- ટિપ્સ અને યુક્તિઓ
- સોલ્ડરિંગ
- કેવી રીતે યોગ્ય રીતે પ્રવાહી વહેવાનો હરકોઈ જાતનો નળ ઊંજવું
- સીલિંગ ટેપના પ્રકાર
- એનારોબિક એડહેસિવ સીલંટ
- કપલિંગ્સ
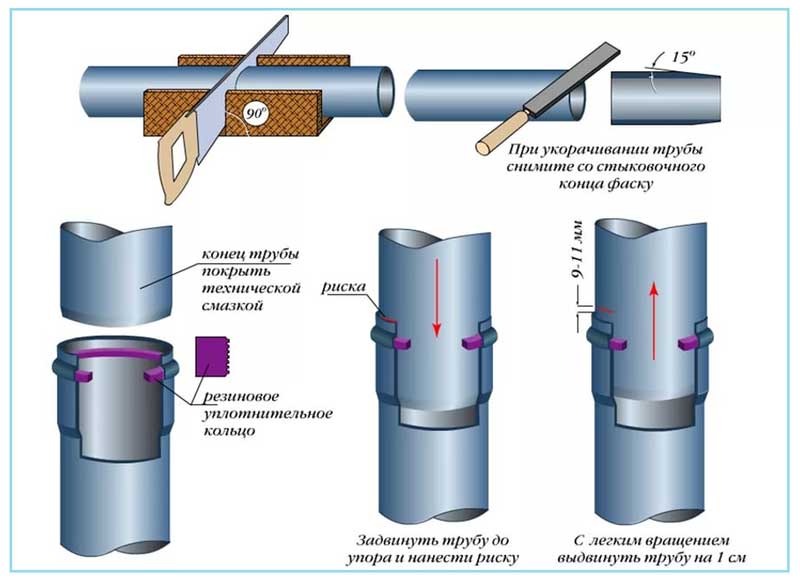
- મેટલ અને પ્લાસ્ટિકની બનેલી ડોકીંગ પાઈપો
- ગેસ પાઈપોનું ફ્લેંજ કનેક્શન
- GOI પોલિશિંગ પેસ્ટ આર્કિમિડીઝ નોર્મા
- કોષ્ટક 1. ઘર્ષક GOST 3647-80
- પોલિશ કરવાની ક્ષમતા શું છે
- લેપિંગ ઓર્ડર
- લેપિંગનો ક્રમ નીચે મુજબ છે:
- લેનિન
- હીટિંગ સિસ્ટમ ઇન્સ્ટોલ કરવા માટે કઈ સીલ પસંદ કરવાનું વધુ સારું છે
- થર્મોસેલન્ટ્સનો હેતુ અને વિવિધતા
- સીલિંગ ટેપના મુખ્ય તકનીકી ગુણધર્મો
- સોલ્ડરિંગ કોપર માટેના નિયમો
- સોલ્ડરિંગ મોટા ભાગો
- સોલ્ડરિંગ વાયર અથવા વાયર
- સોલ્ડરિંગ ડીશ અથવા તાંબામાં સોલ્ડરિંગ છિદ્રો
- જોડાણોની ચુસ્તતા ચકાસવા માટેની પદ્ધતિઓ
- થ્રેડેડ ફિટિંગની સ્થાપનાની સુવિધાઓ
- પગલું દ્વારા પગલું ઇન્સ્ટોલેશન સૂચનાઓ
- થ્રેડ વિના મેટલ પાઇપ કનેક્શન
- લિનન થ્રેડ સાથે સીલિંગ
- પેકેજિંગનો પ્રશ્ન
ટિપ્સ અને યુક્તિઓ
વ્યવસાયિક કારીગરો થ્રેડેડ કનેક્શનની સીલિંગને સરળ અને સૌથી ટકાઉ કેવી રીતે બનાવવી તે અંગે ઘણી ભલામણો શેર કરે છે.
- ડરશો નહીં કે બિનસલાહભર્યું સીલંટ પાઇપની અંદરથી બહાર આવશે. તે સખત નહીં થાય અને પાણી પુરવઠા પ્રણાલીના સંચાલન દરમિયાન તે ફક્ત પાણીથી ધોવાઇ જશે.એનારોબિક જેલ્સ સંપૂર્ણપણે હાનિકારક છે, પરંતુ હજુ પણ વધુ સારું છે કે પ્રવાહી વહેવાનો હરકોઈ જાતનો નળ થોડા સમય માટે ખુલ્લો છોડી દો જેથી વધારાનું સીલંટ સંપૂર્ણપણે દૂર થઈ જાય.
- જ્યારે થ્રેડ સીલંટ સાથે સ્ક્રૂ કનેક્શનની સારવાર કરવામાં આવે છે, ત્યારે રેન્ચ સાથે થ્રેડોને સજ્જડ કરવું જરૂરી નથી. હાથનો મહત્તમ પ્રયાસ પૂરતો હશે, પરંતુ તમારે ખરેખર તેને તમારી બધી શક્તિથી લપેટી લેવાની જરૂર છે.
- જો પાઇપ નાજુક હોય, તો તમારે સીલંટ સાથે સારવાર કરાયેલ સંયુક્તને ખોલવાનો પ્રયાસ કરવાની જરૂર નથી. ગરમી તરત જ લાગુ થવી જોઈએ. 170 ડિગ્રી પૂરતી હશે.
- જો શક્ય હોય તો, કામચલાઉ સ્થાપનો માટે સીલંટનો ઉપયોગ કરવાનું ટાળવું શ્રેષ્ઠ છે. જોડાણોને તોડી પાડવા માટે ઘણો સમય અને પ્રયત્નની જરૂર પડશે, જે સંપૂર્ણ રીતે ચૂકવવામાં આવતી નથી. કામચલાઉ ઉપયોગ માટે સીલંટ થ્રેડો અથવા શણના ઉપયોગનો આશરો લેવો શ્રેષ્ઠ છે.
થ્રેડ સીલંટની વિશેષતાઓ માટે, નીચેની વિડિઓ જુઓ.
સોલ્ડરિંગ
 સોલ્ડરિંગ પોલિઇથિલિન પાઈપો માટેના સાધનો
સોલ્ડરિંગ પોલિઇથિલિન પાઈપો માટેના સાધનો
બટ સોલ્ડરિંગ કહેવું વધુ યોગ્ય રહેશે. તેનો ઉપયોગ પોલિઇથિલિન પાઈપો માટે પણ થાય છે. તેના અમલીકરણ માટેની શરત બે સ્પષ્ટ ભાગોની ગતિશીલતા હશે. નહિંતર, પ્રક્રિયા તૂટી જશે. કાર્યક્ષમતાના સંદર્ભમાં, તે ઇલેક્ટ્રોફ્યુઝનથી હલકી ગુણવત્તાવાળા નથી. કાર્ય હાથ ધરવા માટે તમારે મોડ્યુલર યુનિટની જરૂર પડશે. તેના ઘટકો હાઇડ્રોલિક યુનિટ, કટર, સોલ્ડરિંગ આયર્ન અને સેન્ટ્રલાઈઝર છે. તેનો યોગ્ય રીતે ઉપયોગ કરવા માટે, નીચે પ્રમાણે આગળ વધો:
- પ્રક્રિયા કરવામાં આવતી પાઇપના કદ અનુસાર ઇન્સર્ટ્સ વિશિષ્ટ વાઈસમાં માઉન્ટ થયેલ છે.
- પાઈપો ક્લેમ્પ્ડ છે. ઉત્સાહી ન બનો, જો તમે બોલ્ટ્સને વધુ કડક કરો છો, તો પછી અંત વર્તુળનો આકાર ગુમાવશે, જે સમસ્યાઓ તરફ દોરી જશે.
- સોલ્ડર કરેલા વિસ્તારોને ગંદકી અને ધૂળથી સાફ કરવામાં આવે છે.
- બાંધકામ છરી અથવા અન્ય ઉપકરણ ચેમ્ફર પરની ચિપ્સને દૂર કરે છે, જો કોઈ હોય તો.
- હાઇડ્રોલિક બ્લોક પર, સેન્ટ્રલાઇઝર પરના ઘટકોની હિલચાલ શરૂ થાય તે પહેલાં વાલ્વ ધીમે ધીમે ખુલે છે. દબાણ મૂલ્ય કાર્યરત તરીકે ચિહ્નિત થયેલ છે.
- ભાગો ઉછેરવામાં આવે છે, તેમની વચ્ચે ટ્રીમર દાખલ કરવામાં આવે છે. તે શરૂ થાય છે અને સ્થળાંતર ફરીથી કરવામાં આવે છે. છરીઓના થોડા વળાંક પછી, ઉપકરણને ઉપાડી શકાય છે.
- સંયુક્તની શુદ્ધતા અને સમાનતા ચકાસવા માટે, નોઝલ ફરીથી ખસેડવામાં આવે છે અને સારી રીતે તપાસવામાં આવે છે.
- દ્રાવક અથવા આલ્કોહોલ વાઇપથી સાંધાને ડીગ્રેઝ કરવામાં આવે છે.
- સોલ્ડરિંગ આયર્નને ગરમ કરવામાં આવે છે.
- સેટ તાપમાન સુધી પહોંચ્યા પછી, તે ભાગો વચ્ચે સ્થાપિત થાય છે.
- સોલ્ડરિંગ માટેનું દબાણ ટેબલ મુજબ સેટ કરવામાં આવે છે અને સેન્ટ્રલાઈઝર મોડ્યુલો ફરીથી શિફ્ટ કરવામાં આવે છે. 1 મીમીના પ્રવાહની રચના સુધી તેઓ તણાવમાં રાખવામાં આવે છે.
- તે પછી, દબાણ મુક્ત થાય છે, અને તેઓ થોડી વધુ સેકંડ માટે ગરમ થાય છે.
- ભાગો અલગ પડે છે અને હીટર દૂર કરવામાં આવે છે. 5 સેકન્ડની અંદર, તેઓ અન્ય 5 સેકન્ડ માટે પાવર હેઠળ ફરીથી કનેક્ટ થવું આવશ્યક છે. તે પછી, બળ દૂર કરવામાં આવે છે અને ઠંડકનો સમય રાહ જોવામાં આવે છે.
ઠંડક માટે દર્શાવેલ સમયગાળો પૂરો થાય ત્યાં સુધી, કોઈ પણ સંજોગોમાં વાઈસ દૂર કરવી જોઈએ નહીં અથવા પાઈપો કોઈપણ રીતે નમેલી હોવી જોઈએ નહીં. આ ડિપ્રેસ્યુરાઇઝેશન તરફ દોરી શકે છે.
કેવી રીતે યોગ્ય રીતે પ્રવાહી વહેવાનો હરકોઈ જાતનો નળ ઊંજવું
કોઈપણ ગેસ વાલ્વના સમારકામ માટે સામાન્ય અલ્ગોરિધમ નીચેના પગલાંઓ પર આવે છે:
- ગેસ પુરવઠો બંધ કરો.
- સ્વીચબોર્ડમાં મેઈનને ડી-એનર્જાઈઝ કરો. જો કોઈ કારણોસર ત્યાં પ્રવેશ અવરોધિત છે, તો પછી સોકેટ્સમાંથી તમામ વિદ્યુત ઉપકરણો અને લેમ્પ્સ બંધ કરો.
- બધી જ્વલનશીલ સામગ્રી અને વાસણો (મેચ, સોલવન્ટ વગેરે સહિત) દૂર કરો.
- રસોડાના દરવાજા બંધ કરો અને બારી ખોલો.
- નળને તોડી નાખો.
- રાઇઝર પાઇપને ભીના કપડાથી પ્લગ કરો.
- લુબ્રિકન્ટ લાગુ કરો.
- ચીંથરા દૂર કરો અને પ્રવાહી વહેવાનો હરકોઈ જાતનો નળ એસેમ્બલ કરો.
- ઓરડામાં વેન્ટિલેટ કરો.
અનુભવ અને અત્યંત ચોકસાઈ માટે ક્રેનને ડિસએસેમ્બલ કરવાની જરૂર છે. જો તમારે સ્ટોવ પર ગેસ લાઇનને લુબ્રિકેટ કરવાની જરૂર હોય, તો તમારે ટર્નટેબલ (ધ્વજ) અને તેમની નીચેની આગળની અથવા ટોચની પેનલને દૂર કરવી પડશે. નળ ઉપકરણ ખુલશે.

હેફેસ્ટસ પ્રકારનાં સ્ટોવ માટે, બર્નર સાથે પેનલને વધારવું જરૂરી નથી - આગળનું કવર જાતે જ દૂર કરવામાં આવે છે, જ્યારે તે એકદમ સરળ છે, કારણ કે તે સ્વ-ટેપીંગ સ્ક્રૂ સાથે જોડાયેલ છે. વાલ્વ બે સ્ક્રૂ સાથે ફ્લેંજ્સ સાથે નિશ્ચિત છે - તેમને દૂર કરવા માટે, તમારે ફિલિપ્સ સ્ક્રુડ્રાઈવરની જરૂર પડશે.
સીલિંગ ટેપના પ્રકાર
આ સામગ્રી 10 મીટર લાંબી કોઇલ પર વિન્ડિંગના સ્વરૂપમાં ઉત્પન્ન થાય છે. પ્લમ્બિંગ, ગેસ અને હીટિંગ સહિત પ્રેશર સિસ્ટમ્સમાં પાઇપ થ્રેડો પર વિન્ડિંગ માટે તેનો સફળતાપૂર્વક ઉપયોગ થાય છે.
સાંધામાં તેનો હેતુ એક વિકૃત ફિલર છે જે થ્રેડ લુબ્રિકન્ટ તરીકે કામ કરે છે, ચુસ્તતામાં વધારો કરવામાં ફાળો આપે છે. આ સીલ 3 પ્રકારોમાં ઉપલબ્ધ છે:
- પ્રકાર 1 - આક્રમક પ્રવાહીના પરિવહન માટે પાઇપલાઇન સિસ્ટમમાં ઉપયોગ માટે, શુદ્ધ પેટ્રોલિયમ જેલીનો ઉપયોગ કરીને;
- પ્રકાર 2 - મજબૂત ઓક્સિડાઇઝિંગ એજન્ટોને પમ્પ કરવા માટે, જે તેલના સ્વરૂપમાં વધારાના સીલંટના ઉપયોગને પ્રતિબંધિત કરે છે;
- પ્રકાર 3 - પ્રમાણમાં શુદ્ધ પ્રવાહી અને વાયુઓના પરિવહન માટે વપરાય છે, લ્યુબ્રિકેશનનો ઉપયોગ બાકાત છે.
એનારોબિક એડહેસિવ સીલંટ
આ સામગ્રીમાં સારી સ્નિગ્ધતા અને પ્રવાહી સુસંગતતા છે. તેઓ તેમની મિલકતો બદલ્યા વિના ખુલ્લી હવામાં લાંબો સમય શોધી શકે છે. જ્યારે તેઓ થ્રેડેડ સાંધામાં પ્રવેશ કરે છે જ્યાં હવા નથી, ત્યારે તેઓ સંકોચન વિના પોલિમરાઇઝ થાય છે. પરિણામ એ ખૂબ જ મજબૂત અને નક્કર પદાર્થ છે, જે પ્લાસ્ટિકના ગુણધર્મોમાં સમાન છે. તે ઉત્કૃષ્ટ સીલિંગ પ્રદાન કરે છે અને પાઈપોમાં પ્રવાહી અથવા ગેસના દબાણને ધ્યાનમાં લીધા વિના, થ્રેડમાં ગેપને સંપૂર્ણપણે ભરે છે.એનારોબિક એડહેસિવ્સનો એક મહત્વપૂર્ણ ફાયદો એ છે કે તેઓ માત્ર થ્રેડેડ કનેક્શન્સમાં જ ઘન પદાર્થમાં ફેરવાય છે, અને ખુલ્લી હવામાં તેઓ પ્રવાહી રહે છે અને સાધનો અને વાલ્વને રોકતા નથી. તેઓ સરળતાથી સપાટી પરથી દૂર કરી શકાય છે. આ સામગ્રીનો વ્યાપકપણે ઉદ્યોગમાં ઉપયોગ થાય છે.
એનારોબિક એડહેસિવ સરળતાથી પેકેજિંગમાંથી સીધા જ લાગુ કરી શકાય છે. જથ્થાબંધ કામ કરતી વખતે, ડિસ્પેન્સર્સનો ઉપયોગ કરવો તે યોગ્ય છે. વિવિધ પ્રકારના એડહેસિવ્સમાં પદાર્થના પોલિમરાઇઝેશનનો સમય અલગ અલગ હોય છે, 3 મિનિટથી કેટલાક કલાકો સુધી. ચોક્કસ એડહેસિવની પસંદગી તકનીકી કાર્ય પર આધારિત છે. જો તમને ઝડપી ઇન્સ્ટોલેશનની જરૂર હોય, તો તમારે ટૂંકા ઉપચાર સમય સાથે એડહેસિવનો ઉપયોગ કરવો જોઈએ. એવી પરિસ્થિતિમાં જ્યાં કનેક્શનને સમાયોજિત કરવાની જરૂર હોય, તો પછી તમે એક એડહેસિવ પસંદ કરી શકો છો જે થોડા સમય પછી તેનો અંતિમ આકાર લે છે.
એનારોબિક એડહેસિવ સાથે સીલ કરેલ સંયુક્ત પરંપરાગત સાધનોનો ઉપયોગ કરીને ડિસએસેમ્બલ કરી શકાય છે. સખ્તાઇ પછી, એડહેસિવ બિન-ઝેરી છે, જે તેને ખાદ્ય ઉદ્યોગ માટે યોગ્ય બનાવે છે. એનારોબિક સીલંટનું સંચાલન તાપમાન -55 થી +150 ડિગ્રી સેલ્સિયસ છે. કેટલાક પ્રકારના ગુંદર +200 ડિગ્રી સુધી ટકી શકે છે. જ્યારે સંક્ષિપ્તમાં ઊંચા તાપમાનના સંપર્કમાં આવે છે, ત્યારે તેઓ ગુણધર્મો બદલ્યા વિના તેમનું કાર્ય કરવાનું ચાલુ રાખી શકે છે.
એનારોબિક એડહેસિવ્સની કિંમત અન્ય પ્રકારના સીલંટ કરતા વધારે છે. જો કે, તેઓ જાહેર કરેલ કિંમત પર સંપૂર્ણ રીતે કામ કરે છે. એનારોબિક એડહેસિવનો ઉપયોગ કરીને જોડાણની વિશ્વસનીયતા અન્ય કોઈપણ સામગ્રી કરતાં ઘણી વધારે છે. દરેક માલિક પોતાના માટે પસંદ કરે છે કે તેના માટે શું વધુ મહત્વનું છે: આત્મવિશ્વાસ અને વિશ્વસનીયતા અથવા સિસ્ટમના ભંગાણની સ્થિતિમાં મોટા નુકસાનની સંભાવના.
એનારોબિક એડહેસિવ-સીલંટના અસંદિગ્ધ ફાયદાઓમાં ઉપયોગમાં સરળતા, બળને ધ્યાનમાં લીધા વગર થ્રેડોને સીલ કરવા, લુબ્રિસીટીને કારણે સિસ્ટમનું સરળ સ્થાપન, વધુ ગેસ અથવા પ્રવાહી દબાણનો સામનો કરવાની ક્ષમતા, પૈસા માટે વધુ સારું મૂલ્ય, ખુલ્લામાં પ્રવાહી સ્વરૂપની જાળવણીનો સમાવેશ થાય છે. હવા
આ પદાર્થના ગેરફાયદામાં ઓક્સિડાઇઝિંગ અને ઓક્સિજન વાતાવરણમાં અને પોલિમરાઇઝેશન સમયમાં વધારો થવાને કારણે નીચા તાપમાને ઉપયોગ કરવાની અશક્યતા શામેલ છે. આ રચનાનો ઉપયોગ ફક્ત શુષ્ક થ્રેડો પર જ થઈ શકે છે અને M80 કરતા વધુ વ્યાસવાળા પાઈપોની સ્થાપના માટે ભલામણ કરવામાં આવતી નથી.
કપલિંગ્સ
ગેસ અને વોટર સિસ્ટમ્સનું સમારકામ કરતી વખતે અથવા નવી નાખતી વખતે, પ્રશ્ન ઊભો થાય છે: રાઇઝરને કનેક્ટ કરવાની અને દેખાતા સાંધાને સીલ કરવાની શ્રેષ્ઠ રીત કઈ છે.
જો આપણે અલગ પાડી શકાય તેવા જોડાણો વિશે વાત કરી રહ્યા છીએ, તો પછી કપ્લિંગ્સની મદદથી રાઇઝરને કનેક્ટ કરવું શ્રેષ્ઠ છે. જો થ્રેડેડ પાઇપ કનેક્શન્સના વ્યાસ સહિત રેખીય પરિમાણો અલગ હોય તો, તેઓ ફિટિંગના સ્વરૂપમાં અને એડેપ્ટર તરીકે બંનેનો ઉપયોગ કરી શકાય છે.
- વિશ્વસનીયતા;
- ઉપલબ્ધતા અને વર્ગીકરણની પહોળાઈ;
- ઝડપ, એસેમ્બલી અને ડિસએસેમ્બલીની સરળતા;
- ઓછી કિંમત.
રાઇઝરના પ્રકારો પર આધાર રાખીને, સમાન કનેક્ટિંગ ફીટીંગ્સ બનાવવામાં આવે છે. સીલંટ એ જ રીતે પસંદ થયેલ છે. જો ધાતુના ફીટીંગ્સને મોટાભાગે ઓઇલ પેઇન્ટ સાથે ટો વડે સીલ કરવામાં આવે છે, તો પછી FUM ટેપ અને સિન્થેટીક સીલંટ, ખાસ કરીને એનારોબિક સીલંટ, પ્લાસ્ટિકના ભાગો માટે શ્રેષ્ઠ અનુકૂળ છે.
મેટલ અને પ્લાસ્ટિકની બનેલી ડોકીંગ પાઈપો
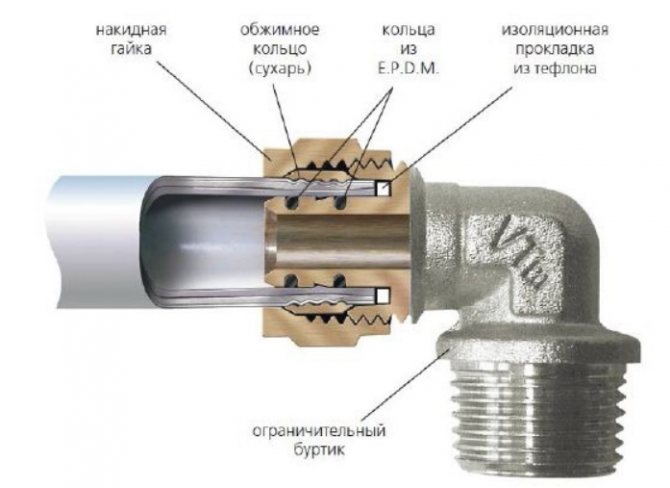
ઘરગથ્થુ સાધનોમાં પોલિમર પાઈપોની લોકપ્રિયતા માટે ઘણીવાર હાલના મેટલ પાઈપો સાથે તેમના જોડાણની જરૂર પડે છે. આ માટે, ખાસ એડેપ્ટરોનો ઉપયોગ કરવામાં આવે છે. આમાંના સૌથી સામાન્ય ફિટિંગ છે જેને "અમેરિકન" અથવા "સ્તનની ડીંટડી" કહેવાય છે.







અમેરિકન એડેપ્ટરમાં બે ભાગોનો સમાવેશ થાય છે. મેટલ ભાગના એક છેડે, બાહ્ય અથવા આંતરિક થ્રેડ લાગુ કરવામાં આવે છે, જે પાઇપના કટિંગના પ્રકાર પર આધારિત છે. બીજા છેડે બાહ્ય થ્રેડ છે. બીજો ભાગ પ્લાસ્ટિકનો બનેલો છે, જે આંતરિક થ્રેડ સાથે યુનિયન અખરોટ સાથે સમાપ્ત થાય છે. મેટલ તત્વના થ્રેડ પર અખરોટને સ્ક્રૂ કરીને બંને ભાગો એકબીજા સાથે જોડાયેલા છે. સંયુક્ત સીલિંગ - યુનિયન અખરોટની અંદર સીલિંગ ગાસ્કેટ દ્વારા.
મેટલ અને પ્લાસ્ટિકને જોડતું અમેરિકન એડેપ્ટર
એડેપ્ટરનો પ્રથમ ભાગ કનેક્ટ કરવા માટે મેટલ પાઇપમાં સ્ક્રૂ કરવામાં આવે છે, અને આઉટલેટ પાઇપને પોલિમર વેલ્ડીંગ દ્વારા પ્લાસ્ટિક પાઇપલાઇનમાં વેલ્ડ કરવામાં આવે છે.
સ્તનની ડીંટડી ફીટીંગ એ પોલિમર સ્લીવ છે, જેની અંદર થ્રેડેડ મેટલનો ભાગ સોલ્ડર કરવામાં આવે છે. તે સ્ટીલ પાઇપ સાથે સંયુક્ત પ્રદાન કરે છે, અને સ્લીવ પોતે પ્લાસ્ટિકની પાઇપલાઇનમાં વેલ્ડ કરવામાં આવે છે.
ગેસ પાઈપોનું ફ્લેંજ કનેક્શન
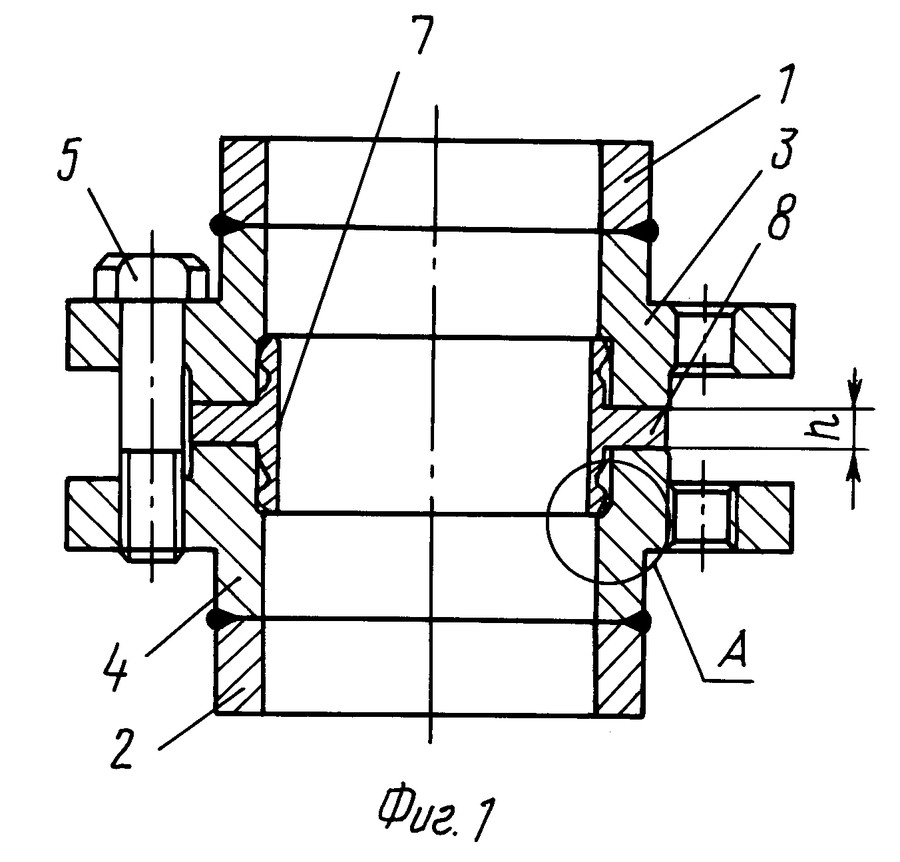
 ફ્લેંજ કનેક્શન એ ડિટેચેબલ પાઇપ કનેક્શનનો સૌથી સામાન્ય પ્રકાર છે.
ફ્લેંજ કનેક્શન એ ડિટેચેબલ પાઇપ કનેક્શનનો સૌથી સામાન્ય પ્રકાર છે.
ડિઝાઇનની સરળતાને કારણે, ડિસએસેમ્બલી અને એસેમ્બલીની સરળતા. પરંતુ તે જ સમયે, વેલ્ડેડની તુલનામાં કામની ઊંચી કિંમત અને કનેક્શનની ઓછી વિશ્વસનીયતા છે.
અને જો પરિવહન માધ્યમનું દબાણ બદલાય છે, તો પછી ગેસ લીક થઈ શકે છે.
ફ્લેંજ કનેક્શનમાં નીચેનાનો સમાવેશ થાય છે:
- 2 ફ્લેંજ્સમાંથી;
- ફાસ્ટનર્સ - સ્ટડ્સ, બોલ્ટ્સ, બદામ;
- ઓ-રિંગ અથવા ગાસ્કેટ.
મોટેભાગે લાગુ પડે છે તકનીકી રબર ગાસ્કેટ, એસ્બેસ્ટોસ કાર્ડબોર્ડ અથવા શીટ પેરોનાઇટ.
હેલો પ્રિય વાચકો. ગેસ પાઇપ પર થ્રેડો કેવી રીતે સીલ કરવી તે પ્રશ્ન તદ્દન સુસંગત છે. છેવટે, આ એક ખૂબ જ સંવેદનશીલ વિસ્તાર છે. આ તે છે જ્યાં મોટાભાગના લીક થાય છે.
GOI પોલિશિંગ પેસ્ટ આર્કિમિડીઝ નોર્મા
GOI પોલિશિંગ આર્કિમિડીઝ નોર્માનો અર્થ ધાતુઓ, કાચ અને પ્લાસ્ટિકને પોલિશ કરવા માટે પેસ્ટ કરો. તેનો ઉપયોગ પોલિશિંગ માટે સપાટી તૈયાર કરવા માટે પણ થઈ શકે છે. પેસ્ટ તમામ પ્રકારના પેઇન્ટ પર મેન્યુઅલ અને યાંત્રિક ઉપયોગની મંજૂરી આપે છે. પેસ્ટ દૂર કરવા માટે રચાયેલ છે: ઓક્સિડાઇઝ્ડ સપાટી સ્તર; પેઇન્ટના રંગદ્રવ્ય વિસ્તારો; કોટિંગ ખામી; સ્ક્રેચમુદ્દે અને સ્ક્રેચમુદ્દે; જંતુઓના હઠીલા નિશાન.
કોષ્ટક 1. ઘર્ષક GOST 3647-80
| જૂથો | રૂમ | જૂથો | રૂમ |
| અનાજ | અનાજનું કદ µm | અનાજ | હોદ્દો |
| રેતીનું અનાજ | ગ્રાઇન્ડીંગ પાવડર | ||
| ગ્લાસ, કોરન્ડમ અથવા મિશ્રણ | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| સૂક્ષ્મ ગ્રાઇન્ડીંગ પાવડર | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | એમ 10 | ||
| 7 | એમ 7 | ||
| 5 | એમ 5 |
| ટકાવારી રચના. | રફ | મધ્યમ | પાતળું |
| ક્રોમ ઓક્સાઇડ | 81 | 76 | 74 |
| સિલિકા જેલ | 2 | 2 | 1,8 |
| સ્ટીઅરીક એસિડ | 10 | 10 | 10 |
| વિભાજિત ચરબી | 5 | 10 | 10 |
| ઓલિક એસિડ | — | — | 2 |
| બાયકાર્બોનેટ સોડા | — | — | 0,21 |
| કેરોસીન | 2 | 2 | 2 |

ચોખા. 3 ઘર્ષક પાવડર અને પેસ્ટ GOI.
પોલિશ કરવાની ક્ષમતા શું છે
પોલિશિંગ ક્ષમતા માટે પ્રમાણભૂત પરીક્ષણ નીચે પ્રમાણે હાથ ધરવામાં આવે છે - સખત સ્ટીલ અથવા પિત્તળની પ્લેટની અસ્તવ્યસ્ત હિલચાલ 400 બાય 450 મીમી માપની કાસ્ટ-આયર્ન પ્લેટ પર અસ્તવ્યસ્ત રીતે કરવામાં આવે છે. ચોક્કસ દબાણ પર કુલ 40 મીટરનો રસ્તો આપવો. રફ પેસ્ટ અંદાજે 40 માઇક્રોન ધાતુને દૂર કરે છે. મધ્યમ, લગભગ 5 માઇક્રોન, પાતળું 0.25 માઇક્રોન.
લેપિંગ ઓર્ડર
પ્લગ વાલ્વ 3 પ્રકારોમાં ઉત્પન્ન થાય છે: કાસ્ટ-આયર્ન બોડી અને બ્રાસ સ્ટોપર સાથે, બ્રાસ બોડી અને બ્રાસ સ્ટોપર સાથે અને સંપૂર્ણપણે કાસ્ટ આયર્નમાંથી.
લેપિંગનો ક્રમ નીચે મુજબ છે:
- જો પાઈપમાંથી વાલ્વ ટ્વિસ્ટેડ હોય, તો શરીરને થોડું બળ સાથે યૂમાં ક્લેમ્બ કરવામાં આવે છે, જેથી શરીરને નુકસાન ન થાય, ઉપરની તરફ મોટા શંકુ વ્યાસ સાથે:
- GOI મીડિયમ પેસ્ટને કેરોસીનથી ભેળવી દેવામાં આવે છે અને કોર્ક બોડી પર બ્રશ વડે સમાનરૂપે લાગુ કરવામાં આવે છે;
- નોબ શંકુના તળિયે વિશિષ્ટ થ્રેડેડ છિદ્ર સાથે જોડાયેલ છે;
- કૉર્કને શરીરમાં દાખલ કરવામાં આવે છે અને પ્રકાશ દબાણ સાથે ઘણી વખત ફેરવવામાં આવે છે;
- શા માટે 5 - 6 હલનચલન હાથથી લગભગ 180 ° દ્વારા કરવામાં આવે છે, જો કૉર્ક અથવા શરીર પર કોઈ ગંભીર ખાંચો ન હોય, તો આ તદ્દન પર્યાપ્ત છે;
- કૉર્કને દૂર કરો અને તપાસો, જો તેના પર પેસ્ટના કાળા ચાસ દેખાય છે, તો તે ભાગોને સાફ કરવા અને કાળાપણું અદૃશ્ય થઈ જાય ત્યાં સુધી પ્રયાસનું પુનરાવર્તન કરવું જરૂરી છે;
- પછી કાળજીપૂર્વક કોર્ક અને શરીર સૂકા સાફ કરો. શંકુ પર ઘણી ચાકની રેખાંશ પટ્ટીઓ લાગુ કરો, પ્લગ દાખલ કરો અને તેને ફેરવો, પછી તપાસો, ચાકની નિશાનીઓ સમાગમના ભાગોની સમગ્ર સપાટી પર સમાનરૂપે વિતરિત થવી જોઈએ;
- તે પછી, સમાગમની સપાટીઓ ફરીથી સંપૂર્ણપણે સાફ કરવામાં આવે છે અને, ગેસ વાલ્વ માટે સીલિંગ ગ્રીસ લાગુ કર્યા પછી, એસેમ્બલ કરવામાં આવે છે. તમારે ટો અથવા ફમ સાથે થ્રેડેડ છિદ્રોને સજ્જડ કરવાની જરૂર છે. સીલિંગ ગ્રીસ સાથે ટેપ વધુ સારી છે. ગેસ નળ માટે સીલિંગ ગ્રીસ વિશિષ્ટ પ્લમ્બિંગ સ્ટોર પર ખરીદી શકાય છે અથવા અસંખ્ય ઑનલાઇન સંસાધનોમાંથી ઓર્ડર કરી શકાય છે.
છેલ્લે સાબુવાળા પાણી સાથે લિક માટે તપાસવામાં આવે છે, બબલ ફુગાવાની મંજૂરી નથી.
પ્રવાહી વહેવાનો હરકોઈ જાતનો નળ યોગ્ય રીતે કામ કરવા માટે, તે જરૂરી છે કે પ્રવાહી વહેવાનો હરકોઈ જાતનો નળના શરીરમાં પ્લગનું પરિભ્રમણ પ્રયાસ વિના થાય, વિશ્વસનીય સીલિંગની ખાતરી કરવી. આ હેતુઓ માટે, ખાસ સીલિંગ અને વિરોધી ઘર્ષણ સંયોજનોનો ઉપયોગ થાય છે. સીલિંગ લુબ્રિકન્ટમાં સખત સાંદ્રતા હોય છે અને તેનો ઉપયોગ સમાગમના ભાગોને સીલ કરવા માટે થાય છે. ઘર્ષણ વિરોધી લુબ્રિકન્ટ ઓછા ચીકણા હોય છે અને તે ફરતા ભાગોને અલગ કરવા માટે રચાયેલ છે. જ્યારે 300C સુધી ગરમ કરવામાં આવે ત્યારે લુબ્રિકન્ટ્સ વિશ્વસનીય કામગીરી પ્રદાન કરે છે. ગ્રેફાઇટ અથવા ફ્લોરોપ્લાસ્ટિક ચિપ્સ જેવા નક્કર પદાર્થો સીલિંગ સંયોજનમાં ઉમેરવામાં આવે છે. ઘર્ષણ વિરોધી લુબ્રિકન્ટ્સ ગ્રીસ અથવા સિલિકોન પર આધારિત હોઈ શકે છે.
લેનિન

લિનન થ્રેડ એ કોમ્પેક્શનની જૂની, પરંતુ સાબિત પદ્ધતિ છે. વધુમાં, તમે તેને પ્લમ્બિંગ સ્ટોર્સમાં ખરીદી શકો છો.
તમે ખરીદો તે પહેલાં, તમારે કેટલાક પરિબળો ધ્યાનમાં લેવાની જરૂર છે:
- સ્ટ્રાન્ડની જાડાઈ કેટલી છે;
- શું ત્યાં એક અપ્રિય ગંધ અથવા કાટમાળના કણો છે;
- શું થ્રેડ પર્યાપ્ત સ્થિતિસ્થાપક છે?
તે પણ ધ્યાનમાં રાખવું જોઈએ કે શણ તમામ પાઇપિંગ સિસ્ટમો માટે યોગ્ય નથી. પાણી અને તાપમાન સડો તરફ દોરી જાય છે, અને હીટિંગ સિસ્ટમમાં તે ટૂંકા સમયમાં બળી જશે.








આધુનિક સીલિંગ પેસ્ટ કનેક્શન ફીટીંગ્સ અને ગેસ પાઇપ્સ પર કાટને પ્રોત્સાહન આપવા માટે વધુ સારી છે.

મિનિયમ આયર્ન સામાન્ય રીતે સૌથી વધુ ઉપયોગમાં લેવાતી સામગ્રી છે. જાતે કરો પાસ્તા સસ્તા અને ખુશખુશાલ છે. આ કરવા માટે, સફેદ લો અને થોડું સૂકવવા માટે તેલ રેડવું, મિશ્રણને જગાડવો જ્યાં સુધી તે ખાટા ક્રીમ જેવી સુસંગતતામાં ન આવે.
તે સીધા થ્રેડ પર જ નાના, પાતળા સ્તરમાં લાગુ થવું જોઈએ. સમાનરૂપે સામગ્રીનું વિતરણ અને સૂકવણી. લાલ લીડ સફેદ સ્ટીલ પાઇપ સાથે શ્રેષ્ઠ કામ કરે છે.
આયર્નના ઉપલા સ્તરને ઓક્સિડાઇઝ કરવામાં આવે છે તે હકીકતને કારણે, અદ્રાવ્ય સંયોજનો જાદુના સિદ્ધાંત અનુસાર ઓઝોન પરમાણુઓને પસાર થવા દેતા નથી.
વિશિષ્ટ સ્ટોર્સમાં ઉપયોગ માટે તૈયાર હર્મેટિક પેસ્ટ ખરીદો:
Gebatout 2 (ખનિજ ફિલર્સ અને સિન્થેટિક પોલિમર પર આધારિત પેસ્ટ). પાસ્ટમ GAS (કાટ અવરોધક, ફિલર્સ).
મલ્ટીપેક (ખનિજોના સમાવેશ સાથે કુદરતી પેરાફિન તેલ). યુનિપાક (કુદરતી ખનિજો, ફેટી એસિડ્સ). ઉપરોક્ત ભંડોળની ગેરહાજરી એ કોઈ સમસ્યા નથી.
કામ કરવાની પ્રક્રિયા નીચે મુજબ છે: અમે શણના ભાગને સમગ્ર સ્કીનથી અલગ કરીએ છીએ, જાડાઈમાં બે મેચ. અમે પાઇપના પાયાથી શરૂ કરીને અને અંત સુધી, થ્રેડેડ કનેક્શન પર પવન કરીએ છીએ.
તે પછી, અમે રચના કરેલી રચનાને પેસ્ટથી કોટ કરીએ છીએ, આ જરૂરી છે જેથી સાંધા એકસાથે ચુસ્તપણે પકડે.
હીટિંગ સિસ્ટમ ઇન્સ્ટોલ કરવા માટે કઈ સીલ પસંદ કરવાનું વધુ સારું છે
આજની તારીખે, હીટિંગ સિસ્ટમ કનેક્શન્સમાં થ્રેડો સીલ કરવા માટે શ્રેષ્ઠ તકનીક પસંદ કરવા માટેનો મુખ્ય માપદંડ એ અનુભવ અને સામગ્રી છે જેની સાથે કામ કરવાની જરૂર છે.
તેથી, કાસ્ટ-આયર્ન રેડિએટર્સ અને વાલ્વ સાથે કામ કરતી વખતે, તેમના માટે શ્રેષ્ઠ વિકલ્પ એ છે કે પ્લમ્બિંગ પેસ્ટ અથવા સિલિકોન ગરમી-પ્રતિરોધક સીલંટ સાથે લેનિન સ્ટ્રાન્ડનો ઉપયોગ કરવો.
બ્રાન્ડેડ ફીટીંગ્સથી 25 મીમી સુધીના નાના-વ્યાસના જોડાણો માટે, FUM ટેપ અથવા એડહેસિવ સીલંટનો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે.
નળને ઇન્સ્ટોલ કરવા અથવા સ્ટીલ, એલ્યુમિનિયમ અથવા બાયમેટાલિક રેડિએટર્સને કનેક્ટ કરવા માટે, તમે કનેક્શન સીલ કરવાની રીતોના સમગ્ર શસ્ત્રાગારનો ઉપયોગ કરી શકો છો.
એકમાત્ર મુદ્દો કે જેના પર તમારે ધ્યાન આપવાની જરૂર છે તે એ છે કે કોપર પાઇપલાઇન્સ ઇન્સ્ટોલ કરતી વખતે, તમારે એડહેસિવ અને નોન-ફેરસ મેટલની રચનાની અસંગતતાને બાકાત રાખવા માટે સીલંટ માટેની સૂચનાઓનો કાળજીપૂર્વક અભ્યાસ કરવો આવશ્યક છે.
થર્મોસેલન્ટ્સનો હેતુ અને વિવિધતા
એ નોંધવું જોઇએ કે રોજિંદા જીવનથી ઔદ્યોગિક ક્ષેત્ર સુધી, માનવ જીવનના ઘણા ક્ષેત્રોમાં સીલંટ વિના કરવું મુશ્કેલ છે. છેવટે, જો ગાબડા દૂર કરવા જરૂરી હોય તો આપણે શું કરીએ, ઉદાહરણ તરીકે, દિવાલ અને વિંડો ફ્રેમ્સ વચ્ચે? તે સાચું છે, અમે સ્ટોર પર જઈએ છીએ અને સિલિકોન ખરીદીએ છીએ. પરંતુ જ્યારે ખૂબ ઊંચા તાપમાને સંપર્કમાં આવે ત્યારે શું સરળ ગુંદર તેના તમામ કાર્યો કરશે? આ પ્રશ્નનો જવાબ અસ્પષ્ટ છે - ના. અલબત્ત, તેમનું તાપમાન શાસન ખૂબ મોટું છે, અને વ્યક્તિગત કિસ્સાઓમાં તે 200 ° સે સુધી પહોંચી શકે છે, પરંતુ ઘણીવાર આ પૂરતું નથી. અને તમામ સીલિંગ પદાર્થો આ તાપમાને પણ તેમના ગુણધર્મો જાળવી રાખતા નથી.







તેથી, ગરમી-પ્રતિરોધક સીલંટનો ઉપયોગ "ગરમ" વસ્તુઓ પર સાંધાને અલગ કરવા માટે થાય છે. તેમાં DHW પાઇપલાઇન્સ, ઓપન-હર્થ ફર્નેસ, ચીમની, ફાયરપ્લેસ, એન્જિન, જેમાં ઓટોમોબાઇલ એન્જિન, ટર્બાઇનના તત્વો, કોમ્પ્રેસર, પંપ, તેમજ રાસાયણિક અને વાયુયુક્ત માધ્યમોમાં સ્ટીમ પર કાર્યરત એકમોનો સમાવેશ થાય છે. આવા સીલંટને સિલિકોન અને સિલિકેટમાં વિભાજિત કરવામાં આવે છે.
પ્રથમ ઉચ્ચ-તાપમાન સીલંટ એ લાલ, ભૂરા અને લાલ-ભૂરા રંગનો પેસ્ટ જેવો પદાર્થ છે. તેનો મુખ્ય ઘટક સિલિકોન રબર છે, અને આયર્ન ઓક્સાઇડનો આભાર, ઇચ્છિત ગરમી પ્રતિકાર પ્રાપ્ત થાય છે. આવા સીલંટને તટસ્થ અને એસિડિકમાં વિભાજિત કરવામાં આવે છે. બાદમાં ઉપયોગમાં મર્યાદાઓ હોય છે, કારણ કે નક્કરતા દરમિયાન છોડવામાં આવતું એસિડ પથ્થર, કોંક્રિટ અને ધાતુની સપાટીને નકારાત્મક અસર કરે છે.તેથી, આવી "આક્રમક" રચનાઓ લાકડા, કાચ, પ્લાસ્ટિક અને સિરામિક્સ સાથે કામ કરવા માટે લાગુ પડે છે. તટસ્થ લોકો પર કોઈ પ્રતિબંધ નથી, કારણ કે આ કિસ્સામાં, વલ્કેનાઈઝેશન દરમિયાન સલામત આલ્કોહોલ ધરાવતા પ્રવાહી અને પાણી છોડવામાં આવે છે.
રચના ઉપરાંત, સિલિકોન સીલંટને પણ એપ્લિકેશનના અવકાશના આધારે વિભાજિત કરવામાં આવે છે.
- ખાદ્યપદાર્થોમાં ઝેર નથી હોતું અને તે માનવ સ્વાસ્થ્ય માટે સંપૂર્ણપણે સલામત છે.
- સેનિટરી હોટ મેલ્ટ ગુંદરને દવામાં તેનો ઉપયોગ મળ્યો છે.
- એન્જિન માટે ગરમી-પ્રતિરોધક સીલંટ આક્રમક ઘટકો, એન્ટિફ્રીઝ, તેલ અને અન્ય ઓટો રસાયણો તેમજ વધેલી પ્લાસ્ટિસિટી સામે પ્રતિરોધક છે. આ ગરમ ઓગળવામાં સામાન્ય રીતે લાલ રંગ હોય છે.
- ભઠ્ઠીઓ માટે ઉચ્ચ-તાપમાન સીલંટ પણ ખૂબ લોકપ્રિય છે. તેઓનો ઉપયોગ ઉદ્યોગમાં અને રોજિંદા જીવનમાં ભઠ્ઠીના માળખાને જોડવા માટે થાય છે.
- યુનિવર્સલ કમ્પોઝિશન ગરમીથી પ્રભાવિત ઝોનમાં લગભગ તમામ સપાટીઓ અને સાંધાઓની સારવાર કરી શકે છે.
સિલિકેટ સીલંટ વધુ ગરમી પ્રતિરોધક છે અને 1500 ° સે સુધી ટકી શકે છે, તેથી તેનો ઉપયોગ ખુલ્લા આગના સંપર્કમાં બનેલા માળખામાં થાય છે. તેઓ સોડિયમ સિલિકેટ પર આધારિત છે. રંગને કારણે, આવા સીલંટને કાળો પણ કહેવામાં આવે છે. ઓપન-હર્થ, હીટિંગ બોઈલર વગેરે સહિત ફાયરપ્લેસ, ચીમની, ઓવન, ભઠ્ઠીઓમાં તિરાડોની પ્રક્રિયા માટે તેનો ઉપયોગ કરવો સૌથી વધુ સલાહભર્યું છે.
સીલિંગ ટેપના મુખ્ય તકનીકી ગુણધર્મો
FUM ટેપમાં નીચેની લાક્ષણિકતાઓ છે:
- ઘર્ષણનો ઘટાડો ગુણાંક. ફ્લોરોપ્લાસ્ટિક સીલ, પ્લાસ્ટિસિટી ઉપરાંત, લપસણો છે, જે ફિટિંગ ફિટિંગને સરળ બનાવે છે.
- થર્મલ સ્થિરતા, વિનાશ અને સીલિંગ ગુણધર્મોના નુકસાન વિના 260 ડિગ્રી સુધી તાપમાનનો સામનો કરવાની મંજૂરી આપે છે. વધુમાં, ફ્લોરોપ્લાસ્ટિક્સ ખૂબ જ કાર્યક્ષમ ડાઇલેક્ટ્રિક્સ છે.
- તાકાત અને પ્લાસ્ટિસિટી.આ સામગ્રીથી બનેલી સીલ 10 MPa સુધીના દબાણ પર સ્થિર રીતે કાર્ય કરે છે, અને 42 MPa સુધીના ટૂંકા ગાળાના લોડને ટકી શકે છે, ઉદાહરણ તરીકે, જે પાઇપલાઇન સિસ્ટમ્સમાં હાઇડ્રોલિક આંચકા દરમિયાન થાય છે. FUM ટેપ (ફુમ્કા) થી બનેલી સીલની સર્વિસ લાઇફ 13 વર્ષ નક્કી કરવામાં આવે છે. પ્રકાશના સંપર્કમાં આવે ત્યારે ઝડપથી વિઘટન થાય છે, પરંતુ આ અમારા કેસ માટે નથી, તમારે સામગ્રીના સંગ્રહને ગોઠવતી વખતે આ પરિબળને ધ્યાનમાં લેવાની જરૂર છે.
- રાસાયણિક નિષ્ક્રિયતા. એસિડ અને આલ્કલીસના પ્રભાવ હેઠળ વિનાશને પાત્ર નથી, જે ઉત્પાદનની સપાટી પર ફ્લોરિન અણુઓના સમાન વિતરણ દ્વારા નક્કી કરવામાં આવે છે. આ સીલંટનો નાશ કરવામાં સક્ષમ સોલવન્ટની હજુ સુધી શોધ કરવામાં આવી નથી. સડો પ્રક્રિયાઓ માટે પ્રતિરોધક.
ગેસ અને પ્લમ્બિંગ પાઈપો માટે FUM ટેપનો યોગ્ય રીતે ઉપયોગ કેવી રીતે કરવો, અમે વધુ વિગતવાર વિચારણા કરીશું.
સોલ્ડરિંગ કોપર માટેના નિયમો
જ્યારે તાંબાના ઉત્પાદન અથવા તાંબાના ઘટકો ધરાવતા ઉત્પાદનને સોલ્ડર કરવું જરૂરી હોય, ત્યારે આ કેવી રીતે અને કઈ રીતે કરવાની શ્રેષ્ઠ રીત છે તેનો અસ્પષ્ટ જવાબ આપવો અશક્ય છે. પદ્ધતિ અને સાધનોની પસંદગી ઘણા પરિબળો પર આધારિત છે, જેમ કે ભાગોનું કદ અને વજન, તેમની રચના. લોડ કે જેના પર પહેલેથી જ સોલ્ડર કરેલ ઉત્પાદનોને આધિન હોવું આવશ્યક છે તે પણ ધ્યાનમાં લેવામાં આવે છે. ત્યાં ઘણી સોલ્ડરિંગ પદ્ધતિઓ છે, અને જો જરૂરી હોય તો સૌથી યોગ્ય પસંદ કરવા માટે તે બધાને જાણવું વધુ સારું છે.
સોલ્ડરિંગ મોટા ભાગો
તાંબાના કેશિલરી સોલ્ડરિંગની યોજના.
જો તમારે સોલ્ડરિંગ આયર્ન વડે ઇચ્છિત તાપમાને ગરમ ન કરી શકાય તેવા વિશાળ અથવા મોટા ભાગોને સોલ્ડર કરવાની જરૂર હોય, તો ટોર્ચ અને કોપર સોલ્ડરનો ઉપયોગ કરવામાં આવે છે. આ કિસ્સામાં પ્રવાહ બોરેક્સ છે. તાકાત કોપર-ફોસ્ફરસ સોલ્ડર પ્રમાણભૂત ટીન કરતાં વધુ.
યાંત્રિક રીતે સાફ કરેલી પાઇપ અથવા વાયર પર ફ્લક્સનું પાતળું સ્તર લાગુ કરવામાં આવે છે. તે પછી, પાઇપ પર ફિટિંગ મૂકવામાં આવે છે, તે પણ યાંત્રિક રીતે સાફ થાય છે.ગેસ બર્નરનો ઉપયોગ કરીને, ફ્લક્સ-કોટેડ કોપર રંગ બદલે ત્યાં સુધી જંકશનને ગરમ કરવામાં આવે છે. પ્રવાહ ચાંદીના રંગમાં બનવો જોઈએ, જેના પછી તમે સોલ્ડર ઉમેરી શકો છો. સોલ્ડર તરત જ પીગળી જાય છે અને પાઇપ અને ફિટિંગ વચ્ચેના ગેપમાં ઘૂસી જાય છે. જ્યારે સોલ્ડરના ટીપા પાઈપોની સપાટી પર રહેવાનું શરૂ કરે છે, ત્યારે સોલ્ડર દૂર કરવામાં આવે છે.
પાઈપોને વધુ ગરમ કરશો નહીં, કારણ કે આ વધુ કેશિલરી અસરના દેખાવમાં ફાળો આપતું નથી. તેનાથી વિપરિત, કાળાપણું માટે ગરમ કરાયેલું તાંબુ ઓછું સોલ્ડરેબલ છે. જો ધાતુ કાળી થવા લાગે છે, તો હીટિંગ બંધ કરવી જોઈએ.
સોલ્ડરિંગ વાયર અથવા વાયર
ઝીંક ક્લોરાઇડ સોલ્ડરનો ઉપયોગ પાતળા તાંબાના વાયરને સોલ્ડર કરવા માટે ન કરવો જોઈએ, કારણ કે આ તાંબાનો નાશ કરશે. જો કોઈ પ્રવાહ ઉપલબ્ધ ન હોય, તો આ કિસ્સામાં તમે 10-20 મિલી પાણીમાં એસ્પિરિન ટેબ્લેટ ઓગાળી શકો છો.
નિષ્ક્રિય ગેસ વાતાવરણમાં કોપર વેલ્ડીંગની યોજના.
કોપર વાયર અથવા વિવિધ વિભાગોના વાયરમાંથી બનેલા ભાગોને સોલ્ડરિંગ આયર્નનો ઉપયોગ કરીને ઇચ્છિત તાપમાને સરળતાથી ગરમ કરી શકાય છે. તાપમાન શાસન તે હોવું જોઈએ કે જેના પર સોલ્ડર પીગળે છે, ટીન અથવા લીડ-ટીન, અને સોલ્ડરિંગ પણ તેના દ્વારા કરવામાં આવે છે. ફ્લક્સમાં રોઝિન હોવું જોઈએ અથવા તેમાંથી બનેલું હોવું જોઈએ, સોલ્ડરિંગ તેલ અથવા તો રોઝિનનો પણ ઉપયોગ કરી શકાય છે.
વાયરની સપાટીને ગંદકી અને ઓક્સાઇડ ફિલ્મથી સાફ કરવામાં આવે છે, જેના પછી ભાગોને ટીન કરવામાં આવે છે. આ પ્રક્રિયામાં ગરમ થયેલા તાંબા પર ફ્લક્સ અથવા રોઝીનનો પાતળો પડ લગાવવાનો અને પછી સોલ્ડરનો સમાવેશ થાય છે, જે સોલ્ડરિંગ આયર્ન સાથે શક્ય તેટલી સપાટી પર સમાનરૂપે વિતરિત થાય છે. જે ભાગોને કનેક્ટ કરવાની જરૂર છે તે સોલ્ડરિંગ આયર્ન સાથે જોડવામાં આવે છે અને ફરીથી ગરમ કરવામાં આવે છે જ્યાં સુધી પહેલેથી જ મજબૂત સોલ્ડર ફરીથી ઓગળવાનું શરૂ ન કરે. જ્યારે આવું થાય છે, ત્યારે સોલ્ડરિંગ આયર્ન દૂર કરવામાં આવે છે અને સંયુક્ત ઠંડુ થાય છે.
ભાગોને વાઇસમાં ક્લેમ્બ કરી શકાય છે જેથી તેમની વચ્ચેનું અંતર 1-2 મીમી હોય. ફ્લક્સ ભાગો પર લાગુ થાય છે અને ગરમ થાય છે. સોલ્ડરને ગરમ ભાગો વચ્ચેના ગેપ પર લાવવામાં આવે છે, જે ઓગળી જશે અને ગેપને ભરશે. આ રીતે સોલ્ડરિંગ માટે સોલ્ડરનું ગલન તાપમાન તાંબાના ગલન તાપમાન કરતા ઓછું હોવું જોઈએ, જેથી ભાગો વિકૃત ન થાય. ભાગ ઠંડુ થાય છે, પછી તેને પાણીથી ધોઈ નાખવામાં આવે છે અને જો જરૂરી હોય તો, સરળ અને સમાન ન થાય ત્યાં સુધી સેન્ડપેપરથી સમાપ્ત થાય છે.
સોલ્ડરિંગ ડીશ અથવા તાંબામાં સોલ્ડરિંગ છિદ્રો
ડીશને સોલ્ડર કરતી વખતે, શુદ્ધ ટીનનો ઉપયોગ કરવામાં આવે છે, જેનો ગલનબિંદુ ટીન અથવા સીસા ધરાવતા સોલ્ડર કરતા વધારે હોય છે. કેટલીકવાર, મોટા ભાગોને સોલ્ડર કરવા માટે, હેમર સોલ્ડરિંગ આયર્નનો ઉપયોગ કરવામાં આવે છે, જે ગેસ બર્નર અથવા બ્લોટોર્ચ સાથે ખુલ્લી આગ પર ગરમ થાય છે. ભવિષ્યમાં, બધું પ્રમાણભૂત યોજના અનુસાર થાય છે: સફાઈ, ફ્લક્સિંગ અને ટીનિંગ, ભાગોને જોડવું અને સોલ્ડરિંગ આયર્નથી ગરમ કરવું. આ સોલ્ડરિંગ આયર્ન માટે તે શુદ્ધ ટીન સોલ્ડર અનુકૂળ છે.
અંદરથી, ફિટિંગમાં, એક નિયમ તરીકે, એક સરહદ છે જે તેને પાઇપ દ્વારા થ્રેડેડ થવાથી અટકાવે છે. જો ફિટિંગને હેતુ કરતાં વધુ પાઇપ પર દબાણ કરવાની જરૂર હોય તો તેને બરછટ ફાઇલ વડે દૂર કરી શકાય છે અને બિનજરૂરી છિદ્રને આ રીતે સોલ્ડર કરવું આવશ્યક છે.
જોડાણોની ચુસ્તતા ચકાસવા માટેની પદ્ધતિઓ
ગેસ પાઇપલાઇનની ચુસ્તતા વિભાગો દ્વારા તપાસવામાં આવે છે. એપાર્ટમેન્ટ બિલ્ડીંગની પરિસ્થિતિમાં, ઘરગથ્થુ સાધનો માટે ટેપ કરવા માટે બિલ્ડિંગમાં જ્યાં ઈંધણ નાખવામાં આવે છે ત્યાંથી એક સેગમેન્ટ પસંદ કરવામાં આવે છે.
વિભાગના છેડે પ્લગ મૂકવામાં આવે છે. પાઈપોમાં દબાણ પ્રમાણભૂત મૂલ્યો કરતાં 25% વધી જાય છે. દબાણમાં ઘટાડો એ જોડાણો તપાસવાનું એક કારણ છે.
સાંધા, શાખાઓ અને સાધનોના જોડાણ બિંદુઓની અખંડિતતા બે રીતે તપાસવામાં આવે છે:
- ગેસ લીક સૂચક સાથે.
- સાબુ ઉકેલ, પ્રવાહી મિશ્રણ લાગુ કરીને.
પ્રથમ કિસ્સામાં, ઉપકરણનું ડિજિટલ, ધ્વનિ અથવા રંગ સિગ્નલ તમને જોખમ વિશે સૂચિત કરશે. બીજામાં, તમારે પરપોટાના દેખાવને મોનિટર કરવાની જરૂર છે. તેમની હાજરી જોડાણની અખંડિતતાના ઉલ્લંઘનને સૂચવે છે.





થ્રેડેડ ફિટિંગની સ્થાપનાની સુવિધાઓ
વિવિધ પ્રકારના થ્રેડેડ ફિટિંગ માટે આભાર, પાઇપલાઇન સૌથી જટિલ વળાંક અને વળાંક કરવા સક્ષમ છે.

મેટલ / પ્લાસ્ટિક સ્ટ્રક્ચર્સને કનેક્ટ કરવાની સૌથી સામાન્ય રીત એ "અમેરિકન" ફિટિંગ છે. આવા તત્વ, જેના છેડે કપલિંગ અને થ્રેડ હોય છે, તે તમને અલગ ભાગોને સરળતાથી અને ઝડપથી ડોક કરવાની મંજૂરી આપે છે.
પોલિમર અને મેટલ તત્વોના જંકશન માટેનું સૌથી લોકપ્રિય ઉપકરણ અમેરિકન ફિટિંગ છે, જે વિવિધ કદમાં ઉપલબ્ધ છે. પ્લાસ્ટિક સ્લીવ અને મેટલ થ્રેડ સાથેનું અનુકૂળ ઉપકરણ એસેમ્બલ કરવા માટે અત્યંત સરળ છે, જે તમને ટૂંકા સમયમાં વિશ્વસનીય ચુસ્ત જોડાણ બનાવવાની મંજૂરી આપે છે.
પગલું દ્વારા પગલું ઇન્સ્ટોલેશન સૂચનાઓ
મેટલ પાઇપને પોલિપ્રોપીલિન અથવા અન્ય પ્લાસ્ટિક પાઇપ સાથે કનેક્ટ કરવા માટે, તમારે:
વિશિષ્ટ સોલ્ડરિંગ આયર્નનો ઉપયોગ કરીને, ફિટિંગ સ્લીવને પોલિમર પાઇપના છેડે વેલ્ડ કરો, અને પછી સંયુક્ત ઠંડું થાય ત્યાં સુધી રાહ જુઓ.
મેટલ ભાગને "અમેરિકન" ના બીજા છેડે લાવો અને પછી થ્રેડને સજ્જડ કરો. સંયુક્તને સીલ કરવા માટે, તેને એફયુએમ ટેપ, ટો અથવા લિનન ફાઇબરના એક અથવા બે સ્તરો (તમે વધુમાં તેને સિલિકોનથી આવરી શકો છો) સાથે થ્રેડ સાથે લપેટી લેવાનું ઇચ્છનીય છે.
ફિટિંગ હંમેશા હાથથી કડક હોવી જોઈએ: ટૂલ્સનો ઉપયોગ અનિચ્છનીય અને જોખમી પણ છે
ખાસ સાધનો તમને લાગુ દળોને સંપૂર્ણપણે નિયંત્રિત કરવાની મંજૂરી આપતા નથી, જે ભાગને નુકસાન પહોંચાડી શકે છે.
કાર્ય પૂર્ણ કર્યા પછી, પરિણામી ફાસ્ટનિંગની મજબૂતાઈ તપાસવી મહત્વપૂર્ણ છે. આ કરવા માટે, ફક્ત પાણી ચાલુ કરો અને ખાતરી કરો કે ત્યાં કોઈ લિકેજ નથી.
જો સાંધામાં ભેજ હજી પણ ફિલ્ટર થઈ રહ્યો છે, તો તમે બોલ્ટને થોડો વધુ કડક કરવાનો પ્રયાસ કરી શકો છો. પાણીના વધુ પ્રવાહ સાથે, થ્રેડને ફરીથી ખોલવા અને ફરીથી તમામ મેનિપ્યુલેશન્સ હાથ ધરવા જરૂરી છે.
બિલ્ડિંગ હેર ડ્રાયર વડે પ્લાસ્ટિકના ભાગને નરમ કરીને અને પછી પ્રોજેક્ટ માટે જરૂરી વળાંક બનાવીને ફિનિશ્ડ કનેક્શનનો આકાર બદલી શકાય છે.
થ્રેડ વિના મેટલ પાઇપ કનેક્શન
એવી પરિસ્થિતિઓ છે જ્યારે પ્લાસ્ટિકની પાઇપ મેટલ કાઉન્ટરપાર્ટ સાથે જોડાયેલ હોવી જોઈએ જેમાં થ્રેડ નથી.

પાઇપ પરના થ્રેડને વિશિષ્ટ સાધન - થ્રેડરનો ઉપયોગ કરીને લાગુ કરી શકાય છે. વિશિષ્ટ સ્ટોર્સમાં તમે આવા ઉપકરણના યાંત્રિક અને વિદ્યુત મોડલ બંને શોધી શકો છો.
સમાન સમસ્યા "થ્રેડર" અથવા "થ્રેડ કટર" નામના વિશિષ્ટ સાધન દ્વારા ઉકેલી શકાય છે, જેની મદદથી તમે સ્ટીલ અથવા કાસ્ટ આયર્નના બનેલા ભાગ પર ગ્રુવ્સ લગાવી શકો છો.
બે ફિટિંગ વિકલ્પો છે:
- ઇલેક્ટ્રિક, જેમાં વિવિધ વ્યાસના પાઈપો માટે રચાયેલ ઘણા કટરનો સમાવેશ થાય છે. આવા મોડેલો આરામદાયક અને ઉપયોગમાં સરળ છે, પરંતુ તેની કિંમત ઊંચી છે.
- મેન્યુઅલ થ્રેડર ઘણું સસ્તું છે, પરંતુ તેની સાથે કામ કરવા માટે વધુ શારીરિક શક્તિ અને ચોક્કસ કુશળતાની જરૂર છે.
તમે અમારા લેખમાં પાઈપો પર થ્રેડો કેવી રીતે કાપવા તે વિશે વધુ વાંચી શકો છો.
થ્રેડ કટરનો ઉપયોગ કરતી વખતે, તમારે થોડા સરળ નિયમોનું પાલન કરવું જોઈએ:
જો પાઇપ દિવાલથી થોડે દૂર હોય તો સાધન ચલાવી શકાતું નથી.
ઇલેક્ટ્રીક થ્રેડર ઝડપથી ગરમ થાય છે, તેથી તમારે બહુવિધ વસ્તુઓનું મશીનિંગ કરતી વખતે સમયાંતરે આરામ કરવાની જરૂર પડશે.
હેન્ડ જિગ સાથે કામ કરતી વખતે, વૈકલ્પિક હલનચલન કરવી મહત્વપૂર્ણ છે, જ્યાં સુધી તમે થ્રેડને ઇચ્છિત લંબાઈ સુધી કાપી ન લો ત્યાં સુધી અડધો આગળ અને એક ક્વાર્ટર પાછળ વળો.
પાઇપને થ્રેડ કરવા માટે, પાઇપને સંપૂર્ણપણે સાફ કરવી જરૂરી છે, જો જરૂરી હોય તો, હાલના પેઇન્ટને દૂર કરો અને ધાતુના પ્રવાહને ગ્રાઇન્ડ કરો. પછી ઇલેક્ટ્રિક અથવા કોતરવામાં આવેલા સાધનથી કોતરણી કરો.
કાપેલા ગ્રુવ્સને નક્કર તેલ, તેલ અથવા અન્ય લુબ્રિકન્ટથી સારી રીતે સાફ કરવામાં આવે છે અને લુબ્રિકેટ કરવામાં આવે છે, અને પછી ફિટિંગ સાથે જોડાણ માટે ઉપયોગમાં લેવાય છે.
લિનન થ્રેડ સાથે સીલિંગ
આ પદ્ધતિ સૌથી જૂની છે. આ રીતે સોવિયેત એપાર્ટમેન્ટ્સમાં પાઇપ સાંધા સીલ કરવામાં આવ્યા હતા. જો સ્ટોરમાં કોઈ અન્ય સીલંટ નથી, તો શણ અને પ્લમ્બિંગ પેસ્ટ ચોક્કસપણે મળશે. પરંતુ આ સીલમાં સંખ્યાબંધ નોંધપાત્ર ખામીઓ છે:
- નિયમો અનુસાર, શણનો ઉપયોગ સૂકવણી તેલ અને લાલ લીડ સાથે સંયોજનમાં થાય છે. સીસું સાંધાના કાટને અટકાવે છે, અને સૂકવવાનું તેલ શણના છિદ્રોને પોલિમરની જેમ ભરે છે. પરંતુ ઉચ્ચ-ગુણવત્તાવાળા ઘટકો શોધવાનું ખૂબ મુશ્કેલ છે, તેથી લાલ લીડને ઘણીવાર આયર્નથી બદલવામાં આવે છે, જે ફક્ત ધાતુના ઘટકોના ઓક્સિડેશનને વેગ આપે છે. કેટલાક કારીગરો સિલિકોન આધારિત ઓટોમોટિવ સીલંટનો ઉપયોગ કરીને પરિસ્થિતિમાંથી બહાર નીકળી જાય છે.
- થ્રેડ પર લેનિન થ્રેડ નાખવાની જટિલતા. અનુભવી પ્લમ્બર્સ માટે જે ખૂબ સરળ છે તે બિન-નિષ્ણાત માટે ઘણી મુશ્કેલીઓ ઊભી કરી શકે છે. તે અસંભવિત છે કે પ્રથમ વખત કનેક્શન પર ફ્લેક્સને યોગ્ય રીતે પવન કરવું શક્ય બનશે, અને આ કામગીરી કરવામાં કોઈપણ ભૂલ એ હકીકત તરફ દોરી જશે કે સીલ ખૂબ લાંબો સમય ચાલશે નહીં.
- લેન બદલાતી કામ કરવાની પરિસ્થિતિઓને સારી રીતે સહન કરતું નથી. તેથી, હીટિંગ સિસ્ટમ્સમાં, તેના સેર ખૂબ ઝડપથી તૂટી જશે. ઉપરાંત, આ પ્રકારની સીલ આક્રમક વાતાવરણને સારો પ્રતિસાદ આપતી નથી.
- સામગ્રીની ઉચ્ચ હાઇગ્રોસ્કોપીસીટી તેના સોજો તરફ દોરી જાય છે, જેના કારણે અપૂરતા મજબૂત સાંધા ખાલી ફાટી શકે છે. ઉદાહરણ તરીકે, એલ્યુમિનિયમ રેડિએટર્સને સીલ કરતી વખતે શણનો ઉપયોગ કરવાની ભલામણ કરવામાં આવતી નથી.
પેકેજિંગનો પ્રશ્ન
ગેસ કનેક્શનનું પેકેજિંગ એ લીક સામે રક્ષણાત્મક માપ છે. પ્રક્રિયા માટે તમને જરૂર છે: થ્રેડેડ કનેક્શનમાં રોકાણ કરવા માટે શણ અને પેસ્ટ કરો.
- ઉપયોગમાં લેવાતા શણમાંથી એક નાનો સ્ટ્રાન્ડ ખેંચવામાં આવે છે.


- જો થ્રેડ પર કોઈ નિશાનો નથી, તો તેમને બનાવવાની જરૂર છે. એક ખાસ સાધનનો ઉપયોગ થાય છે.

નોચેસ માટે આભાર, થ્રેડને સ્ક્રૂ કરતી વખતે લિનન ઉતરતું નથી.
- વિન્ડિંગ થ્રેડના અંતથી શરૂ થાય છે. તેના અંત તરફ ચાલુ રહે છે. શણ થ્રેડની ટોચને થોડુંક આવરી લેવું જોઈએ.


શણને સંયુક્તમાં નિશ્ચિત કરવા માટે આ વોલ્યુમ પૂરતું છે.

તે એક સુઘડ જોડાણ બહાર વળે છે.

- લિનન પેસ્ટમાં આવરિત છે.


- સમાપ્ત કનેક્શન ખરાબ છે.

- અમેરિકનના પારસ્પરિક તત્વને સ્ટ્રંગ કરવામાં આવે છે (અહીં કીનો ઉપયોગ કરવામાં આવે છે) અને હીટિંગ ઉપકરણ (રેડિએટર) માં લપેટવામાં આવે છે.


- પરિણામ.




