદર અને બહાર ફ્લક્સ પેસ્ટનો ઉપયોગ;
- ગેસ બર્નર સાથે કનેક્શન પોઇન્ટને ગરમ કરવું.
આ ટીપ્સનો લાભ લો. પાઈપોની કિનારીઓને સેન્ડપેપરથી ટ્રિમ કર્યા પછી બર્સને દૂર કરશો નહીં. પાઈપોનો એક છેડો પાઈપ એક્સ્પાન્ડર વડે વિસ્તારવો જોઈએ જેથી તે એકબીજામાં ફિટ થઈ જાય
ફ્લક્સ પેસ્ટ લાગુ કરતી વખતે, ખાતરી કરો કે તેમાં વધુ પડતું ન હોય અને સોલ્ડરિંગ કરતી વખતે તે પાઇપના લ્યુમેનમાં ન જાય.
જંકશનને વધુ ગરમ ન કરવું તે મહત્વનું છે, અસર મેળવવા માટે 15-20 સેકંડ પૂરતી છે. જ્યારે પ્રવાહ ચાંદીનો રંગ મેળવે છે ત્યારે હીટિંગ બંધ થાય છે.
ફિનિશ્ડ સિસ્ટમ શરૂ કરતા પહેલા, ઇન્સ્ટોલેશન પ્રક્રિયામાંથી તમામ કણોને દૂર કરવા માટે તેને પાણીના મોટા દબાણથી કોગળા કરવાની સલાહ આપવામાં આવે છે.
ખુલ્લી જ્વાળાઓ સાથે કામ કરવા માટે સલામતીની સાવચેતીઓની જરૂર છે. આ કામો દરમિયાન જીવન અને આરોગ્યની કાળજી લેવા યોગ્ય છે.
કોપર પાઇપલાઇન્સ, તેમના ઉત્તમ ગુણધર્મોને લીધે, ગરમ અને ઠંડા પાણીના પુરવઠાની શક્યતા સાથે, હીટિંગ સિસ્ટમ માટે પોતાને વિશ્વસનીય વિકલ્પ તરીકે દર્શાવ્યા છે.
ઉત્પાદન સામગ્રી દ્વારા વર્ગીકરણ
સામગ્રીની પસંદગી ઓપરેશનલ લોડ્સ પર આધારિત છે - દબાણ, પ્રવાહી પ્રવાહ, (કેટલીકવાર તેની ઘનતા પર પણ), તેમજ હાઇડ્રોલિક પ્રતિકારના સ્તર પર. છેવટે, ફિટિંગ એ વિવિધ સંલગ્ન તત્વો - ગાસ્કેટ અને ઉત્પાદનની ડિઝાઇન સુવિધાઓ - ભરતી, કિનારી, વક્રતા ત્રિજ્યા, સંક્રમણ વિભાગો વગેરેની હાજરીને કારણે વધારાનો પ્રવાહ અવરોધ છે.
પ્રશ્નમાં ભાગોના ઉત્પાદન માટે ભલામણ કરવામાં આવતી સામગ્રી પણ તેમના ઉત્પાદનની ઉત્પાદન ક્ષમતાને ધ્યાનમાં રાખીને પસંદ કરવામાં આવે છે:
- કાસ્ટ આયર્ન. નોડ્યુલર ગ્રેફાઇટ (VCh100 ગ્રેડ) વાળા કાસ્ટ આયર્નનો વધુ વખત ઉપયોગ થાય છે, જે પર્યાપ્ત તાકાત અને સંતોષકારક નમ્રતા ધરાવે છે. ઘણી વાર ત્યાં નમ્ર કાસ્ટ આયર્ન ગ્રેડ SCH30 અથવા SCH35, તેમજ ડ્યુક્ટાઇલ આયર્ન ગ્રેડ KCh35-10 અથવા KCh 37-12 થી બનેલા એડેપ્ટરો હોય છે. કેટલાક કિસ્સાઓમાં, ફિનિશ્ડ ઉત્પાદનો તેમની રજૂઆતને સુધારવા માટે ગેલ્વેનાઈઝ્ડ છે.
- સ્ટીલ.મોટે ભાગે સ્ટેનલેસ સ્ટીલ ગ્રેડ 08X18H10 નો ઉપયોગ થાય છે, તેમજ તેના વિદેશી સમકક્ષો. અન્ય બ્રાન્ડ્સનો ઉપયોગ એલિવેટેડ તાપમાને કાટરોધક માધ્યમોને પમ્પ કરવા માટે રચાયેલ સિસ્ટમોમાં થાય છે, જે ઘર્ષક કણોથી દૂષિત હોય છે. અહીં સ્ટીલ પ્રકાર 45X નો ઉપયોગ થાય છે. 40HN. 40HNM અને તેના જેવા.
- પિત્તળ. પ્લાસ્ટિક વિરૂપતા તકનીકનો ઉપયોગ કરતી વખતે, તેઓ વિકૃત પિત્તળના બ્રાન્ડ્સ દ્વારા માર્ગદર્શન આપવામાં આવે છે: L70 થી સામાન્ય, મલ્ટિકમ્પોનન્ટ - LA-77-2, LN 65-5. કાસ્ટિંગ પિત્તળમાંથી - LTs40S, LTs25S2, વગેરે.
- ડિફોર્મેબલ એલ્યુમિનિયમ અને પોલિઇથિલિન ગ્રેડ PE-X અથવા PE-RT પર આધારિત મેટલ-પ્લાસ્ટિક.
- લો પ્રેશર પોલિઇથિલિન (HDPE). ઓછા ઓપરેશનલ લોડ્સ પર, પોલિમરનો ઉપયોગ કરવામાં આવે છે, જે GOST 16338-85 ની તકનીકી જરૂરિયાતો અનુસાર બનાવવામાં આવે છે.

HDPE પાઈપો માટે ફિટિંગ: ફિટિંગના પ્રકારો અને પાઇપલાઇન્સને કનેક્ટ કરવા માટેના વિકલ્પો બાંધકામમાં, HDPE ની બનેલી પાઇપલાઇન્સનો વધુને વધુ ઉપયોગ થાય છે. તેથી જ રિઇન્ફોર્સમેન્ટ તત્વોની માંગ પણ વધી રહી છે. તેમની સહાયથી, પાઇપ ઇન્સ્ટોલેશન સરળ અને ઝડપી બને છે ...










તાંબાના ઉત્પાદનોની વિવિધતા
આ ક્ષણે, કોપર ટ્યુબની ઘણી જાતો છે. નીચે મુખ્ય છે.
નિમણૂક દ્વારા
નીચેની નળીઓનો ઉપયોગ તેમના હેતુ હેતુ માટે થાય છે:
- ફર્નિચર માટે - ક્રોમથી બનેલું - 25 મીમી;
- વ્યાપારી સાધનો માટે - અંડાકાર ઉત્પાદન - 25 મીમી;
- ફર્નિચર સપોર્ટના ઉત્પાદનમાં - 50 મીમી (બાર);
- રસોડાના રૂમ માટે - 50 અને 26 મીમી (રેલિંગ અને બાર).
ફર્નિચરના ઉત્પાદનમાં, ફર્નિચર ક્રોમ-પ્લેટેડ પાઇપનો ઉપયોગ થાય છે. તેનો ઉપયોગ મુખ્ય ફર્નિચર માળખામાં થાય છે - મેટલ બાર તરીકે. રાઉન્ડથી વિપરીત, તેમાં લંબચોરસ ક્રોસ સેક્શન છે. સૌથી વધુ ઉપયોગમાં લેવાતી પ્રોફાઇલ 40*100, 40*80, 50*50 છે.
તે ફક્ત સપાટ સપાટી પર સ્થાપિત થાય છે, અને તેનો ઉપયોગ સમારકામ અને કાર ફેક્ટરીઓમાં પણ થાય છે - જ્યારે મજબૂત ફ્રેમ બનાવતી વખતે.
ઉત્પાદન પદ્ધતિ અનુસાર
ઉત્પાદન પદ્ધતિના આધારે, આવી કોપર ટ્યુબનો ઉપયોગ આ રીતે થાય છે:
અનનલેડ કોપર પાઇપિંગ. તે સ્ટેમ્પિંગનો ઉપયોગ કરીને શુદ્ધ ધાતુથી બનેલું છે.
તે ઉચ્ચ તાણ શક્તિ ધરાવે છે. આ કિસ્સામાં, ધાતુ ઓછી નમ્ર બને છે, જેના પછી આવી ટ્યુબના ઉપયોગ પર કેટલાક પ્રતિબંધો છે.
એન્નીલ્ડ કોપર પાઇપ પ્લાસ્ટિકની છે, આ ગુણવત્તા ઇન્સ્ટોલેશન પ્રક્રિયાને સરળ બનાવે છે
એન્નીલ્ડ કોપર પાઇપ. તે ખાસ પ્રોસેસિંગ ટેક્નોલોજીમાંથી પસાર થાય છે. તેને 700 ડિગ્રી સેલ્સિયસ સુધી ગરમ કરવામાં આવે છે અને પછી તેને ઠંડુ કરવામાં આવે છે. આ કિસ્સામાં, પાઇપલાઇન તત્વો ઓછા મજબૂત બને છે, પરંતુ વધુ લવચીક બને છે.
વધુમાં, તેઓ સારી રીતે ખેંચાય છે - તોડતા પહેલા, તેમની લંબાઈ 1.5 ગણી વધે છે.
એન્નીલ્ડ પાઇપિંગ ઉત્પાદનો નરમ હોય છે, તેથી તેમની ઇન્સ્ટોલેશન ઝડપી અને સરળ છે.
વિભાગ આકાર દ્વારા
વિભાગના આકાર અનુસાર, તેઓ અલગ પાડે છે:
- ગોળાકાર પાણીની પાઈપો;
- એક લંબચોરસ આકાર ધરાવતા પાઇપલાઇન તત્વો. તેનો ઉપયોગ ઇલેક્ટ્રિકલ સાધનોના સ્ટેટર વિન્ડિંગમાં કંડક્ટર બનાવવા માટે થાય છે, જે પ્રવાહી પદ્ધતિ દ્વારા ઠંડુ થાય છે.
કોપર પાઇપના પરિમાણો બાહ્ય વ્યાસ દ્વારા નક્કી કરી શકાય છે, જે 12-267 મીમી છે. આ કિસ્સામાં, કોઈપણ પાઇપના કદની દિવાલની જાડાઈ 0.6-3 મીમી જેટલી હોય છે.
ઘરોમાં ગેસનું સંચાલન કરતી વખતે, પાઈપોનો ઉપયોગ કરવામાં આવે છે જેની જાડાઈ ઓછામાં ઓછી 1 મીમી હોય છે.
પ્લમ્બિંગ ઇન્સ્ટોલ કરતી વખતે, ઘણા કિસ્સાઓમાં કોપર પ્લમ્બિંગ પાઇપનો ઉપયોગ કરવામાં આવે છે, જેમાં આવા કદ હોય છે: 12, 15, 18, 22 બાય 1 એમએમ, 28, 35, 42 બાય 1.5 એમએમ અને 52 બાય 2 એમએમ.
કઠિનતા ની ડિગ્રી અનુસાર
કઠિનતા ની ડિગ્રી અનુસાર કોપર ટ્યુબનો ઉપયોગ થાય છે, જેમ કે:
નરમ. હોદ્દો એમ અથવા ડબલ્યુ છે. જ્યારે બાહ્ય વ્યાસ 25% સુધી વિસ્તરે છે ત્યારે તેઓ ક્રેકીંગ અને ફાટ્યા વિના વિસ્તરણને ટકી શકે છે.
જ્યારે હીટિંગ સિસ્ટમ બનાવવામાં આવી રહી હોય અથવા ગ્રાહકોના પાણી પુરવઠા માટે પાઇપલાઇન નાખવામાં આવી રહી હોય ત્યારે આવા પાઇપલાઇન ઉત્પાદનોનો ઉપયોગ કરવામાં આવે છે. તે જ સમયે, પ્લમ્બિંગ અને હીટિંગ ઉપકરણો માટે પાઇપિંગનું બીમ વિતરણ કરવામાં આવે છે.
મોટાભાગના કિસ્સાઓમાં નરમ પાઇપલાઇન તત્વોનો ઉપયોગ પાણીના પાઈપોના બાંધકામ અને સમારકામમાં થાય છે. તેમના જોડાણને સૌથી સરળ ગણવામાં આવે છે - વધારાના સાધનોના ઉપયોગ વિના ડોકીંગ કરી શકાય છે.








કોપર પાઈપો તેમના દ્વારા વહન કરવામાં આવતા પ્રવાહીના ઊંચા તાપમાનનો સામનો કરી શકે છે
અર્ધ ઘન. તેમની પાસે નીચેના હોદ્દો છે - પી અથવા એનએન. આવા પાઇપલાઇન ઉત્પાદનો 15% ના વ્યાસ વધારા સાથે વિસ્તરણનો સામનો કરવા સક્ષમ છે.
જ્યારે તેઓ ઇન્સ્ટોલ થાય છે, ત્યારે ફિટિંગનો ઉપયોગ કર્યા વિના ટ્યુબને કનેક્ટ કરવા માટે હીટિંગનો ઉપયોગ કરવામાં આવે છે. અર્ધ-નક્કર ઉત્પાદનોને બેન્ડિંગ અથવા અનબેન્ડ કરવા માટે, કોપર પાઈપો માટે પાઇપ બેન્ડરનો ઉપયોગ થાય છે.
ઘન. તેઓ નીચેના અક્ષરો દ્વારા નિયુક્ત કરવામાં આવે છે - T અથવા H. જ્યારે તેઓ ઇન્સ્ટોલ થાય છે, ત્યારે વિતરણ માત્ર ગરમી દરમિયાન કરવામાં આવે છે. પાઇપને વાળવા માટે, પાઇપ બેન્ડરનો ઉપયોગ કરો.
છેલ્લા 2 પ્રકારના તાંબાના ઉત્પાદનોનો ઉપયોગ વિવિધ હાઇવેના નિર્માણમાં થાય છે.
ઉપરાંત, આવા ભાગોનો ઉપયોગ પાઇપલાઇનના નિર્માણમાં થાય છે, જેમાં યાંત્રિક શક્તિમાં વધારો થવો જોઈએ.
આવી નળીઓને સીલ કરવી એ એક મહત્વપૂર્ણ પ્રક્રિયા માનવામાં આવે છે. છેવટે, તેમનું અનડોકિંગ કોઈપણ સમયે થઈ શકે છે - ઉદાહરણ તરીકે, જ્યારે સીલંટ ખાલી થઈ જાય છે. આવી પરિસ્થિતિમાં, સાંધાને સંપૂર્ણપણે ફરીથી કરવું જરૂરી રહેશે.
વિન્ડિંગ પ્રકારો
ઉત્પાદકો કોપર પાઈપો માટે વિવિધ પ્રકારના વિન્ડિંગ્સનો ઉપયોગ કરે છે:
- FUM ટેપ. આ ટેપનો ઉપયોગ તમામ પ્રકારના થ્રેડેડ જોડાણોમાં થાય છે;
- પ્લમ્બિંગ માટે સીલંટની સારવાર. આવી સામગ્રીનો ઉપયોગ વિવિધ સાહસો અને રોજિંદા જીવનમાં બંનેમાં થાય છે;
- પ્લમ્બિંગ માટે હોમમેઇડ સીલંટ. 1940 ના ઘરોમાં જે પાઈપ લગાવવામાં આવી છે તે લીક થતી નથી.
ઉપરાંત, જો કોપર પાઈપોમાંથી હીટિંગ બનાવવી જરૂરી હોય તો આ પદ્ધતિ લાગુ કરી શકાય છે.
જો લાલ લીડ ઉપલબ્ધ ન હોય, તો સામાન્ય પીએફ પેઇન્ટનો ઉપયોગ કરવો જોઈએ.
પ્રવાહી-વાહક પ્રણાલીઓ સાથે કામ કરતી વખતે સીલ કરવું ફરજિયાત છે