
- બજારમાં શું ફિટિંગ છે
- કમ્પ્રેશન ફીટીંગ્સ
- પ્રેસ ફિટિંગ
- રુધિરકેશિકા
- પાણી પુરવઠા અને હીટિંગ સિસ્ટમ્સ માટે કોપર પાઈપોની સ્થાપના જાતે કરો
- ફિટિંગ ગણતરી
- એસેમ્બલી
- કોપર પાઈપો સાથે કામ કરવાની ઘોંઘાટ
- પાઇપ પ્રોસેસિંગ અને વેલ્ડીંગ જરૂરિયાતો
- અન્ય ધાતુઓ સાથે તાંબાની ક્રિયાપ્રતિક્રિયા પર
- અમાન્ય ભૂલો
- તાંબાના બનેલા પાઈપોમાં જોડાવાના વિકલ્પો
- વેલ્ડીંગ સંયુક્ત
- ફ્લેરિંગ કનેક્શન
- પ્રેસ કનેક્શન પદ્ધતિ
- થ્રેડ પ્રકારના જોડાણો
- બ્રેક પાઈપોનો હેતુ
- કોપર પાઈપોને કનેક્ટ કરવાની પદ્ધતિઓ
- ગેસ ટોર્ચ સાથે સોલ્ડરિંગના રહસ્યો
- કમ્પ્રેશન ફીટીંગ્સ સાથે જોડાણ
બજારમાં શું ફિટિંગ છે
જાતે કરો કોપર પાઈપોની સ્થાપના એ એક સરળ કાર્ય માનવામાં આવે છે. આ પાઈપિંગ ઉત્પાદનોને કનેક્ટ કરતી વખતે વિએગા સોલ્ડર ફીટીંગ્સનો ઉપયોગ કરવો આવશ્યક છે.
હાલમાં, 3 પ્રકારની ફિટિંગનો ઉપયોગ થાય છે:
- સંકોચન;
- પ્રેસ ફિટિંગ;
- રુધિરકેશિકા
પ્રેસ ફીટીંગ્સ ઇન્સ્ટોલ કરવા માટે, તમારે વિવિધ વ્યાસ અને વિવિધ આકારો સાથે પેઇરનો સમૂહ વાપરવાની જરૂર છે.
કમ્પ્રેશન ફીટીંગ્સ
કોપર પાઈપો માટે કમ્પ્રેશન ફીટીંગ્સમાં એક રિંગ હોય છે જેનો ઉપયોગ ક્રિમિંગ વખતે થાય છે. આ ભાગ કોપર ટ્યુબની વિશ્વસનીય સીલિંગ જાળવી રાખે છે. આવા કોપર ફિટિંગને ચોક્કસ રેન્ચ અને નટ્સનો ઉપયોગ કરીને કડક બનાવવું આવશ્યક છે.
ઉપરાંત, દબાવવા માટે કોપર પાઈપો માટે ફિટિંગ 2 પ્રકારના હોઈ શકે છે:
- પ્રકાર A. તેનો ઉપયોગ જમીનની પાઇપલાઇનના નિર્માણમાં થાય છે, જે અર્ધ ઘન તાંબાની બનેલી હોય છે;
- પ્રકાર B. તાંબાના પાઈપો માટે આવા ક્રિમ્પ ફીટીંગ્સનો ઉપયોગ વિવિધ સંચાર - ભૂગર્ભ અને જમીનથી ઉપરના બાંધકામમાં થાય છે. આ કિસ્સામાં, સોફ્ટ ટ્યુબનો ઉપયોગ થાય છે.
પરિણામે, કમ્પ્રેશન ફીટીંગ્સની સ્થાપના સરળ અને અનુકૂળ છે. આ કિસ્સામાં, તમારે હીટિંગનો ઉપયોગ કરવાની અને ખાસ સાધનોનો ઉપયોગ કરવાની જરૂર નથી.
પ્રેસ ફિટિંગ
પ્રેસ ફિટિંગનો ઉપયોગ કરતી વખતે, હકીકત એ છે કે તાંબુ પાઈપોને ઉચ્ચ નરમતા આપે છે.
પ્રેસ ફીટીંગ્સ વિકૃતિ માટે સંવેદનશીલ હોય છે, જે બાહ્ય પ્રભાવ હેઠળ પાઇપલાઇન પર દેખાઈ શકે છે. આ ઉત્પાદનો, ક્રિમિંગ ટ્યુબમાં ઉપયોગમાં લેવાતા, સૌથી વિશ્વસનીય માનવામાં આવે છે.
તાંબાની નળીઓનું ડોકીંગ આ રીતે કરવામાં આવે છે: પ્રથમ, આવા તાંબાના ઉત્પાદનોને પ્રેસ ફિટિંગમાં દાખલ કરવામાં આવે છે, અને પછી તેને ખાસ પ્રેસ સાણસીથી ચુસ્તપણે ચોંટાડવામાં આવે છે.
આવી તકનીકનો ઉપયોગ કરવા બદલ આભાર, વિશ્વસનીય જોડાણ બનાવવામાં આવે છે.
રુધિરકેશિકા
કેશિલરી કોપર ફિટિંગ સોલ્ડર કનેક્ટર્સ છે. સોલ્ડરના બાંધકામમાં આ ભાગોમાંથી ટ્યુબનું ડોકીંગ કરવામાં આવે છે.
સોલ્ડર એક વાયર છે જે તાંબાના બનેલા હોય છે અને કેશિલરી ફિટિંગના થ્રેડો હેઠળ મૂકવામાં આવે છે.
આવા ભાગની સ્થાપના આ રીતે કરવામાં આવે છે:
- ટ્યુબ પર ફિટિંગ સ્થાપિત થયેલ છે, જે ફ્લક્સ સાથે પૂર્વ-કોટેડ છે;
- પછી કનેક્ટિંગ તત્વ બર્નર સાથે ગરમ થાય છે. આ કિસ્સામાં, પાઇપના તમામ ભાગોને સારી રીતે ગરમ કરવા જોઈએ જેથી સોલ્ડર સંપૂર્ણપણે ઓગળી જાય અને આવા ઉત્પાદનોના તમામ સાંધા તેની સાથે ગર્ભિત થાય;
- કોપર પ્રોડક્ટ ઠંડું થઈ જાય પછી, સેન્ડપેપરનો ઉપયોગ કરીને તેમાંથી વધારાનું સોલ્ડર દૂર કરો.
કેશિલરી ફિટિંગનો મુખ્ય ફાયદો એ હીટર અથવા બર્નરના ઉપયોગ વિના ઝડપથી ઇન્સ્ટોલ કરવાની ક્ષમતા છે. તેઓ એવી વસ્તુઓ પર સ્થાપિત થાય છે જ્યાં બર્નરનો ઉપયોગ કરી શકાતો નથી, તેમજ ટાંકી અથવા ટાંકીમાં.
આવા ફિટિંગનું જોડાણ કમ્પ્રેશન તત્વોનો ઉપયોગ કરીને બનાવેલા કરતાં વધુ વિશ્વસનીય માનવામાં આવે છે.
જ્યારે આખા ઘરમાં પાઈપલાઈન નાખતી હોય, ત્યારે ઘણી પાઈપો ઇન્સ્ટોલ કરવી જોઈએ. આ કિસ્સામાં, કોપર પાઇપ વિસ્તરણકર્તાનો ઉપયોગ કરવો જોઈએ, જેની કિંમત ઓછી છે.
ઉપરાંત, આવી ટ્યુબ્સ ઇન્સ્ટોલ કરતી વખતે, જો કોપર પાઈપો ફ્લેંજ કરવામાં આવે તો તમે ઘણું બચાવી શકો છો - તમારા પોતાના હાથથી સોલ્ડરિંગ માટે કપલિંગ અને ફિટિંગ બનાવો. આ કિસ્સામાં, તમે બીડર અને પાઇપ એક્સ્પાન્ડર જેવા સાધનોનો ઉપયોગ કરીને સોલ્ડરિંગ માટે કોપર ફિટિંગ બનાવી શકો છો.
સોલ્ડર કરેલ કોપર ફીટીંગ્સ જાતે બનાવવા માટે, તમે કોપર પાઇપ વિસ્તરણકર્તાઓનો સમૂહ ખરીદી શકો છો - મેન્યુઅલી સંચાલિત અથવા ઇલેક્ટ્રિક.
ઉપરાંત, આવા પાઇપલાઇન તત્વો નાખતી વખતે, કોપર ટ્યુબ રોલરનો ઉપયોગ થાય છે. આ સાધન સાથે, મેટલને ચોક્કસ કદના રોલરની આસપાસ ફેરવવામાં આવે છે. એડજસ્ટેબલ રોલર્સને અનિયંત્રિત રાશિઓમાં ખસેડીને, ભાગનો જરૂરી વ્યાસ પસંદ કરવામાં આવે છે.









રોલિંગ કોપર ટ્યુબ નમ્ર ધાતુઓ અથવા પ્લાસ્ટિક સામગ્રીમાંથી જરૂરી આકારની વર્કપીસ બનાવવાનું શક્ય બનાવે છે.
વીડિયો જુઓ
આવી ટ્યુબની કિંમત વિભાગ, દિવાલની જાડાઈ, તાંબાના ગ્રેડ અને અન્ય પરિબળો પર આધારિત છે. કોપર પાઈપો અને ફિટિંગની સરેરાશ કિંમત 415 રુબેલ્સ / કિગ્રાથી શરૂ થાય છે. ફૂટેજ દ્વારા - 200 રુબેલ્સ / મીટરથી. પી.
ફિટિંગની કિંમત 25 - 986 રુબેલ્સ / ટુકડો.
પાણી પુરવઠા અને હીટિંગ સિસ્ટમ્સ માટે કોપર પાઈપોની સ્થાપના જાતે કરો
- ઇન્સ્ટોલેશન પહેલાં, પાઈપોને જરૂરી લંબાઈના ભાગોમાં કાપવી જરૂરી છે.
- પાઇપ કટર અથવા હેક્સો સાથે ગરમ કરવા માટે પાઈપો કાપવી વધુ સારું છે.
- પાઇપલાઇન્સની અંદરની સપાટી બર અને મેટલ ચિપ્સથી મુક્ત હોવી જોઈએ. આ કાર્ય પૂર્ણ કરવા માટે, તમારે ફાઇલ અને સ્ક્રેપરની જરૂર પડશે.
- કટ પોઇન્ટને સમતળ કરવું આવશ્યક છે, ખાસ કરીને એવા કિસ્સાઓમાં કે જ્યાં મેટલ માટે હેક્સો સાથે કટીંગ હાથ ધરવામાં આવ્યું હતું, જે પાઇપને સહેજ વિકૃત કરે છે.
- તમે ટ્યુબ્યુલર ઉત્પાદનને મેન્યુઅલી અથવા વિશિષ્ટ સાધનનો ઉપયોગ કરીને વાળી શકો છો.
- જો હીટિંગ સિસ્ટમમાં ખાસ કરીને જટિલ આકારના વક્ર વિભાગો હોય, તો પાઇપ બેન્ડરનો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે. આવા વળાંક સામગ્રીને અનિચ્છનીય ક્રિઝથી સુરક્ષિત કરશે, જે પછીથી કાટનું સ્થાન બની શકે છે.
- ઉત્પાદનો લઘુત્તમ સ્વીકાર્ય ત્રિજ્યા સાથે વળાંકવાળા હોવા જોઈએ.
- પાઇપ કટર સાથે કામ કરતી વખતે બેન્ડિંગ ત્રિજ્યા પાઇપલાઇનના વ્યાસ કરતાં ઓછામાં ઓછી 3.5 ગણી હોવી આવશ્યક છે. જો પાઈપો હાથથી વળેલી હોય, તો ઓછામાં ઓછા 8 વ્યાસની બેન્ડિંગ ત્રિજ્યા કરવી જોઈએ.
કોપર પાઈપો સાથે હીટિંગ સિસ્ટમ
કોપર હીટિંગ સિસ્ટમના તત્વોનું જોડાણ બે પહેલાથી જાણીતી રીતે હાથ ધરવામાં આવે છે:
- ક્રિમ્પ ફીટીંગ્સ;
- સોલ્ડરિંગ પદ્ધતિ.
હકીકત એ છે કે તાંબાને સરળતાથી વળાંક આપી શકાય છે, ઇન્સ્ટોલેશન સરળ છે અને તેને નાની સંખ્યામાં ફિટિંગની જરૂર છે. જો કે, હીટિંગ સિસ્ટમમાં સામગ્રીને સંયોજિત કરવા માટેના કેટલાક નિયમો યાદ રાખવા જરૂરી છે.
જો એલ્યુમિનિયમ રેડિએટર્સનો ઉપયોગ ટાળી શકાતો નથી, તો સંક્રમણ સ્ટીલ પાઇપ દ્વારા થવું આવશ્યક છે. આ કોપર અને એલ્યુમિનિયમને જોડતી વખતે કાટની શરૂઆતને ટાળવામાં મદદ કરશે. અન્ય સામગ્રીમાંથી બનેલા રેડિએટર્સ માટે, ઉદાહરણ તરીકે, સ્ટીલ અથવા કાસ્ટ આયર્ન, આવી કોઈ સમસ્યા નથી.
કોપર પાઈપોની સ્થાપના એ એક પ્રક્રિયા છે જે વિવિધ રીતે હાથ ધરવામાં આવી શકે છે. આવા ઉત્પાદનોને કનેક્ટ કરવા માટેના ઘણા વિકલ્પો છે, જેમાં એસેમ્બલી, વેલ્ડીંગ અને સોલ્ડરિંગનો સમાવેશ થાય છે. તેને અન્ય ઉત્પાદકો પાસેથી ફિટિંગનો ઉપયોગ કરવાની મંજૂરી છે, જે ચોક્કસ કિસ્સાઓમાં નાણાકીય ખર્ચ ઘટાડી શકે છે.
ફિટિંગ ગણતરી
કોપર પાઇપલાઇન્સની સ્થાપના હાથ ધરવા માટે, ફિટિંગ જરૂરી છે. તેઓ ક્યાં તો crimped અથવા સોલ્ડર કરી શકાય છે. પ્રથમ કિસ્સામાં, જોડાણ અલગ કરી શકાય તેવું હશે, બીજામાં - એક ટુકડો.
ફિટિંગની પસંદગી તમામ તત્વોના ફાસ્ટનિંગને પણ અસર કરશે.
એસેમ્બલી
ફિટિંગની આવશ્યક સંખ્યાની ગણતરી કર્યા પછી, પાઇપ એસેમ્બલી શરૂ થાય છે. શરૂ કરવા માટે, ઉત્પાદનોની કિનારીઓ પ્રવાહના પાતળા સ્તરથી આવરી લેવામાં આવે છે. ઓક્સિડેશન પ્રક્રિયાને રોકવા માટે પ્રક્રિયા જરૂરી છે, જે તત્વોને ગરમ કરવામાં આવે ત્યારે આવશ્યકપણે થાય છે. આ પ્રક્રિયા પદ્ધતિ વિદેશી પદાર્થોને સંયુક્ત પર જમા થવાથી અટકાવે છે, જે શક્તિને પ્રતિકૂળ અસર કરે છે.
ફીટીંગ્સ દ્વારા ચોંટાડવામાં આવેલા પાઈપોના છેડાને ખાસ સાણસીની મદદથી ક્લેમ્પ કરવામાં આવે છે. તે આ દબાણ છે જે ફિક્સેશનનું કારણ બને છે.
કોપર પાઈપો સાથે કામ કરવાની ઘોંઘાટ
ઘરમાં આંતરિક પાઇપલાઇન્સની સ્થાપના કરવા માટે, તમે પ્લાસ્ટિક, મેટલ-પ્લાસ્ટિક અથવા સ્ટેનલેસ સ્ટીલથી બનેલી પાઇપ પસંદ કરી શકો છો. પરંતુ માત્ર તાંબાના બનેલા એનાલોગ અડધી સદીથી વધુ સમય સુધી સમસ્યાઓ અને ઓવરહોલ વિના સેવા આપવા માટે સક્ષમ છે.
પ્રેક્ટિસમાં યોગ્ય રીતે સ્થાપિત કોપર પાઇપિંગ સિસ્ટમ્સ કાર્યના સમગ્ર સમયગાળા દરમિયાન યોગ્ય રીતે કાર્ય કરે છે, જે કોટેજ અથવા એપાર્ટમેન્ટ બિલ્ડિંગને સોંપવામાં આવે છે.
કોપર પાઈપો લાંબા ગાળાના થર્મલ લોડ, ક્લોરિન અને અલ્ટ્રાવાયોલેટથી ડરતા નથી.જ્યારે ઠંડું થાય છે, ત્યારે તેઓ ક્રેક કરતા નથી, અને જ્યારે આંતરિક વાતાવરણનું તાપમાન (પાણી, ગટર, ગેસ) બદલાય છે, ત્યારે તેઓ તેમની ભૂમિતિ બદલતા નથી. પ્લાસ્ટિકના સમકક્ષોથી વિપરીત, કોપર પાઇપલાઇન્સ નમી જતી નથી. આ પ્લાસ્ટિક ઊંચા તાપમાને વિસ્તરણને આધિન છે, કોપર સાથે આ વ્યાખ્યા દ્વારા થતું નથી.
પાઇપ કોપર પ્રોડક્ટ્સમાં બે ખામીઓ છે - ઊંચી કિંમત અને મેટલની નરમાઈ. જો કે, સામગ્રીની ઊંચી કિંમત લાંબા સેવા જીવન સાથે ચૂકવણી કરે છે. અને જેથી પાઈપોની દિવાલોને અંદરથી ધોવાણ દ્વારા નુકસાન ન થાય, સિસ્ટમમાં ફિલ્ટર્સ ઇન્સ્ટોલ કરવા આવશ્યક છે. જો પાણીમાં નક્કર કણોના સ્વરૂપમાં કોઈ પ્રદૂષણ ન હોય, તો પછી પાઇપલાઇનના વિનાશ સાથે કોઈ સમસ્યા નહીં હોય.










પાઇપ પ્રોસેસિંગ અને વેલ્ડીંગ જરૂરિયાતો
કોપર પાઈપો સાથે કામ કરતી વખતે, નીચેના નિયમોનું પાલન કરવું આવશ્યક છે:
- સોલ્ડરિંગ દ્વારા ઠંડા પાણી અથવા ગરમ પાણીના પાઈપોને માઉન્ટ કરતી વખતે, લીડ સોલ્ડરનો ઉપયોગ બાકાત રાખવો જોઈએ - લીડ ખૂબ ઝેરી છે.
- પાણીનો પ્રવાહ દર 2 m/s કરતા વધુ ન હોવો જોઈએ, અન્યથા રેતી અથવા અન્ય નક્કર પદાર્થોના નાના કણો ધીમે ધીમે પાઇપની દિવાલોને નષ્ટ કરવાનું શરૂ કરશે.
- ફ્લક્સનો ઉપયોગ કરતી વખતે, ઇન્સ્ટોલેશન પૂર્ણ થયા પછી, પાઇપલાઇન સિસ્ટમને નિષ્ફળ કર્યા વિના ફ્લશ કરવી આવશ્યક છે - ફ્લક્સ એક આક્રમક પદાર્થ છે અને તે કોપર પાઇપની દિવાલોના કાટમાં ફાળો આપશે.
- સોલ્ડરિંગ કરતી વખતે, જંકશનને ઓવરહિટીંગ કરવાની મંજૂરી આપવી જોઈએ નહીં - આ ફક્ત લીકી સંયુક્તની રચના તરફ દોરી શકે છે, પણ કોપર પ્રોડક્ટની શક્તિ ગુમાવી શકે છે.
- તાંબાથી અન્ય ધાતુઓ (સ્ટીલ અને એલ્યુમિનિયમ)માં પાઈપનું સંક્રમણ પિત્તળ અથવા બ્રોન્ઝ એડેપ્ટર ફિટિંગનો ઉપયોગ કરીને કરવાની ભલામણ કરવામાં આવે છે - અન્યથા સ્ટીલ અને એલ્યુમિનિયમની પાઈપો ઝડપથી કાટ લાગવા માંડશે.
- કટીંગ પોઈન્ટ્સ પરના બર (ધાતુના થાપણો) અને બર્સને દૂર કરવા આવશ્યક છે - તેમની હાજરી પાણીના પ્રવાહમાં તોફાની એડીઝની રચના તરફ દોરી જાય છે, જે ધોવાણમાં ફાળો આપે છે અને કોપર પાઇપલાઇનના કાર્યકારી જીવનમાં ઘટાડો કરે છે.
- કનેક્શન માટે કોપર પાઈપો તૈયાર કરતી વખતે, ઘર્ષકનો ઉપયોગ કરવા માટે સખત પ્રતિબંધિત છે - અંદર ઇન્સ્ટોલેશન પછી બાકી રહેલા તેમના કણો મેટલને નુકસાન અને ભગંદરની રચના તરફ દોરી જશે.
જો ઘરની પ્લમ્બિંગ અથવા હીટિંગ સિસ્ટમમાં, તાંબા ઉપરાંત, અન્ય ધાતુઓથી બનેલા પાઈપો અથવા તત્વો પણ હોય, તો પાણીનો પ્રવાહ તેમાંથી તાંબામાં જવો જોઈએ, અને ઊલટું નહીં. તાંબાથી સ્ટીલ, જસત અથવા એલ્યુમિનિયમ તરફ પાણીનો પ્રવાહ પછીના ભાગમાંથી પાઇપલાઇન વિભાગોના ઝડપી ઇલેક્ટ્રોકેમિકલ કાટ તરફ દોરી જશે.
ધાતુની નમ્રતા અને મજબૂતાઈને લીધે, કોપર પાઈપો સરળતાથી કાપી અને વળે છે. પાઇપલાઇનને પાઇપ બેન્ડરનો ઉપયોગ કરીને અથવા ફિટિંગનો ઉપયોગ કરીને ફેરવી શકાય છે. અને વિવિધ ઉપકરણો સાથે શાખાઓ અને જોડાણ માટે, ગરમી-પ્રતિરોધક પ્લાસ્ટિક, પિત્તળ, સ્ટેનલેસ સ્ટીલ અને કાંસાના બનેલા ઘણા ભાગો છે.
અન્ય ધાતુઓ સાથે તાંબાની ક્રિયાપ્રતિક્રિયા પર
મોટાભાગના ખાનગી મકાનોમાં, ઘરગથ્થુ પાણીની પાઈપો સ્ટીલ અને એલ્યુમિનિયમ પાઈપોમાંથી એસેમ્બલ કરવામાં આવે છે. હીટિંગ સિસ્ટમ્સમાં, સ્ટીલ અથવા એલ્યુમિનિયમના બનેલા રેડિએટર્સ પણ છે. આવા કોપર પાઇપ લેઆઉટમાં ખોટી નિવેશ નોંધપાત્ર સમસ્યાઓથી ભરપૂર છે.
સૌથી શ્રેષ્ઠ ઇન્સ્ટોલેશન વિકલ્પ એ ફક્ત તાંબા અને તેના એલોયમાંથી પાઈપો અને ઉપકરણોનો ઉપયોગ છે. હવે તમે સરળતાથી બાયમેટાલિક એલ્યુમિનિયમ-કોપર રેડિએટર્સ, તેમજ અનુરૂપ ફિટિંગ અને વાલ્વ શોધી શકો છો. વિવિધ ધાતુઓનું મિશ્રણ ફક્ત આત્યંતિક કેસોમાં જ છે.
જો સંયોજન અનિવાર્ય છે, તો પછી તાંબુ પાઇપલાઇન તત્વોની સાંકળમાં છેલ્લું હોવું જોઈએ. તેને ઇલેક્ટ્રિક પ્રવાહ ચલાવવાની ક્ષમતાથી છૂટકારો મેળવવો અશક્ય છે. અને નબળા પ્રવાહની હાજરીમાં પણ, આ ધાતુ સ્ટીલ, એલ્યુમિનિયમ અને ઝીંક સાથે ગેલ્વેનિક યુગલો બનાવે છે, જે અનિવાર્યપણે તેમના અકાળ કાટ તરફ દોરી જાય છે. પાણી પુરવઠા પ્રણાલી સ્થાપિત કરતી વખતે, તેમની વચ્ચે કાંસ્ય એડેપ્ટર દાખલ કરવું હિતાવહ છે.
અન્ય સંભવિત સમસ્યા પાણીમાં ઓક્સિજન છે. તેની સામગ્રી જેટલી વધારે છે, તેટલી ઝડપથી પાઈપો કોરોડ થાય છે. આ એક જ ધાતુમાંથી બનેલી અને અલગ-અલગમાંથી બનેલી બંને પાઇપલાઇન્સને લાગુ પડે છે.
ઘણીવાર, કુટીર માલિકો હીટિંગ સિસ્ટમમાં શીતકને વારંવાર બદલીને ગંભીર ભૂલ કરે છે. આ માત્ર ઓક્સિજનના સંપૂર્ણપણે બિનજરૂરી ભાગોના ઉમેરા તરફ દોરી જાય છે. પાણીને સંપૂર્ણપણે ન બદલવું શ્રેષ્ઠ છે, પરંતુ જ્યારે જરૂર પડે ત્યારે તેને ઉમેરો.
અમાન્ય ભૂલો
બે ભાગોના નબળા-ગુણવત્તાવાળા જોડાણનું કારણ મોટાભાગે ઉતાવળમાં હોય છે, તેથી તમારે કાપ્યા પછી બનેલી વિદેશી નાની વસ્તુઓની ગેરહાજરી માટે ઉત્પાદનની ધારને નિયંત્રિત કરવાનું યાદ રાખવાની જરૂર છે.
ફ્લક્સ લાગુ કરતી વખતે, સપાટીના સહેજ વિસ્તારને પણ ચૂકી ન જવાનો પ્રયાસ કરવો મહત્વપૂર્ણ છે, કારણ કે કોઈપણ ખામી નબળા સંપર્કનું કારણ બની શકે છે. જો સપાટીના કોઈપણ ભાગને સહેજ ગરમ કરવામાં આવે છે, તો આ બે ધાતુઓના નબળા સંમિશ્રણ તરફ દોરી જશે. ઓવરહિટીંગ ફ્લક્સને બાળી શકે છે અને સોલ્ડરિંગ સાઇટ પર સ્કેલ અથવા ઓક્સાઇડ બનાવે છે, જે તેની વિશ્વસનીયતાને અસર કરે છે.
ઓવરહિટીંગ ફ્લક્સને બાળી શકે છે અને સોલ્ડરિંગ સાઇટ પર સ્કેલ અથવા ઓક્સાઇડ બનાવે છે, જે તેની વિશ્વસનીયતાને અસર કરે છે.
જો સપાટીના કોઈપણ ભાગને સહેજ ગરમ કરવામાં આવે છે, તો આ બે ધાતુઓના નબળા સંમિશ્રણ તરફ દોરી જશે. ઓવરહિટીંગ ફ્લક્સને બાળી શકે છે અને સોલ્ડરિંગ સાઇટ પર સ્કેલ અથવા ઓક્સાઇડ બનાવે છે, જે તેની વિશ્વસનીયતાને અસર કરે છે.
તાંબાના બનેલા પાઈપોમાં જોડાવાના વિકલ્પો
હીટિંગને એસેમ્બલ કરતી વખતે, વિવિધ ઇન્સ્ટોલેશન પદ્ધતિઓનો ઉપયોગ કરવામાં આવે છે. તેથી, કોપર પાઈપોનું ડોકીંગ સંકુચિત અને બિન-કોલેપ્સીબલ પદ્ધતિ દ્વારા હાથ ધરવામાં આવે છે. પ્રથમ કિસ્સામાં, ફ્લેંજ્સ, થ્રેડેડ ફાસ્ટનર્સ, ફિટિંગનો ઉપયોગ થાય છે, જે આપમેળે નિશ્ચિત થાય છે. બિન-વિભાજ્ય હીટિંગ સિસ્ટમ ડિઝાઇન કરતી વખતે, પ્રેસિંગ, સોલ્ડરિંગ અને વેલ્ડીંગનો ઉપયોગ થાય છે.
વેલ્ડીંગ સંયુક્ત
ચાલો કોપર પાઈપોને વેલ્ડીંગ કરવાની પ્રક્રિયા પર એક નજર કરીએ. આ ડોકીંગ ટેકનીક 108 મીમી કે તેથી વધુ વ્યાસવાળા પાઈપો પર લાગુ થાય છે. હીટિંગ સામગ્રીની દિવાલની જાડાઈ ઓછામાં ઓછી 1.5 મીમી હોવી જોઈએ. વેલ્ડીંગ કાર્ય હાથ ધરવા માટે, આ કિસ્સામાં, તે માત્ર બટ જરૂરી છે, જ્યારે યોગ્ય તાપમાન 1084 ડિગ્રી હોવું જોઈએ. તે ઉમેરવા યોગ્ય છે કે હીટિંગ ઇન્સ્ટોલ કરવા માટેનો આ વિકલ્પ હાથથી કરવાની ભલામણ કરવામાં આવતી નથી.
આજની તારીખે, બિલ્ડરો વિવિધ પ્રકારના વેલ્ડીંગનો ઉપયોગ કરે છે:
- ઓક્સિ-એસિટિલીન પ્રકારના બર્નર્સનો ઉપયોગ કરીને ગેસ વેલ્ડીંગ.
- ઉપભોજ્ય ઇલેક્ટ્રોડ્સ સાથે વેલ્ડીંગ, નિષ્ક્રિય ગેસ વાતાવરણમાં કરવામાં આવે છે - આર્ગોન અથવા હિલીયમ.
- વેલ્ડીંગ જેમાં બિન-ઉપભોજ્ય ઇલેક્ટ્રોડનો ઉપયોગ થાય છે.
મોટાભાગના કિસ્સાઓમાં, આર્ક વેલ્ડીંગ પદ્ધતિનો ઉપયોગ કોપર તત્વોમાં જોડાવા માટે થાય છે. જો પાઇપલાઇનને એસેમ્બલ કરવા માટે ઉપયોગમાં લેવાતી પાઈપો શુદ્ધ તાંબાની બનેલી હોય, તો પછી આર્ગોન, નાઇટ્રોજન અથવા હિલીયમ વાતાવરણમાં બિન-ફ્યુઝિબલ ટંગસ્ટન ઇલેક્ટ્રોડનો ઉપયોગ કરવો જરૂરી છે. જ્યારે તાંબાના તત્વોને વેલ્ડિંગ કરવામાં આવે છે, ત્યારે પ્રક્રિયા ઝડપી હોવી જોઈએ.આ પાઇપના મેટલ બેઝ પર વિવિધ ઓક્સિડેશનની રચનાને અટકાવશે.











કોપર પાઈપોનું વેલ્ડીંગ સંયુક્ત
આવા જોડાણને શક્તિ આપવા માટે, ડોકીંગ કાર્ય પૂર્ણ થયા પછી, પરિણામી સાંધાઓના વધારાના ફોર્જિંગ હાથ ધરવાની ભલામણ કરવામાં આવે છે.
ફ્લેરિંગ કનેક્શન
એવું બને છે કે હીટિંગ સિસ્ટમ્સના ઇન્સ્ટોલેશન દરમિયાન વેલ્ડીંગ ટોર્ચનો ઉપયોગ કેટલીક અસુવિધા બનાવે છે. આ કિસ્સામાં, કોપર પાઇપ સાંધાને ભડકાવવાનો આશરો લેવાની ભલામણ કરવામાં આવે છે. આ ઇન્સ્ટોલેશન પદ્ધતિ અલગ પાડી શકાય તેવું બનશે, જે ફરજિયાત હીટિંગ એસેમ્બલીની ઘટનામાં સકારાત્મક ભૂમિકા ભજવશે.
આ પ્રકારના ઓપરેશન માટે ફ્લેરિંગ ડિવાઇસની ફરજિયાત હાજરીની જરૂર પડશે. અમે ફ્લેરિંગ દ્વારા હીટિંગ પાઈપોને કેવી રીતે કનેક્ટ કરવું તે વિગતવાર વર્ણન કરવાનો પ્રયાસ કરીશું:
- શરૂ કરવા માટે, પાઇપની ટોચને તેની સપાટી પરથી સાફ કરવામાં આવે છે જેથી સામગ્રીના સોઇંગ દરમિયાન બનેલા સ્કેફ્સ અને બરર્સ દૂર થાય;
- એક જોડાણ પાઇપ પર નિશ્ચિત છે;
- પછી પાઇપને ક્લેમ્પિંગ ડિવાઇસમાં દાખલ કરવામાં આવે છે, જેની મદદથી વધુ વિસ્તરણ કરવામાં આવે છે;
- પછી તમારે પાઇપના અંતનો કોણ 45 ડિગ્રી સુધી પહોંચે ત્યાં સુધી તમારે ટૂલના સ્ક્રુને સજ્જડ કરવાનું શરૂ કરવું જોઈએ;
- પાઈપ વિસ્તાર કનેક્શન માટે તૈયાર થઈ ગયા પછી, તેમાં એક કપલિંગ લાવવું જોઈએ અને બદામને કડક બનાવવી જોઈએ.
તમે નીચેની વિડિઓમાં પ્રક્રિયા વિશે વધુ જાણી શકો છો.
પ્રેસ કનેક્શન પદ્ધતિ
હીટિંગ પાઈપો સ્થાપિત કરવા માટે ઉપરોક્ત તમામ પદ્ધતિઓ ઉપરાંત, દબાવવાની તકનીક પણ છે. આ કિસ્સામાં તાંબાના તત્વોમાં જોડાવા માટે, જ્યાં સુધી તે બંધ ન થાય ત્યાં સુધી પાઈપના અગાઉ તૈયાર કરેલ છેડાને કપલિંગમાં દાખલ કરવું જરૂરી છે. આ પછી, હાઇડ્રોલિક અથવા મેન્યુઅલ પ્રેસનો ઉપયોગ કરવાની જરૂર પડશે, જેના દ્વારા પાઈપોને ઠીક કરવામાં આવશે.
જો ગરમીને જાડા-દિવાલોવાળા પાઈપોમાંથી એસેમ્બલ કરવાની યોજના છે, તો ખાસ કમ્પ્રેશન સ્લીવ્સ સાથે પ્રેસ ફિટિંગની જરૂર પડશે. આ તત્વો અંદરથી ગરમી માટે પાઈપો અને ફીટીંગ્સને સંકુચિત કરવાનું શક્ય બનાવે છે, જ્યારે બાહ્ય સીલ રચનાની ઉત્તમ ચુસ્તતા પ્રદાન કરશે.
થ્રેડ પ્રકારના જોડાણો
કમનસીબે, બજારમાં થ્રેડેડ કનેક્શન્સ સાથે કોપર પાઈપો શોધવાનું અશક્ય છે, અને તેથી હીટિંગ સિસ્ટમના ભાગોને જોડવા માટે યુનિયન નટ ધરાવતી ફિટિંગનો ઉપયોગ કરવાનો રિવાજ છે.
અન્ય સામગ્રીથી બનેલા પાઈપો સાથે કોપર પાઈપોને જોડવા માટે, કાંસ્ય અથવા પિત્તળના થ્રેડેડ ફિટિંગનો ઉપયોગ થાય છે. તેમનો ઉપયોગ ગેલ્વેનિક કાટની શક્યતાને દૂર કરે છે. જો પાઈપો વ્યાસમાં ભિન્ન હોય, તો વિશેષ વિસ્તરણકર્તાઓની મદદનો આશરો લો.
કોપર હીટિંગ સિસ્ટમ્સ માટે આજે ઉપયોગમાં લેવાતા સીલના પ્રકારોને ધ્યાનમાં લેતા, ત્યાં બે પ્રકારના થ્રેડેડ જોડાણો છે:
- શંકુ પ્રકારનું એકીકરણ ("અમેરિકન"). ઉચ્ચ તાપમાન સૂચકાંકોની સ્થિતિમાં હીટિંગ ઇન્સ્ટોલેશન માટે આ તત્વોની ભલામણ કરવામાં આવે છે.
- ફ્લેટ પ્રકારના જોડાણો. આવી સામગ્રીમાં વિવિધ રંગોની પોલિમરીક સામગ્રીથી બનેલી તેમની ડિઝાઇન સીલનો સમાવેશ થાય છે. તમે આવા તત્વો સાથે કયા તાપમાન પર કામ કરી શકો છો તે દર્શાવવા માટે ગાસ્કેટને વિવિધ રંગોમાં રંગવામાં આવે છે.
કોપર પાઈપો માટે કનેક્શન ડાયાગ્રામ
બ્રેક પાઈપોનો હેતુ
કોઈપણ હાઇડ્રોલિક સિસ્ટમને લાઇનની જરૂર હોય છે જેના દ્વારા કાર્યકારી મિકેનિઝમ્સને પ્રવાહી પૂરો પાડવામાં આવે છે. કારની બ્રેકિંગ સિસ્ટમ કોઈ અપવાદ નથી, પરંતુ તેની પોતાની લાક્ષણિકતાઓ છે.તેઓ બ્રેક્સની ડિઝાઇન અને ઉપયોગમાં લેવાતા કાર્યકારી પ્રવાહીની તકનીકી લાક્ષણિકતાઓ બંને સાથે જોડાયેલા છે, જેના માટે ખૂબ જ કડક આવશ્યકતાઓ લાદવામાં આવે છે:
- તે 200 ડિગ્રીથી વધુ તાપમાને ઉકળવું જોઈએ નહીં;
- ચાલીસ-ડિગ્રી હિમમાં પ્રવાહીતા ગુમાવશો નહીં;
- બ્રેક સિસ્ટમના રબર ભાગો માટે આક્રમક ન બનો;
- કાટ તરફ દોરી જતું નથી.
છેલ્લો મુદ્દો ખાસ કરીને બ્રેક પાઈપો માટે મહત્વપૂર્ણ છે, જે આધુનિક કારના વાહનનો અભિન્ન ભાગ છે. લાક્ષણિક બ્રેકિંગ સિસ્ટમના સંચાલનના સિદ્ધાંતને ધ્યાનમાં લો.
વાહન સ્ટોપ અલ્ગોરિધમ નીચેની ક્રિયાઓ સાથે સંકળાયેલું છે:
- ડ્રાઇવર, જો જરૂરી હોય તો, કારની ગતિને ઘટાડવા માટે જ્યાં સુધી તે સંપૂર્ણપણે બંધ ન થાય ત્યાં સુધી, યોગ્ય પ્રયત્નો સાથે બ્રેક પેડલ દબાવો;
- પેડલ લાકડી સીધી બ્રેક માસ્ટર સિલિન્ડરના પિસ્ટન પર કાર્ય કરે છે, તેને ક્રિયામાં લાવે છે;
- પિસ્ટન, સિલિન્ડરમાં ફરે છે, બ્રેક પ્રવાહી પર કાર્ય કરે છે, ચોક્કસ ઘટના બનાવે છે;
- પ્રવાહી, જેની સંકોચનક્ષમતા શૂન્યની નજીક છે, હાઇવે સાથે આગળ વધે છે અને દરેક વ્હીલ્સ પર સ્થિત બ્રેક સિલિન્ડરો પર કાર્ય કરે છે;
- પિસ્ટન વેગને બ્રેક પેડ્સ પર પ્રસારિત કરે છે, જે, ડિસ્કની સામે દબાવવાથી, બ્રેકિંગ બળ બનાવે છે, વ્હીલ્સના પરિભ્રમણને ધીમું કરે છે.
આ સાંકળમાં, બ્રેક પાઈપ્સ એ હાઇડ્રોલિક લાઇનનો અભિન્ન ભાગ છે જેના દ્વારા કાર્યકારી પ્રવાહી ખસે છે. તેમનું કાર્ય ટીજેના લિકેજને અટકાવવાનું છે, તેથી બ્રેક સિસ્ટમના અન્ય ઘટકો સાથેના તેમના જોડાણની ગુણવત્તા વિશેષ મહત્વ ધરાવે છે. આ માટે, ફ્લેરિંગ નામની તકનીકી કામગીરીનો ઉપયોગ કરવામાં આવે છે.









તેનો સાર ટ્યુબના અંતિમ વિભાગના વિરૂપતામાં રહેલો છે જેથી તેના વ્યાસને એકસરખી રીતે વધારી શકાય (વિરુદ્ધ કામગીરી, જેમાં ટ્યુબની ટોચના વ્યાસને સાંકડી કરવામાં આવે છે, તેને રોલિંગ કહેવામાં આવે છે). ટ્યુબનું એકબીજા સાથે અથવા ટ્યુબનું મેનીફોલ્ડ સાથે સૌથી વધુ ચુસ્ત જોડાણ સુનિશ્ચિત કરવા માટે ફ્લેરિંગની જરૂર છે.
કારણ કે, જેમ આપણે પહેલેથી જ નોંધ્યું છે તેમ, બ્રેક પાઈપો યાંત્રિક તાણને આધિન છે, તે ક્ષતિગ્રસ્ત થઈ શકે છે, જેના કારણે સિસ્ટમ ડિપ્રેસરાઈઝ થઈ શકે છે - આ કિસ્સામાં, તેમને બદલવા માટે તાત્કાલિક ઓપરેશન જરૂરી છે. બ્રેક સિસ્ટમના આ ઘટકને બદલવા માટે સામાન્ય ઘસારો એ વધુ સામાન્ય કારણ છે.
ટ્યુબને વિસ્તૃત કરવાની પ્રક્રિયામાં ત્રણ તબક્કાઓ શામેલ છે:
- ટ્યુબ શીટ અને ટ્યુબની ટોચ વચ્ચે જરૂરી અંતરનું નિર્ધારણ;
- ટ્યુબ અને ટ્યુબ શીટ્સ બંનેની ફ્લેરિંગ;
- ટ્યુબની આંતરિક દિવાલોમાંથી ભીનાશ પડતા ભારને દૂર કરવું.
વિરૂપતા તકનીક માટે જરૂરી છે કે બ્રેક ટ્યુબની ધાતુ કહેવાતા પ્લાસ્ટિક વિકૃતિને આધિન છે, અને ગ્રિલની ધાતુ સ્થિતિસ્થાપક વિકૃતિને આધિન છે. આ સ્થિતિને સુનિશ્ચિત કરવા માટે, જાળી સખત ધાતુની બનેલી હોય છે, જે વિસ્તરણના તબક્કાને પૂર્ણ કર્યા પછી, ટ્યુબ છીણીને ટ્યુબને સંપૂર્ણપણે "ગ્રેપ" કરવાની મંજૂરી આપે છે.
આવા કનેક્શનની આવશ્યક ચુસ્તતાની ખાતરી કરવી એ સંપર્કના ભાગોની બાહ્ય સપાટીઓ વચ્ચે રચાયેલી સંપર્ક દબાણ પદ્ધતિનો ઉપયોગ કરીને હાથ ધરવામાં આવે છે. કેટલાક કિસ્સાઓમાં, ભડકતી પાઇપના અંતને કનેક્ટ કરવાની તકનીકમાં વેલ્ડીંગનો ઉપયોગ શામેલ છે - આ પદ્ધતિને સંયુક્ત કહેવામાં આવે છે.
ફેક્ટરીમાં, હાઇડ્રોલિક, ન્યુમેટિક અથવા ઇલેક્ટ્રિક પ્રકારની ડ્રાઇવથી સજ્જ વિશિષ્ટ મશીનનો ઉપયોગ કરીને ફ્લેરિંગ હાથ ધરવામાં આવે છે, જે પરિભ્રમણની ગતિને નિયંત્રિત કરવાની સંભાવના પૂરી પાડે છે. કનેક્શનની આવશ્યક વિશ્વસનીયતાને સુનિશ્ચિત કરવા માટે તે ડ્રાઇવ પર છે.
બ્રેક પાઈપ્સને બદલતી વખતે, એક વિશિષ્ટ સાધનનો ઉપયોગ કરીને ફ્લેરિંગ હાથ ધરવામાં આવે છે જે ઓટો શોપ પર ખરીદી શકાય છે.
કોપર પાઈપોને કનેક્ટ કરવાની પદ્ધતિઓ
વ્યવહારમાં, કોપર પાઇપલાઇન્સ એસેમ્બલ કરવાની બે પદ્ધતિઓમાંથી એકનો ઉપયોગ થાય છે - સોલ્ડરિંગ અથવા મિકેનિકલ ક્રિમિંગ દ્વારા.
ગેસ ટોર્ચ સાથે સોલ્ડરિંગના રહસ્યો
સિસ્ટમને માઉન્ટ કરવા માટે સોલ્ડરિંગ પદ્ધતિ પસંદ કરતી વખતે, નીચેની બાબતો ધ્યાનમાં લેવી આવશ્યક છે: આ રીતે બનાવેલા તમામ જોડાણો એક-પીસ છે. સોલ્ડરિંગ ચુસ્તતાની ખાતરીની ઊંચી ટકાવારી પૂરી પાડે છે, પરંતુ કેટલાક જાળવણી નિયંત્રણો લાદે છે. વધારાની જટિલતા વિના સિસ્ટમને અપગ્રેડ કરવી ઘણીવાર અશક્ય છે.
તેથી, જો પાણી પુરવઠા (હીટિંગ સિસ્ટમ) ના અમુક ભાગને બદલવાની જરૂર હોય, ઉદાહરણ તરીકે, નવા સાધનોની રજૂઆતને કારણે, મુશ્કેલીઓ ઊભી થઈ શકે છે. સિસ્ટમમાં કપલિંગ, ટી અથવા અન્ય ભાગ દાખલ કરવા માટે તમારે ફરીથી ગેસ બર્નર અને સોલ્ડરિંગ તકનીકનો ઉપયોગ કરવો પડશે.
તેથી, સોલ્ડર જોઈન્ટ્સનો ઉપયોગ છુપાયેલા પ્લમ્બિંગ પ્રોજેક્ટ્સમાં થાય છે જે દિવાલોમાં અથવા ફ્લોરની નીચે છે.
સોલ્ડરિંગ પ્રક્રિયા ગેસ બર્નર (ઓપન ફાયર અને કમ્બશન પ્રોડક્ટ્સ) ની કામગીરી સાથે અસ્પષ્ટ રીતે જોડાયેલી છે. તેથી, આ તકનીક હંમેશા ઇન્સ્ટોલેશન માટે યોગ્ય નથી, ખાસ કરીને એવા રૂમમાં જ્યાં અગાઉ સુંદર પૂર્ણાહુતિ કરવામાં આવી હતી.
સ્ટેપ બાય સ્ટેપ ઇન્સ્ટોલેશન પ્રક્રિયા સોલ્ડરિંગ:
- બે પાઈપો કદમાં કાપવામાં આવે છે.અંતિમ વિસ્તાર burrs માંથી સાફ કરવામાં આવે છે.
- પાઈપોમાંથી એકનો અંતિમ ભાગ કેલિબ્રેટર સાથે વિસ્તૃત કરવામાં આવે છે - એક ઈંટ બનાવવામાં આવે છે.
- મેટલ બ્રશ અને સેન્ડપેપર વડે, સોલ્ડરિંગ પોઈન્ટ્સને ચમકવા માટે સાફ કરો.
- સાફ કરેલી સપાટીને ફ્લક્સ સોલ્યુશનથી સારવાર આપવામાં આવે છે.
- પ્રોસેસ્ડ ભાગો એક બીજામાં દાખલ કરવામાં આવે છે.
- જંકશનને બર્નર સાથે સોલ્ડરના ગલનબિંદુ (350-500ºС) સુધી ગરમ કરવામાં આવે છે.
- સોલ્ડર સળિયાનો અંત સોકેટની નીચેની ધારને સ્પર્શે છે.
ઉચ્ચ તાપમાનના પ્રભાવ હેઠળ, સોલ્ડર ઓગળે છે અને પ્રવાહના ધૂમાડા દ્વારા બનાવેલ કેશિલરી અસરને કારણે નોઝલ અને સોકેટની દિવાલો વચ્ચેના અંતરમાં ધસી જાય છે. આના પરિણામે સુઘડ અને ઉચ્ચ-ગુણવત્તાવાળા સોલ્ડર સંયુક્તમાં પરિણમે છે. પાઇપ-ઇન-પાઇપ સોલ્ડરિંગનું આ માત્ર એક ઉદાહરણ છે.
ફિટિંગ અને અન્ય તત્વો સાથે સોલ્ડરિંગ એ જ રીતે હાથ ધરવામાં આવે છે.
સોલ્ડરિંગ કોપર પાઈપ્સ માટે પગલા-દર-પગલાની સૂચનાઓ, તેમજ કાર્યની તકનીકી ઘોંઘાટ, આ લેખમાં આપવામાં આવી છે.
કમ્પ્રેશન ફીટીંગ્સ સાથે જોડાણ
જો તમે બીજી વ્યાપક તકનીક - યાંત્રિક ક્રિમિંગનો ઉપયોગ કરો છો, તો તમારા પોતાના હાથથી કોપર પાઈપોની સ્થાપના કરવી ખૂબ સરળ અને સરળ છે. આ કિસ્સામાં કોપર પાઈપોનું જોડાણ બનાવવા માટે, ખાસ ફિટિંગનો ઉપયોગ કરવામાં આવે છે.










પોલીપ્રોપીલિન પાઈપો સાથે કામ કરવા માટે લગભગ સમાન તત્વોનો ઉપયોગ થાય છે. પરંતુ કોપર માટે, તેઓ ક્રિમ્પ રિંગની થોડી અલગ ડિઝાઇન બનાવે છે - એક ટુકડો, કટ વગર.
કમ્પ્રેશન ફિટિંગ પિત્તળના બનેલા છે. સામગ્રીની પ્લાસ્ટિસિટીની ડિગ્રી દ્વારા અભિપ્રાય આપતા, તાંબા અને પિત્તળ માટેના આ મૂલ્યો લગભગ સમાન છે.
પિત્તળ-તાંબાના જોડીના બોન્ડની એક મહત્વપૂર્ણ વિશેષતા એ સામગ્રી વચ્ચે ગેલ્વેનિક જોડાણની લગભગ સંપૂર્ણ ગેરહાજરી છે.
આ પરિબળ ઓપરેશન દરમિયાન કનેક્શનની શુદ્ધતાની બાંયધરી આપે છે - ઓક્સાઇડની ગેરહાજરી, કાટ, વગેરે.
એલ્યુમિનિયમ સાથે પરિસ્થિતિ તદ્દન અલગ છે. આ ધાતુ, પિત્તળથી વિપરીત, ગેલ્વેનિકલી તાંબા સાથે જોડાયેલી છે. પરિસ્થિતિઓમાં જ્યારે નળનું પાણી ક્ષારથી સંતૃપ્ત થાય છે, એટલે કે, તે સક્રિય ઇલેક્ટ્રોલાઇટ છે, ઇલેક્ટ્રોકેમિકલ પ્રતિક્રિયાની ઘટના માટે અનુકૂળ વાતાવરણ રચાય છે.
આવી પ્રતિક્રિયાના પ્રભાવ હેઠળ, એલ્યુમિનિયમનો નાશ થાય છે. તેથી, કોપર પાઇપ અને એલ્યુમિનિયમ રેડિએટર્સ (અથવા અન્ય એલ્યુમિનિયમ ઉપકરણો) નું સીધું જોડાણ અનિચ્છનીય છે. ઉદાહરણ તરીકે, સ્ટીલ સંક્રમણોનો ઉપયોગ કરવો જોઈએ.
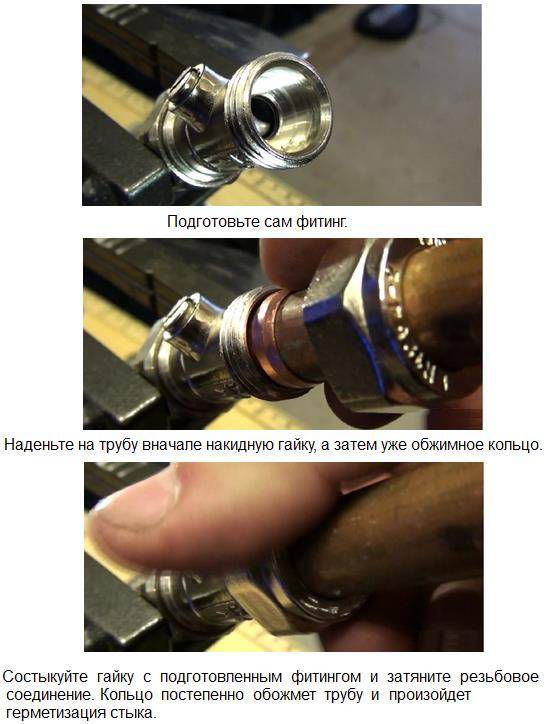
ક્રિમિંગ દ્વારા ફિટિંગને માઉન્ટ કરવું:
- પાઇપનો અંતિમ વિસ્તાર ડીબર્ડ છે.
- પાઇપના છેડા પર એક અખરોટ, એક ફેરુલ, ફિટિંગ મૂકવામાં આવે છે.
- ઇચ્છિત કદ માટે રેન્ચ સાથે, ફિટિંગ એક સ્થિતિમાં રાખવામાં આવે છે.
- બીજા રેંચ સાથે, અખરોટને ફિટિંગના થ્રેડ પર સ્ક્રૂ કરવામાં આવે છે.
કનેક્શનની ચુસ્તતા કોપર પાઇપના વ્યાસ સાથે ક્રીમ્પ રિંગના સમાન દબાવવાને કારણે પ્રાપ્ત થાય છે. અખરોટને કડક કરતી વખતે ભારે બળનો ઉપયોગ કરવાની ભલામણ કરવામાં આવતી નથી. પ્રારંભિક સ્ટોપની જગ્યાએથી, અખરોટને 1-2 વળાંક ખેંચવા માટે તે પૂરતું છે.
પ્રેસ કનેક્ટર્સનો ઉપયોગ કરવાના ફાયદા એ છે કે જો જરૂરી હોય તો તેઓને ડિસએસેમ્બલ અને ફરીથી એસેમ્બલ કરી શકાય છે. પરંતુ તે જ સમયે, આવા સાંધાઓને સીલ કરવાની ગુણવત્તા બાહ્ય અને આંતરિક વાતાવરણના તાપમાનમાં ફેરફારથી પ્રભાવિત થાય છે.
ઘણીવાર, તાપમાનના ફેરફારોને લીધે, ક્રિમ્પ કનેક્શન્સ લીક થાય છે. આવા ખામીને સરળ અને ઝડપથી દૂર કરવામાં આવે છે - યુનિયન અખરોટને કડક કરીને.
જો કે, પાણી પુરવઠા પ્રણાલીના છુપાયેલા ઇન્સ્ટોલેશન માટે, કોપર પાઈપોના કોલેટ સાંધાને ક્રિમિંગ કરવાની પદ્ધતિ સ્પષ્ટપણે યોગ્ય નથી.



