- સામગ્રી:
- નિરીક્ષણને આધિન જહાજો માટે ફરજિયાત આવશ્યકતાઓ
- 3.3 સિલિન્ડરોની બાહ્ય અને આંતરિક સપાટીઓનું નિરીક્ષણ
- પ્રેશર ગેજના કેલિબ્રેશનની આવર્તન
- અગ્નિશામક સિસ્ટમ પરીક્ષણ
- અનુમતિપાત્ર ઓપરેશન અવધિ
- ટેકનિકલ પરીક્ષા - સિલિન્ડર
- વધુ ઉપયોગ માટે અયોગ્ય
- કેસો જ્યાં પ્રેશર ગેજનો ઉપયોગ પ્રતિબંધિત છે.
- ડિઝાઇન અને પ્રકારો
- સિલિન્ડરનું દબાણ
- સિલિન્ડર ચકાસણી
- સર્વેની કિંમત અને સિલિન્ડરનું પ્રમાણપત્ર
- ગેસ સિલિન્ડર વાલ્વ રિપેર
- પ્રેશર ગેજનું માપાંકન: શરતો, પદ્ધતિ, નિયમો
- પ્રેશર ગેજનું માપાંકન: નિયમો
- દબાણ ગેજની ચકાસણીની શરતો
- શું મારે ગેજ માપાંકિત કરવાની જરૂર છે?
- સેવાસ્તોપોલમાં ગેસ એલાર્મ તપાસી રહ્યું છે
- વિષય પર તારણો અને ઉપયોગી વિડિઓ
સામગ્રી:
પ્રેશર ગેજ એ એવા સાધનો છે જેનો ઉપયોગ ગેસના વધારાના દબાણને માપવા માટે થાય છે. ધાતુની સપાટીઓની જ્યોત સારવારના કિસ્સામાં, આ ઉપકરણ અનિવાર્ય છે, કારણ કે ફક્ત તેની સહાયથી તમે સિલિન્ડરમાં કયા પ્રકારનું ગેસનું દબાણ જાળવવામાં આવે છે તે વિશે માહિતી મેળવી શકો છો.
સિસ્ટમમાં આદર્શ દબાણ જાળવવા માટે પ્રેશર ગેજનો ઉપયોગ જરૂરી છે, તેથી ગેસ રીડ્યુસર્સ પ્રેશર ગેજથી સજ્જ છે.ઉચ્ચ દબાણ માપવા માટે ગેસ રીડ્યુસર માટે પ્રેશર ગેજ જરૂરી હોવાથી, તેમાં સામાન્ય પ્રકારનું સેન્સિંગ તત્વ હોતું નથી. આ એક કોપર ટ્યુબ છે, જેની ખાસિયત એ છે કે તેમાં માત્ર ખૂબ જ સાંકડો ક્રોસ સેક્શન નથી, પણ તેમાં મોટી સંખ્યામાં વળાંકો પણ છે, જેની ધરીની આસપાસ જ્યારે ગિયરબોક્સ પર જ દબાણ લાગુ કરવામાં આવે છે ત્યારે ટ્યુબ ફરે છે. રૂપાંતરણ કાર્ય ઉપરાંત, કોપર ટ્યુબ ડેમ્પરનું કાર્ય કરે છે, અને તેથી, તે તે છે જે દબાણ ગેજનો મુખ્ય ભાગ છે.
ગેસના દબાણ હેઠળ, ટ્યુબ સીધી થાય છે, તેથી, ગેસનું દબાણ જેટલું વધારે છે, તેટલી ટ્યુબ સીધી થાય છે. ટ્યુબ પોતે તીર સાથે જોડાયેલ છે, જે તમને ટ્યુબની હિલચાલને તીરમાં સ્થાનાંતરિત કરવાની મંજૂરી આપે છે. તીર પોતે જ વાસ્તવિક દબાણ મૂલ્ય દર્શાવે છે.
પ્રેશર ગેજ ચોક્કસ દબાણ માટે રચાયેલ હોવાથી, દરેક ગેજમાં મહત્તમ સ્વીકાર્ય દબાણને અનુરૂપ લાલ રેખા ચિહ્ન હોય છે. પ્રેશર ગેજને તેમની માપની ઉપલી મર્યાદા કરતાં વધુ દબાણ સાથે લોડ કરવા માટે સખત પ્રતિબંધિત છે.
સ્પ્રિંગ પ્રેશર ગેજ ઓક્સિજન અને એસીટીલીન રીડ્યુસર પર સ્થાપિત થયેલ છે. ગેસ રીડ્યુસર માટે પ્રેશર ગેજ ઉચ્ચ અને કાર્યકારી દબાણ ચેમ્બર સાથે જોડાયેલ છે, કનેક્શનને સીલ કરવા માટે રેન્ચ, ફાઇબર અને ચામડાની ગાસ્કેટનો ઉપયોગ કરવામાં આવે છે.
નિરીક્ષણને આધિન જહાજો માટે ફરજિયાત આવશ્યકતાઓ
જહાજો માટેની તકનીકી આવશ્યકતાઓ, જે આગામી સર્વેક્ષણ માટે રજૂ કરવામાં આવે છે, તે સંબંધિત માર્ગદર્શિકા દ્વારા સ્થાપિત કરવામાં આવે છે. પ્રોપેન-બ્યુટેન સિલિન્ડરોના સંદર્ભમાં, આવા દસ્તાવેજ RD 03112194-1094-03 છે, અને મિથેન સાધનોના સંદર્ભમાં - RD 03112194-1095-03. બંને દસ્તાવેજો રશિયન ફેડરેશનના પરિવહન મંત્રાલય દ્વારા 2002 માં મંજૂર કરવામાં આવ્યા હતા.
ઓટોમોબાઈલ સિલિન્ડરને નિયત સમયે વિશિષ્ટ નિરીક્ષણ બિંદુ પર રજૂ કરતા પહેલા, સ્વતંત્ર નિરીક્ષણ કરવું જરૂરી છે અને ખાતરી કરો કે તે સંચાલક દસ્તાવેજોની જરૂરિયાતોને પૂર્ણ કરે છે:
- સમાપ્તિ તારીખ સમાપ્ત થઈ નથી;
- સિલિન્ડરની બહાર તેલ અને અન્ય દૂષણોથી સાફ થાય છે;
- જહાજનો પ્રકાર અને તેની ડિઝાઇન નિયમનકારી જરૂરિયાતો અનુસાર છે;
- ઓટોમોબાઈલ સિલિન્ડર પ્રમાણભૂત ભરણ, ઉપભોજ્ય અને ડિઝાઇન દ્વારા પૂરી પાડવામાં આવેલ અન્ય ફિટિંગથી સજ્જ છે; ટીમાં જરૂરી પ્લગ છે;
- સિલિન્ડરોમાં ગેસના અવશેષો હોતા નથી;
- બધા વાલ્વ બંધ છે.
RD 03112194-1094-03 અને RD 03112194-1095-03 વિવિધ ડિઝાઇનના સિલિન્ડરો માટેના ભાગો અને ફિટિંગની હાજરીને મંજૂરી આપે છે, પરંતુ માત્ર ચોક્કસ ઉત્પાદનના ઉત્પાદનના સમયગાળા દરમિયાન ઉત્પાદક દ્વારા કરવામાં આવેલા ફેરફારોની મર્યાદામાં જ.

ખાસ સજ્જ સાઇટ્સ પર ગેસ મોટર ઇંધણના અવશેષોમાંથી જહાજો ખાલી કરવા આવશ્યક છે. નિયમો સિલિન્ડરોમાં ગેસના વધારાના દબાણની હાજરીને મંજૂરી આપતા નથી. જો ત્યાં વધારે દબાણ હોય, તો સિલિન્ડરને પરીક્ષા માટે મંજૂરી આપવામાં આવતી નથી અને બિનશરતી તેના માલિકને પરત કરવામાં આવે છે.
મોજણી હાથ ધરવાનો ઇનકાર કરવાનો આધાર એ છે કે તિરાડો, ઉઝરડા, વિવિધ પ્રકારના શેલો, હલના બાહ્ય જનરેટિક્સ પર સ્ક્રેચમુદ્દે, માળખાકીય દિવાલની જાડાઈના 10% કરતા વધુ. ઉપરાંત, ગુમ થયેલ સંપૂર્ણ અથવા આંશિક પાસપોર્ટ ડેટા સાથેના સિલિન્ડરો પરીક્ષણને પાત્ર નથી, નિયુક્ત પ્રમાણપત્ર અવધિ સમાપ્ત થઈ ગઈ છે, પ્રમાણભૂત શેલ્ફ લાઇફ સમાપ્ત થઈ ગઈ છે.
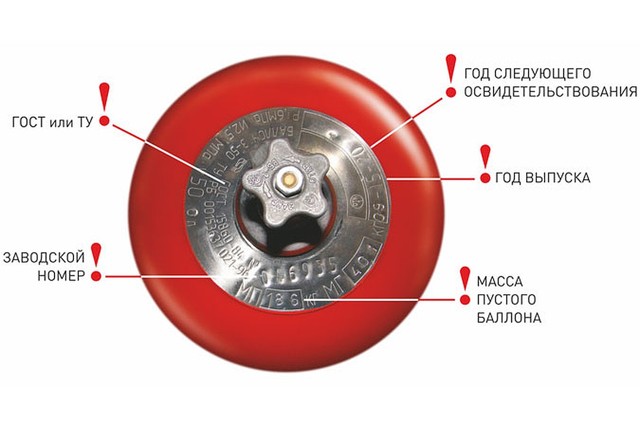
સિલિન્ડરોની પરીક્ષા લેબલ્સ લાગુ કરવા માટેના નિયમોને સંચાલિત કરતા નિયમોના પાલન સાથે ચિહ્નિત કરવામાં આવે છે.એમ્બોસિંગની પદ્ધતિ દ્વારા નિર્માતાની માર્કિંગ પ્લેટ પર જે બિંદુએ ચેક હાથ ધર્યો હતો તેની બ્રાન્ડ, હાથ ધરવામાં આવેલ તારીખ અને આગામી સર્વેક્ષણની નિર્ધારિત તારીખ લાગુ કરવામાં આવે છે. સ્ટેમ્પ અરબી અંકોમાં એક લીટીમાં લાગુ કરવામાં આવે છે, જેની ઊંચાઈ 8 મીમીથી ઓછી ન હોવી જોઈએ. આગલા નિરીક્ષણ માટેનો નિયત સમય સિલિન્ડરના બાહ્ય જનરેટિક્સ પર સફેદ શિલાલેખ દ્વારા ડુપ્લિકેટ કરી શકાય છે, જે અગાઉ લાલ દંતવલ્કથી દોરવામાં આવ્યો હતો. વધુમાં, સફેદ ચેતવણી લેબલ્સ સિલિન્ડરના બાહ્ય જનરેટિક્સ પર લાગુ કરવા આવશ્યક છે.
3.3 સિલિન્ડરોની બાહ્ય અને આંતરિક સપાટીઓનું નિરીક્ષણ
3.3.1 બાહ્ય અને આંતરિક નિરીક્ષણ
સિલિન્ડરોની મજબૂતાઈમાં ઘટાડો કરતી ખામીઓને ઓળખવા માટે સપાટીઓ હાથ ધરવામાં આવે છે,
અને ઔદ્યોગિક સલામતીની જરૂરિયાતોમાંથી વિચલનોને ઓળખવા
03-576 અને GOST
949.
3.3.2 બાહ્ય અને આંતરિક 100% નિરીક્ષણને આધિન છે
સપાટીઓ, સિલિન્ડર નેક થ્રેડ.
3.3.3 બાહ્ય સપાટીનું નિરીક્ષણ કરતી વખતે
બલૂન મેગ્નિફાયરનો ઉપયોગ 20 ગણો વધારો કરે છે. કદ બદલવા માટે
શોધાયેલ ખામીઓ સાર્વત્રિક માપન સાધનોનો ઉપયોગ કરે છે -
GOST 166 અનુસાર કેલિપર્સ, કેલિપર્સ અનુસાર
GOST 162 અને અન્ય.
માપન ભૂલ 0.1 મીમી કરતા વધુ ન હોવી જોઈએ.
RD 03-606 ની જરૂરિયાતો અનુસાર નિરીક્ષણ હાથ ધરવામાં આવે છે.
3.3.4 આંતરિક સપાટીનું નિરીક્ષણ કરતી વખતે, ઉપયોગ કરો
12 V કરતા વધુ ન હોય તેવા વોલ્ટેજ સાથે ઇલેક્ટ્રિક લેમ્પ સાથે લાઇટિંગ, જેમાં શામેલ કરવામાં આવે છે
બલૂન અથવા એન્ડોસ્કોપ.
3.3.5 એક કન્ટેનર, જેની સપાટીઓ પર
જાહેર કરાયેલ તિરાડો, કેદ, શેલો, કાઢી નાખવા જોઈએ.
એક સિલિન્ડર, જેની સપાટી પર ડેન્ટ્સ, જોખમો,
નજીવા 10% થી વધુ ઊંડાઈ સાથે કાટ નુકસાન અને અન્ય ખામીઓ
દિવાલની જાડાઈ, કાઢી નાખવી જોઈએ.
પ્રકાર પર આધાર રાખીને નજીવી દિવાલ જાડાઈ મૂલ્યો
સિલિન્ડરો કોષ્ટક 1 GOST ને અનુરૂપ છે
949 અને કોષ્ટકમાં આપેલ છે.
સિલિન્ડર, જેના ગળાના થ્રેડમાં આંસુ છે, ચીપિંગ છે
અથવા પહેરો, કાઢી નાખવો જોઈએ.
ગળાના થ્રેડના વસ્ત્રોને GOST અનુસાર કેલિબર્સ દ્વારા નિયંત્રિત કરવામાં આવે છે
24998.
તે અનુસાર સિલિન્ડર ગરદનના થ્રેડને રિપેર કરવાની મંજૂરી છે
OJSC RosNITI દ્વારા વિકસિત ટેકનોલોજી.
3.3.6 સિલિન્ડરના ઉપરના ગોળાકાર ભાગ પર હોવું આવશ્યક છે
સ્ટેમ્પ્ડ અને સ્પષ્ટપણે દૃશ્યમાન પાસપોર્ટ ડેટામાં ઉલ્લેખિત છે.
5 લિટર સુધીની ક્ષમતાવાળા અથવા 5 થી ઓછી દિવાલની જાડાઈવાળા સિલિન્ડરો પર
mm પાસપોર્ટ ડેટાને સિલિન્ડર પર સોલ્ડર કરેલી પ્લેટ પર સ્ટેમ્પ કરી શકાય છે, અથવા
પેઇન્ટ સાથે લાગુ કરો.
એક સિલિન્ડર કે જેમાં ઓછામાં ઓછો એક પાસપોર્ટ નથી
ડેટા કાઢી નાખવો જોઈએ.
| ક્ષમતા | વ્યાસ | સિલિન્ડરોની દિવાલની જાડાઈ, મીમી, કરતાં ઓછી નહીં | ||||
| સિલિન્ડર, એલ | સિલિન્ડર, ભાગો, મીમી | કાર્બન સ્ટીલ | એલોય સ્ટીલ | |||
| દબાણ, MPa | ||||||
| 9,8 | 14,7 | 19,6 | 14,7 | 19,6 | ||
| 0,4 | 70 | 1,6 | 2,2 | 2,9 | 1,6 | 1,9 |
| 0,7 | ||||||
| 1,0 | 89 | 1,9 | 2,8 | 3,6 | 1,9 | 2,5 |
| 1,3 | ||||||
| 2,0 | ||||||
| 2,0 | 108 | 2,4 | 3,4 | 4,4 | 2,4 | 3,0 |
| 3,0 | ||||||
| 3,0 | 140 | 3,1 | 4,4 | 5,7 | 3,1 | 3,9 |
| 4,0 | ||||||
| 5,0 | ||||||
| 6,0 | ||||||
| 7,0 | ||||||
| 8,0 | ||||||
| 10,0 | ||||||
| 12,0 | ||||||
| 20,0 | 219 | 5,2 | 6,8 | 8,9 | 5,2 | 6,0 |
| 25,0 | ||||||
| 32,0 | ||||||
| 40,0 | ||||||
| 50,0 |
3.3.7 આઉટડોર
સિલિન્ડરની સપાટીને કોષ્ટક 17 PB અનુસાર પેઇન્ટ કરવી આવશ્યક છે
03-576 (પરિશિષ્ટ કોષ્ટક A.1).




3.3.8 સિલિન્ડરની તપાસ કરતી વખતે, સેવાક્ષમતા અને
ગળાની વીંટી અને જૂતાને બાંધવાની વિશ્વસનીયતા.
3.3.9 ખામીયુક્ત અથવા છૂટક રિંગ ચાલુ સાથે સિલિન્ડર
ફિક્સિંગ પછી ગરદનને વધુ સર્વેક્ષણ માટે મંજૂરી છે
રિંગ્સ અથવા રિપ્લેસમેન્ટ.
નબળા અથવા નવા રિંગ્સ fastened છે
હાથ વડે ઢાંકવું અથવા ગરદનની અંતિમ સપાટીને વલયાકાર વડે વિસ્તૃત કરવી
મંજૂર સૂચનાઓ અનુસાર 500 થી 600 kN ના બળ સાથે પ્રેસ પર પંચ કરો
સર્વેક્ષણ કરતી સંસ્થાના વડા. ઇન્ડેન્ટેશનની ઊંડાઈ
સિલિન્ડરના ગળાની ધાતુમાં 1 થી 2 મીમી સુધી પંચ કરો.
એપ્લિકેશનના આકૃતિ B.1 માં નેક રિંગનો સ્કેચ બતાવવામાં આવ્યો છે.
3.3.10 ત્રાંસી અથવા નબળા નોઝલ સાથે સિલિન્ડર
આગળના સર્વે માટે જૂતા અથવા ખામીયુક્ત જૂતાને મંજૂરી છે
મેનેજર દ્વારા મંજૂર સૂચનાઓ અનુસાર જૂતા બદલ્યા પછી
ઓડિટનું સંચાલન કરતી સંસ્થા.
ખામીયુક્ત જૂતાને પ્રેસ પરના સિલિન્ડરમાંથી દૂર કરવામાં આવે છે અથવા નીચે પછાડવામાં આવે છે
જાતે.
ની બળ સાથે આડી પ્રેસ પર શૂ નોઝલ બનાવવામાં આવે છે
800 થી 1000 kN. જૂતાની ખાલી જગ્યાના તાપમાને પહેલાથી ગરમ કરવામાં આવે છે
900 થી 1000 °C.
જૂતાની ખાલી જગ્યા ખામીયુક્ત સિલિન્ડરો અથવા પાઈપોમાંથી કાપવામાં આવે છે
GOST 8732 અનુસાર 5.2 થી 8.9 mm ની દિવાલની જાડાઈ સાથે 219 mm ના વ્યાસ સાથે.
વર્કપીસની લંબાઈ 125 + 5 મીમી છે.
જૂતા વચ્ચેના અંતર સાથે સિલિન્ડર પર ચુસ્તપણે ફીટ કરવું આવશ્યક છે
જૂતાનું સપોર્ટ પ્લેન અને સિલિન્ડરનું તળિયું 10 મીમીથી ઓછું નથી. આધાર અંતે
જૂતાની સપાટી ચોરસમાં બનાવવી જોઈએ.
તેને સંબંધિત જૂતાના સપોર્ટ પ્લેનને ત્રાંસી કરવાની મંજૂરી છે
જૂતાની પહોળાઈ પર સિલિન્ડર બોડીના જનરેટિક્સનો સામાન્ય 7 મીમી કરતા વધુ નથી.
(ચેન્જ્ડ એડિશન, રેવ. નંબર 1).
3.3.11 જૂતા અથવા ગળાની વીંટી રિપેર કરો
ગેસને વેન્ટિંગ કર્યા પછી, વાલ્વ અને અનુરૂપને તોડી પાડ્યા પછી જ મંજૂરી છે
બોટલ ડીગાસિંગ.
3.3.12 નોન-રિપેર કરેલ રીંગ અથવા જૂતા સાથેનો સિલિન્ડર
વધુ પરીક્ષાની મંજૂરી નથી અને જો તે સમારકામ કરવું અશક્ય છે
મારવા જ જોઈએ.
પ્રેશર ગેજના કેલિબ્રેશનની આવર્તન
મેનોમીટર એ એક ઉપકરણ છે જે ઉપકરણ, ટાંકી અથવા પાઇપલાઇનમાં દબાણ માપે છે. ત્યાં ઘણા પ્રકારો છે:
- સર્પાકાર
- પટલ
સર્પાકાર દબાણ ગેજમાં મેટલ સર્પાકારનો સમાવેશ થાય છે જે ડાયલ પરના પોઇન્ટર સાથે જોડાયેલા ટ્રાન્સમિશન તત્વ દ્વારા જોડાયેલ હોય છે. દબાણ જેટલું ઊંચું હોય છે, તેટલું સર્પાકાર આરામ કરે છે અને તેની સાથે તીરને ખેંચે છે. ઉપકરણના સ્કેલ પર દબાણ સૂચકાંકોમાં વધારામાં શું પ્રતિબિંબિત થાય છે.
ડાયાફ્રેમ પ્રેશર ગેજ ટ્રાન્સમીટર તત્વ સાથે જોડાયેલ ફ્લેટ પ્લેટને ક્લેમ્પ કરીને રીડિંગ્સ આપે છે. જ્યારે દબાણ લાગુ કરવામાં આવે છે, ત્યારે પટલ વળે છે અને ટ્રાન્સમિટિંગ તત્વ ડાયલ હાથ પર દબાવવામાં આવે છે. તેથી દબાણ સૂચકાંકોમાં વધારો છે.
ઉત્પાદક દ્વારા જાહેર કરાયેલા મીટરના ચોકસાઈના માપદંડોનું પાલન ચકાસવા અને ઉપકરણની મેટ્રોલોજિકલ સેવાક્ષમતાને નિયંત્રિત કરવા માટે, જેના વિના GROEI હેઠળ આવતા વિસ્તારોમાં દબાણ ગેજનો ઉપયોગ કરવો અશક્ય છે. માપન), તેમજ તે સુનિશ્ચિત કરવા માટે કે ઉપકરણ નિર્દિષ્ટ સમયગાળા સુધી સેવા આપે છે અને કામગીરી સલામત છે, સમયાંતરે મેનોમીટર ચકાસણી હાથ ધરવી જરૂરી છે. રાજ્ય દ્વારા સ્થાપિત નિયમો જણાવે છે કે, ઉપકરણની તકનીકી લાક્ષણિકતાઓ અને ઉત્પાદકની સૂચનાઓના આધારે, સમાધાનનો સમયગાળો 12 મહિનાથી 5 વર્ષનો છે.
એક વર્ષ પછી ઉપકરણનું નિયમિત નિરીક્ષણ સૌથી સામાન્ય માનવામાં આવતું હતું, પરંતુ હવે ઉત્પાદકો સાધનોની લાક્ષણિકતાઓમાં સુધારો કરી રહ્યા છે, વધુ અને વધુ વખત ત્યાં 2 વર્ષની ચકાસણી અવધિવાળા ઉપકરણો છે. તે યાદ રાખવું યોગ્ય છે કે શું પ્રેશર ગેજનું નિરીક્ષણ અને ચકાસણી ઉત્પાદનની તારીખથી ચોક્કસ સમયગાળા પછી થવી જોઈએ, અને તે ઓપરેશનમાં મૂકવામાં આવે તે ક્ષણથી નહીં.
પ્રેશર ગેજની સર્વિસ લાઇફ ઉત્પાદકો દ્વારા સેટ કરવામાં આવે છે, સરેરાશ તેઓ 8-10 વર્ષ છે. ઉપકરણને સમયસર તપાસવા માટે પ્રેશર ગેજ તપાસનો લોગ રાખવો જરૂરી છે.
અગ્નિશામક સિસ્ટમ પરીક્ષણ
 ગેસ અગ્નિશામક પરીક્ષણ માટેનો પ્રોગ્રામ અને પદ્ધતિ નીચેના નિયમનકારી દસ્તાવેજો દ્વારા નિયંત્રિત થાય છે:
ગેસ અગ્નિશામક પરીક્ષણ માટેનો પ્રોગ્રામ અને પદ્ધતિ નીચેના નિયમનકારી દસ્તાવેજો દ્વારા નિયંત્રિત થાય છે:
- GOST R 50969-96;
- GOST R 51057-200;
- GOST R 53281-2009.
પરીક્ષણ દરમિયાન, નીચેની તપાસ કરવામાં આવે છે:
- ગેસનું પ્રમાણ અને સિલિન્ડર ભરવાની ડિગ્રી;
- ગેસ અગ્નિશામક મિશ્રણના પુરવઠાની અવધિ;
- કન્ટેનરમાં બાકીનું મિશ્રણ;
- ઇગ્નીશનના સ્ત્રોતને દૂર કરવાની અસરકારકતા;
- સ્ટાર્ટ-અપ અને તેની સાથેના કંપન પછી ઇન્સ્ટોલેશનના તમામ ઘટકોની તાકાત અને સંપૂર્ણતા, ફરીથી લોડ કરવા માટે સ્ટ્રક્ચરની તૈયારી;
- માહિતી ઘટક:
- પ્રાપ્ત અને નિયંત્રણ ઉપકરણની ઝડપ યાદ કરો;
- કેન્દ્રીય સુરક્ષા કન્સોલને નોટિસની રચના અને તેની માહિતી સામગ્રીનું ડીકોડિંગ;
- લૂપ્સ પર તમામ આદેશો સબમિટ કરવાની સમયસરતા.

પરીક્ષણ દરમિયાન સૌથી વધુ ગતિશીલ લોડને આધિન તત્વ પાઇપલાઇન છે. તેની શક્તિ અને વિશ્વસનીયતા પર વધેલી માંગ મૂકવામાં આવે છે.
પાઈપો અને ફિટિંગનું પરીક્ષણ નીચેના નિયમો અનુસાર હાથ ધરવામાં આવે છે:
- પાઇપલાઇનના તમામ બાહ્ય ભાગોનું વિઝ્યુઅલ નિરીક્ષણ;
- બધા સ્પ્રે નોઝલ (છેલ્લા એક સિવાય) પ્લગથી ઢંકાયેલા છે.
- સિલિન્ડરો અથવા વિતરણ મેનીફોલ્ડની ઍક્સેસને અવરોધિત કરો.
- છેલ્લા નોઝલ દ્વારા સિસ્ટમને પાણીથી ભરો અને તેને મફલ કરો;
ગેસ અગ્નિશામક પ્રણાલીઓનું પરીક્ષણ દબાણ કાર્યકારી દબાણના 1.25 છે, જો કે, દબાણને પગલાઓમાં સિસ્ટમમાં ઇન્જેક્ટ કરવામાં આવે છે:
- 0.05 MPa;
- કાર્યકર પાસેથી 0.5;
- ઓપરેટિંગ દબાણ;
- કામના દબાણના 1.25;
- ઉદયના સમયગાળા વચ્ચે, 1-3 મિનિટનું એક્સપોઝર કરવામાં આવે છે. આ સમયે, પ્રેશર ગેજનો ઉપયોગ કરીને, તે નક્કી કરવામાં આવે છે કે લીક શરૂ થયું છે કે કેમ;
- મહત્તમ દબાણ હેઠળ, સિસ્ટમ 5 મિનિટ માટે જાળવવામાં આવે છે.
- પરીક્ષણ કાર્યના અંત પછી, પ્રવાહી ડ્રેઇન કરવામાં આવે છે, અને પાઇપલાઇન્સ સંકુચિત હવા સાથે સઘન રીતે ફૂંકાય છે.
અનુમતિપાત્ર ઓપરેશન અવધિ
FNP ORPD અનુસાર, સર્વિસ લાઇફ ઉત્પાદક દ્વારા સેટ કરવામાં આવે છે. નિયમોના ફકરા 485 અનુસાર, જો ઉત્પાદકના તકનીકી દસ્તાવેજોમાં સિલિન્ડરની સર્વિસ લાઇફ પરનો ડેટા શામેલ નથી, તો સર્વિસ લાઇફ 20 વર્ષ પર સેટ છે.
સૌથી વધુ માંગ GOST 949-73 “P(p) <= 19.6 MPa (200 kgf/sq. cm) પર ગેસ માટે નાના અને મધ્યમ કદના સ્ટીલ સિલિન્ડરો અનુસાર ઉત્પાદિત કન્ટેનરની છે. વિશિષ્ટતાઓ (સુધારાઓ નંબર 1-5 સાથે)". કલમ 6.2 મુજબ. ઉપયોગની વોરંટી અવધિ - કમિશનિંગની તારીખથી 24 મહિના.
GOST 15860-84 અનુસાર ઉત્પાદિત ઉપકરણો “1.6 MPa સુધીના દબાણ માટે લિક્વિફાઇડ હાઇડ્રોકાર્બન ગેસ માટે વેલ્ડેડ સ્ટીલ સિલિન્ડરો. સ્પષ્ટીકરણો (સુધારા નં. 1, 2 સાથે)” કલમ 9.2 મુજબ, ઉપયોગની વોરંટી અવધિ છે - વિતરણ નેટવર્ક દ્વારા વેચાણની તારીખથી 2 વર્ષ અને 5 મહિના, અને બિન-માર્કેટ ઉપકરણો માટે - પ્રાપ્તિની તારીખથી વપરાશકર્તા દ્વારા.
અનુક્રમે GOST 15860-84 અને GOST 949-73 અનુસાર ઉત્પાદિત ઉપકરણો માટે વિકસિત તકનીકી ડાયગ્નોસ્ટિક્સ MTO 14-3R-004-2005 અને MTO 14-3R-001-2002 ની પદ્ધતિઓ અનુસાર, સેવા જીવન વધુ ન હોવું જોઈએ. 40 વર્ષ, દર 5 વર્ષમાં એકવાર પરીક્ષા માટેની શરતોને આધિન, જેના પછી ઉપકરણોને નકારવામાં આવે છે.
02/01/2014 પહેલા ઉપરોક્ત GOST અનુસાર ઉત્પાદિત સિલિન્ડરોનો ઉપયોગ કરવા માટે પ્રતિબંધિત છે, જેની સેવા જીવન 40 વર્ષથી વધુ છે.
પાર મુજબ.કસ્ટમ્સ યુનિયનના ટેકનિકલ રેગ્યુલેશન્સના 22 "અતિશય દબાણ હેઠળ કામ કરતા સાધનોની સલામતી પર", 02/01/2014 પછી ઉત્પાદિત સિલિન્ડરો ઉપકરણ પાસપોર્ટમાં નિર્માતા દ્વારા નિર્દિષ્ટ અંદાજિત સેવા જીવન અનુસાર ચલાવવામાં આવે છે.
આ સામગ્રીમાં ગેસ સિલિન્ડરની સર્વિસ લાઇફ અને સ્ટોરેજ શરતો વિશે વધુ વાંચો.
અમે કોઈપણ જટિલતાની કાનૂની સમસ્યાઓ હલ કરીએ છીએ. #ઘરે રહો અને ચેટમાં તમારો પ્રશ્ન અમારા વકીલને છોડો. તે રીતે તે વધુ સુરક્ષિત છે.
સવાલ પૂછો
ટેકનિકલ પરીક્ષા - સિલિન્ડર
સિલિન્ડરોનું તકનીકી પ્રમાણપત્ર નિરીક્ષણનો સમાવેશ થાય છે સિલિન્ડરોની આંતરિક અને બાહ્ય સપાટીઓ; સમૂહ અને ક્ષમતા તપાસો; હાઇડ્રોલિક પરીક્ષણ.
સિલિન્ડરોનું તકનીકી પ્રમાણપત્ર, નીચે ચર્ચા કરેલ અપવાદ સિવાય, દર 5 વર્ષે ઓછામાં ઓછા એક વખત ફિલિંગ એન્ટરપ્રાઈઝ અથવા ફિલિંગ સ્ટેશનો પર પણ હાથ ધરવામાં આવે છે. તે જ સમયે, આંતરિક અને બાહ્ય સપાટીઓની તપાસ કરવામાં આવે છે, હાઇડ્રોલિક પરીક્ષણ હાથ ધરવામાં આવે છે અને સિલિન્ડરનો સમૂહ અને ક્ષમતા તપાસવામાં આવે છે. એસીટીલીન સિલિન્ડરો બાહ્ય નિરીક્ષણ, વાયુયુક્ત પરીક્ષણ અને છિદ્રાળુ સમૂહ પરીક્ષણને આધિન છે.
સિલિન્ડરોનું તકનીકી પ્રમાણપત્ર પ્રેશર વેસલ્સ અને ફકરાઓની ડિઝાઇન અને સલામત કામગીરી માટેના નિયમો અનુસાર હાથ ધરવામાં આવે છે.
સિલિન્ડરોનું તકનીકી પ્રમાણપત્ર આ નિયમોના યુએસએસઆર ગોસ્ગોર્ટેખનાદઝોર અને IV-B - 165 - IV-B - 172 ના પ્રેશર વેસલ્સની ડિઝાઇન અને સલામત કામગીરી માટેના નિયમો અનુસાર હાથ ધરવામાં આવે છે.
સિલિન્ડરોનું તકનીકી પ્રમાણપત્ર, ઉપર સૂચવ્યા મુજબ, ગેસ વિતરણ સ્ટેશન અથવા વિશિષ્ટ બિંદુ પર દર 5 વર્ષમાં એકવાર ઉત્પાદન થાય છે.
સિલિન્ડરોનું તકનીકી પ્રમાણપત્ર પ્રેશર વેસલ્સની ડિઝાઇન અને સલામત કામગીરી માટેના નિયમો અનુસાર હાથ ધરવામાં આવે છે.
પરિણામો સિલિન્ડરોની તકનીકી તપાસ સિલિન્ડરોના પ્રમાણપત્રમાં 100 લિટરથી વધુની ક્ષમતા સાથે દાખલ કરવામાં આવે છે. આ કિસ્સામાં સિલિન્ડરો પર સ્ટેમ્પ મૂકવામાં આવતા નથી.



પરિણામો સિલિન્ડરોની તકનીકી તપાસ યુએન કરતાં વધુની ક્ષમતાવાળા સિલિન્ડરોના પ્રમાણપત્રમાં દાખલ કરવામાં આવે છે. આ કિસ્સામાં સિલિન્ડરો પર સ્ટેમ્પ મૂકવામાં આવતો નથી.
પરિણામો સિલિન્ડરોની તકનીકી તપાસ સિલિન્ડરોના પાસપોર્ટમાં 100 લિટરથી વધુની ક્ષમતા સાથે દાખલ કરવામાં આવે છે. આ કિસ્સામાં સિલિન્ડરો પર સ્ટેમ્પ મૂકવામાં આવતો નથી.
પરિણામો સિલિન્ડરોની તકનીકી તપાસ સિલિન્ડરોના પ્રમાણપત્રોમાં 100 લિટરથી વધુની ક્ષમતા સાથે દાખલ કરવામાં આવે છે. આ કિસ્સામાં સિલિન્ડરો પર સ્ટેમ્પ મૂકવામાં આવતા નથી.
પરિણામો સિલિન્ડરોની તકનીકી તપાસ સિલિન્ડરોના પાસપોર્ટમાં 100 લિટરથી વધુની ક્ષમતા સાથે દાખલ કરવામાં આવે છે, આ કિસ્સામાં તેઓ સિલિન્ડરો પર સ્ટેમ્પ મૂકતા નથી.
પરિણામો સિલિન્ડરોની તકનીકી તપાસ સિલિન્ડરોના પાસપોર્ટમાં 100 લિટરથી વધુની ક્ષમતા સાથે દાખલ કરવામાં આવે છે. આ કિસ્સામાં સિલિન્ડરો પર સ્ટેમ્પ મૂકવામાં આવતો નથી.
પરિણામો સિલિન્ડરોની તકનીકી તપાસ સિલિન્ડરોના પ્રમાણપત્રમાં 100 લિટરથી વધુની ક્ષમતા સાથે દાખલ કરવામાં આવે છે. આ કિસ્સામાં સિલિન્ડરો પર સ્ટેમ્પ મૂકવામાં આવતા નથી.
પરિણામો સિલિન્ડરોની તકનીકી તપાસ સિલિન્ડરોના પાસપોર્ટમાં 100 લિટરથી વધુની ક્ષમતા સાથે દાખલ કરવામાં આવે છે. આ કિસ્સામાં સિલિન્ડરો પર સ્ટેમ્પ મૂકવામાં આવતો નથી.
પરિણામો સિલિન્ડરોની તકનીકી તપાસ સિલિન્ડરોના પ્રમાણપત્રમાં 100 લિટરથી વધુની ક્ષમતા સાથે દાખલ કરવામાં આવે છે. આ કિસ્સામાં સિલિન્ડરો પર સ્ટેમ્પ મૂકવામાં આવતા નથી.
વધુ ઉપયોગ માટે અયોગ્ય
શા માટે સિલિન્ડર કે જેમણે પ્રમાણભૂત સેવા જીવન કામ કર્યું છે, પરંતુ તકનીકી પરીક્ષા પાસ કરી છે, તેને રિફ્યુઅલિંગ માટે શા માટે સ્વીકારવામાં આવવી જોઈએ નહીં?
નિયમોના ફકરા 485 મુજબ ..., તકનીકી કસોટી સફળતાપૂર્વક પાસ કરી હોય અને નિયમનકારી અવધિ પૂરી કરી હોય તેવા ગેસ જહાજો પણ વધુ ઉપયોગ માટે અયોગ્ય છે.
આ જ ફકરો જણાવે છે કે જો નવેમ્બર 2014 પછી સફળ પુનઃપરીક્ષાના કિસ્સાઓ મળી આવે કે જેની સર્વિસ લાઇફ સમાપ્ત થઈ ગઈ હોય, તો આ પરિણામો રદ કરવા જોઈએ, કારણ કે નવા નિયમો અનુસાર. સિલિન્ડરોની તેમની સેવા જીવનની બહારની તપાસ પ્રતિબંધિત છે.
એક સામગ્રી કે જેણે તેના તાકાત સંસાધનનો ઉપયોગ કર્યો છે તે કોઈપણ સમયે તૂટી જવા માટે સક્ષમ છે.
આ તમામ પગલાં અને વધુ કડક નિયમોનો હેતુ ગેસ કન્ટેનરની કામગીરીની સલામતી વધારવાનો છે જેમાં સામગ્રી દબાણ હેઠળ છે.
આ અંતિમ જીવનના સિલિન્ડરોના વધતા ઉપયોગને કારણે છે અને પરિણામે, અકસ્માતોની ઘટનાઓ.
આ નિયમોની જરૂરિયાતોનો પ્રતિકાર કરવો... એટલે કે માત્ર તમારા સ્વાસ્થ્ય અને જીવનને જ નહીં, પરંતુ અન્ય લોકોના જીવનને પણ જોખમમાં મૂકવું, જે માત્ર ગેરવાજબી જ નહીં, પણ ગુનાહિત પણ છે.
ગેસ સિલિન્ડરોએ કઈ જરૂરિયાતો પૂરી કરવી જોઈએ, તેનો યોગ્ય રીતે ઉપયોગ કેવી રીતે કરવો, પરીક્ષા શું છે અને ગેસ ફિલિંગ સ્ટેશન પર સિલિન્ડર કઈ પ્રક્રિયામાંથી પસાર થાય છે? વિડિઓમાં તેના વિશે:
તમારા પ્રશ્નનો જવાબ મળ્યો નથી? તમારી ચોક્કસ સમસ્યાને કેવી રીતે હલ કરવી તે શોધો - હમણાં જ કૉલ કરો:
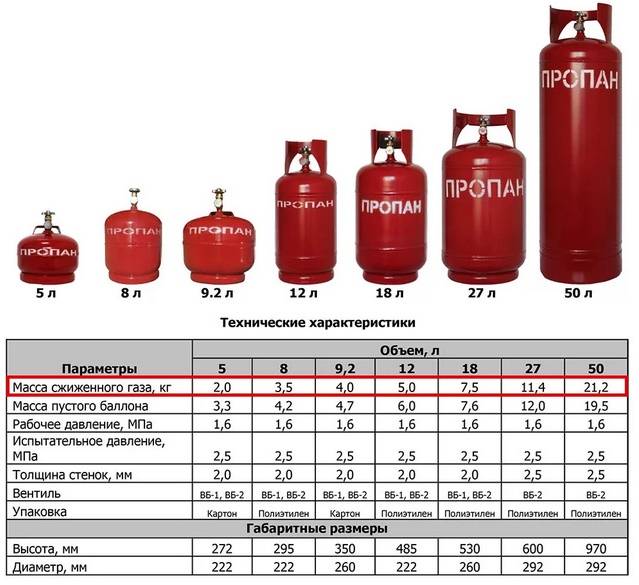
સંકુચિત અને લિક્વિફાઇડ વાયુઓના સંગ્રહ અને પરિવહન માટે, મેટલ અથવા સંયુક્ત સામગ્રીના બનેલા કન્ટેનરનો ઉપયોગ થાય છે. આ જહાજો એ હકીકત માટે રચાયેલ છે કે ગેસ ચોક્કસ દબાણ હેઠળ તેમાં સંગ્રહિત થશે.તેથી, GOST 15860-84 નક્કી કરે છે કે પ્રોપેન ટાંકીમાં ઓપરેટિંગ દબાણ 1.6 MPa કરતાં વધુ ન હોવું જોઈએ. 5 MPa ના ઊંચા દબાણ માટે રચાયેલ કન્ટેનર પણ છે. ગેસ સંગ્રહ માટે ઉપયોગમાં લેવાતા તમામ કન્ટેનરનું પરીક્ષણ અને સમયાંતરે સર્વેક્ષણ કરવું આવશ્યક છે.
ગેસ સિલિન્ડર તપાસી રહ્યા છીએ
ગેસ સિલિન્ડરની તપાસ એ એક એવી ઘટના છે જે તેના માલિક માટે સૌ પ્રથમ જરૂરી છે. પ્રમાણપત્ર એ સુનિશ્ચિત કરી શકે છે કે સિલિન્ડર ચલાવવા માટે સલામત છે અને તેનો હેતુ હેતુ માટે ઉપયોગ કરી શકાય છે, અન્યથા તેનો ઉપયોગ કરવાની મંજૂરી નથી. ત્યાં એક સર્વેક્ષણ પ્રક્રિયા છે, જે દરમિયાન સિલિન્ડરોની સપાટીને નુકસાન શોધવા માટે તપાસવામાં આવે છે.
GOST ની જરૂરિયાતો, ક્રેનની સ્થિતિનું પાલન કરવા માટે માર્કિંગ અને રંગની ગુણવત્તાની તપાસ કરો. વધુમાં, પ્રમાણપત્રની પ્રક્રિયામાં, ગેસ સ્ટોરેજ ટાંકીઓના હાઇડ્રોલિક પરીક્ષણો હાથ ધરવામાં આવે છે. હાથ ધરવામાં આવેલા નિરીક્ષણ અને પરીક્ષણોના પરિણામો પાસપોર્ટમાં રેકોર્ડ કરવામાં આવે છે જે ઉત્પાદનની સમગ્ર કામગીરી દરમિયાન તેની સાથે હોય છે.
આવા પગલાં હાથ ધર્યા વિના, ગેસના સંગ્રહ અને પરિવહન માટે કન્ટેનરનું રિફ્યુઅલિંગ અને સંચાલન અસ્વીકાર્ય છે. સિલિન્ડરોનું નિરીક્ષણ અને તેના પર નિષ્કર્ષ જારી કરવાનું ફક્ત તે સંસ્થા દ્વારા જ હાથ ધરવામાં આવી શકે છે જેની પાસે સંબંધિત રાજ્ય સુપરવાઇઝરી સત્તાવાળાઓ પાસેથી તમામ જરૂરી પરવાનગીઓ અને સત્તાઓ હોય.
વાયુઓના સંગ્રહ માટેના જહાજો દર થોડા વર્ષોમાં એકવાર પ્રમાણિત હોવા જોઈએ. સમયગાળો ઘણા પરિમાણો પર આધારિત છે - સામગ્રી પર, ઉદાહરણ તરીકે, જો સિલિન્ડરો એલોય અથવા કાર્બન સ્ટીલથી બનેલા હોય, તો પછી દર પાંચ વર્ષે એકવાર આ પ્રક્રિયામાંથી પસાર થવું તેમના માટે પૂરતું છે.એલપીજીના ભાગ રૂપે કાર પર સ્થાપિત સિલિન્ડર ત્રણ કે પાંચ વર્ષમાં પ્રમાણિત હોવા જોઈએ.
સિલિન્ડરો, જે સ્થિર સ્થિતિમાં કાર્ય કરે છે અને નિષ્ક્રિય વાયુઓના સંગ્રહ માટે બનાવાયેલ છે, દર દસ વર્ષમાં એકવાર જરૂરી પરીક્ષાઓમાંથી પસાર થાય છે.
નિયુક્ત નિરીક્ષણ સમયગાળાનું સખતપણે પાલન કરવું આવશ્યક છે. તે બધા સલામતી વિશે છે. જો કન્ટેનર પ્રોપેન, એસિટિલીન અથવા અન્ય વિસ્ફોટક ગેસના સંગ્રહ અને પરિવહન માટે બનાવાયેલ છે, તો સિલિન્ડરની બાહ્ય સપાટી પરની કોઈપણ ખામી ભરપાઈ ન કરી શકાય તેવા પરિણામો તરફ દોરી શકે છે.
જલદી ગેસ સ્ટોરેજ ટાંકીના પ્રદર્શન વિશે શંકાઓ ઊભી થાય છે, તેને પરિભ્રમણમાંથી પાછી ખેંચી લેવી અને નવું ખરીદવું અથવા ભાડે લેવું જરૂરી છે.
કેસો જ્યાં પ્રેશર ગેજનો ઉપયોગ પ્રતિબંધિત છે.
જો પ્રેશર ગેજમાં કોઈ સીલ અથવા બ્રાંડ ન હોય, કેલિબ્રેશન સમયગાળો મુદતવીતી હોય અથવા ગિયર પોઇન્ટર ચાલુ હોય ત્યારે અનુમતિપાત્ર ભૂલના અડધા કરતાં વધુ, પ્રારંભિક ચિહ્ન પર પાછા ન આવે, તો આવા દબાણનો ઉપયોગ કરવાની મનાઈ છે. ગેજ
વધુમાં, તેને એવા સાધનનો ઉપયોગ કરવાની મંજૂરી નથી કે જેમાં કાચ તૂટી ગયો હોય અથવા અન્ય નુકસાન હોય જે યોગ્ય રીડિંગ્સને અસર કરી શકે.
નિષ્કર્ષમાં, અમે નોંધીએ છીએ કે સેવાયોગ્ય દબાણ ગેજ ગેસ વેલ્ડીંગ સાધનો સાથે કામ કરવાની સલામતીની બાંયધરી તરીકે સેવા આપી શકે છે.
માપન ઉપકરણો અને સાધનોને મેટ્રિક મીટરનો ઉપયોગ કરીને નિયંત્રણની જરૂર છે. પ્રેશર ગેજ કે જે પ્રવાહી અને વાયુઓના દબાણનું વિશ્લેષણ કરે છે તે હીટિંગ બોઈલર, ગેસ સિલિન્ડરો પર સ્થાપિત થાય છે અને ઉત્પાદન એકમો પર વપરાય છે. ઉપકરણના યોગ્ય રીડિંગ્સ મેળવવા અને એન્ટરપ્રાઇઝના કર્મચારીઓને સુરક્ષિત કરવા માટે, દબાણ ગેજનું સામયિક માપાંકન કરવું જોઈએ.
ડિઝાઇન અને પ્રકારો
પ્રોપેન (CH3)2CH2 એ ઉચ્ચ કેલરી મૂલ્ય ધરાવતો કુદરતી ગેસ છે: 25°C પર, તેનું કેલરીફિક મૂલ્ય 120 kcal/kg કરતાં વધી જાય છે.
તે જ સમયે, તેનો ઉપયોગ ખાસ સાવચેતીઓ સાથે થવો જોઈએ, કારણ કે પ્રોપેન ગંધહીન છે, પરંતુ હવામાં તેની સાંદ્રતા માત્ર 2.1% હોવા છતાં પણ તે વિસ્ફોટક છે.
તે ખાસ કરીને મહત્વનું છે કે, હવા કરતાં હળવા હોવાને કારણે (પ્રોપેનની ઘનતા માત્ર 0.5 g/cm 3 છે), પ્રોપેન વધે છે, અને તેથી, પ્રમાણમાં ઓછી સાંદ્રતામાં પણ, માનવ સુખાકારી માટે જોખમ છે.
પ્રોપેન રીડ્યુસરને બે કાર્યો કરવા જોઈએ - જ્યારે કોઈપણ ઉપકરણ તેની સાથે જોડાયેલ હોય ત્યારે સખત રીતે વ્યાખ્યાયિત દબાણ સ્તર પ્રદાન કરવા અને આગળની કામગીરી દરમિયાન આવા દબાણ મૂલ્યોની સ્થિરતાની બાંયધરી આપવી. મોટેભાગે, ગેસ વેલ્ડીંગ મશીનો, ગેસ હીટર, હીટ ગન અને અન્ય પ્રકારના હીટિંગ સાધનોનો ઉપયોગ આવા ઉપકરણો તરીકે થાય છે. આ ગેસનો ઉપયોગ લિક્વિફાઈડ ઈંધણ પર ચાલતી કારના પ્રોપેન સિલિન્ડર માટે પણ થાય છે.








પ્રોપેન રીડ્યુસર્સ બે પ્રકારના હોય છે - એક- અને બે-ચેમ્બર. બાદમાંનો ઉપયોગ ઓછો વારંવાર કરવામાં આવે છે, કારણ કે તે તેમની ડિઝાઇનમાં વધુ જટિલ છે, અને તેમની વિશિષ્ટ ક્ષમતા - સતત બે ચેમ્બરમાં ગેસનું દબાણ ઘટાડવાની - પ્રેક્ટિસમાં માત્ર દબાણના ટીપાંના અનુમતિપાત્ર સ્તરની વધેલી આવશ્યકતાઓ સાથે જ ઉપયોગમાં લેવાય છે. BPO 5-3, BPO5-4, SPO-6, વગેરેને ગિયરબોક્સના સામાન્ય મોડલ ગણવામાં આવે છે. પ્રતીકમાંનો બીજો અંક નજીવા દબાણ, MPa સૂચવે છે, જેના પર સુરક્ષા ઉપકરણ ટ્રિગર થાય છે.

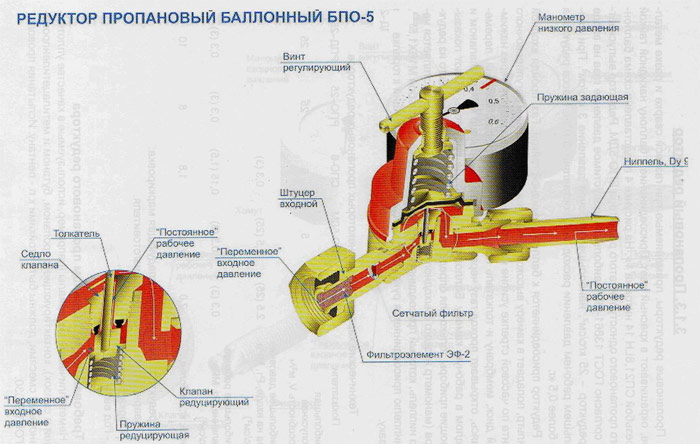
માળખાકીય રીતે, BPO-5 પ્રકારનું સિંગલ-ચેમ્બર પ્રોપેન રીડ્યુસર (બલૂન પ્રોપેન સિંગલ-ચેમ્બર) નીચેના ઘટકો અને ભાગો ધરાવે છે:
- કોર્પ્સ.
- દબાણ કરનાર
- વાલ્વ સીટ.
- વસંત ઘટાડવું.
- પટલ
- વાલ્વ ઘટાડવું.
- કનેક્ટિંગ સ્તનની ડીંટડી.
- ઇનલેટ ફિટિંગ.
- સેટિંગ વસંત.
- જાળીદાર ફિલ્ટર.
- પ્રેશર ગેજ.
- એડજસ્ટિંગ સ્ક્રૂ.
પ્રોપેન રીડ્યુસર્સની મુખ્ય તકનીકી લાક્ષણિકતાઓ છે:
- સમયના એકમ દીઠ ગેસના જથ્થાના સંદર્ભમાં મહત્તમ થ્રુપુટ, kg/h (અક્ષર સંક્ષેપ પછી તરત જ સ્થિત થયેલ સંખ્યા સાથે ચિહ્નિત; ઉદાહરણ તરીકે, BPO-5 પ્રકારનું પ્રોપેન રીડ્યુસર 5 કિલોથી વધુ પ્રોપેન પસાર કરવા માટે રચાયેલ છે. પ્રતિ કલાક);
- મહત્તમ ઇનલેટ ગેસ પ્રેશર, MPa. ઉપકરણના કદના આધારે, તે 0.3 થી 2.5 MPa ની રેન્જમાં હોઈ શકે છે;
- મહત્તમ આઉટલેટ દબાણ; મોટાભાગની ડિઝાઇનમાં, તે 0.3 MPa છે, અને ગેસ વપરાશ કરતા એકમ માટે સમાન સૂચક માટે અનુકૂળ છે.
બધા ઉત્પાદિત પ્રોપેન રીડ્યુસરોએ GOST 13861 ની આવશ્યકતાઓનું સંપૂર્ણપણે પાલન કરવું આવશ્યક છે.

સિલિન્ડરનું દબાણ
ક્રિમિંગ એ ઓટોમોબાઈલ એચબીઓ સિલિન્ડરની મજબૂતાઈ અને ચુસ્તતા માટે પરીક્ષણ કરવાની પ્રક્રિયા છે.
ચકાસણી કેવી રીતે હાથ ધરવામાં આવે છે?
હાઇડ્રોલિક (પાણી) અને વાયુયુક્ત (હવા) પરીક્ષણો કરવામાં આવે છે:
હાઇડ્રોલિક: જહાજમાંથી બધી હવા દૂર કરવામાં આવે છે અને પાણીથી ભરવામાં આવે છે;
દબાણ હેઠળ, લિકેજ માટે, ચુસ્તતા તપાસવામાં આવે છે, જેના પછી સિલિન્ડર ડ્રેઇન કરવામાં આવે છે (સૂકાય છે);
વાયુયુક્ત: જહાજને પાણી સાથેના કન્ટેનરમાં ડૂબવામાં આવે છે અને સંકુચિત હવા અથવા નિષ્ક્રિય ગેસ સાથે પરીક્ષણ કરવામાં આવે છે (PB 03-576-03 અનુસાર, તેને એક પ્રક્રિયાને બીજી પ્રક્રિયા સાથે બદલવાની મંજૂરી છે).
સાર એ જ છે - ચુસ્તતા તપાસવી.
દબાણ પરીક્ષણ સફળતાપૂર્વક પાસ કર્યા પછી, ઓટોમોબાઈલ સિલિન્ડરને ઉપયોગ માટે યોગ્ય ગણવામાં આવે છે અને તેને ચકાસણી (પ્રમાણપત્ર અને બ્રાન્ડિંગ) માટે ટ્રાન્સફર કરવામાં આવે છે.
સિલિન્ડર ચકાસણી
ગેસ સિલિન્ડર (પ્રોપેન અને મિથેન) ની ચકાસણી સલામતી આવશ્યકતાઓ સાથે ગેસ સિલિન્ડરના સંપૂર્ણ પાલનની પુષ્ટિ તરીકે સેવા આપે છે.
સિલિન્ડરની તમામ તપાસો પછી, તેનું પ્રમાણપત્ર હાથ ધરવામાં આવે છે: HBO સિસ્ટમમાં સિલિન્ડરના પ્રવેશ અને આગળના સંચાલન માટેની પરવાનગીનું દસ્તાવેજીકરણ.
ગ્રાહકને આપવામાં આવે છે:
વાહન પર સ્થાપિત ગેસ-બલૂન સાધનોના સામયિક પરીક્ષણોના પ્રદર્શનનું પ્રમાણપત્ર (ફોર્મ 2B);
વાહનની આગામી પુનઃપરીક્ષાની તારીખના પાસપોર્ટમાં ચિહ્નિત કરો;
કારના ગેસ સિલિન્ડરના ચકાસણી દસ્તાવેજો સૂચવે છે કે જહાજ બાહ્ય અને આંતરિક નિરીક્ષણ અને હાઇડ્રોલિક (વાયુયુક્ત) પરીક્ષણોને આધિન હતું અને કારની HBO સિસ્ટમમાં આગળના કામ માટે યોગ્ય જણાયું હતું.
સિલિન્ડર ચકાસણીના પરિણામો, એટલે કે ફોર્મ 2B માં પ્રમાણપત્ર, તમારી સાથે હોવું આવશ્યક છે. તે ત્રણ કેસોમાં પ્રસ્તુતિ માટે જરૂરી હોઈ શકે છે: ટ્રાફિક પોલીસ ઇન્સ્પેક્ટરની વિનંતી પર, જ્યારે વાહનની જાળવણી (TO) થઈ રહી હોય અને ડાયગ્નોસ્ટિક કાર્ડ મેળવતા હોય, તેમજ કેટલાક ગેસ સ્ટેશનો પર (જેને રિફ્યુઅલ કરતી વખતે સિલિન્ડર ચકાસણી પ્રમાણપત્રોની જરૂર હોય છે).
સર્વેની કિંમત અને સિલિન્ડરનું પ્રમાણપત્ર
કાર્યની કિંમત પ્રમાણપત્ર દરમિયાન ઓળખવામાં આવેલ એચબીઓ સિલિન્ડરની સ્થિતિ પર આધારિત છે (શું તેને કાટ, પ્રાઇમિંગ, પેઇન્ટિંગ વગેરેથી સાફ કરવાની જરૂર છે) અને શું વધારાના કામની જરૂર છે (દૂર-ઇન્સ્ટોલેશન અથવા તેને તોડી પાડવામાં આવે છે અને તૈયાર, ગંદકીના સ્વરૂપમાંથી સાફ).
પરીક્ષા, પુનઃપ્રમાણપત્ર, દબાણ પરીક્ષણ અને 1 સિલિન્ડરની ચકાસણીની કિંમત (વિખેરી નાખ્યા વિના), અમલીકરણ અને તેની ચકાસણી પર પેપર જારી કરવા સહિત (2a, 2b):
જો સિલિન્ડરમાં કાટ હોય (વહાણની કુલ સપાટીના 10% કરતા વધુ નહીં), તો કિંમત સૂચિ અનુસાર, દબાણ પરીક્ષણ પહેલાં વધારાના પેઇન્ટિંગ કાર્ય કરવામાં આવે છે:
| સફાઈ + તૈયારી + પ્રાઇમિંગ + પેઇન્ટિંગ + તકનીકી શિલાલેખનો ઉપયોગ (પુનઃસ્થાપન) | |
| 3 000 ઘસવું | 50l બોટલ (વ્યાસ 300, L 1000 mm સુધી) |
| 5 000 ઘસવું | વ્યાસ 360, એલ 1300 મીમી માટે |
| 7 000 ઘસવું | વ્યાસ 400 - 500, એલ 1000 મીમી |
પૂર્ણ થવાનો સમય - 2 દિવસ.
જેમ તમે જોઈ શકો છો, ગેસ સાધનો સાથે કામના જથ્થાને જોતાં, બધી પ્રક્રિયાઓની કિંમતો ખૂબ સસ્તી છે. તમે તમારી કારમાં જે સિલિન્ડર લઈ જાઓ છો તેની સલામતી માટે ચૂકવણી કરવા માટે આ નાની કિંમત છે.
ગેસ સિલિન્ડર વાલ્વ રિપેર
ગેસ વાલ્વની મુખ્ય ખામી
વાસ્તવમાં, ગેસ વાલ્વની ડિઝાઇન મુશ્કેલ નથી અને તેમાં તૂટવા માટે કંઈ ખાસ નથી. પરંતુ તેમ છતાં, સંખ્યાબંધ કારણોસર, તે કાં તો ગેસ પસાર કરવાનું શરૂ કરી શકે છે અથવા સંપૂર્ણપણે નિષ્ફળ થઈ શકે છે. તેના ભંગાણનું એક કારણ સ્ટાફનું બેદરકાર વલણ છે. ઉદાહરણ તરીકે, ખોલતી વખતે અથવા બંધ કરતી વખતે અતિશય બળ લાગુ કરવું. આ કાં તો થ્રેડને છીનવી શકે છે અથવા દાંડીને તોડી શકે છે.
વધુમાં, રેગ્યુલેટરમાં પ્રવેશતા વિદેશી કણો તેમને વાલ્વને સંપૂર્ણપણે બંધ કરતા અટકાવી શકે છે, અને આ અનિવાર્યપણે ગેસ લિકેજ તરફ દોરી જશે. કોઈ પણ સંજોગોમાં, ગેસ વાલ્વના શરીરમાં અથવા મિકેનિઝમમાં ખામીની સહેજ શંકા પર, સિલિન્ડરને કાર્યસ્થળ અથવા સુવિધા પરિસરમાંથી દૂર કરવું જોઈએ અને સમારકામ માટે મોકલવું જોઈએ.
હા, કોઈ શંકા નથી, ગેસ વાલ્વને સિલિન્ડરમાંથી દૂર કરી શકાય છે અને જાતે તપાસ કરી શકાય છે અને, જો જરૂરી હોય તો, શુદ્ધ અથવા સમારકામ કરી શકાય છે, પરંતુ આપણે ભૂલવું જોઈએ નહીં કે ગેસ સિલિન્ડર સાથેનું કોઈપણ કાર્ય સંભવિત જોખમ વહન કરે છે.તેથી જ કારીગરી પરિસ્થિતિઓમાં સ્વતંત્ર રીતે ગેસ વાલ્વને છૂટા કરવા પર સખત પ્રતિબંધ છે. જો ગેસ વાલ્વના સમારકામને વર્કશોપમાં સ્થાનાંતરિત કરવાની નાની તક પણ હોય, તો તે કરવું વધુ સારું છે.
પ્રેશર ગેજનું માપાંકન: શરતો, પદ્ધતિ, નિયમો
કોમ્પ્રેસ્ડ એર ઇન્જેક્શન સિસ્ટમમાં વિવિધ માપન ઉપકરણો ઇન્સ્ટોલ કરી શકાય છે; દબાણ ગેજનો વ્યાપકપણે ઉપયોગ થાય છે. અન્ય ઘણા ઉપકરણોની જેમ, આને સમયાંતરે જાળવણી કરવી આવશ્યક છે. ફક્ત આ કિસ્સામાં, તમે ખાતરી કરી શકો છો કે તે લાંબા સમય સુધી ચાલશે, અને પ્રાપ્ત રીડિંગ્સ સચોટ હશે. પ્રેશર ગેજ વેરિફિકેશન પ્રક્રિયાની તમામ વિશેષતાઓને વધુ વિગતમાં ધ્યાનમાં લો.



પ્રેશર ગેજનું માપાંકન: નિયમો
મૂળભૂત નિયમો અને ભલામણોને ધ્યાનમાં રાખીને પ્રેશર ગેજની તપાસ કરવી જોઈએ, કારણ કે કરવામાં આવેલી ભૂલો ઉત્પાદનની ચોકસાઈમાં ઘટાડો તરફ દોરી શકે છે. મૂળભૂત નિયમો નીચે મુજબ છે:
- શરૂઆતમાં, મિકેનિઝમની સ્થિતિ નક્કી કરવા માટે પ્રેશર ગેજનું નિરીક્ષણ કરવામાં આવે છે. ઉપકરણને નુકસાન એ સૂચવી શકે છે કે ચકાસણી તે મૂલ્યવાન નથી. કેટલીક ખામીઓ દૂર કરી શકાય છે, ઉદાહરણ તરીકે, રક્ષણાત્મક કાચને બદલીને, તે બધા ચોક્કસ દબાણ ગેજ મોડેલની લાક્ષણિકતાઓ પર આધાર રાખે છે.
- ઓપરેશનલ માટે સૌથી અંદાજિત શરતો બનાવવામાં આવી છે. ઉદાહરણ હવાની ભેજ, વાતાવરણીય દબાણ અને ઓરડાના તાપમાનનું સૂચક છે.
- પરીક્ષણની શરૂઆતમાં, પોઇન્ટર શૂન્ય પર હોવું આવશ્યક છે. આ માપન સમયે ભૂલની શક્યતાને દૂર કરે છે.
જો તીરને શૂન્ય પર સેટ કરવું શક્ય ન હોય, તો ઉપકરણને વિશિષ્ટ બોલ્ટનો ઉપયોગ કરીને ગોઠવવામાં આવે છે.
દબાણ ગેજની ચકાસણીની શરતો
ધ્યાન સમયમર્યાદા પર છે.માપાંકનનો હેતુ રીડિંગ્સની ચોકસાઈને સુધારવાનો છે. લક્ષણો પૈકી અમે નીચેના મુદ્દાઓ નોંધીએ છીએ:
જો ઉપકરણ બેજવાબદાર મિકેનિઝમ્સના તત્વ તરીકે ઇન્સ્ટોલ કરેલું હોય તો જ પ્રશ્નમાં પ્રક્રિયાને સ્વતંત્ર રીતે હાથ ધરવાનું શક્ય છે.
શું મારે ગેજ માપાંકિત કરવાની જરૂર છે?
નજીવા દબાણ નક્કી કરવા માટે ઉપકરણની પ્રાથમિક ચકાસણી હાથ ધરવામાં આવે છે. ભવિષ્યમાં, નિયંત્રણ તમને ચોકસાઈ ઘટાડવાની શક્યતાને બાકાત રાખવા દે છે.
તેની નિષ્ફળતાની શક્યતાને બાકાત રાખવા માટે પ્રેશર ગેજનું સામયિક માપાંકન જરૂરી છે.
કેટલીક સિસ્ટમો પ્રેશર ગેજના ઉપયોગ વિના ચલાવી શકાતી નથી.
જો તમે સમયસર પ્રક્રિયા હાથ ધરશો નહીં, તો તમને નીચેની સમસ્યાઓનો સામનો કરવો પડી શકે છે:
- માપન ભૂલ. કેટલાક કિસ્સાઓમાં, નાની ભૂલ કોમ્પ્રેસરની કાર્યક્ષમતામાં ઘટાડો કરતી નથી, અન્યમાં, દબાણની ચોકસાઈ મહત્વપૂર્ણ છે.
- પ્રેશર ગેજની સર્વિસ લાઇફ નોંધપાત્ર રીતે ઘટી છે. તેના લાંબા ગાળાના ઓપરેશન દરમિયાન મિકેનિઝમને થતા કેટલાક નુકસાનથી ઝડપી વસ્ત્રો થઈ શકે છે. ઉચ્ચ-ચોકસાઇવાળા મેનોમીટરની કિંમત ખૂબ ઊંચી છે.
- માધ્યમના લીકેજની સંભાવના છે, જેના કારણે સિસ્ટમમાં દબાણમાં ઘટાડો થશે.
નિષ્કર્ષમાં, અમે નોંધીએ છીએ કે જો કોમ્પ્રેસર માપન ઉપકરણને માપાંકિત કરવું જરૂરી હોય, તો તમે આવા કાર્ય જાતે કરી શકો છો. આ કરવા માટે, તમે વિશિષ્ટ સ્ટોરમાં વિશિષ્ટ ઉપકરણ ખરીદી શકો છો. અન્ય મિકેનિઝમ્સ, જે ઉચ્ચ આવશ્યકતાઓને આધીન છે, નિષ્ણાત દ્વારા વિશેષ રૂપે તપાસવી જોઈએ. પ્રક્રિયા પછી, ભરણ મૂકવું જોઈએ.
, કૃપા કરીને ટેક્સ્ટનો ટુકડો પસંદ કરો અને Ctrl+Enter દબાવો.
સેવાસ્તોપોલમાં ગેસ એલાર્મ તપાસી રહ્યું છે
CJSC "YUSTIR" વર્તમાન ચકાસણી પદ્ધતિઓ અનુસાર, સુવિધા પર અને વિશિષ્ટ પ્રયોગશાળા બંનેમાં ગેસ એલાર્મની ચકાસણી કરે છે.
ગેસ એલાર્મ્સ ગેસ લીકને રોકવા માટે રચાયેલ છે: પ્રોપેન મિથેન, કાર્બન મોનોક્સાઇડ, વગેરે, તે બોઈલર રૂમ અને હાઇડ્રોલિક ફ્રેક્ચરિંગમાં સ્થાપિત થયેલ છે. નિયમ પ્રમાણે, સિગ્નલિંગ ઉપકરણોને વર્ષમાં એકવાર માપાંકિત કરવામાં આવે છે (મોડેલ પર આધાર રાખીને, કેલિબ્રેશન અંતરાલ અલગ હોઈ શકે છે).
ચકાસણીનો હેતુ ચકાસણી ગેસ મિશ્રણ (CGM) નો ઉપયોગ કરીને વિસ્ફોટક સાંદ્રતા સુધીનું અનુકરણ કરીને ખામીયુક્ત ગેસ દૂષણ શોધનારને ઓળખવાનો છે.
ઓન-સાઇટ વેરિફિકેશન - અમારા નિષ્ણાતો ઓપરેશનના સ્થળે ગેસ એલાર્મને માપાંકિત કરવા, ટેસ્ટ-ગેસ મિશ્રણનો ઉપયોગ કરીને એડજસ્ટ કરવા અને માપાંકિત કરવા માટે જરૂરી સાધનો સાથે સાઇટ પર જવા માટે તૈયાર છે.
પ્રયોગશાળામાં ચકાસણી
અમારી કંપની સજ્જ લેબોરેટરીમાં ગોઠવણો અને સમારકામ કરે છે, ગેસ પ્રદૂષણ અલાર્મના સમારકામ માટે ઘરેલું અને આયાતી બંને પ્રકારના સ્પેરપાર્ટ્સની વિશાળ શ્રેણી ધરાવે છે.
પ્રયોગશાળા ચકાસણી પ્રક્રિયાની તમામ આવશ્યકતાઓનું પાલન કરે છે, જે ગેસ ડિટેક્ટર્સ સેટઅપ અને કેલિબ્રેટ કરતી વખતે અને માપાંકિત કરતી વખતે અત્યંત મહત્વપૂર્ણ છે. જો જરૂરી હોય તો, સંસ્થા પાસે ચકાસાયેલ ગેસ એલાર્મનું મોટું વિનિમય ભંડોળ છે, જે ઉપકરણના અનુગામી સમારકામ માટે પ્રયોગશાળામાં ડિલિવરી કરવાની મંજૂરી આપે છે.
ગેસ વિશ્લેષકોની ચકાસણી ગ્રાહકની સાઇટ પર ઇન્સ્ટોલેશન સાઇટ પર હાથ ધરવામાં આવે છે. કાર્બન મોનોક્સાઇડ અને મિથેન (ગેસ સેન્સરનું વેરિફિકેશન) માટે ગેસ ડિટેક્ટરની ચકાસણી વર્ષમાં એકવાર હાથ ધરવી જોઈએ.
CJSC "YUSTIR" ગેસ એલાર્મની ચકાસણી, માપાંકન અને સમારકામના સંગઠન પરના કાર્યોનું સંકુલ કરે છે.ગેસ ડિટેક્ટરની ચકાસણી સ્થાપિત નમૂનાની ચકાસણીના પ્રમાણપત્રો જારી કરીને હાથ ધરવામાં આવે છે. કિંમતમાં ગેસ એલાર્મ તપાસવા માટે રોબોટને હાથ ધરવાનું સંપૂર્ણ ચક્ર શામેલ છે.
વિષય પર તારણો અને ઉપયોગી વિડિઓ
સિલિન્ડર ખરીદતી વખતે તમારે શું ધ્યાન રાખવું જોઈએ:
સ્વ-સમારકામ માટેની ભલામણો:
માત્ર સેવાયોગ્ય ગેસ સાધનો જ મકાનમાલિકોની આરામ અને સલામતીની ખાતરી કરી શકે છે
નિયમિત તપાસ એ નાગરિકોને આકસ્મિક અકસ્માતથી બચાવવાનો બીજો રસ્તો છે, તેથી ગેસ સેવાની જરૂરિયાતોને ધ્યાન અને જવાબદારી સાથે ધ્યાનમાં લેવી આવશ્યક છે.
ગેસ રીડ્યુસર્સના કિસ્સામાં, વર્ષમાં એકવાર, નિષ્ણાતને દબાણ માપન તપાસવા માટે આમંત્રિત કરો, અને, જો જરૂરી હોય તો, ઉપકરણોને બદલવા અથવા સમારકામ કરો.
તમે ચર્ચામાં ભાગ લઈ શકો છો, સામગ્રી પર છોડી શકો છો, તમારો અનુભવ શેર કરી શકો છો અથવા અમારા નિષ્ણાતોને રસના પ્રશ્નો પૂછી શકો છો - સંપર્ક બ્લોક લેખ હેઠળ સ્થિત છે.