
- ઉચ્ચ દબાણ બંધનકર્તા ક્રિમ્પ જોડાણો
- પદ્ધતિ #4: પુશ-કનેક્ટ કનેક્શન
- અન્ય સોલ્ડરિંગ વિકલ્પો: કોપર પાઇપ અને વિવિધ ધાતુઓ સાથે કામ કરો
- સોલ્ડરિંગ કોપર પાઈપોની ઘોંઘાટ: તે કેવી રીતે યોગ્ય રીતે કરવું
- કોપર વાયરને એલ્યુમિનિયમમાં કેવી રીતે સોલ્ડર કરવું
- કોપર અને સ્ટેનલેસ સ્ટીલને કેવી રીતે સોલ્ડર કરવું
- લોખંડ સાથે સોલ્ડરિંગ કોપર - શું તે શક્ય છે
- સોલ્ડરિંગ કોપર ઉત્પાદનોની તકનીક
- આઇટમને જરૂરી લંબાઈમાં કાપો
- પાઇપની સપાટી પર ફ્લક્સ લાગુ કરો
- સોલ્ડરિંગ પહેલાં ભાગોને કનેક્ટ કરવું
- નીચા તાપમાન સોલ્ડરિંગ દરમિયાન સંયુક્ત રચના
- ઉચ્ચ તાપમાન સોલ્ડરિંગમાં સીમની રચના
- કોપર પાઈપોના પ્રકાર
- સોલ્ડરિંગ કોપર પાઇપ માટે શું જરૂરી છે
- ઉપભોક્તા અને સાધનો
- સોલ્ડર અને ફ્લક્સ
- બર્નર
- સંબંધિત સામગ્રી
- જ્યાં અરજી કરો
- 3 કોપર પાઇપ કેવી રીતે સોલ્ડર કરવી?
- કોપર પાઈપોની સ્થાપના
- ફિટિંગ સાથે પાઇપલાઇન એસેમ્બલ
- સાધનો અને સામગ્રી
- એસેમ્બલી સૂચનાઓ
ઉચ્ચ દબાણ બંધનકર્તા ક્રિમ્પ જોડાણો
બોન્ડિંગ ક્રિમ્પ ટેક્નોલોજી અને ઓ-રિંગ મટિરિયલના વિકાસમાં થયેલી પ્રગતિએ ઉચ્ચ દબાણવાળી સિસ્ટમમાં બોન્ડિંગ ક્રિમ્પ્સ લાગુ કરવાનું શક્ય બનાવ્યું છે. જો કે, ઉચ્ચ દબાણ પ્રણાલીઓને થોડી અલગ પ્રેસ જડબાની ગોઠવણીની જરૂર પડે છે.
360º ડબલ ક્રિમ ટેકનિકનો ઉપયોગ કરીને કનેક્ટિંગ નોડના ઉત્પાદનનું પરિણામ
લો-પ્રેશર, પ્રોસેસ અને નોન-મેડિકલ કોમ્પ્રેસ્ડ ગેસ લાઇન માટે બોન્ડિંગ ક્રિમ્પ કનેક્શન સિંગલ સ્ટાન્ડર્ડ હેક્સાગોનલ ક્રિમ્પ શેપનો ઉપયોગ કરે છે.
ઉચ્ચ દબાણના બંધન માટે ફિટિંગ પર 360° ડબલ ક્રિમ્પ પ્રદાન કરવા માટે ખાસ ડિઝાઇન કરેલ પ્રેસ ફિટિંગ અને ક્લેમ્પિંગ જડબાના ઉપયોગની જરૂર છે.
પદ્ધતિ #4: પુશ-કનેક્ટ કનેક્શન
પુશ-ઇન એસેમ્બલી પદ્ધતિની એક વિશિષ્ટ વિશેષતા એ છે કે ઇન્સ્ટોલેશન માટે કોઈ વધારાના સાધનો, બર્નર, ખાસ બળતણ ગેસ અથવા વીજળીની જરૂર નથી. પુશ-ઇન એસેમ્બલી એક સંકલિત ઇલાસ્ટોમર સીલ અને સ્ટેનલેસ સ્ટીલ ગ્રિપ રિંગ દ્વારા સુનિશ્ચિત કરવામાં આવે છે.
તમામ બાબતોમાં અનુકૂળ અને ઓપરેશન માટે તદ્દન વ્યવહારુ, દબાવીને દાખલ કરીને એસેમ્બલીને એસેમ્બલ કરવાની પદ્ધતિ (પુશ-કનેક્ટ)
પુશ-ઇન એસેમ્બલી માટે લાક્ષણિક દબાણ અને તાપમાન રેન્જ કોષ્ટકમાં બતાવવામાં આવી છે:
| એસેમ્બલી પ્રકાર | દબાણ શ્રેણી, kPa | તાપમાન શ્રેણી, ºC |
| પુશ-ઇન ઇન્સર્શન, D = 12.7 – 50.8 mm | 0 – 1375 | માઈનસ 18 / વત્તા 120 |
આ પ્રકારની એસેમ્બલી માટે બે સામાન્ય પ્રકારની ફિટિંગ છે. બંને વિકલ્પો મજબૂત, વિશ્વસનીય ગાંઠ એસેમ્બલી બનાવે છે. જો કે, જ્યારે એક પ્રકારનું પુશ-ઇન ફિટિંગ એસેમ્બલીને ઇન્સ્ટોલેશન પછી સરળતાથી દૂર કરવાની મંજૂરી આપે છે, જેમ કે સિસ્ટમ જાળવણી માટે, અન્ય આ રૂપરેખાંકનને સપોર્ટ કરતું નથી. આ ક્ષણ ફિટિંગ એકબીજાથી અલગ છે.
પુશ-ઇન કનેક્શન્સ માટે ફિટિંગના પ્રકાર: ડાબી બાજુએ - એક સંકુચિત ડિઝાઇન; જમણી - બિન-વિભાજ્ય ડિઝાઇન
એસેમ્બલી એસેમ્બલ કરતા પહેલા, ઉપર વર્ણવ્યા મુજબ, કોપર પાઇપ વડે તમામ પ્રારંભિક પ્રક્રિયાઓ કરવી જરૂરી છે.
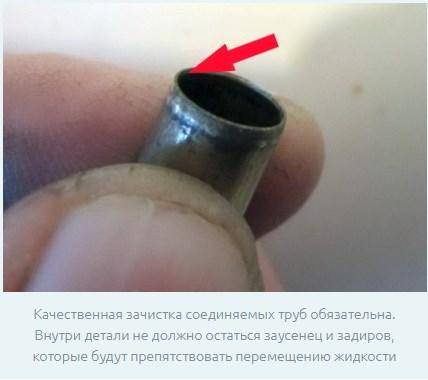
અહીં, સેન્ડપેપર, નાયલોન ઘર્ષક કાપડ અથવા સેનિટરી કાપડથી કોપર પાઇપના બેવલ્ડ છેડાને સાફ કરવા પર વિશેષ ધ્યાન આપવું જોઈએ. આ ક્રિયાઓ નિવેશ સમયે સીલિંગ ગાસ્કેટની અખંડિતતાને સુનિશ્ચિત કરે છે. ફિટિંગ બોડીમાં કોપર પાઇપ
એસેમ્બલીમાં કઠોર દબાણનો અમલ શામેલ છે, સાથે સાથે ફિટિંગના શરીરમાં નિર્દેશિત મૂવમેન્ટને વળી જવું. ફિટિંગની અંદર કોપર પાઇપની હિલચાલ ત્યાં સુધી કરવામાં આવે છે જ્યાં સુધી કોપર પાઇપ ફિટિંગ કપની પાછળની બાજુએ રહે છે. આ ક્ષણ સામાન્ય રીતે કોપરની સપાટી પર નિવેશની ઊંડાઈના અગાઉ બનાવેલ ચિહ્ન દ્વારા સૂચવવામાં આવે છે.
માહિતીની મદદથી: કૂપર
અન્ય સોલ્ડરિંગ વિકલ્પો: કોપર પાઇપ અને વિવિધ ધાતુઓ સાથે કામ કરો
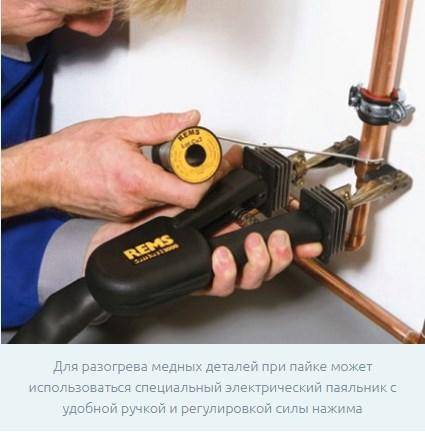
સોલ્ડરિંગ કોપર પાઈપ્સને આ પ્રકારના કામમાં થોડો અનુભવ જરૂરી છે. તેથી, જો કોઈ હોમ માસ્ટર પ્રથમ વખત આવા કામ હાથ ધરે છે, તો તે અગાઉથી પ્રેક્ટિસ કરવા યોગ્ય છે જેથી પહેલેથી જ સમાપ્ત થયેલ પાણી પુરવઠા અથવા હીટિંગ લાઇનને ઘણી વખત ફરીથી ન કરવું. કોપર ટ્યુબને સખત સોલ્ડર (ગેસ બર્નરનો ઉપયોગ કરીને) અને સોફ્ટ એલોય બંને સાથે સોલ્ડર કરી શકાય છે. બીજા કિસ્સામાં, કોપર પાઈપો માટે, ઉચ્ચ-શક્તિવાળા હેમર સોલ્ડરિંગ આયર્નનો ઉપયોગ કરવો યોગ્ય છે.
 સચોટ અને ઉચ્ચ-ગુણવત્તાવાળા સોલ્ડરિંગ એ કનેક્શનની ટકાઉપણાની ચાવી છે
સચોટ અને ઉચ્ચ-ગુણવત્તાવાળા સોલ્ડરિંગ એ કનેક્શનની ટકાઉપણાની ચાવી છે
સોલ્ડરિંગ કોપર પાઈપોની ઘોંઘાટ: તે કેવી રીતે યોગ્ય રીતે કરવું
સોલ્ડરિંગ કોપર પાઈપો માટેના પ્રવાહ તરીકે, રોઝિનનો ઉપયોગ કરવો શ્રેષ્ઠ છે. તે પાઇપની બાહ્ય સપાટી પર એક સમાન સ્તરમાં લાગુ થાય છે, જેના પછી ફિટિંગ તેના પર માઉન્ટ થયેલ છે. તેની રિવર્સ સાઈડ પર હાઈવેનો બીજો ભાગ લગાવવામાં આવ્યો છે. આગળ, ફિટિંગને ગેસ બર્નરથી ગરમ કરવામાં આવે છે અને સોલ્ડર સીમ સાથે "ફીટ" થાય છે.ઉચ્ચ તાપમાનના પ્રભાવ હેઠળ, તે પીગળે છે, સીમ ભરીને અને ઉચ્ચ-ગુણવત્તાવાળા ચુસ્ત જોડાણ બનાવે છે.
 કેટલીકવાર તમારે ફિટિંગ વિના કરવું પડશે
કેટલીકવાર તમારે ફિટિંગ વિના કરવું પડશે
તમારા પોતાના હાથથી કોપર પાઈપોને સોલ્ડરિંગ કરવું ખૂબ મુશ્કેલ નથી, પરંતુ આ કાર્ય માટે કાળજી અને ચોકસાઈની જરૂર છે. અલબત્ત, શબ્દોમાં, બધું જ સમજદારીપૂર્વક સમજાવી શકાતું નથી, તેથી અમે પ્રિય વાચકના ધ્યાન પર ગેસ બર્નર સાથે કોપરને કેવી રીતે સોલ્ડર કરવું તે અંગેનો એક વિડિઓ લાવીએ છીએ, જેમાંથી બધું વધુ સ્પષ્ટ થઈ જશે.
 YouTube પર આ વિડિયો જુઓ
YouTube પર આ વિડિયો જુઓ
ઘરે કોપર પાઈપોને કેવી રીતે સોલ્ડર કરવી તે પ્રશ્નનો સામનો કર્યા પછી, તમે આગલી સમસ્યા તરફ આગળ વધી શકો છો, એટલે કે બિન-સમાન ધાતુઓ (એલ્યુમિનિયમ, આયર્ન અથવા સ્ટેનલેસ સ્ટીલ સાથે કોપર) નું સોલ્ડરિંગ.
કોપર વાયરને એલ્યુમિનિયમમાં કેવી રીતે સોલ્ડર કરવું
કોપર સાથે સોલ્ડરિંગ એલ્યુમિનિયમ એ એક જટિલ પ્રક્રિયા છે. એ નોંધવું જોઇએ કે સમાન સોલ્ડર એલ્યુમિનિયમ માટે તાંબા માટે ભાગ્યે જ યોગ્ય છે, અને ઊલટું. સ્ટીલ સ્લીવનો ઉપયોગ કરીને આ ધાતુઓને મેચ કરવી ખૂબ સરળ છે. જોકે આજે ઉત્પાદક આવા હેતુઓ માટે વિશિષ્ટ સોલ્ડર અને ફ્લક્સ ઓફર કરે છે, તેમની કિંમત નોંધપાત્ર છે, જે આવા કાર્યની બિનલાભકારી તરફ દોરી જાય છે.

સમગ્ર સમસ્યા કોપર અને એલ્યુમિનિયમ વચ્ચેના સંઘર્ષમાં રહેલી છે. તેમની પાસે વિવિધ પ્રત્યાવર્તન, ઘનતા છે. વધુમાં, એલ્યુમિનિયમ, જ્યારે તાંબા સાથે ક્રિયાપ્રતિક્રિયા કરે છે, ત્યારે તે મજબૂત રીતે ઓક્સિડાઇઝ કરવાનું શરૂ કરે છે. જ્યારે કનેક્શનમાંથી ઇલેક્ટ્રિક પ્રવાહ પસાર થાય છે ત્યારે આ પ્રક્રિયા ખાસ કરીને ઝડપી બને છે. તેથી, જો જરૂરી હોય તો કોપર અને એલ્યુમિનિયમ વાયર જોડાણો WAGO સ્વ-ક્લેમ્પિંગ ટર્મિનલ બ્લોક્સનો ઉપયોગ કરવો શ્રેષ્ઠ છે, જેની અંદર Alyu Plus સંપર્ક પેસ્ટ છે. તે તે છે જે એલ્યુમિનિયમમાંથી ઓક્સાઇડ દૂર કરે છે, તેના અનુગામી દેખાવને અટકાવે છે અને કોપર કંડક્ટર સાથે સામાન્ય સંપર્કને પ્રોત્સાહન આપે છે.









કોપરને એલ્યુમિનિયમમાં કેવી રીતે સોલ્ડર કરવું તે શોધી કાઢ્યા પછી, તમે સખત ધાતુઓ તરફ આગળ વધી શકો છો.
 ક્યારેક આવા જોડાણ અનિવાર્ય છે
ક્યારેક આવા જોડાણ અનિવાર્ય છે
કોપર અને સ્ટેનલેસ સ્ટીલને કેવી રીતે સોલ્ડર કરવું
જ્યારે સ્ટેનલેસ સ્ટીલ સાથે કોપરને સોલ્ડરિંગ કરવામાં આવે છે, ત્યારે સોલ્ડર સામગ્રી પોતે પણ મહત્વપૂર્ણ ભૂમિકા ભજવે છે, પરંતુ વપરાયેલ સાધન, જો કે ઘણું બધું ઉપભોજ્ય વસ્તુઓ પર આધારિત છે. આ કિસ્સામાં સૌથી સ્વીકાર્ય સામગ્રી છે:
- કોપર-ફોસ્ફરસ સોલ્ડર;
- પીટર સિલ્વર (કેસ્ટોલિન 157);
- રેડિયો એન્જિનિયરિંગ.
કેટલાક કારીગરો દાવો કરે છે કે કામ કરવા માટે યોગ્ય અભિગમ સાથે, ટીન અને સીસા પર આધારિત સૌથી સામાન્ય સોલ્ડર પણ કરશે. મુખ્ય વસ્તુ એ ફ્લક્સ (બોરેક્સ, સોલ્ડરિંગ એસિડ), સંપૂર્ણ ગરમી અને તે પછી જ સોલ્ડરિંગ (સોલ્ડરિંગ) નો ફરજિયાત ઉપયોગ છે.
 કોપર અને સ્ટેનલેસ સ્ટીલનું જટિલ સોલ્ડરિંગ
કોપર અને સ્ટેનલેસ સ્ટીલનું જટિલ સોલ્ડરિંગ
આવા સંયોજનો દુર્લભ છે, અને તેથી આવા હેતુઓ માટે વિશિષ્ટ સોલ્ડર ખૂબ ખર્ચાળ છે.
લોખંડ સાથે સોલ્ડરિંગ કોપર - શું તે શક્ય છે
આ વિકલ્પ શક્ય છે, પરંતુ અમુક શરતોને આધીન છે. ઉદાહરણ તરીકે, હીટર તરીકે, એક સરળ પ્રોપેન બર્નર હવે યોગ્ય નથી. તમારે ઓક્સિજન સાથે પ્રોપેનનો ઉપયોગ કરવો જ જોઇએ. બોરેક્સનો ઉપયોગ ફ્લક્સ તરીકે થવો જોઈએ, પરંતુ પિત્તળ સોલ્ડર તરીકે કામ કરશે. ફક્ત આ કિસ્સામાં આપણે સામાન્ય પરિણામની આશા રાખી શકીએ છીએ. લોખંડ અથવા સ્ટેનલેસ સ્ટીલ સાથે સોલ્ડરિંગ કોપર માટે સોલ્ડર ખરીદવું મુશ્કેલ નથી. મુખ્ય વસ્તુ એ સમજવું છે કે શું વધારાના ખર્ચ વાજબી હશે.
 સોલ્ડરિંગ કોપર અને આયર્ન ટ્યુબિંગ પણ શક્ય છે
સોલ્ડરિંગ કોપર અને આયર્ન ટ્યુબિંગ પણ શક્ય છે
અને હવે અમે ઘરના કારીગરો વિવિધ હેતુઓ માટે હાઇવેના સોલ્ડરિંગ પાઈપો પર કેટલી કાળજીપૂર્વક કામ કરી શકે છે તે જોવાની ઑફર કરીએ છીએ.
5 માંથી 1





સોલ્ડરિંગ કોપર ઉત્પાદનોની તકનીક
સાધનો અને સામગ્રી તૈયાર કર્યા પછી, પાઈપોને સોલ્ડર કરવામાં આવે છે, જેમાં નીચેના પગલાં શામેલ છે:
- વિભાગોમાં બ્લેન્ક્સ કાપવા;
- ઓક્સાઇડને ડીગ્રેઝિંગ અને દૂર કરવું;
- તત્વોનું ડોકીંગ;
- સંયુક્ત લાઇન પર સોલ્ડર લાગુ કરવું.
આઇટમને જરૂરી લંબાઈમાં કાપો
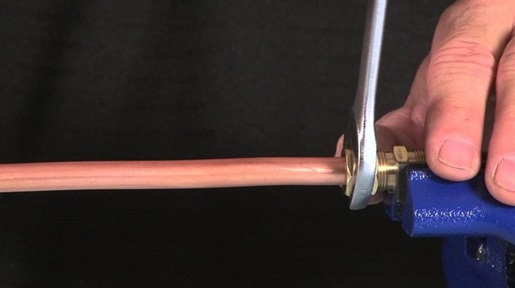
કોપર પાઇપનું વેલ્ડીંગ પાઇપલાઇનના માર્કિંગથી શરૂ થાય છે, જે પછી ઇચ્છિત લંબાઈના તત્વોમાં કાપવામાં આવે છે. ચિહ્નિત કરતી વખતે, અંતને વિસ્તૃત કર્યા પછી ટ્યુબને કનેક્ટ કરવા માટે જરૂરી લંબાઈના માર્જિનને ધ્યાનમાં લેવું જરૂરી છે. હેન્ડ-હેલ્ડ કટીંગ ટૂલ પાઇપને ક્લેમ્પ્ડ કરવાની મંજૂરી આપે છે, અને પછી વર્કપીસની બાહ્ય સપાટીની આસપાસ કાર્બાઇડ રોલર ફેરવવામાં આવે છે. જેમ જેમ પાઇપ બોડી કાપવામાં આવે છે, રોલરને એડજસ્ટિંગ બોલ્ટથી દબાવવામાં આવે છે, જે તમને એક સમાન કટ મેળવવા માટે પરવાનગી આપે છે.
તેને હેક્સો અને વિશિષ્ટ નમૂના સાથે બ્લેન્ક્સ કાપવાની મંજૂરી છે જે કટની લંબરૂપતાને સુનિશ્ચિત કરે છે. કાપતી વખતે, પાઇપને સંકોચન કરવાની મંજૂરી નથી, કારણ કે બાહ્ય સપાટીની અંડાકાર સંયુક્તની ચુસ્તતાને વધુ ખરાબ કરે છે (ગેપમાં ફેરફારને કારણે જે સોલ્ડરથી ભરવામાં આવશે નહીં). પરિણામી ફ્લેશને સેન્ડપેપર અને મેટલ બ્રશથી દૂર કરવામાં આવે છે. પછી ધારમાંથી એકને વિસ્તૃતક સાથે પ્રક્રિયા કરવામાં આવે છે, જે વધેલી તાકાત સાથે સીલબંધ સંયુક્ત બનાવશે.
પાઇપની સપાટી પર ફ્લક્સ લાગુ કરો
તાંબાના પાઈપોની જાતે વેલ્ડીંગ કરવા માટે ભાગોની સપાટી પરથી ઓક્સાઇડ દૂર કરવાની જરૂર પડે છે. બ્લેન્ક્સ ડીગ્રેઝિંગ એજન્ટ (ઉદાહરણ તરીકે, એસીટોન) વડે સાફ કરવામાં આવે છે, અને પછી જોડાયેલ ધાર પર રીએજન્ટ લાગુ કરવામાં આવે છે. ફ્લુક્સ, સક્રિય પદાર્થની વધેલી માત્રાનો ઉપયોગ કરવાની ભલામણ કરવામાં આવતી નથી સમાનરૂપે પાતળા સ્તરમાં લાગુ કરો જોડાણ વિસ્તાર માટે. રીએજન્ટ લાગુ કરવા માટે, પેઇન્ટ બ્રશનો ઉપયોગ કરવામાં આવે છે, જે સપાટી પર રેસા છોડતું નથી.
સોલ્ડરિંગ પહેલાં ભાગોને કનેક્ટ કરવું
પ્રવાહ લાગુ કર્યા પછી, નળીઓ જોડાયેલ છે, સપાટીને લુબ્રિકેટ કર્યા પછી તરત જ તત્વોમાં જોડાવાની ભલામણ કરવામાં આવે છે (ધૂળ સ્થાયી થવાનું જોખમ ઘટાડવા માટે). જ્યારે કનેક્ટેડ હોય ત્યારે ભાગો એકબીજાની સાપેક્ષે ફરે છે, જે પ્રવાહને વિતરિત કરવાની મંજૂરી આપે છે અને ચુસ્ત ફિટ પ્રદાન કરે છે. સંયુક્તમાંથી સ્ક્વિઝ્ડ કરાયેલ રીએજન્ટને સૂકા કપડાથી દૂર કરવામાં આવે છે; તે બિન-ફેરસ ધાતુઓથી બનેલા તત્વો પર પ્રવાહ રાખવા માટે પ્રતિબંધિત છે, કારણ કે સામગ્રીનો વિનાશ શરૂ થાય છે.
નીચા તાપમાન સોલ્ડરિંગ દરમિયાન સંયુક્ત રચના

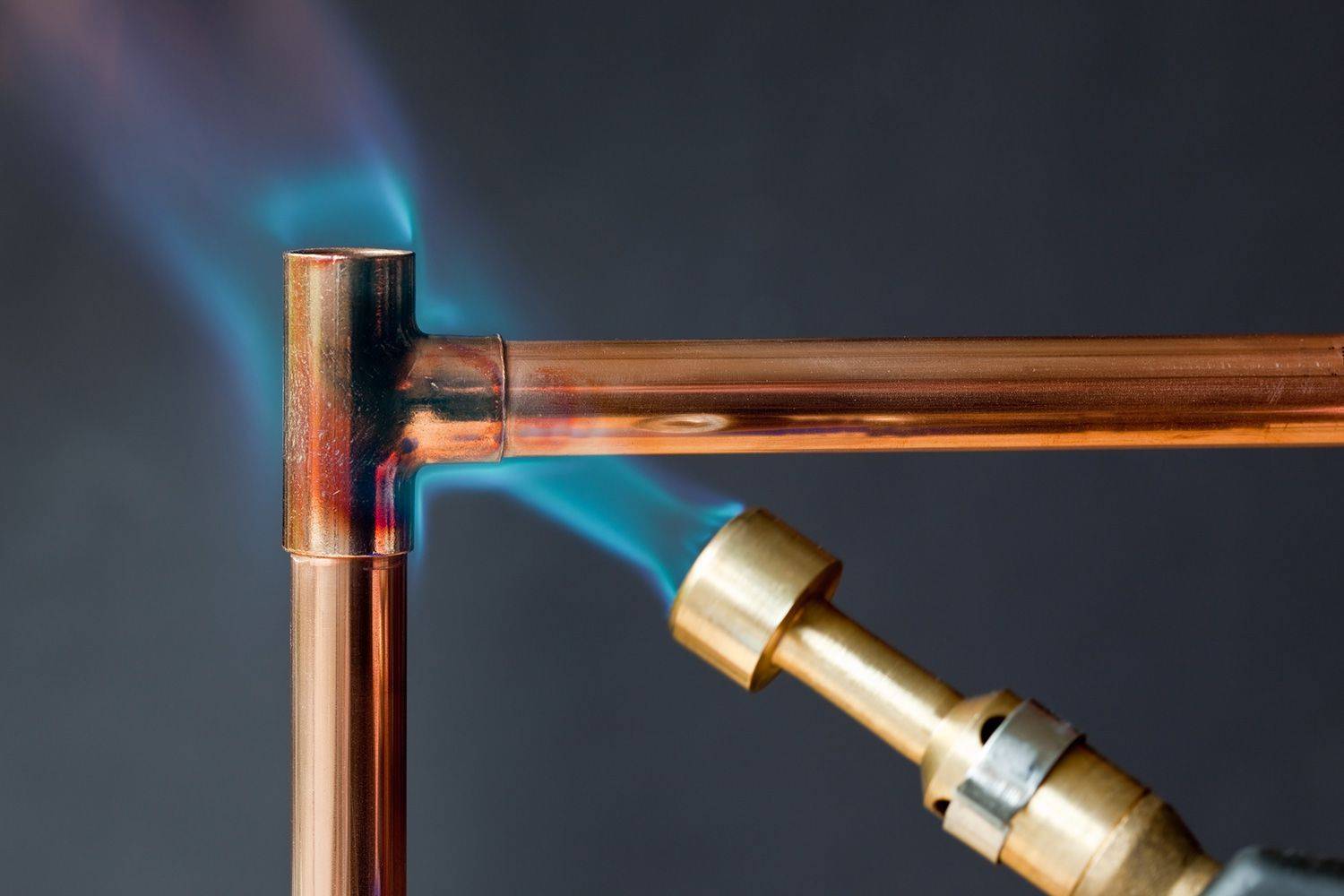
નીચા-તાપમાનની ટેકનોલોજી કનેક્શન દરમિયાન સ્ટ્રક્ચરની ઓછી ગરમી માટે રચાયેલ ફ્લક્સનો ઉપયોગ કરે છે. ગેસ બર્નર સાથે સોલ્ડરિંગ કોપર ટ્યુબ કનેક્શન ઝોનમાં ટોર્ચનો પુરવઠો પૂરો પાડે છે, બર્નર સંયુક્ત સાથે આગળ વધે છે, ભાગોની સમાન ગરમીની ખાતરી કરે છે. પછી સોલ્ડરનો એક બાર હાથમાં લેવામાં આવે છે, જે પાઈપો વચ્ચેના ગેપમાં ખવડાવવામાં આવે છે. પીગળેલી ધાતુ સપાટી પર ફેલાવાનું શરૂ કરે છે, બર્નરને બાજુ પર દૂર કરવામાં આવે છે, ગરમ પાઇપના તાપમાનને કારણે સોલ્ડર સંયુક્ત ભરે છે.










ઉચ્ચ તાપમાન સોલ્ડરિંગમાં સીમની રચના
પ્રત્યાવર્તન સોલ્ડર્સનો ઉપયોગ કરતી વખતે, પાઈપોને બર્નર દ્વારા એલિવેટેડ તાપમાને ગરમ કરવામાં આવે છે. જ્યાં સુધી પાઇપ ચેરી-લાલ રંગ (750 °C ના તાપમાનને અનુરૂપ) સુધી ગરમ ન થાય ત્યાં સુધી બર્નર સંયુક્ત ઝોન સાથે આગળ વધે છે. પછી સોલ્ડર, બર્નર જ્યોત દ્વારા પ્રીહિટેડ, જંકશનમાં ખવડાવવામાં આવે છે.
ગરમ પાઈપોના સંપર્કથી સોલ્ડર પીગળે છે, માઉન્ટિંગ ગેપને સરખે ભાગે ભરીને. વધુ સોલ્ડર લાગુ કરવું જરૂરી નથી કારણ કે સામગ્રી પાઇપિંગની બહાર રહેશે.પ્રક્રિયાના અંત પછી, 2-3 મિનિટ રાહ જોવી જરૂરી છે, સંયુક્તનું તાપમાન ઘટ્યા પછી અને સોલ્ડર સ્ફટિકીકરણ થાય છે, ફ્લક્સ અવશેષો દૂર કરવામાં આવે છે. કનેક્શનની વધારાની મશીનિંગની જરૂર નથી.
કોપર પાઈપોના પ્રકાર
પાઇપલાઇનનું ઉત્પાદન કરતા પહેલા, તમારે ભાગો પસંદ કરવાની જરૂર છે. ખરીદેલા ભાગોમાં, બે પ્રકારો છે:
- અનનલેડ - નીચા નમ્રતા ઇન્ડેક્સ સાથે ઉચ્ચ-શક્તિ તત્વો. તેઓ ઉત્પાદન પછી વધારાની હીટ ટ્રીટમેન્ટમાંથી પસાર થતા નથી.
- એન્નીલ્ડ - તત્વો કે જે વધારાની ગરમીની સારવારમાંથી પસાર થાય છે. તેઓ લગભગ 700 ડિગ્રી સેલ્સિયસના તાપમાને રાખવામાં આવે છે. સામગ્રી ઉચ્ચ પ્લાસ્ટિસિટી ઇન્ડેક્સ મેળવે છે. વધારાની હીટ ટ્રીટમેન્ટ માટે આભાર, તેઓ ગંભીર તાપમાન માટે વધુ પ્રતિરોધક બને છે.
કોપર પાઇપ્સ દિવાલની જાડાઈ અને કોઇલના કદમાં બદલાય છે જેમાં તે વેચાય છે. GOST મુજબ, તેઓ શુદ્ધ તાંબાના બનેલા હોવા જોઈએ.
સોલ્ડરિંગ કોપર પાઇપ માટે શું જરૂરી છે
સોલ્ડરિંગ કોપર પાઈપો, જે તમારા પોતાના હાથથી કરવું મુશ્કેલ નથી, તેને ખર્ચાળ સાધનો અને કોઈપણ વિશિષ્ટ સામગ્રીની જરૂર નથી. તેને યોગ્ય રીતે અમલમાં મૂકવા માટે, તમારે નીચેના ઉપકરણોની જરૂર પડશે.
બર્નર, જેના કારણે સોલ્ડર અને પાઇપ વિભાગ જ્યાં તેઓ જોડાયેલા હશે તે ગરમ થશે. નિયમ પ્રમાણે, આવા બર્નરને પ્રોપેન ગેસ પૂરો પાડવામાં આવે છે, જેનું દબાણ વેલ્ડીંગ રીડ્યુસર દ્વારા નિયંત્રિત થાય છે.
કોપર પાઈપો કાપવા માટેનું ખાસ સાધન. આ ધાતુથી બનેલા ઉત્પાદનો ખૂબ નરમ હોવાથી, તેઓને નરમાશથી કાપવા જોઈએ જેથી દિવાલો પર કરચલીઓ ન પડે.આધુનિક બજારમાં વિવિધ મોડેલોના પાઇપ કટર ઓફર કરવામાં આવે છે, તેમની કાર્યક્ષમતા અને તકનીકી ક્ષમતાઓ બંનેમાં ભિન્ન છે.
આવા ઉપકરણોના વ્યક્તિગત મોડેલોની ડિઝાઇન, જે મહત્વપૂર્ણ છે, તેમને હાર્ડ-ટુ-પહોંચના સ્થળોએ કામ કરવા માટે પણ ઉપયોગમાં લેવાની મંજૂરી આપે છે.
પાઇપ એક્સ્પાન્ડર એ એક ઉપકરણ છે જે તમને કોપર પાઇપના વ્યાસને વિસ્તૃત કરવાની મંજૂરી આપે છે, જે વધુ સારી રીતે સોલ્ડર કરવા માટે જરૂરી છે. કોપર પાઈપોમાંથી માઉન્ટ થયેલ વિવિધ સિસ્ટમોમાં, સમાન વિભાગના ઘટકોનો ઉપયોગ કરવામાં આવે છે, અને તેમને ગુણાત્મક રીતે કનેક્ટ કરવા માટે, કનેક્ટેડ તત્વોમાંથી એકનો વ્યાસ થોડો વધારવો જરૂરી છે. તે આ સમસ્યા છે કે પાઇપ વિસ્તરણકર્તા જેવા ઉપકરણ ઉકેલે છે.
તે આ સમસ્યા છે કે પાઇપ વિસ્તરણકર્તા જેવા ઉપકરણ ઉકેલે છે.
કોપર પાઇપ ફ્લેરિંગ કીટ
કોપર પાઇપના છેડાને ચેમ્ફર કરવા માટેનું ઉપકરણ. આનુષંગિક બાબતો પછી, ભાગોના છેડા પર બર્ર્સ રહે છે, જે ઉચ્ચ-ગુણવત્તા અને વિશ્વસનીય કનેક્શન મેળવવામાં દખલ કરી શકે છે. તેમને દૂર કરવા અને પાઈપોના છેડાને જરૂરી રૂપરેખાંકન આપવા માટે, સોલ્ડરિંગ પહેલાં બેવેલરનો ઉપયોગ કરવામાં આવે છે. આજે બજારમાં બે મુખ્ય પ્રકારના ચેમ્ફરિંગ ઉપકરણો છે: રાઉન્ડ બોડીમાં મૂકવામાં આવે છે અને પેન્સિલના રૂપમાં બનાવવામાં આવે છે. વાપરવા માટે વધુ અનુકૂળ, પણ વધુ ખર્ચાળ, રાઉન્ડ ઉપકરણો છે જે 36 મીમી કરતા વધુ ન હોય તેવા વ્યાસ સાથે સોફ્ટ કોપર પાઇપ પર પ્રક્રિયા કરી શકે છે.
સોલ્ડરિંગ માટે કોપર પાઈપોને યોગ્ય રીતે તૈયાર કરવા માટે, તેમની સપાટી પરથી તમામ અશુદ્ધિઓ અને ઓક્સાઇડ દૂર કરવા જરૂરી છે. આ હેતુઓ માટે, પીંછીઓ અને પીંછીઓનો ઉપયોગ કરવામાં આવે છે, જેમાંથી બરછટ સ્ટીલના વાયરથી બનેલા છે.
કોપર પાઈપોનું બ્રેઝિંગ સામાન્ય રીતે સખત સોલ્ડર સાથે કરવામાં આવે છે, જે ઉચ્ચ અને નીચું તાપમાન હોઈ શકે છે. ઉચ્ચ-તાપમાન સોલ્ડર એ તાંબાનો તાર છે જે તેની રચનામાં લગભગ 6% ફોસ્ફરસ ધરાવે છે. આવા વાયર 700 ડિગ્રી તાપમાને પીગળે છે, જ્યારે તેના નીચા-તાપમાન પ્રકાર (ટીન વાયર) માટે 350 ડિગ્રી પર્યાપ્ત છે.
સોલ્ડરિંગ કોપર પાઈપોની તકનીકમાં ખાસ ફ્લક્સ અને પેસ્ટનો ઉપયોગ શામેલ છે જે રક્ષણાત્મક કાર્ય કરે છે. આવા પ્રવાહો માત્ર બનાવેલ સીમને તેમાં હવાના પરપોટાના નિર્માણથી સુરક્ષિત કરતા નથી, પરંતુ પાઇપ સામગ્રીમાં સોલ્ડરની સંલગ્નતાને પણ નોંધપાત્ર રીતે સુધારે છે.
ફ્લક્સ, સોલ્ડર અને અન્ય મૂળભૂત તત્વો ઉપરાંત, કોપર પાઈપોને સોલ્ડર કરવા માટે વધારાના સાધનોની જરૂર પડશે, જે દરેક વર્કશોપ અથવા ગેરેજમાં મળી શકે છે. તાંબાના ઉત્પાદનોને સોલ્ડર અથવા વેલ્ડ કરવા માટે, વધુમાં તૈયાર કરો:
- નિયમિત માર્કર;
- ખીલા પર ફરતા ટેબલ પર રમાતી એક જુગારની રમત;
- મકાન સ્તર;
- સખત બરછટ સાથે એક નાનો બ્રશ;
- એક ધણ.
કામ શરૂ કરતા પહેલા, તે નક્કી કરવું પણ જરૂરી છે કોપર સોલ્ડર કેવી રીતે કરવું પાઈપો ત્યાં બે મુખ્ય વિકલ્પો હોઈ શકે છે: બ્રેઝિંગ કોપર (ઓછા સામાન્ય રીતે વપરાયેલ) અને સોફ્ટ સોલ્ડરનો ઉપયોગ. આ મુદ્દાને ઉકેલતી વખતે, એ હકીકતથી આગળ વધવું મહત્વપૂર્ણ છે કે એક અથવા બીજા પ્રકારના સોલ્ડરના ઉપયોગ માટેની આવશ્યકતાઓ છે.
તેથી, સખત સોલ્ડરનો ઉપયોગ રેફ્રિજરેશન એકમો અને એર કંડિશનરના સોલ્ડરિંગ તત્વો માટે થાય છે. અન્ય તમામ કેસોમાં (પાણી પુરવઠા પ્રણાલી, હીટિંગ સિસ્ટમ્સ, વગેરે), ટીન વાયરનો ઉપયોગ કરી શકાય છે. પરંતુ ગમે તે ટેક્નોલોજી પસંદ કરવામાં આવે છે, તે યાદ રાખવું જોઈએ કે કોઈ પણ સંજોગોમાં પ્રવાહ જરૂરી છે.
આ મુદ્દાને હલ કરતી વખતે, એ હકીકતથી આગળ વધવું મહત્વપૂર્ણ છે કે એક અથવા બીજા પ્રકારના સોલ્ડરના ઉપયોગ માટે આવશ્યકતાઓ છે. તેથી, સખત સોલ્ડરનો ઉપયોગ રેફ્રિજરેશન એકમો અને એર કંડિશનરના સોલ્ડરિંગ તત્વો માટે થાય છે.
અન્ય તમામ કેસોમાં (પાણી પુરવઠા પ્રણાલી, હીટિંગ સિસ્ટમ્સ, વગેરે), ટીન વાયરનો ઉપયોગ કરી શકાય છે. પરંતુ ગમે તે ટેક્નોલોજી પસંદ કરવામાં આવે છે, તે યાદ રાખવું જોઈએ કે કોઈ પણ સંજોગોમાં પ્રવાહ જરૂરી છે.

સોલ્ડરિંગ પહેલાં કોપર પાઇપની આંતરિક સપાટીને છીનવી લેવા માટેના બ્રશ
ઉપભોક્તા અને સાધનો
પાઈપો અને ફીટીંગ્સ ઉપરાંત, તમારે સોલ્ડરિંગ માટે મશાલ, સોલ્ડર અને ફ્લક્સની પણ જરૂર પડશે. અને કામ શરૂ કરતા પહેલા પ્રક્રિયા કરવા માટે પાઇપ બેન્ડર અને કેટલીક સંબંધિત નાની વસ્તુઓ પણ.










અંદરથી ફિટિંગ ઉતારવા માટે બ્રશ
સોલ્ડર અને ફ્લક્સ
કોઈપણ પ્રકારની સોલ્ડરિંગ કોપર પાઇપ ફ્લક્સ અને સોલ્ડરની મદદથી થાય છે. સોલ્ડર એ સામાન્ય રીતે ચોક્કસ ગલનબિંદુ સાથેના ટીન પર આધારિત એલોય છે, પરંતુ તે તાંબાની તુલનામાં આવશ્યકપણે નીચું હોય છે. તેને સોલ્ડરિંગ ઝોનમાં ખવડાવવામાં આવે છે, પ્રવાહી સ્થિતિમાં ગરમ થાય છે અને સંયુક્તમાં વહે છે. ઠંડક પછી, તે ચુસ્ત અને ટકાઉ જોડાણ પૂરું પાડે છે.
તમારા પોતાના હાથથી કોપર પાઈપોના કલાપ્રેમી સોલ્ડરિંગ માટે, ચાંદી, બિસ્મથ, એન્ટિમોની અને તાંબાના ઉમેરા સાથે ટીન-આધારિત સોલ્ડર યોગ્ય છે. ચાંદીના ઉમેરા સાથેના સંયોજનો શ્રેષ્ઠ માનવામાં આવે છે, પરંતુ તે કોપર એડિટિવ સાથે સૌથી વધુ ખર્ચાળ, શ્રેષ્ઠ છે. લીડના ઉમેરા સાથે પણ છે, પરંતુ તેનો ઉપયોગ પ્લમ્બિંગમાં થવો જોઈએ નહીં. આ તમામ પ્રકારના સોલ્ડર સારી સીમની ગુણવત્તા અને સરળ સોલ્ડરિંગ પ્રદાન કરે છે.

ફ્લક્સ અને સોલ્ડર આવશ્યક ઉપભોક્તા છે
સોફ્ટ સોલ્ડર નાની રીલ્સમાં વેચાય છે, હાર્ડ સોલ્ડર પેકમાં વેચાય છે, ટુકડાઓમાં કાપવામાં આવે છે.
સોલ્ડરિંગ પહેલાં, સંયુક્તને ફ્લક્સ સાથે ગણવામાં આવે છે.ફ્લક્સ એ પ્રવાહી અથવા પેસ્ટી એજન્ટ છે જે પીગળેલા સોલ્ડરને સંયુક્તમાં વહેવા માટેનું કારણ બને છે. અહીં પસંદ કરવા માટે કંઈ ખાસ નથી: કોપર માટે કોઈપણ પ્રવાહ કરશે. ઉપરાંત, તમારે ફ્લક્સ લાગુ કરવા માટે નાના બ્રશની જરૂર પડશે. વધુ સારું - કુદરતી બરછટ સાથે.
બર્નર
સોફ્ટ સોલ્ડર સાથે કામ કરવા માટે, તમે નિકાલજોગ ગેસ બોટલ સાથે નાની હેન્ડ ટોર્ચ ખરીદી શકો છો. આ સિલિન્ડરો હેન્ડલ સાથે જોડાયેલા છે, તેનું વોલ્યુમ 200 મિલી છે. નાનું કદ હોવા છતાં, જ્યોતનું તાપમાન 1100°C અને તેથી વધુ છે, જે સોફ્ટ સોલ્ડરને ઓગળવા માટે પર્યાપ્ત કરતાં વધુ છે.
તમારે જે ધ્યાન આપવું જોઈએ તે છે પીઝો ઇગ્નીશનની હાજરી. આ કાર્ય અનાવશ્યક નથી - તે કામ કરવા માટે સરળ હશે
વાલ્વ મેન્યુઅલ ગેસ બર્નરના હેન્ડલ પર સ્થિત છે. તે જ્યોતની લંબાઈ (ગેસ સપ્લાયની તીવ્રતા) ને નિયંત્રિત કરે છે. જો બર્નરને બુઝાવવાની જરૂર હોય તો તે જ વાલ્વ ગેસ બંધ કરે છે. નોન-રીટર્ન વાલ્વ દ્વારા સલામતીની ખાતરી કરવામાં આવે છે, જે જ્યોતની ગેરહાજરીમાં, ગેસ પુરવઠો બંધ કરશે.

સોલ્ડરિંગ કોપર પાઇપ માટે હેન્ડ ટોર્ચ
કેટલાક મોડેલોમાં ફ્લેમ ડિફ્લેક્ટર હોય છે. તે જ્યોતને ઓગળવા દેતું નથી, સોલ્ડરિંગ ઝોનમાં ઉચ્ચ તાપમાન બનાવે છે. આનો આભાર, પરાવર્તક સાથેનું બર્નર તમને સૌથી અસુવિધાજનક સ્થળોએ કામ કરવાની મંજૂરી આપે છે.
ઘરગથ્થુ અને અર્ધ-વ્યાવસાયિક મોડેલોમાં કામ કરતી વખતે, તમારે એકમને વધુ ગરમ ન કરવાની કાળજી લેવી જોઈએ જેથી પ્લાસ્ટિક ઓગળી ન જાય. તેથી, એક સમયે ઘણું સોલ્ડરિંગ કરવું તે યોગ્ય નથી - આ સમયે સાધનસામગ્રીને ઠંડુ થવા દેવું અને આગલું જોડાણ તૈયાર કરવું વધુ સારું છે.
સંબંધિત સામગ્રી
કોપર પાઈપો કાપવા માટે, તમારે મેટલ બ્લેડ સાથે પાઇપ કટર અથવા હેક્સોની જરૂર છે. કટ સખત રીતે વર્ટિકલ હોવો જોઈએ, જે પાઇપ કટર પ્રદાન કરે છે.અને હેક્સો સાથે સમાન કટની બાંયધરી આપવા માટે, તમે સામાન્ય સુથારી મીટર બોક્સનો ઉપયોગ કરી શકો છો.

પાઇપ કટર
પાઈપો તૈયાર કરતી વખતે, તેમને સાફ કરવું આવશ્યક છે. આ કરવા માટે, ત્યાં ખાસ મેટલ બ્રશ અને પીંછીઓ છે (આંતરિક સપાટીને સાફ કરવા માટે), પરંતુ તમે મધ્યમ અને ઝીણા દાણાવાળા સેન્ડપેપરથી મેળવી શકો છો.
કટ માંથી burrs દૂર કરવા માટે, ત્યાં bevelers છે. તેઓએ જે પાઇપનું કામ કર્યું છે તે ફિટિંગમાં વધુ સારી રીતે બંધબેસે છે - તેનું સોકેટ બાહ્ય વ્યાસ કરતા મિલીમીટરનો માત્ર એક અપૂર્ણાંક છે. તેથી સહેજ વિચલન મુશ્કેલીઓ તરફ દોરી જાય છે. પરંતુ, સૈદ્ધાંતિક રીતે, બધું સેન્ડપેપરથી દૂર કરી શકાય છે. તે માત્ર વધુ સમય લેશે.
રક્ષણાત્મક ગોગલ્સ અને ગ્લોવ્સ રાખવાની પણ સલાહ આપવામાં આવે છે. મોટાભાગના હોમ ક્રાફ્ટર્સ આ સલામતી સુવિધાઓની અવગણના કરે છે, પરંતુ બર્ન ખૂબ જ હેરાન કરે છે. સોલ્ડરિંગ કોપર પાઈપ્સ માટે આ બધી સામગ્રી અને સાધનો જરૂરી છે.
જ્યાં અરજી કરો
સખત સોલ્ડર સાથે સોલ્ડરિંગ એ હકીકત માટે નોંધપાત્ર છે કે જ્યારે તે હાથ ધરવામાં આવે છે, ત્યારે ઉત્પાદનોના સંયુક્ત ક્ષેત્રને 450 ડિગ્રી અથવા વધુના ક્રમના તાપમાને ગરમ કરવું આવશ્યક છે.
આવા સોલ્ડરને પ્રત્યાવર્તન કહેવામાં આવે છે, અને તેમની સહાયથી મેળવેલ જોડાણ મજબૂત થર્મલ હીટિંગ સાથે પણ તેની શક્તિની લાક્ષણિકતાઓ જાળવી રાખે છે.
 સખત સોલ્ડરિંગથી વિપરીત, સોફ્ટ સોલ્ડરિંગમાં નીચા-તાપમાનના ઉપભોક્તા પદાર્થોનો ઉપયોગ શામેલ છે જે ખૂબ ઓછી ગરમી (આશરે 200-300 ℃) પર વિશ્વસનીય સંલગ્નતા પ્રદાન કરે છે.
સખત સોલ્ડરિંગથી વિપરીત, સોફ્ટ સોલ્ડરિંગમાં નીચા-તાપમાનના ઉપભોક્તા પદાર્થોનો ઉપયોગ શામેલ છે જે ખૂબ ઓછી ગરમી (આશરે 200-300 ℃) પર વિશ્વસનીય સંલગ્નતા પ્રદાન કરે છે.
તેઓ, એક નિયમ તરીકે, જ્યારે સામાન્ય તાપમાનની પરિસ્થિતિઓમાં સોલ્ડરિંગ ઉત્પાદનો ચલાવવામાં આવે છે ત્યારે તેનો ઉપયોગ થાય છે, અને મજબૂત હીટિંગ સાથેના સંપર્કની જાળવણીની બાંયધરી આપતા નથી.
સખત સોલ્ડરની શક્યતાઓ તે વિસ્તારોમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે જ્યાં તેને સીમ મેળવવા માટે જરૂરી છે, જે તેની મજબૂતાઈના ગુણધર્મોના સંદર્ભમાં, વેલ્ડીંગ અને નીચા-તાપમાન સોલ્ડરિંગ વચ્ચે મધ્યવર્તી સ્થાન ધરાવે છે.
તે જ સમયે, સંપર્ક ઝોનમાં સામગ્રીની રચનાને જાળવવા માટે વિશેષ ધ્યાન આપવામાં આવે છે, જે પ્રક્રિયા કર્યા પછી, તેમની મૂળ લાક્ષણિકતાઓ ગુમાવવી જોઈએ નહીં. નીચેની પરિસ્થિતિઓમાં કાર્બાઇડ સાંધાઓની મોટાભાગે માંગ હોય છે:
નીચેની પરિસ્થિતિઓમાં કાર્બાઇડ સાંધાઓની મોટાભાગે માંગ હોય છે:
- મેટલ-કટીંગ ટૂલ્સનું ઉત્પાદન, હાર્ડ-એલોય વર્કિંગ ઇન્સર્ટ્સ સાથે કટર;
- નોન-ફેરસ ધાતુઓ અને સ્ટેનલેસ સ્ટીલના આધારે બનેલા કન્ટેનર અને જહાજોના ઉત્પાદનમાં;
- કાર રિપેર શોપ્સમાં (રેડિએટર્સ અને વ્યક્તિગત ટ્રાન્સમિશન તત્વોનું સમારકામ કરતી વખતે), તેમજ તે સ્થળોએ જ્યાં વેલ્ડીંગનો ઉપયોગ અત્યંત અનિચ્છનીય છે;
- રેફ્રિજરેશન અને હીટ એક્સચેન્જ સાધનોમાં સ્થાપિત હાર્ડ કોપર એલોયથી બનેલા પાઈપોને ઇન્સ્ટોલ અને રિપેર કરતી વખતે અને "જટિલ" તાપમાન અથવા ઉચ્ચ દબાણ હેઠળ કાર્ય કરતી વખતે;
- પાતળી-દિવાલોવાળી વસ્તુઓ અને ભાગોના વિશ્વસનીય અને ટકાઉ જોડાણ માટે જે ઓપરેશન દરમિયાન વધેલા લોડ અને સ્થિતિસ્થાપક વિકૃતિઓનો અનુભવ કરે છે.

સખત સોલ્ડરિંગ તકનીકનો ઉપયોગ પરિણામી સંયુક્તની આવશ્યક શક્તિ અને ઓવરહિટીંગ સામે તેના પ્રતિકારને સુનિશ્ચિત કરે છે. વધુમાં, કાર્બાઇડ પદ્ધતિઓનો ઉપયોગ તાંબા અથવા પિત્તળના ઉત્પાદનોના સમારકામમાં થાય છે જે ઓપરેશન દરમિયાન ઊંચા તાપમાને ખુલ્લા હોય છે.








ઉપર વર્ણવેલ બ્રેઝિંગ સામગ્રીથી વિપરીત, સોફ્ટ સોલ્ડરિંગ એપ્લીકેશન સામાન્ય ઓપરેટિંગ પરિસ્થિતિઓ સુધી મર્યાદિત છે.આ પદ્ધતિનો ઉપયોગ મોટાભાગે થાય છે જ્યારે ઉત્પાદનો અને ફ્યુઝિબલ સામગ્રીઓથી બનેલા ભાગોનું વિશ્વસનીય જોડાણ મેળવવા માટે જરૂરી હોય છે જે અતિશય ગરમી અને વિકૃતિને આધિન નથી.
ટીન-લીડ સોલ્ડરિંગ કમ્પોઝિશન, જે વ્યાપક બની છે, ખાસ કરીને ભાગોના "સોફ્ટ" ઉચ્ચારણ સાથે લોકપ્રિય છે.
3 કોપર પાઇપ કેવી રીતે સોલ્ડર કરવી?
તાંબાના ઉત્પાદનોથી બનેલી પાઇપલાઇનની સ્થાપના માટેની યોજના ખૂબ જ સરળ છે:
પાઇપ કટરનો ઉપયોગ કરીને, અમે પાઇપને કાપી નાખીએ છીએ (તેને કટીંગ ઉપકરણ પર કાટખૂણે મૂકવી જોઈએ જેથી તે સૌથી વધુ સમાન ધાર મેળવવા માટે).
સ્ટીલ બ્રિસ્ટલ્સવાળા બ્રશથી, અમે પાઇપમાંથી બર્સને દૂર કરીએ છીએ, અને બ્રશથી આપણે તેની સપાટીઓને સાફ કરીએ છીએ.
મહેરબાની કરીને નોંધ કરો - બારીક દાણાવાળા સેન્ડપેપરનો ઉપયોગ કરીને આ કાર્યો કરવા માટે સખત પ્રતિબંધિત છે, કારણ કે તેના નાના કણો તાંબાની સપાટી પર રહેશે અને સંલગ્નતાનું સ્તર ઘટાડશે.
અમે ટ્યુબ્યુલર ઉત્પાદનના બીજા ભાગને જરૂરી વિભાગમાં એવી રીતે વિસ્તૃત કરીએ છીએ કે બંને સેગમેન્ટ્સ મુક્તપણે એકબીજામાં પ્રવેશ કરે છે (આ કિસ્સામાં, એક નાનો તફાવત પણ રહેવો જોઈએ).
અમે ગંદકીમાંથી (બધા સમાન ઉપકરણો) સાફ કરીએ છીએ અને વિસ્તૃત ઉત્પાદનની ધારને બરર્સ કરીએ છીએ.
અમે નાના વિભાગના પાઇપ પર ફ્લક્સ લાગુ કરીએ છીએ અને તેને સપાટી પર બ્રશથી વિતરિત કરીએ છીએ. વધુ પડતો પ્રવાહ લાગુ કરવો અશક્ય છે (અથવા તેને અસમાન રીતે વિતરિત કરો), કારણ કે જ્યારે ગરમ થાય છે, ત્યારે સોલ્ડર તેના દ્વારા પાઇપલાઇનની અંદર પ્રવેશી શકે છે અને ત્યાં સ્થિર ટીપાં બનાવે છે, જે સિસ્ટમના સંચાલન દરમિયાન પાણી ખસેડતી વખતે અવાજનું કારણ બને છે.

તે પછી, તમે પાઈપોને કનેક્ટ કરી શકો છો (તેમને એકમાં એક દાખલ કરો).તે જ સમયે, સોલ્ડરને પાઇપ પર ચોંટાડવાનું ટાળવા માટે, ભીના કપડાથી વધારાનું પ્રવાહ દૂર કરવું જરૂરી છે. પ્રક્રિયામાં આગળનું પગલું પરિણામી સંયોજનને ગરમ કરવાનું છે. જ્યારે ફ્લક્સ સિલ્વર થઈ જાય ત્યારે સંયુક્ત હીટિંગ ઑપરેશન તે ક્ષણે સમાપ્ત થાય છે.
આગળ, સોલ્ડરને સંયુક્તમાં લાવવામાં આવે છે, જે બર્નરમાંથી ગરમી વિના ગરમ પાઇપ સામગ્રી (દરેક તાંબાની ઉચ્ચ થર્મલ વાહકતા જાણે છે) માંથી પીગળે છે. કેશિલરી ઘટનાને કારણે સોલ્ડર જોડાયેલા તત્વો વચ્ચે ઘૂસી જાય છે. ટ્યુબ્યુલર પ્રોડક્ટની સપાટી પર સોલ્ડર ટીપું દેખાય ત્યારે સોલ્ડરિંગ પૂર્ણ થાય છે.

તે પછી, પાઈપોનું જંકશન ઠંડુ થવું જોઈએ. ઠંડક દરમિયાન, તમે સિસ્ટમ પર યાંત્રિક અસર કરી શકતા નથી, તેમજ પ્રક્રિયાને ઝડપી બનાવવાનો પ્રયાસ કરી શકો છો. ઠંડી હવા પુરવઠો. સોલ્ડરિંગના છેલ્લા તબક્કામાં ઠંડુ થયેલ સાંધાને પાણીમાં ડૂબેલા કપડાથી સાફ કરવામાં આવે છે. આ પાઇપલાઇનના સુઘડ દેખાવની ખાતરી કરશે, જે સોલ્ડર અને ફ્લક્સ અવશેષોથી મુક્ત હશે.
કોપર પાઈપોની સ્થાપના
તમારા પોતાના હાથથી પ્લમ્બિંગ સિસ્ટમ્સ ઇન્સ્ટોલ કરવાની પ્રક્રિયામાં, અન્ય સામગ્રીમાંથી બનાવેલા ઉત્પાદનો સાથે કોપર પાઈપોને કનેક્ટ કરવું ઘણીવાર જરૂરી બને છે. હીટિંગ સિસ્ટમ્સમાં, ઠંડા અને ગરમ પાણીનો પુરવઠો, સ્ટીલ, પ્લાસ્ટિક અને પિત્તળ સાથેના તાંબાના સંયોજનો કાટ પ્રક્રિયાઓની ઘટનાના દૃષ્ટિકોણથી સલામત છે. પરંતુ ગેલ્વેનાઈઝ્ડ સ્ટીલ સાથે કોપરનો સંપર્ક ગેલ્વેનાઈઝ્ડ પાઈપો માટે જોખમી છે અને ઈલેક્ટ્રોલાઈટીક પ્રક્રિયાઓને કારણે તેમના વિનાશ તરફ દોરી જાય છે. પાઇપલાઇનની નિષ્ફળતાને ટાળવા માટે, તેની મદદથી કનેક્શન બનાવવું જરૂરી છે, અને સ્ટીલથી કોપર તરફ પાણીના પ્રવાહની દિશા સુનિશ્ચિત કરવી જરૂરી છે.
કામ શરૂ કરતા પહેલા, હીટિંગ સિસ્ટમમાં કોપર પાઇપ ઇન્સ્ટોલ કરવા અથવા ગરમ અથવા ઠંડા પાણીની સપ્લાય કરવા માટે એક સાધન તૈયાર કરવું જરૂરી છે.આ કરવા માટે, તમારે જરૂર પડશે: પાઇપ કટર અથવા મેટલ માટે હેક્સો, ફાઇલ અથવા સ્ક્રેપર, જટિલ રૂપરેખાંકનના વિભાગોની હાજરીમાં - પાઇપ બેન્ડર, ગેસ બર્નર અથવા હોટ એર ગન.
કોપર પાઇપિંગ જાતે કરો પૂર્વ-ગણતરી લંબાઈના વિભાગો સાથે શરૂ થાય છે. પછી પાઇપના બાહ્ય અને આંતરિક ભાગોને ડીબરર કરવું જરૂરી છે, જો જરૂરી હોય તો, કટને સંરેખિત કરો. પાઈપ બેન્ડરનો ઉપયોગ પાઈપને સપાટ થવાથી અને ક્રિઝની રચનાને અટકાવશે, જે આ સ્થળોએ પાઇપલાઇનની કામગીરીમાં ઘટાડો લાવી શકે છે.
જો પાઇપનો વ્યાસ 15 મીમીથી વધુ ન હોય, તો તેમની બેન્ડિંગ ત્રિજ્યા ઓછામાં ઓછી 3.5 વ્યાસ હોવી જોઈએ, અને જો 15 મીમીથી વધુ હોય, તો ચાર વ્યાસ. જ્યારે હાથ વડે વળાંક આવે છે, ત્યારે ઉચ્ચ-ગુણવત્તાવાળા વળાંક ફક્ત 8 વ્યાસની ત્રિજ્યા સાથે મેળવી શકાય છે.
કાટ સામે પ્રતિકાર હોવા છતાં, તાંબાની પાઈપો, ઉત્પાદન તકનીકના ઉલ્લંઘનને કારણે, અયોગ્ય સોલ્ડરિંગ અને ઘર્ષક સમાવિષ્ટો સાથેના ગંભીર પાણીના દૂષણને કારણે, ખૂબ જ જોખમી ખાડાના કાટમાંથી પસાર થઈ શકે છે. જ્યાં ઓક્સાઇડ ફિલ્મનો નાશ થાય છે ત્યાં પાઈપ કોરોડ થાય છે. આ પ્રક્રિયાને ટાળવાનો એક રસ્તો એ છે કે પાણી પુરવઠા અને હીટિંગ પાઇપલાઇન્સ પર ફિલ્ટર્સ ઇન્સ્ટોલ કરવું.
આધુનિક બાંધકામ બજારમાં, તાંબાના પાઈપો, તેમના અનન્ય પ્રદર્શનને કારણે, તેમની ઊંચી કિંમત હોવા છતાં, સ્ટીલ, પ્લાસ્ટિક અને મેટલ-પ્લાસ્ટિક ઉત્પાદનો સાથે તદ્દન સફળતાપૂર્વક સ્પર્ધા કરે છે.
પોલિમર પાઈપોનો ઉપયોગ વધુ અને વધુ વખત કરવામાં આવે છે તે હકીકત સાથે પણ, મેટલ પ્રોડક્ટ્સ હજુ પણ એક મહાન સફળતા છે. એક નિયમ તરીકે, ધાતુ તરીકે તાંબુ, પિત્તળ અને સ્ટીલનો ઉપયોગ થાય છે.કાટ અને ઉચ્ચ તાપમાનના પ્રતિકારની દ્રષ્ટિએ વધુ સારા માટે, તાંબાને અલગ પાડવામાં આવે છે. વાસ્તવમાં, આ લેખમાં કોપર પાઇપના જોડાણની ચર્ચા કરવામાં આવશે.
સામગ્રીની તમામ લાક્ષણિકતાઓને જોતાં, કોપર પાઈપો તેમની ઊંચી કિંમત દ્વારા અલગ પડે છે તે હકીકત હોવા છતાં, તેમનો ઉપયોગ તદ્દન વાજબી છે.
સૌ પ્રથમ, કોપર પાઈપોને કનેક્ટ કરતા પહેલા, સોલ્ડરિંગ દ્વારા અથવા અન્યથા તેમને કેવી રીતે કનેક્ટ કરવું તે નક્કી કરવું યોગ્ય છે.
ફિટિંગ સાથે પાઇપલાઇન એસેમ્બલ
ફિટિંગ સાથે કોપર પાઈપોનું જોડાણ ફક્ત નિરીક્ષણ માટે સુલભ સ્થળોએ જ હાથ ધરવામાં આવે છે. આ નિયમ એ હકીકતને કારણે છે કે કનેક્શન સંપૂર્ણપણે સીલ થયેલ નથી અને સમય જતાં લીક થઈ શકે છે.
થ્રેડેડ કનેક્શનનો ફાયદો એ છે કે, જો જરૂરી હોય તો, વધારાના પ્રયત્નો વિના સમારકામ કરી શકાય છે, કારણ કે પરિણામી જોડાણ અલગ કરી શકાય તેવું છે.
સાધનો અને સામગ્રી
પાઇપલાઇનને એસેમ્બલ કરવા માટે, તમારે નીચેની સામગ્રી અને સાધનોની જરૂર પડશે:
- યોગ્ય વ્યાસના કોપર પાઈપો;
- ક્રિમ્પ અથવા પ્રેસ ફિટિંગને કનેક્ટ કરવું;

પાઇપિંગ એસેમ્બલી માટે ખાસ ઉપકરણો
ફિટિંગના પ્રકારો અને સંખ્યા પાઇપલાઇન યોજના અનુસાર પસંદ કરવામાં આવે છે.
- પાઇપ કટર અથવા હેક્સો;
- કોપર પાઈપો માટે પાઇપ બેન્ડર. ઉપકરણનો ઉપયોગ ઓછા જોડાણો સાથે પાઇપલાઇન ગોઠવવા માટે થાય છે, જે સિસ્ટમની મજબૂતાઈમાં વધારો કરે છે;
- કાપ્યા પછી પાઈપોની પ્રક્રિયા કરવા માટેની ફાઇલ (જોડાતા પહેલા). વધુમાં, તમે દંડ સેન્ડપેપરનો ઉપયોગ કરી શકો છો;
- સીલિંગ થ્રેડો માટે FUM-ટેપ. FUM ટેપ ઉપરાંત, તમે લિનન થ્રેડ, ટેંગિત યુનિલોક થ્રેડ અથવા અન્ય કોઈપણ સીલિંગ સામગ્રીનો પણ ઉપયોગ કરી શકો છો;
- રેન્ચ
એસેમ્બલી સૂચનાઓ
ફિટિંગનો ઉપયોગ કરીને કોપર પાઇપલાઇનની એસેમ્બલી જાતે કરો નીચેની રીતે કરવામાં આવે છે:
- પાઇપલાઇન માટે પાઈપો કાપવી. દરેક પાઇપની લંબાઈ સિસ્ટમના વિકાસ દરમિયાન દોરવામાં આવેલી યોજનાનું સંપૂર્ણપણે પાલન કરતી હોવી જોઈએ;
- ઇન્સ્યુલેટીંગ સ્તરને દૂર કરવું. જો ઇન્સ્યુલેશન સાથેના પાઈપોનો ઉપયોગ કોઈપણ હેતુ માટે સજ્જ પાઇપલાઇન સિસ્ટમ માટે કરવામાં આવે છે, તો પછી મજબૂત જોડાણ માટે ઇન્સ્યુલેશન સ્તર દૂર કરવામાં આવે છે. આ કરવા માટે, ઇચ્છિત વિભાગને છરીથી કાપવામાં આવે છે અને પાઇપ સાફ કરવામાં આવે છે;
- જ્યાં સુધી સરળ સપાટી ન મળે ત્યાં સુધી કટ એજને ફાઇલ, સેન્ડપેપર વડે પ્રક્રિયા કરવામાં આવે છે. જો પાઈપના અંતમાં બર, ખાડા અથવા અન્ય અનિયમિતતા રહે છે, તો જોડાણ ઓછું હવાચુસ્ત બનશે;

ફિટિંગ સાથે જોડતા પહેલા પાઇપને છીનવી લેવું
- જો જરૂરી હોય તો, પાઈપો વળેલી છે;
- યુનિયન અખરોટ અને કમ્પ્રેશન રિંગ તૈયાર પાઇપ પર મૂકવામાં આવે છે;

જોડાણ માટે ફિટિંગ તત્વોની સ્થાપના
- પાઇપ ફિટિંગ સાથે જોડાયેલ છે. શરૂઆતમાં, કડક હાથ દ્વારા કરવામાં આવે છે, અને પછી રેન્ચ સાથે. કડક કરતી વખતે, ફેર્યુલ કનેક્શનને સંપૂર્ણપણે સીલ કરે છે, વધારાના સીલંટની જરૂરિયાતને દૂર કરે છે. જો કે, જ્યારે તાંબાની પાઈપને પાઈપ સાથે જોડતી વખતે અથવા અલગ સામગ્રીથી બનેલી ફિટિંગ, FUM ટેપ સાથે વધારાની સીલિંગ જરૂરી છે.
ફિટિંગ ફિક્સેશન
થ્રેડોને વધુ કડક ન કરવું તે મહત્વનું છે, કારણ કે નરમ કોપર સરળતાથી વિકૃત થઈ જાય છે.



