- શિખાઉ માણસ વેલ્ડર તરીકે કેવી રીતે પ્રારંભ કરવું
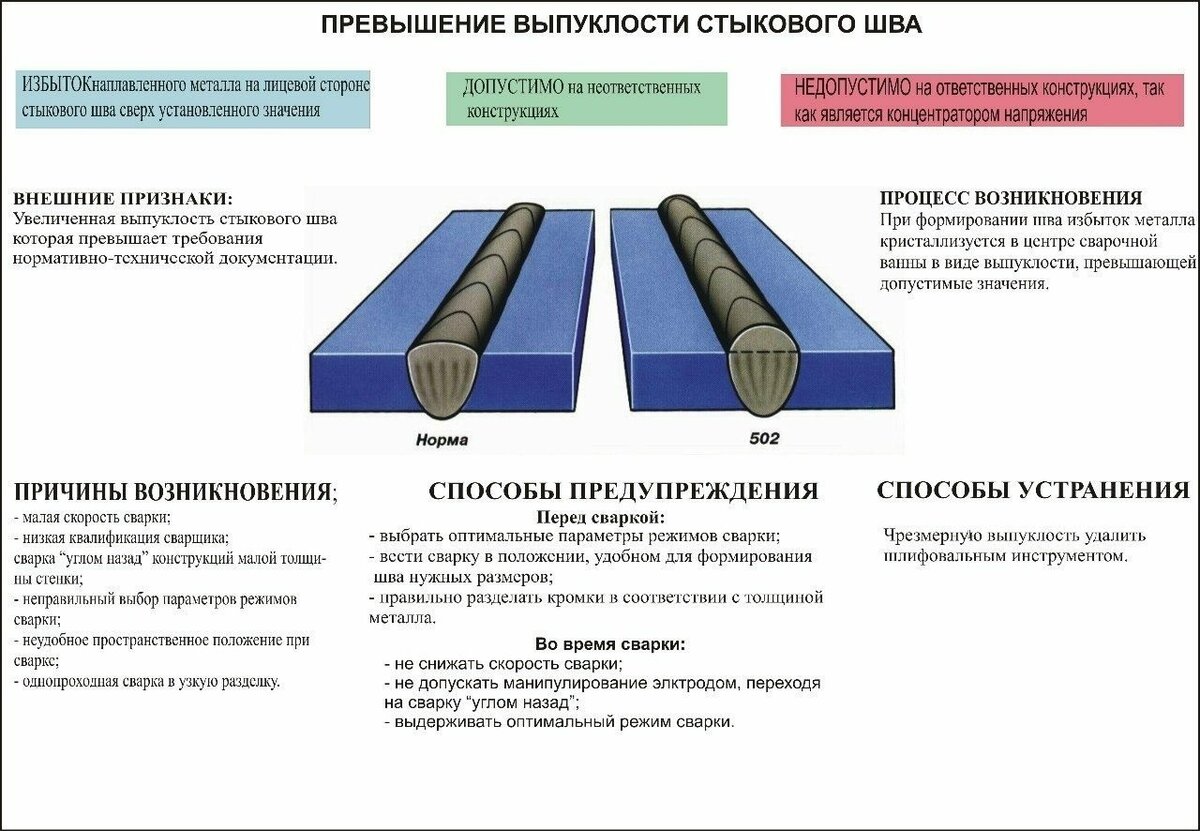
- વેલ્ડીંગ સાંધા અને સીમમાં સંભવિત ખામી
- ઇલેક્ટ્રિક વેલ્ડીંગ ટેકનોલોજી
- ચાપ કેવી રીતે પ્રકાશિત કરવી
- વેલ્ડીંગ ઝડપ
- વેલ્ડીંગ પદ્ધતિઓ
- ટીપ છ
- ઘરે વેલ્ડીંગ માટે તમારે શું જોઈએ છે?
- તમારી પાસે બીજું શું હોવું જોઈએ
- વેલ્ડીંગ તત્વો
- ઇલેક્ટ્રિક વેલ્ડીંગની મૂળભૂત બાબતો
- ઇલેક્ટ્રિક વેલ્ડીંગના પ્રકાર
- વેલ્ડીંગ ટેકનોલોજી
- ઇન્વર્ટર સાથે વેલ્ડીંગ માટે પગલા-દર-પગલાની સૂચનાઓ
- સાધનો અને સાધનો
- સાધનોના પ્રકારો
- સાધનો અને સાધનો
- વેલ્ડીંગ ટેકનોલોજી
શિખાઉ માણસ વેલ્ડર તરીકે કેવી રીતે પ્રારંભ કરવું
અહીં છેલ્લે તમારી સામે વેલ્ડિંગ ઇન્વર્ટર, વેલ્ડરનો માસ્ક અને ઇલેક્ટ્રોડ્સ છે. અનુભવી વેલ્ડરને આ બધું જ જરૂરી નથી, પરંતુ શરૂઆત કરવા માટે એક શિખાઉ માણસ પૂરતો છે. ઇલેક્ટ્રિક વેલ્ડીંગ સાથે રસોઇ શીખો.
સૌ પ્રથમ, તમારે ઇન્વર્ટર સાથે બે કેબલ કનેક્ટ કરવાની જરૂર પડશે. એક કેબલ ઇલેક્ટ્રોડ ધારક સાથે, અને બીજી ગ્રાઉન્ડ ટર્મિનલ સાથે
કયા કેબલને ઇન્વર્ટરના પ્લસ અથવા માઈનસ સાથે કનેક્ટ કરવું વધુ સારું છે તે હજી એટલું મહત્વનું નથી. તમે પ્રત્યક્ષ અને વિપરીત ધ્રુવીયતા વિશે વધુ જાણી શકો છો, ધીમે ધીમે વેલ્ડીંગની મૂળભૂત બાબતો શીખી શકો છો
તેથી, હિંમતભેર, અમે ઇલેક્ટ્રોડ ધારકને ઇન્વર્ટરના પ્લસ સાથે જોડીએ છીએ, અને ગ્રાઉન્ડ સાથેના ક્લેમ્પને નકારાત્મક કનેક્ટર સાથે જોડીએ છીએ, ધારકમાં ઇલેક્ટ્રોડ દાખલ કરીએ છીએ અને રાંધવાનો પ્રયાસ કરીએ છીએ. આ કિસ્સામાં, ઇલેક્ટ્રોડને સળગાવતા પહેલા, ઇન્વર્ટર પર વેલ્ડીંગ વર્તમાનને યોગ્ય રીતે ગોઠવો.ફક્ત ઇલેક્ટ્રોડ્સ અને વેલ્ડીંગ વર્તમાનના પરિમાણો સાથે કોષ્ટકનો ઉપયોગ કરો (ઉપર જુઓ), અને પછી સૌથી યોગ્ય મૂલ્ય પસંદ કરો.
તેથી, પ્રથમ તમારે ચાપ કેવી રીતે પ્રગટાવવી તે શીખવાની જરૂર છે. આ મેટલ પર ઇલેક્ટ્રોડને હળવા ટેપ કરીને અથવા મેટલ પર તેની ટોચને સહેજ ખસેડીને કરવામાં આવે છે. નવા નિશાળીયા માટે, બીજા વિકલ્પનો ઉપયોગ કરવાનું વધુ સારું છે.
મેટલમાં ઇલેક્ટ્રોડને ખૂબ સખત વળગી રહેવું જરૂરી નથી, કારણ કે તે ચોક્કસપણે સપાટી પર વળગી રહેશે. જલદી વેલ્ડીંગ આર્ક લાઇટ થાય છે, તમારે તેને સતત સળગતી રાખવાની જરૂર છે જ્યારે વેલ્ડીંગ ચાલુ હોય. આ કિસ્સામાં, ઇલેક્ટ્રોડ અને મેટલ સપાટી વચ્ચેનું અંતર લગભગ 2-3 મીમી (ટૂંકા આર્ક) હોવું જોઈએ.
જો તમારા માટે બધું કામ કરે છે અને ચાપ બળી જાય છે, તો તમે વર્કપીસને વેલ્ડ કરવાનો પ્રયાસ કરી શકો છો. આ કરવા માટે, ઇલેક્ટ્રોડને બાજુ પર ટિલ્ટ કરો અને તેને 40-60 ડિગ્રીના ખૂણા પર પકડી રાખો. ધીમેધીમે ઇલેક્ટ્રોડને સંયુક્ત સાથે બાજુથી બાજુ તરફ ખસેડવાનું શરૂ કરો. તમે ઇલેક્ટ્રોડને વિવિધ રીતે દોરી શકો છો, પરંતુ એક જ સમયે બધું જ માસ્ટર કરવું અશક્ય છે.
વેલ્ડીંગ સાંધા અને સીમમાં સંભવિત ખામી
ઇલેક્ટ્રીક વેલ્ડીંગ એ એક જટિલ પ્રક્રિયા છે અને હંમેશા બધું જ સરળતાથી ચાલતું નથી.
કામમાં ભૂલોના પરિણામે, સીમ અને સાંધામાં વિવિધ ખામીઓ હોઈ શકે છે, જેમાં નીચેનાનો સમાવેશ થાય છે:
- ક્રેટર્સ. વેલ્ડ મણકામાં નાના ઇન્ડેન્ટેશન. આર્ક બ્રેક અથવા સીમના અંતિમ ટુકડાના અમલમાં ભૂલના પરિણામે દેખાઈ શકે છે.
- છિદ્રો. કાટ, તેલ વગેરે સાથેના ભાગોની કિનારીઓ દૂષિત થવાના પરિણામે વેલ્ડિંગ સીમ છિદ્રાળુ બને છે. વધુમાં, જ્યારે સીમ ખૂબ ઝડપથી ઠંડુ થાય છે, વેલ્ડિંગની ઊંચી ઝડપે અને ભીના ઇલેક્ટ્રોડ્સ સાથે કામ કરતી વખતે છિદ્રાળુતા દેખાઈ શકે છે.
- અન્ડરકટ્સ. તેઓ સીમ મણકાની બંને બાજુઓ પર નાના ઇન્ડેન્ટેશન જેવા દેખાય છે.જ્યારે ખૂણાના સાંધાને વેલ્ડિંગ કરતી વખતે ઇલેક્ટ્રોડ્સ ઊભી દિવાલની દિશામાં વિસ્થાપિત થાય છે ત્યારે તેઓ દેખાય છે. વધુમાં, લાંબા આર્ક સાથે કામ કરતી વખતે અથવા જો વેલ્ડીંગ વર્તમાન મૂલ્યો ખૂબ ઊંચા હોય ત્યારે અન્ડરકટ્સ રચાય છે.
- સ્લેગ સમાવેશ. વેલ્ડીંગ મણકાની અંદર સ્લેગના ટુકડાઓ છે. જો કિનારીઓ ગંદા હોય, વેલ્ડીંગની ઝડપ વધારે હોય અથવા વેલ્ડીંગ કરંટ ખૂબ ઓછો હોય તો આવું થઈ શકે છે.
આ સૌથી સામાન્ય વેલ્ડ ખામીઓ છે, પરંતુ અન્ય હોઈ શકે છે.
ઇલેક્ટ્રિક વેલ્ડીંગ ટેકનોલોજી
ઇલેક્ટ્રિક વેલ્ડીંગ એ એક પ્રક્રિયા છે જે ધાતુના ગલનથી ઉપર, ઊંચા તાપમાનના પ્રભાવ હેઠળ થાય છે. વેલ્ડીંગના પરિણામે, ધાતુની સપાટી પર કહેવાતા વેલ્ડ પૂલની રચના થાય છે, જે પીગળેલા ઇલેક્ટ્રોડથી ભરેલી હોય છે, આમ વેલ્ડીંગ સીમ બનાવે છે.
તેથી, ઇલેક્ટ્રિક વેલ્ડીંગના અમલીકરણ માટેની મુખ્ય શરતો એ છે કે ઇલેક્ટ્રોડ આર્કને સળગાવવું, વેલ્ડિંગ કરવા માટેના વર્કપીસ પર મેટલને ઓગળવું અને તેની સાથે વેલ્ડ પૂલ ભરવા. એવું લાગે છે કે, બધી સરળતામાં, તૈયારી વિનાના વ્યક્તિ માટે આ કરવું ખૂબ મુશ્કેલ છે. પ્રથમ, તમારે એ સમજવાની જરૂર છે કે ઇલેક્ટ્રોડ કેટલી ઝડપથી બળે છે, અને આ તેના વ્યાસ અને વર્તમાન શક્તિ પર આધાર રાખે છે, અને મેટલ વેલ્ડીંગ દરમિયાન સ્લેગને અલગ પાડવામાં પણ સક્ષમ છે.
વધુમાં, વેલ્ડીંગ (બાજુથી બાજુ) દરમિયાન એક સમાન ગતિ અને ઇલેક્ટ્રોડની સાચી હિલચાલ જાળવવી જરૂરી છે, જેથી વેલ્ડ સરળ અને વિશ્વસનીય હોય, ભંગાણના ભારને ટકી શકે.
ચાપ કેવી રીતે પ્રકાશિત કરવી
ઇલેક્ટ્રિક વેલ્ડીંગના વિકાસની શરૂઆત આર્કની યોગ્ય ઇગ્નીશન સાથે હોવી જોઈએ. ધાતુના બિનજરૂરી ટુકડા પર તાલીમ શ્રેષ્ઠ રીતે કરવામાં આવે છે, પરંતુ તે કાટવાળું ન હોવું જોઈએ, કારણ કે આ કાર્યને ગંભીરતાથી જટિલ બનાવશે અને શિખાઉ વેલ્ડરને મૂંઝવણમાં મૂકી શકે છે.
ચાપ શરૂ કરવાની બે સરળ રીતો છે:
- વર્કપીસની સપાટી પર ઇલેક્ટ્રોડને ઝડપથી સ્પર્શ કરીને અને પછી તેને 2-3 મીમીના અંતર સુધી ખેંચીને. જો તમે ઉપરની ધાતુમાંથી ઇલેક્ટ્રોડ ઉપાડો છો, તો ચાપ અદૃશ્ય થઈ શકે છે અથવા ખૂબ અસ્થિર બની શકે છે;
- વેલ્ડિંગ કરવા માટે વર્કપીસની સપાટી પર ઇલેક્ટ્રોડને પ્રહાર કરો, જેમ કે તમે મેચ લાઇટ કરી રહ્યાં છો. ઇલેક્ટ્રોડની ટોચ સાથે મેટલને સ્પર્શ કરવો જરૂરી છે, અને જ્યાં સુધી ચાપ સળગી ન જાય ત્યાં સુધી તેને સપાટી પર (વેલ્ડીંગ સાઇટ તરફ) 2-3 સેમી દોરો.
આર્ક ઇગ્નીશનની બીજી પદ્ધતિ પ્રારંભિક ઇલેક્ટ્રિક વેલ્ડર્સ માટે શ્રેષ્ઠ અનુકૂળ છે, કારણ કે તે સૌથી સરળ છે. ઉપરાંત, મેટલ પર ટૂંકા ગાળાના માર્ગદર્શન ઇલેક્ટ્રોડને ગરમ કરે છે, અને પછી તેની સાથે રાંધવાનું ખૂબ સરળ બને છે.


ચાપના ઇગ્નીશન પછી, તેને વર્કપીસની સપાટીની શક્ય તેટલી નજીક, 0.5 સે.મી.થી વધુના અંતરે રાખવું જોઈએ. વધુમાં, આ અંતર લગભગ દરેક સમયે સમાન રાખવું જોઈએ, અન્યથા વેલ્ડ નીચ અને અસમાન બનો.
વેલ્ડીંગ ઝડપ
ઇલેક્ટ્રોડની ઝડપ વેલ્ડિંગ કરવામાં આવતી ધાતુની જાડાઈ પર આધારિત છે. તદનુસાર, તે જેટલું પાતળું છે, વેલ્ડીંગની ઝડપ જેટલી ઝડપી છે, અને ઊલટું. આનો અનુભવ સમય સાથે આવશે, જ્યારે તમે ચાપ કેવી રીતે પ્રગટાવવી તે શીખો અને વધુ કે ઓછું રાંધવાનું શરૂ કરો. નીચેના ચિત્રો દૃષ્ટાંતરૂપ ઉદાહરણો દર્શાવે છે જેના દ્વારા તમે સમજી શકો છો કે વેલ્ડીંગ કઈ ઝડપે હાથ ધરવામાં આવ્યું હતું.
જો ધીમે ધીમે, પછી વેલ્ડીંગ સીમ જાડા હોય છે, અને તેની કિનારીઓ મજબૂત રીતે ઓગળી જાય છે. જો, તેનાથી વિપરીત, ઇલેક્ટ્રોડ ખૂબ ઝડપથી ચલાવવામાં આવે છે, તો પછી સીમ નબળી અને પાતળી છે, તેમજ અસમાન છે. યોગ્ય વેલ્ડીંગ ઝડપે, મેટલ સંપૂર્ણપણે વેલ્ડ પૂલને ભરે છે.
વધુમાં, વેલ્ડીંગની પ્રેક્ટિસ કરતી વખતે, તમારે મેટલ સપાટીના સંબંધમાં ઇલેક્ટ્રોડના સાચા કોણનું નિરીક્ષણ કરવાની જરૂર છે.કોણ આશરે 70 ડિગ્રી હોવું જોઈએ અને જો જરૂરી હોય તો બદલી શકાય છે. વેલ્ડની રચના દરમિયાન, ઇલેક્ટ્રોડની હિલચાલ રેખાંશ, અનુવાદાત્મક અને ઓસીલેટરી હોઈ શકે છે, બાજુથી બાજુ તરફ.
આ દરેક ઇલેક્ટ્રોડ અગ્રણી તકનીકો તમને ઇચ્છિત સીમ પ્રાપ્ત કરવા, તેની પહોળાઈ ઘટાડવા અથવા વધારવા અને કેટલાક અન્ય પરિમાણોને બદલવાની મંજૂરી આપે છે.
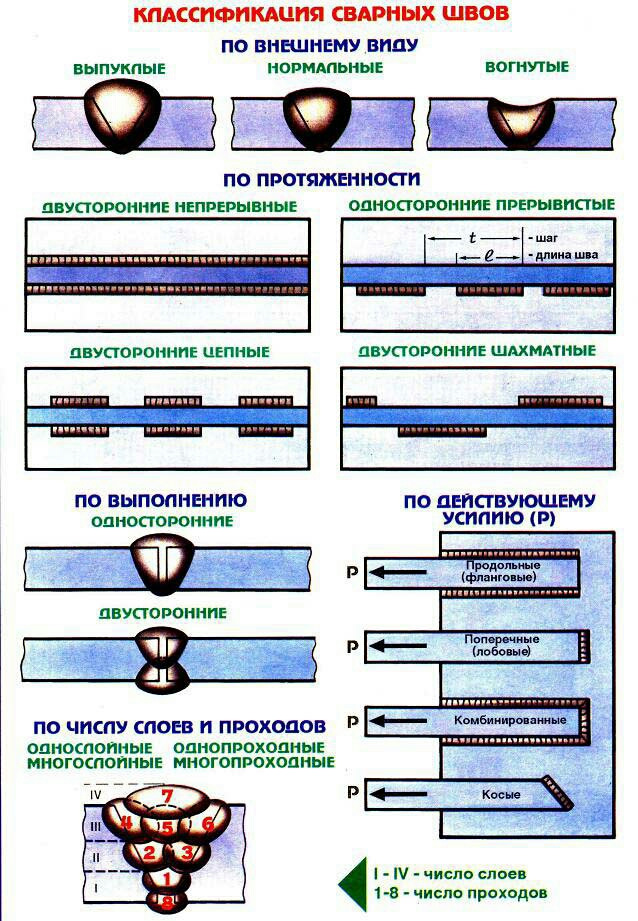
વેલ્ડીંગ પદ્ધતિઓ
આ ક્ષણે, વેલ્ડીંગ માટે ઘણી પદ્ધતિઓનો ઉપયોગ થાય છે. તેઓ વિવિધ માપદંડો અનુસાર વિભાજિત કરવામાં આવે છે. આ માહિતી શિખાઉ માણસ માટે ઉપયોગી થશે, તેથી તમારે તેને ચોક્કસપણે વાંચવી જોઈએ.
હીટિંગ પર આધાર રાખીને, ઉત્પાદનની કિનારીઓ સંપૂર્ણપણે ઓગળી શકે છે અથવા પ્લાસ્ટિકની સ્થિતિમાં હોઈ શકે છે. પ્રથમ પદ્ધતિમાં જોડાવા માટેના ભાગો પર ચોક્કસ દળો લાગુ કરવાની પણ જરૂર છે - દબાણ વેલ્ડીંગ.
બીજામાં, જોડાણ વેલ્ડ પૂલની રચનાના પરિણામે રચાય છે, જેમાં પીગળેલી ધાતુ અને ઇલેક્ટ્રોડ હોય છે.
અન્ય વેલ્ડીંગ પદ્ધતિઓ છે જેમાં ઉત્પાદન બિલકુલ ગરમ થતું નથી - કોલ્ડ વેલ્ડીંગ, અથવા પ્લાસ્ટિકની સ્થિતિમાં લાવવામાં આવતું નથી - અલ્ટ્રાસાઉન્ડનો ઉપયોગ કરીને જોડાણ.
વેલ્ડીંગની પદ્ધતિઓ અને પ્રકારો.
વેલ્ડીંગના અન્ય પ્રકારો નીચે સૂચિબદ્ધ છે:
- લુહાર.
આ પદ્ધતિમાં, જોડાવાના ઉત્પાદનોના છેડાને ભઠ્ઠીમાં ગરમ કરવામાં આવે છે અને પછી બનાવટી બનાવવામાં આવે છે. આ પદ્ધતિ સૌથી પ્રાચીન છે અને હાલમાં તેનો વ્યવહારીક ઉપયોગ થતો નથી. - ગેસ પ્રેસ.
ઉત્પાદનોની કિનારીઓ ઓક્સિજન-એસિટિલીન જનજાતિ દ્વારા સમગ્ર પ્લેન પર ગરમ કરવામાં આવે છે અને પ્લાસ્ટિકની સ્થિતિમાં લાવવામાં આવે છે, ત્યારબાદ તેઓ કમ્પ્રેશનને આધિન હોય છે.આ પદ્ધતિ અત્યંત કાર્યક્ષમ અને ઉત્પાદક છે. તેનો ઉપયોગ ગેસ પાઇપલાઇન, રેલ્વે, મિકેનિકલ એન્જિનિયરિંગના નિર્માણમાં થાય છે. - સંપર્ક કરો.
ભાગો વેલ્ડીંગ સાધનોના વિદ્યુત સર્કિટમાં શામેલ છે અને તેમાંથી વર્તમાન પસાર થાય છે. ભાગોના સંપર્ક બિંદુ પર શોર્ટ સર્કિટ થાય છે, જેના પરિણામે જંકશન પર મોટી માત્રામાં ગરમી બહાર આવે છે. તે મેટલને ઓગળવા અને કનેક્ટ કરવા માટે પૂરતું છે. - બટ્ટ, સ્પોટ અને સીમ - ઉત્પાદનને જોડવાની સંપર્ક પદ્ધતિની જાતો.
- રોલર.
તેનો ઉપયોગ શીટ સ્ટ્રક્ચર્સના જોડાણમાં થાય છે જેને ઉચ્ચ-ગુણવત્તાવાળી અને વિશ્વસનીય સીમની જરૂર હોય છે. - થર્માઈટ.
થર્માઈટ, આયર્ન સ્કેલ પાવડર અને શુદ્ધ એલ્યુમિનિયમના મિશ્રણને બાળીને ધાતુને એકસાથે રાખવામાં આવે છે. - પરમાણુ પાણી.
ઉત્પાદનની કિનારીઓ બે ટંગસ્ટન ઇલેક્ટ્રોડ વચ્ચેના આર્ક બર્નિંગની ક્રિયા દ્વારા ઓગળી જાય છે. ઇલેક્ટ્રોડ ખાસ ધારકો સાથે જોડાયેલા છે જેના દ્વારા હાઇડ્રોજન પૂરો પાડવામાં આવે છે. પરિણામે, વેલ્ડ પૂલની ચાપ અને પ્રવાહી ધાતુને ઓક્સિજન અને નાઇટ્રોજન જેવા વાતાવરણીય વાયુઓની હાનિકારક અસરોથી હાઇડ્રોજન દ્વારા સુરક્ષિત કરવામાં આવે છે. - ગેસ.
પદ્ધતિનો સાર એ છે કે ભાગોને ગરમ કરવા અને ઓગળવા માટે જ્યોતનો ઉપયોગ કરવો. ઓક્સિજન વાતાવરણમાં જ્વલનશીલ ગેસને બાળીને જ્યોત મેળવવામાં આવે છે. ગેસ-ઓક્સિજન મિશ્રણ ખાસ બર્નર્સનો ઉપયોગ કરીને મેળવવામાં આવે છે.
ગેસ વેલ્ડીંગ પદ્ધતિ ફ્યુઝન વેલ્ડીંગનો સંદર્ભ આપે છે. ઉત્પાદનો વચ્ચેના અંતરો ફિલર વાયરથી ભરવામાં આવે છે. માનવ જીવનના વિવિધ ક્ષેત્રોમાં આ પદ્ધતિનો વ્યાપકપણે ઉપયોગ થાય છે. પાતળી-દિવાલોવાળા ઉત્પાદનો, નોન-ફેરસ ધાતુઓ, કાસ્ટ આયર્નને કનેક્ટ કરતી વખતે મોટેભાગે જોવા મળે છે.
ઇન્વર્ટર ઉપકરણ સાથે કામ કરતી વખતે, ઇલેક્ટ્રોડ્સની ધ્રુવીયતા ઓછી મહત્વની નથી.યોજનાના આધારે, ભાગની ગરમીની તીવ્રતા બદલાય છે, જે તમને વિવિધ વેલ્ડીંગ પરિસ્થિતિઓ બનાવવાની મંજૂરી આપે છે.
ટીપ છ
પીધેલ સમુદ્ર ઘૂંટણ-ઊંડે. આલ્કોહોલના પ્રભાવ હેઠળ ક્યારેય વેલ્ડ ન કરો. વેલ્ડીંગ "ડ્રિન્કિંગ" કરવા કરતાં કામ છોડવું વધુ સારું છે. આ સલાહ યુક્રેન માટે સુસંગત છે. મારે જોવું હતું કે ચોથી કેટેગરીના વેલ્ડરે દારૂના નશામાં વેલ્ડિંગ કર્યા પછી કેવી રીતે લગ્ન કર્યા. બીજે દિવસે તેને પોતાની આંખો પર વિશ્વાસ ન આવ્યો. તેણે ઇનકાર કર્યો કે તે તેનું કામ છે. જો ડિઝાઇન જવાબદાર છે, તો બધું વધુ ખરાબ છે. એક કન્સ્ટ્રક્શન ફર્મમાં, એક વેલ્ડર, જે ઊભી સીમ કરવામાં અસમર્થ હતો, તેને સાઇટ પર મોકલવામાં આવ્યો હતો, જ્યાં તેના કાર્યોમાં બાલ્કનીઓ અને રેલિંગની સ્થાપના અને ઇન્સ્ટોલેશનનો સમાવેશ થતો હતો. હવે કલ્પના કરો કે મોટાભાગે તેણે નશામાં આ કામ કર્યું હતું. માર્ગ દ્વારા, આ ગગનચુંબી ઇમારતો પહેલાથી જ લોકો દ્વારા વસે છે, અને બાંધકામ કંપની લાંબા સમયથી અસ્તિત્વમાં નથી.



ઘરે વેલ્ડીંગ માટે તમારે શું જોઈએ છે?
કાર્ય હાથ ધરવા માટે, તમારે સૌ પ્રથમ, વેલ્ડીંગ મશીનની જરૂર પડશે. તેની અનેક જાતો છે.
ચાલો નક્કી કરીએ કે કયું પસંદ કરવું.
- વેલ્ડીંગ જનરેટર. એક વિશિષ્ટ લક્ષણ એ વિદ્યુત ઉર્જા ઉત્પન્ન કરવાની અને ચાપ બનાવવા માટે તેનો ઉપયોગ કરવાની ક્ષમતા છે. જ્યાં પાવર સ્ત્રોત નથી ત્યાં તે ઉપયોગી થશે. તે પ્રભાવશાળી પરિમાણો ધરાવે છે, તેથી તે વાપરવા માટે ખૂબ અનુકૂળ નથી.
- વેલ્ડીંગ ટ્રાન્સફોર્મર. ઉપકરણ મુખ્યમાંથી પૂરા પાડવામાં આવતા વૈકલ્પિક વોલ્ટેજને અલગ ફ્રીક્વન્સીના વૈકલ્પિક વોલ્ટેજમાં રૂપાંતરિત કરે છે, જે વેલ્ડીંગ માટે જરૂરી છે. ઉપકરણો ચલાવવા માટે સરળ છે, પરંતુ તેમાં નોંધપાત્ર પરિમાણો છે અને સંભવિત પાવર ઉછાળો પર નકારાત્મક પ્રતિક્રિયા આપે છે.
- વેલ્ડીંગ રેક્ટિફાયર.એક ઉપકરણ જે મેઇન્સમાંથી પૂરા પાડવામાં આવતા વોલ્ટેજને સીધા પ્રવાહમાં રૂપાંતરિત કરે છે, જે ઇલેક્ટ્રિક આર્કની રચના માટે જરૂરી છે. કોમ્પેક્ટનેસ અને કામની ઉચ્ચ કાર્યક્ષમતામાં તફાવત.
ઘર વપરાશ માટે, ઇન્વર્ટર પ્રકારનું રેક્ટિફાયર પસંદ કરવામાં આવે છે. તેઓ સામાન્ય રીતે ઇન્વર્ટર તરીકે ઓળખાય છે. સાધનસામગ્રી ખૂબ જ કોમ્પેક્ટ છે. કામ કરતી વખતે, તે ખભા પર લટકાવવામાં આવે છે. ઉપકરણના સંચાલનનો સિદ્ધાંત એકદમ સરળ છે.
તે ઉચ્ચ આવર્તન પ્રવાહને સીધા પ્રવાહમાં રૂપાંતરિત કરે છે. આ પ્રકારના વર્તમાન સાથે કામ કરવાથી ઉચ્ચતમ ગુણવત્તાયુક્ત વેલ્ડ મળે છે.
વેલ્ડીંગ જનરેટર નેટવર્કની ગેરહાજરીમાં કામ કરી શકે છે. તે જાતે જ વીજળી ઉત્પન્ન કરે છે. સિસ્ટમ ખૂબ જ વિશાળ છે, તેની સાથે કામ કરવું ખૂબ મુશ્કેલ છે.
ઇન્વર્ટર આર્થિક છે, તેઓ ઘરેલુ નેટવર્કથી કામ કરે છે. વધુમાં, શિખાઉ માણસ માટે તેમની સાથે કામ કરવું વધુ સારું છે. તેઓ ચલાવવા માટે અત્યંત સરળ છે અને સ્થિર ચાપ પ્રદાન કરે છે.
ઇન્વર્ટરના ગેરફાયદામાં અન્ય ઉપકરણો કરતાં ઊંચી કિંમત, ધૂળ પ્રત્યે સંવેદનશીલતા, ભેજ અને પાવર સર્જેસનો સમાવેશ થાય છે.
હોમ વેલ્ડીંગ માટે ઇન્વર્ટર પસંદ કરતી વખતે, વેલ્ડીંગ વર્તમાન મૂલ્યોની શ્રેણી પર ધ્યાન આપો. ન્યૂનતમ મૂલ્ય - 160-200 A
વધારાના સાધનોની સુવિધાઓ શિખાઉ માટે કામ સરળ બનાવી શકે છે.
આ સુખદ "બોનસ" માંથી તે નોંધવું યોગ્ય છે:
- હોટ સ્ટાર્ટ - જેનો અર્થ થાય છે વેલ્ડીંગ ચાપ સળગાવવાની ક્ષણે સપ્લાય કરવામાં આવતા પ્રારંભિક પ્રવાહમાં વધારો. આનો આભાર, આર્ક સક્રિય કરવા માટે ખૂબ સરળ છે.
- એન્ટિ-સ્ટીક - જો ઇલેક્ટ્રોડ સ્ટીક અટવાઇ જાય તો વેલ્ડીંગ વર્તમાનને આપમેળે ઘટાડે છે. આ તેને ઉતારવાનું સરળ બનાવે છે.
- આર્ક ફોર્સ - જો ઇલેક્ટ્રોડને વર્કપીસ પર ખૂબ ઝડપથી લાવવામાં આવે તો વેલ્ડીંગ વર્તમાનમાં વધારો કરે છે. આ કિસ્સામાં, ચોંટવાનું થતું નથી.
કોઈપણ પ્રકારની વેલ્ડીંગ મશીન ઉપરાંત, ઇલેક્ટ્રોડ્સની જરૂર પડશે. તેમની બ્રાન્ડને વિશિષ્ટ કોષ્ટક અનુસાર શ્રેષ્ઠ રીતે પસંદ કરવામાં આવે છે, જે વેલ્ડિંગ કરવામાં આવતી સામગ્રીનો પ્રકાર સૂચવે છે.
તમારે વેલ્ડીંગ માસ્કની પણ જરૂર પડશે. શ્રેષ્ઠ વસ્તુ તે છે જે માથા પર પહેરવામાં આવે છે. તમે તમારા હાથમાં પકડવા માંગો છો તે મોડેલો અત્યંત અસ્વસ્થતા છે.
માત્ર રક્ષણાત્મક પોશાકમાં વેલ્ડીંગ સાથે કામ કરવું જરૂરી છે. એક ખાસ માસ્ક તમારી આંખોને અલ્ટ્રાવાયોલેટ કિરણોત્સર્ગ અને સ્પ્લેશથી સુરક્ષિત કરશે, ચુસ્ત પોશાક અને કેનવાસ ગ્લોવ્સ બર્ન્સને અટકાવશે
માસ્ક એક સરળ ટીન્ટેડ ગ્લાસ અથવા કહેવાતા "કાચંડો" હોઈ શકે છે. પછીનો વિકલ્પ પ્રાધાન્યક્ષમ છે, કારણ કે જ્યારે ચાપ દેખાય છે, ત્યારે કાચ આપમેળે અંધારું થઈ જાય છે.
ફક્ત ખાસ કપડાંમાં જ કામ કરવું જરૂરી છે જે સ્પ્લેશ અને અલ્ટ્રાવાયોલેટ કિરણોત્સર્ગ સામે રક્ષણ આપે છે. તે જાડા કપાસના ઓવરઓલ્સ, બૂટ અથવા ઉચ્ચ બૂટ, કેનવાસ અથવા રબરવાળા મોજા હોઈ શકે છે.
તમારી પાસે બીજું શું હોવું જોઈએ
ઇલેક્ટ્રોડ્સ વિના વેલ્ડીંગ મશીન એ સંપૂર્ણપણે નકામું એકમ છે. ઇલેક્ટ્રોડ્સ ઉપભોજ્ય છે, તે પણ અલગ છે: ઉપભોજ્ય અને બિન-ઉપભોજ્ય, ધાતુ (સ્ટીલ, તાંબુ અને અન્ય ધાતુઓથી બનેલા) અને બિન-ધાતુ, વાયર અથવા સખત સળિયાના સ્વરૂપમાં, વિવિધ રક્ષણાત્મક કોટિંગ્સ સાથે, વગેરે.
જેઓ આશ્ચર્ય પામ્યા છે કે ઇલેક્ટ્રોડ્સ સાથે યોગ્ય રીતે કેવી રીતે વેલ્ડ કરવું, 3 મીમી અથવા 4 મીમી જાડા સ્ટીલના સાર્વત્રિક સળિયાથી પ્રારંભ કરવું શ્રેષ્ઠ છે. વ્યાસ પેકેજ પર દર્શાવેલ છે, યોગ્ય પસંદ કરવાનું મુશ્કેલ રહેશે નહીં. તેમની સાથે કામમાં નિપુણતા પ્રાપ્ત કર્યા પછી, અન્ય પ્રકારો પર સ્વિચ કરવાનું શક્ય બનશે, પરંતુ રોજિંદા જીવનમાં તેમની માંગ થવાની સંભાવના નથી.
ઇન્વર્ટર માટે ઇલેક્ટ્રોડ્સ
વેલ્ડીંગ માટે ઉપભોજ્ય વસ્તુઓ ઉપરાંત, તમારે ચોક્કસપણે વેલ્ડરના માસ્કની જરૂર પડશે.તેના વિના કામ કરવું એકદમ અશક્ય છે, અન્યથા તમે આંખોના કોર્નિયાને ઝડપથી બર્ન કરી શકો છો અને અન્ય ઘણી દ્રષ્ટિની સમસ્યાઓ મેળવી શકો છો. કાચંડો કાચ સાથેના માસ્ક શ્રેષ્ઠ છે. અથવા તેના બદલે, સ્વયંસંચાલિત પ્રકાશ ફિલ્ટર સાથે જે પ્રકાશમાં થતા ફેરફારો પર પ્રતિક્રિયા આપે છે અને આંખોને હાનિકારક કિરણોત્સર્ગથી સુરક્ષિત કરે છે.



તે યોગ્ય કપડાં, પગરખાં અને ગ્લોવ્સ મેળવવાની પણ સલાહ આપવામાં આવે છે જે સ્પાર્કથી બળી ન જાય અને તે કિસ્સામાં, ઇલેક્ટ્રિક શોક સામે રક્ષણ આપી શકે.
ટૂલ્સમાંથી તમારે સીમમાંથી સ્કેલને પછાડવા માટે હથોડીની જરૂર પડશે, તેમજ તમામ પ્રકારના વાઇસ, ક્લેમ્પ્સ અને ચુંબકીય ખૂણાઓ, જેની મદદથી તમે ઇચ્છિત સ્થિતિમાં વેલ્ડિંગ કરવા માટેના ભાગોને ઠીક કરી શકો છો.
શિખાઉ માણસ વેલ્ડર માટે ન્યૂનતમ સેટ
વેલ્ડીંગ તત્વો
વેલ્ડીંગ પ્રક્રિયાની મૂળભૂત બાબતોમાં આત્મવિશ્વાસપૂર્વક નિપુણતા પ્રાપ્ત કર્યા પછી, તમે તત્વોને એક જ માળખામાં કનેક્ટ કરવા માટે આગળ વધી શકો છો. અને અહીં પણ, આવી અસર માટે ધાતુની પ્રતિક્રિયા સાથે સંકળાયેલ સૂક્ષ્મતા છે.
સૌ પ્રથમ, તમારે સીમની લંબાઈનું યોગ્ય રીતે મૂલ્યાંકન કરવાની જરૂર છે અને ખાતરી કરો કે તે સાંધામાં જોડાવા માટેના ભાગોને ખેંચે નહીં. આ કરવા માટે, તેમને ક્લેમ્પ્સ અથવા અન્ય પદ્ધતિઓની મદદથી આપેલ સ્થિતિમાં નિશ્ચિત કરવું આવશ્યક છે. અને ફિક્સેશનને ઠીક કરવા માટે, તેઓ તેને ઘણી જગ્યાએ ટ્રાંસવર્સ સીમ સાથે પકડે છે. અને તે પછી જ તેઓ સ્કેલ્ડ કરે છે.
વેલ્ડીંગનો ક્રમ સંયુક્તની લંબાઈ પર આધાર રાખે છે. એક દિશામાં અને એક રનમાં, માત્ર 300 મીમી સુધીની ટૂંકા સીમને વેલ્ડ કરી શકાય છે. જો આ અંતર વધારે હોય, તો પરિણામી તાણને નાના ભાગોમાં બાંધીને સરભર કરવું જરૂરી છે.
લંબાઈના આધારે સીમ બનાવવા માટેની યોજનાઓ
કામના અંતે ખૂબ સુંદર સીમ્સ કાળજીપૂર્વક કાપી અને ગ્રાઇન્ડરનો સાથે રેતી કરી શકાય છે.
ઇલેક્ટ્રિક વેલ્ડીંગની મૂળભૂત બાબતો
વેલ્ડેડ મેટલ સાંધા આજે સૌથી વધુ વિશ્વસનીય છે: ટુકડાઓ અથવા ભાગો એક જ આખામાં ભળી જાય છે. આ ઉચ્ચ તાપમાનના સંપર્કના પરિણામે થાય છે. મોટાભાગના આધુનિક વેલ્ડીંગ મશીનો ધાતુને ઓગાળવા માટે ઇલેક્ટ્રિક આર્કનો ઉપયોગ કરે છે. તે અસર ઝોનમાં મેટલને ગલનબિંદુ સુધી ગરમ કરે છે, અને આ નાના વિસ્તારમાં થાય છે. ઇલેક્ટ્રિક આર્કનો ઉપયોગ થતો હોવાથી, વેલ્ડીંગને ઇલેક્ટ્રિક આર્ક પણ કહેવામાં આવે છે.
વેલ્ડ કરવાની આ એકદમ સાચી રીત નથી)) ઓછામાં ઓછા, તમારે માસ્કની જરૂર છે
ઇલેક્ટ્રિક વેલ્ડીંગના પ્રકાર
વિદ્યુત ચાપ સીધી અને વૈકલ્પિક પ્રવાહ બંને દ્વારા રચી શકાય છે. વેલ્ડીંગ ટ્રાન્સફોર્મર્સને વૈકલ્પિક પ્રવાહ સાથે વેલ્ડિંગ કરવામાં આવે છે, સીધા પ્રવાહ સાથે ઇન્વર્ટર.
ટ્રાન્સફોર્મર સાથે કામ કરવું વધુ જટિલ છે: વર્તમાન વૈકલ્પિક છે, તેથી વેલ્ડેડ આર્ક "કૂદકા" કરે છે, ઉપકરણ પોતે ભારે અને વિશાળ છે. હજુ પણ ઘણો હેરાન અવાજ, જે ઓપરેશન દરમિયાન બહાર કાઢે છે અને આર્ક અને ટ્રાન્સફોર્મર પોતે. ત્યાં એક વધુ ઉપદ્રવ છે: ટ્રાન્સફોર્મર નેટવર્કને મજબૂત રીતે "સેટ" કરે છે. વધુમાં, નોંધપાત્ર વોલ્ટેજ વધારો જોવા મળે છે. આ સંજોગો પડોશીઓ સાથે ખૂબ ખુશ નથી, અને તમારા ઘરનાં ઉપકરણોને નુકસાન થઈ શકે છે.
વેલ્ડીંગ ટેકનોલોજી
વિદ્યુત ચાપ બનવા માટે, વિરોધી ચાર્જવાળા બે વાહક તત્વો જરૂરી છે. એક ધાતુનો ભાગ છે અને બીજો ઇલેક્ટ્રોડ છે.
જ્યારે વિવિધ ધ્રુવીયતાના ઇલેક્ટ્રોડ અને મેટલને સ્પર્શ થાય છે, ત્યારે ઇલેક્ટ્રિક આર્ક થાય છે. તેના દેખાવ પછી, તે સ્થાને જ્યાં તેને નિર્દેશિત કરવામાં આવે છે, ભાગની ધાતુ ઓગળવાનું શરૂ કરે છે. તે જ સમયે, ઇલેક્ટ્રોડ સળિયાની ધાતુ ઓગળે છે, ઇલેક્ટ્રિક આર્ક સાથે મેલ્ટિંગ ઝોનમાં સ્થાનાંતરિત થાય છે: વેલ્ડ પૂલ.
વેલ્ડ પૂલ કેવી રીતે રચાય છે? આ પ્રક્રિયાને સમજ્યા વિના, તમે સમજી શકશો નહીં કે મેટલને યોગ્ય રીતે કેવી રીતે વેલ્ડ કરવું (છબીનું કદ વધારવા માટે તેના પર જમણું ક્લિક કરો)
પ્રક્રિયામાં, રક્ષણાત્મક આવરણ પણ બળે છે, આંશિક રીતે ઓગળે છે, આંશિક રીતે બાષ્પીભવન કરે છે અને કેટલાક ગરમ વાયુઓ મુક્ત કરે છે. વાયુઓ વેલ્ડ પૂલને ઘેરી લે છે, ધાતુને ઓક્સિજન સાથેની ક્રિયાપ્રતિક્રિયાથી સુરક્ષિત કરે છે. તેમની રચના રક્ષણાત્મક કોટિંગના પ્રકાર પર આધારિત છે. પીગળેલા સ્લેગ પણ ધાતુને કોટ કરે છે, તેના તાપમાનને જાળવી રાખવામાં મદદ કરે છે. વેલ્ડીંગ દ્વારા યોગ્ય રીતે વેલ્ડ કરવા માટે, તે સુનિશ્ચિત કરવું જરૂરી છે કે સ્લેગ વેલ્ડ પૂલને આવરી લે છે.
સ્નાનને ખસેડીને વેલ્ડ મેળવવામાં આવે છે. અને જ્યારે ઇલેક્ટ્રોડ ખસે છે ત્યારે તે ખસે છે. આ વેલ્ડીંગનું સંપૂર્ણ રહસ્ય છે: તમારે ચોક્કસ ઝડપે ઇલેક્ટ્રોડને ખસેડવાની જરૂર છે

આવશ્યક પ્રકારના જોડાણના આધારે, તેના ઝોકના કોણ અને વર્તમાન પરિમાણોને યોગ્ય રીતે પસંદ કરવા માટે તે પણ મહત્વપૂર્ણ છે.
જેમ જેમ ધાતુ ઠંડુ થાય છે, તેના પર સ્લેગ પોપડો રચાય છે - રક્ષણાત્મક વાયુઓના બર્નિંગનું પરિણામ. તે ધાતુને હવામાં રહેલા ઓક્સિજનના સંપર્કથી પણ રક્ષણ આપે છે. ઠંડક પછી, તેને હથોડીથી મારવામાં આવે છે. આ કિસ્સામાં, ગરમ ટુકડાઓ વેરવિખેર થાય છે, તેથી આંખની સુરક્ષા જરૂરી છે (ખાસ ચશ્મા પહેરો).
તમે અહીં બલૂન અથવા બેરલમાંથી બ્રેઝિયર કેવી રીતે બનાવવું તે વિશે વાંચી શકો છો. બસ તેની આદત પાડો.
ઇન્વર્ટર સાથે વેલ્ડીંગ માટે પગલા-દર-પગલાની સૂચનાઓ
સૌ પ્રથમ, વેલ્ડીંગ માટે, રક્ષણાત્મક તત્વો હોવા જરૂરી છે:
- બરછટ કાપડના મોજા;
- આંખોને સુરક્ષિત કરતા વિશેષ ફિલ્ટર સાથે વેલ્ડીંગ માસ્ક;
- રફ જેકેટ અને ટ્રાઉઝર એવી સામગ્રીથી બનેલું છે જે વેલ્ડીંગ દરમિયાન દેખાતા તણખાથી સળગતું નથી;
- જાડા શૂઝ સાથે બંધ પગરખાં.
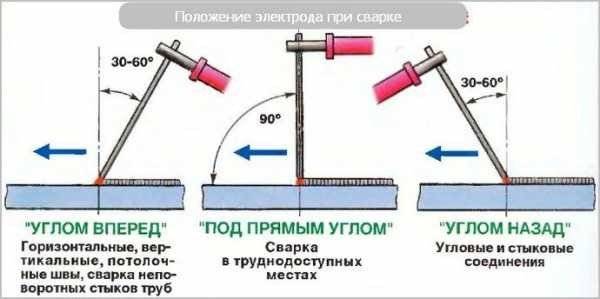
વેલ્ડીંગ દરમિયાન ઇલેક્ટ્રોડની સ્થિતિ.
તમે વેલ્ડીંગ ઇન્વર્ટર સાથે વેલ્ડીંગ શરૂ કરો તે પહેલાં, તમારે સલામત કાર્યકારી પરિસ્થિતિઓ બનાવવાના હેતુથી જરૂરી પગલાંનું પાલન કરવું આવશ્યક છે.
કાર્યસ્થળની યોગ્ય તૈયારી છે:
- ટેબલ પર જરૂરી ખાલી જગ્યા પૂરી પાડવી, બધી બિનજરૂરી વસ્તુઓ દૂર કરવી જોઈએ, પરંતુ તે છાંટી શકે છે;
- ઉચ્ચ ગુણવત્તાની લાઇટિંગ બનાવવી;
- લાકડાના ફ્લોર પર ઊભા રહીને વેલ્ડીંગનું કામ કરવું જરૂરી છે જે ઇલેક્ટ્રિક આંચકા સામે રક્ષણ આપે છે.
પછી ભાગોની જાડાઈના આધારે વર્તમાનને સમાયોજિત કરવામાં આવે છે અને ઇલેક્ટ્રોડ્સ પસંદ કરવામાં આવે છે. બાદમાં તૈયાર હોવું જ જોઈએ. જો તેઓ માત્ર વિતરણ નેટવર્કમાં જ ખરીદવામાં આવ્યા હોય અને તેમની ગુણવત્તા શંકાની બહાર હોય, તો આ ક્રિયા છોડી શકાય છે.
ઇલેક્ટ્રોડ્સ તૈયાર કર્યા પછી, માસ ટર્મિનલ ઉત્પાદન સાથે જોડાયેલ છે.
ઉચ્ચ-ગુણવત્તાવાળા અને વિશ્વસનીય મેટલ કનેક્શન મેળવવા માટે, તે તૈયાર હોવું આવશ્યક છે:
- ઉત્પાદનની કિનારીઓમાંથી રસ્ટ સંપૂર્ણપણે દૂર કરવામાં આવે છે;
- દ્રાવકની મદદથી, વિવિધ દૂષકો સાફ કરવામાં આવે છે;
- છેલ્લા તબક્કે, કિનારીઓ સ્વચ્છતા માટે તપાસવામાં આવે છે, ગ્રીસ, પેઇન્ટવર્ક અને અન્ય દૂષકોની હાજરી અસ્વીકાર્ય છે.
આગળ, તમારે વેલ્ડીંગ ઇન્વર્ટરને કનેક્ટ કરવાની જરૂર છે. જાડા મેટલ શીટ પર તાલીમ શ્રેષ્ઠ રીતે કરવામાં આવે છે, રોલરના સ્વરૂપમાં સીમ બનાવે છે. ટેબલ પર આડા પડેલા મેટલ પર પ્રથમ કનેક્શન બનાવો. તેના પર, ચાક સાથે સીધી રેખા દોરો જેની સાથે સીમ જશે.
ઇન્વર્ટરનું ઇલેક્ટ્રિકલ સર્કિટ.
પ્રક્રિયામાં, આવા ઑબ્જેક્ટ પર તાલીમ વેલ્ડીંગ તકનીકમાં નોંધપાત્ર સુધારો કરી શકે છે.
વેલ્ડીંગ પ્રક્રિયા ચાપની ઇગ્નીશનથી શરૂ થાય છે.
આ ક્રિયા કરવાની બે રીત છે:
- મેટલ પર ખંજવાળ;
- મેટલ પર ટેપીંગ.
પદ્ધતિની પસંદગી વ્યક્તિની પસંદગીઓ પર આધારિત છે, જ્યારે સળગતી વખતે મુખ્ય વસ્તુ સંયુક્ત વિસ્તારની બહાર વેલ્ડીંગના નિશાન છોડવા નથી.
ચાપના ઇગ્નીશન પછી, ધાતુના સંપર્કથી એક આર્ક સળગાવવામાં આવે છે, વેલ્ડર આર્કની લંબાઈને અનુરૂપ ટૂંકા અંતર માટે ભાગની સપાટીથી ઇલેક્ટ્રોડને દૂર કરે છે અને વેલ્ડીંગ શરૂ કરે છે.
પરિણામે, બે મેટલ ભાગોના જંકશન પર વેલ્ડીંગ સીમ રચાય છે. તે સપાટી પર સ્કેલ - સ્કેલ સાથે આવરી લેવામાં આવશે. તે દૂર કરવું જ જોઈએ. સીમ પર નાના હેમર વડે ટેપ કરીને આ કરવું ખૂબ જ સરળ છે.
સાધનો અને સાધનો
મેન્યુઅલ આર્ક વેલ્ડીંગની તકનીક પ્રમાણમાં સરળ છે અને તે વિશિષ્ટ સાધનો અને ઇલેક્ટ્રોડ્સનો ઉપયોગ કરીને કરવામાં આવે છે. તમારે સહાયક સાધનો અને રક્ષણાત્મક સાધનોની પણ જરૂર પડશે.



સાધનોના પ્રકારો
ત્યાં ત્રણ પ્રકારનાં ઉપકરણો છે જેનો ઉપયોગ જાતે આર્ક વેલ્ડીંગ માટે કરી શકાય છે:
- ટ્રાન્સફોર્મર્સ આવા ઉપકરણોના સંચાલનનો સિદ્ધાંત વૈકલ્પિક પ્રવાહ પર આધારિત છે. એ નોંધવું જોઇએ કે તેઓ તદ્દન ભારે છે, સામાન્ય વિદ્યુત નેટવર્કમાં વોલ્ટેજમાં અચાનક ફેરફાર કરવા સક્ષમ છે અને ખૂબ ઘોંઘાટીયા છે. ટ્રાન્સફોર્મર પર સમાન સીમ બનાવવી ખૂબ મુશ્કેલ છે; ફક્ત અનુભવી વેલ્ડર જ તે કરી શકે છે. પરંતુ જો શિખાઉ કારીગરોને ટ્રાન્સફોર્મરના ઉપયોગ સાથે આર્ક વેલ્ડીંગમાં તાલીમ આપવામાં આવે છે, તો પછી અન્ય સાધનો સાથે કામ કરવું વધુ સરળ બનશે;
- રેક્ટિફાયર ઉપકરણોનું સંચાલન સેમિકન્ડક્ટર ડાયોડ્સ દ્વારા પ્રદાન કરવામાં આવે છે. આ પ્રકારના એકમો વૈકલ્પિક પ્રવાહને સીધા પ્રવાહમાં ફેરવે છે. આ બહુમુખી ઉપકરણો છે. લગભગ તમામ ઇલેક્ટ્રોડ્સ તેમના માટે યોગ્ય છે અને વેલ્ડીંગ વિવિધ ધાતુઓ પર કરી શકાય છે.ટ્રાન્સફોર્મરની તુલનામાં, વેલ્ડીંગ પ્રક્રિયા ખૂબ સરળ છે અને ચાપ સ્થિરતા જાળવવામાં આવે છે;
- ઇન્વર્ટર તેઓ લગભગ શાંતિથી કામ કરે છે. કોમ્પેક્ટનેસ અને સ્વચાલિત સેટિંગ્સ સિસ્ટમને કારણે ઉપયોગમાં સરળ. ઓપરેશન દરમિયાન, ઉપકરણ વૈકલ્પિક પ્રવાહને રૂપાંતરિત કરીને ઉચ્ચ શક્તિનો સીધો પ્રવાહ ઉત્પન્ન કરે છે.
તમામ ઉપકરણોમાં, ઇન્વર્ટરને શ્રેષ્ઠ ગણવામાં આવે છે. તેઓ પાવર સર્જેસ દરમિયાન પણ સ્થિર ચાપ બનાવે છે અને બહુવિધ કાર્યકારી હોય છે.
સાધનો અને સાધનો
ઇલેક્ટ્રિક આર્ક વેલ્ડીંગ સાથે વેલ્ડીંગ કરતા પહેલા, તમારે પહેલા વ્યક્તિગત રક્ષણાત્મક સાધનો અને સાધનો તૈયાર કરવા આવશ્યક છે:
- વેલ્ડીંગ માટેનું ઉપકરણ અને તેમાં ઇલેક્ટ્રોડ્સ. જેઓ ફક્ત વેલ્ડીંગ કૌશલ્ય શીખી રહ્યા છે તેઓએ વધુ ઇલેક્ટ્રોડ તૈયાર કરવા જોઈએ;
- સહાયક સાધનો. આર્ક વેલ્ડીંગ તકનીકમાં વેલ્ડીંગ દરમિયાન ઉદ્ભવતા સ્લેગને દૂર કરવાનો સમાવેશ થાય છે, અને આ માટે તમારે મેટલ માટે હેમર અને બ્રશની જરૂર છે;
- રક્ષણાત્મક પોશાક. ગાઢ સામગ્રીથી બનેલા વિશિષ્ટ માસ્ક, મોજા અને રક્ષણાત્મક કપડાં વિના વેલ્ડીંગ શરૂ કરશો નહીં. આવા માધ્યમોને અવગણવા યોગ્ય નથી, કારણ કે માનવ સલામતી તેમના પર નિર્ભર છે.
જો તમે પ્રથમ વખત ઉપકરણ સાથે કામ કરી રહ્યાં છો અને મેન્યુઅલ આર્ક વેલ્ડીંગ દ્વારા યોગ્ય રીતે વેલ્ડિંગ કેવી રીતે કરવું તે શીખવા માંગતા હો, તો તાલીમ ધાતુના તત્વોને પૂર્વ-તૈયાર કરવાની ભલામણ કરવામાં આવે છે.
વેલ્ડીંગ ટેકનોલોજી
આજની તારીખે, ઇલેક્ટ્રિક આર્ક વેલ્ડીંગના નીચેના પ્રકારો જાણીતા છે:
-
બિન-ઉપભોજ્ય ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ.
ઇલેક્ટ્રોડ તરીકે વપરાતો ટંગસ્ટન (અથવા ગ્રેફાઇટ) સળિયો ઓગળતો નથી, પરંતુ ઇલેક્ટ્રિક આર્ક જાળવી રાખે છે. વેલ્ડ મેટલ વાયર અથવા સળિયાના સ્વરૂપમાં પૂરા પાડવામાં આવે છે. આ પ્રકારનું વેલ્ડીંગ સોલ્ડરિંગ આયર્ન મોડમાં, ફિલર સામગ્રી વિના પણ કામ કરી શકે છે.
-
ડૂબી ચાપ વેલ્ડીંગ.
એક ઇલેક્ટ્રોડ જે ઇલેક્ટ્રિક આર્ક બનાવે છે તેને ફ્લક્સ સ્તરમાં ખવડાવવામાં આવે છે જે ભાગને આવરી લે છે. આમ, ધાતુઓના આદર્શ જોડાણ માટે પરિસ્થિતિઓ બનાવવામાં આવે છે, હવાના વિનાશક પ્રભાવને આધિન નથી.
-
અર્ધ-સ્વચાલિત આર્ક વેલ્ડીંગ.
ઇલેક્ટ્રોડની ભૂમિકા મેટલ વાયર દ્વારા કરવામાં આવે છે જેમાં ઇલેક્ટ્રિક પ્રવાહ પૂરો પાડવામાં આવે છે. જેમ જેમ તે પીગળે છે, એક આપોઆપ ફીડ થાય છે (જેથી ચાપની લંબાઈ સ્થિર રહે છે). તે જ સમયે, એક રક્ષણાત્મક ગેસ, કાર્બન ડાયોક્સાઇડ અથવા આર્ગોન, વેલ્ડીંગ સાઇટ પર ઇન્જેક્ટ કરવામાં આવે છે. પરિણામે, વેલ્ડની ગુણવત્તામાં નોંધપાત્ર સુધારો થયો છે.
ઘરે, આ પ્રકારના વેલ્ડીંગનો વ્યવહારીક ઉપયોગ થતો નથી. તેથી, ચાલો ચોથા પ્રકારના વેલ્ડીંગની વિચારણા તરફ આગળ વધીએ - મેન્યુઅલ ઇલેક્ટ્રિક આર્ક વેલ્ડીંગ.
મેન્યુઅલ આર્ક વેલ્ડીંગ કોટિંગમાં વિશિષ્ટ ઇલેક્ટ્રોડના ઉપયોગ પર આધારિત છે
મેન્યુઅલ વેલ્ડીંગ માટે ઇલેક્ટ્રિક વેલ્ડીંગ મશીનોને બે પ્રકારમાં વિભાજિત કરવામાં આવે છે - એસી અને ડીસી. વૈકલ્પિક પ્રવાહનો ઉપયોગ ઉચ્ચ પ્રદર્શન અને શક્તિના ઉપકરણોને ડિઝાઇન કરવાનું શક્ય બનાવે છે. પોલેરિટી રિવર્સલના અભાવને કારણે ડાયરેક્ટ કરંટનો ફાયદો, ઓછા મેટલ સ્પેટર સાથે સરળ સીમ છે.
સબસી પાઇપલાઇનનું સમારકામ
વેલ્ડીંગ મશીનનું સંચાલન બે મેટલ ભાગો વચ્ચેના સંપર્કના બિંદુ પર ઇલેક્ટ્રિક આર્ક બનાવવા પર આધારિત છે. ઉચ્ચ તાપમાન (7000o C સુધી) સામગ્રીને પ્રવાહી સ્થિતિમાં પીગળે છે અને પ્રસરણ થાય છે - મોલેક્યુલર સ્તરે મિશ્રણ.
વેલ્ડીંગ અને ગ્લુઇંગ વચ્ચેનો મૂળભૂત તફાવત એ સહાયક સામગ્રીની ગેરહાજરી છે - જે ભાગો જોડવાના હોય છે તે એકવિધ માળખામાં ફેરવાય છે.
તેથી, તે સ્પષ્ટપણે સમજવું આવશ્યક છે કે વેલ્ડીંગના યોગ્ય ઉપયોગ માટે માત્ર સજાતીય ધાતુઓનો ઉપયોગ કરી શકાય છે. તમે એલ્યુમિનિયમને લોખંડ અથવા તાંબાને સ્ટેનલેસ સ્ટીલથી વેલ્ડ કરી શકતા નથી. વિવિધ સામગ્રીનો ગલનબિંદુ અલગ છે, અને એલોયની રચના વેલ્ડીંગ સાધનોની શક્યતાઓની શ્રેણીમાં શામેલ નથી.
વેલ્ડીંગ આયર્ન સ્ટ્રક્ચર્સ માટે, વિવિધ વેલ્ડેડ મશીનો છે.
-
ટ્રાન્સફોર્મર્સ. તેઓનો ઉપયોગ 220 V ના વોલ્ટેજવાળા મુખ્ય પ્રવાહને ઉચ્ચ-તાપમાન ઇલેક્ટ્રિક આર્ક બનાવવા માટે જરૂરી પરિમાણો સાથે વર્તમાનમાં રૂપાંતરિત કરવા માટે થાય છે. આ વોલ્ટેજમાં ઘટાડો (70 V થી વધુ નહીં) અને વર્તમાન શક્તિમાં વધારો (હજારો એમ્પીયર સુધી) ને કારણે થાય છે. આજે, આવા ઉપકરણો ધીમે ધીમે ભૂતકાળની વસ્તુ બની રહ્યા છે, કારણ કે તેઓ ઘરેલું ઉપયોગ માટે ખૂબ જ વિશાળ છે અને મોટી માત્રામાં વીજળી વાપરે છે. આ ઉપરાંત, ટ્રાન્સફોર્મરનું સંચાલન સ્થિર નથી અને સમગ્ર નેટવર્કની સ્થિતિને નકારાત્મક રીતે અસર કરે છે - જ્યારે ચાલુ થાય છે, ત્યારે વોલ્ટેજ ટીપાં બનાવવામાં આવે છે, સંવેદનશીલ ઘરગથ્થુ ઉપકરણો પીડાય છે. એક અને ત્રણ તબક્કા છે.
-
રેક્ટિફાયર.
તેઓ ગ્રાહક નેટવર્કના વૈકલ્પિક પ્રવાહને સીધા પ્રવાહમાં રૂપાંતરિત કરે છે. આવા ઉપકરણોના સંચાલનનો સિદ્ધાંત સિલિકોન ડાયોડના સુધારણાના ઉપયોગ પર આધારિત છે, જેને વાલ્વ પણ કહેવામાં આવે છે. ડીસી વેલ્ડીંગ મશીન અને એસી વેલ્ડીંગ મશીન વચ્ચેનો એક લાક્ષણિક તફાવત એ હકારાત્મક ધ્રુવ પર ઇલેક્ટ્રોડનું મજબૂત ગરમી છે. આ વેલ્ડીંગ પ્રક્રિયાને નિયંત્રિત કરવાનું શક્ય બનાવે છે: "સૌમ્ય વેલ્ડીંગ" હાથ ધરવા માટે, સેટિંગ્સમાં હેરફેર કરીને, મેટલને કાપતી વખતે ઇલેક્ટ્રોડ્સને નોંધપાત્ર રીતે સાચવો.
-
ઇન્વર્ટર.
ઘણા લાંબા સમય સુધી (2000 સુધી) તેઓ તેમની ઊંચી કિંમતને કારણે રોજિંદા જીવનમાં વ્યાપક ઉપયોગ માટે ઉપલબ્ધ ન હતા. પરંતુ પાછળથી તેઓએ ખૂબ જ લોકપ્રિયતા મેળવી.ઇન્વર્ટરના સંચાલનનો સિદ્ધાંત મુખ્ય વૈકલ્પિક પ્રવાહને સીધા પ્રવાહમાં અને પછી ફરીથી વૈકલ્પિક, પરંતુ પહેલેથી જ ઉચ્ચ-આવર્તન પ્રવાહમાં રૂપાંતરિત કરવાનો છે. આ સ્કીમ અને ટ્રાન્સફોર્મર વેલ્ડીંગ વચ્ચેનો તફાવત એ છે કે રૂપાંતરિત ડાયરેક્ટ કરંટમાંથી મેળવેલ ચાપ વધુ સ્થિર છે.
ઇન્વર્ટર વેલ્ડીંગનો મુખ્ય ફાયદો એ ઇલેક્ટ્રિક આર્કની ગતિશીલતામાં સુધારો, તેમજ ઇન્સ્ટોલેશનના વજન અને પરિમાણોમાં નોંધપાત્ર ઘટાડો (ડાયરેક્ટ ટ્રાન્સફોર્મર્સની તુલનામાં) છે. વધુમાં, આઉટપુટ વર્તમાનને સરળતાથી ગોઠવવાનું શક્ય બન્યું, જેણે એકમની કાર્યક્ષમતામાં નોંધપાત્ર વધારો કર્યો અને ઓપરેશન દરમિયાન ચાપની ઇગ્નીશનની સરળતાને સુનિશ્ચિત કરી.
પરંતુ ગેરફાયદા પણ છે:
- ઉપયોગમાં અસ્થાયી પ્રતિબંધો, જે ઇલેક્ટ્રોનિક કન્વર્ઝન સર્કિટની ગરમી સાથે સંકળાયેલ છે;
- ઇલેક્ટ્રોમેગ્નેટિક "અવાજ", ઉચ્ચ-આવર્તન દખલગીરીની રચના;
- હવાના ભેજનો નકારાત્મક પ્રભાવ, જે ઉપકરણની અંદર કન્ડેન્સેટની રચના તરફ દોરી જાય છે.




વેલ્ડર માટે એક સારો લેખ ખરેખર ઘણી બધી ઉપયોગી વસ્તુઓને ગમ્યો.