
- હેન્ડ ટૂલનો ઉપયોગ કેવી રીતે કરવો
- ફિટિંગ્સ કેવી રીતે કનેક્ટ કરવી
- પિન્સર્સ એ પશુ નથી, પરંતુ ઇન્સ્ટોલેશન ટૂલ છે
- મેટલ પોલિમરથી બનેલા પાઈપોની કામગીરીની લાક્ષણિકતાઓ
- સાણસી દબાવવા માટે પાઈપો તૈયાર કરી રહ્યા છીએ
- ઉપયોગ માટે સૂચનાઓ
- આવા ભાગોના સક્ષમ ઇન્સ્ટોલેશનના રહસ્યો
- પ્રેસ સાણસી કેવી રીતે પસંદ કરવી?
- નિષ્ણાતો પાસેથી રહસ્યો માઉન્ટ કરવાનું
- ઉપકરણ અને હેતુ
- જે ફિટિંગમાં દબાવવાની સાણસી જરૂરી છે
- પ્રેસ ટોંગ્સનો યોગ્ય રીતે ઉપયોગ કેવી રીતે કરવો
હેન્ડ ટૂલનો ઉપયોગ કેવી રીતે કરવો
જો તમે તમારી જાતને ક્રિમિંગ કરવાનું નક્કી કરો છો, તો તમારે તમામ તબક્કાઓનું સખતપણે પાલન કરવું જોઈએ.
- પ્રથમ તમારે મેટલ-પ્લાસ્ટિક પાઇપના ઇચ્છિત ભાગને માપવાની જરૂર છે. આ હેતુઓ માટે, તમે ઉત્પાદનની બાહ્ય સપાટી પર સ્થિત ટેપ માપ અથવા ગુણનો ઉપયોગ કરી શકો છો. સ્વાભાવિક રીતે, તમારે નાના માર્જિન સાથે સેગમેન્ટ પસંદ કરવાની જરૂર છે.
- ખાસ કાતરની મદદથી, મેટલ-પ્લાસ્ટિક પાઇપનો એક ભાગ કાપી નાખવામાં આવે છે. પરફેક્ટ કટ માટે, ગિલોટિન શીયર્સની નીચેની ધારને પાઇપની સમાંતર પકડી રાખો અને તેને સહેજ અંદર દબાવો.
- આગળ, સુવ્યવસ્થિત છેડા યોગ્ય સાધનનો ઉપયોગ કરીને માપાંકિત કરવામાં આવે છે. આનો આભાર, પ્રેસને સંરેખિત કરવું અને આંતરિક ચેમ્ફરને દૂર કરવું શક્ય બનશે.પછી પાઇપ પર કમ્પ્રેશન સ્લીવ મૂકવામાં આવે છે અને ફિટિંગ ફિટિંગ નાખવામાં આવે છે, ત્યારબાદ મેટલ-પ્લાસ્ટિક પાઇપને કનેક્ટિંગ એલિમેન્ટ પર દબાવવી જરૂરી છે.
- સ્લીવમાં પાઇપનું સ્થાન પોતે જ તપાસવું જોઈએ. જો બધું યોગ્ય રીતે કરવામાં આવે છે, તો તમે સુરક્ષિત રીતે ક્રિમિંગ પર આગળ વધી શકો છો.
- પ્રેસ ટોંગ્સ સપાટ સપાટી પર નાખવામાં આવે છે, હેન્ડલ્સને 180 ° દ્વારા ફેલાવે છે. તે જ સમયે, ક્લિપના ઉપલા ભાગને કાળજીપૂર્વક ડિસ્કનેક્ટ કરવામાં આવે છે અને પાઇપના વ્યાસને અનુરૂપ પ્રેસ ઇન્સર્ટનો એક ભાગ ત્યાં દાખલ કરવામાં આવે છે.
- દાખલનો બીજો ભાગ નીચેના ભાગમાં મૂકવામાં આવે છે અને કી ધારકને સ્થાને સ્નેપ કરવામાં આવે છે. પછી અહીં એક નોડ મૂકવામાં આવે છે, જે પાઇપ અને ફિટિંગ છે. આ બિંદુએ, તમારે ખાતરી કરવાની જરૂર છે કે સ્લીવ પ્રેસ ઇન્સર્ટમાં જ સ્થિત છે. તે પછી, હેન્ડલ્સને સ્ટોપ પર ખસેડવું આવશ્યક છે.
પ્રેસ ટોંગ્સ એ એક અનિવાર્ય સાધન છે, જેનો આભાર તમે પાઇપલાઇનને સ્વ-એસેમ્બલ કરી શકો છો. જો યોગ્ય રીતે કરવામાં આવે તો, જોડાણ મજબૂત અને ટકાઉ હશે. સ્વાભાવિક રીતે, આવા સાધનો સસ્તા નથી, પરંતુ નિયમિત ઇન્સ્ટોલેશન કાર્ય સાથે, તે ઝડપથી ચૂકવણી કરશે.
ફિટિંગ્સ કેવી રીતે કનેક્ટ કરવી
પ્રેસ ફિટિંગના ઇન્સ્ટોલેશન માટે, ક્રિમિંગ પ્રેસ જેવા ટૂલનો એક પ્રકારનો ઉપયોગ થાય છે.
આ જોડાણના પ્રકારને ત્રણ મુખ્ય ઘટકોમાં વિભાજિત કરી શકાય છે:
- એક શરીર, જે ટી, કપલિંગ, કોણના સ્વરૂપમાં હોઈ શકે છે;
- એક સ્લીવ કે જે ફક્ત કમ્પ્રેશનને આધિન છે અને ઓપરેશન દરમિયાન તેનો આકાર ગુમાવતો નથી (સામાન્ય રીતે સ્ટેનલેસ સ્ટીલથી બનેલો);
- ક્લિપ, જેનું કાર્ય શરીર અને સ્લીવને એકબીજા સાથે જોડવાનું છે.
કનેક્શનની ગુણવત્તા અને ચુસ્તતા માટે, નીચેના પગલાંઓ કરવા આવશ્યક છે:
-
અમે જમણા ખૂણા પર પાઇપને માપીએ છીએ અને કાપીએ છીએ.
- અમે માપાંકન કરીએ છીએ (પાઈપ કાપતી વખતે અંડાકાર દૂર કરવા માટે).
- અમે પાઇપ પર સ્લીવ મૂકીએ છીએ.
- પછી અમે પાઇપમાં ફિટિંગ દાખલ કરીએ છીએ.
- તે પછી, સ્લીવને મેન્યુઅલ અથવા હાઇડ્રોલિક સાણસીથી ક્રિમ કરવામાં આવે છે (કમ્પ્રેશન એકવાર કરવામાં આવે છે, પુનરાવર્તિત કરવાની મંજૂરી નથી).
પિન્સર્સ એ પશુ નથી, પરંતુ ઇન્સ્ટોલેશન ટૂલ છે
જો પ્રેસ ફીટીંગ્સ સાથે બધું સ્પષ્ટ છે, તો હવે અમે તેમના ઇન્સ્ટોલેશન માટેના ટૂલને નજીકથી જોઈશું. આ પ્રેસિંગ ટોંગ્સ છે જે મેન્યુઅલ, ઇલેક્ટ્રોમિકેનિકલ અથવા હાઇડ્રોલિક હોઈ શકે છે.

ઘરે, મેન્યુઅલ પ્રેસ ટોંગ્સ પૂરતા હશે
ઘર અને અવારનવાર ઉપયોગ માટે, એક હેન્ડ ટૂલ પૂરતું હશે; જો કાર્ય યોગ્ય રીતે કરવામાં આવે, તો તે તેના હાઇડ્રોલિક સમકક્ષને જોડાણો તરીકે ઉપજશે નહીં, અને તેની ખરીદી કિંમત ઓછી છે.
હેન્ડ ટૂલ્સ વિશે અહીં વાંચો
ઔદ્યોગિક ઉપયોગ માટે અથવા વ્યાવસાયિકો માટે કે જેઓ વિવિધ પાઇપલાઇન્સના ઇન્સ્ટોલેશનમાં વ્યવસાયિક રીતે સંકળાયેલા છે, હાઇડ્રોલિક અથવા મિકેનિકલ વધુ યોગ્ય છે, જે ટૂંકા ગાળામાં મોટી સંખ્યામાં પાઇપ કનેક્શન કરવા સક્ષમ છે.

હાઇડ્રોલિક સાણસી સાથે કામ કરતો માણસ
પ્રેસ ફિટિંગ ટૂલ માર્કેટ આજે VALTEK, VIEGA, REMS, PEXAL, VIRAX અને અન્ય ઘણી કંપનીઓ દ્વારા રજૂ થાય છે.
સલાહ! જો તમારે પ્રેસ ફિટિંગને માઉન્ટ કરવા માટે નાના કામ કરવાની જરૂર હોય, તો તમારે કોઈ સાધન ખરીદવાની જરૂર નથી. ઘણા સ્ટોર્સ તેને ભાડે આપવાની ઓફર કરે છે. સ્ટોરમાં, તમે થાપણ (જે પ્રેસ ટોંગ્સ પરત કરવા પર પરત કરવામાં આવે છે) અને સાધન ભાડે આપવા માટે પૈસા છોડો છો.











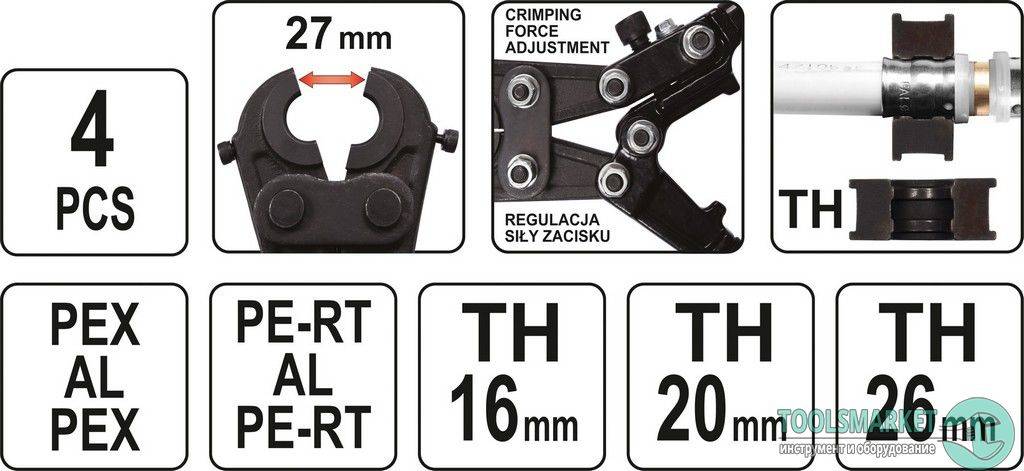
આધુનિક કિટ્સમાં વિવિધ પાઇપ વ્યાસ માટે નોઝલ હોય છે.
ચોક્કસ વ્યાસની પાઈપોને માઉન્ટ કરવા માટે વિવિધ પ્રકારની પ્રેસ ટોંગ્સ ડિઝાઇન કરવામાં આવી છે.પરંતુ હવે એવા મોડેલો છે જે વિવિધ પાઇપ વ્યાસ સાથે સમાન સાણસી સાથે કામ કરવા માટે વિશિષ્ટ લાઇનર્સનો ઉપયોગ કરી શકે છે.
મોડલ્સના સુધારેલા સંસ્કરણો પણ છે જે ચિહ્નિત કરીને ઓળખી શકાય છે:
- OPS - સ્ટેપ-ટાઈપ ક્લેમ્પ્સના ઉપયોગને કારણે, સ્લીવને ક્રિમિંગ કરવા માટે લાગુ દળો વધે છે.
- APC - કામનું સ્વચાલિત નિયંત્રણ હાથ ધરવામાં આવે છે, અને સ્લીવના સફળ સંકોચનના અંત સુધી પ્રેસ ખુલશે નહીં.
- APS - ઉપકરણ આપમેળે લાગુ દળોનું વિતરણ કરે છે.
ઇલેક્ટ્રોમિકેનિકલ ઉપકરણો મુખ્ય દ્વારા સંચાલિત થાય છે, પરંતુ એવા મોડલ છે જે બેટરી દ્વારા સંચાલિત થઈ શકે છે, જે તેમને વધુ સર્વતોમુખી બનાવે છે.
સલાહ! નિષ્ણાતો જો શક્ય હોય તો, પાઇપિંગ સિસ્ટમ્સ વચ્ચે જોડાણ બનાવવા માટે પ્રેસ ફિટિંગ અને ફિટિંગ માટેના સાધનોનો ઉપયોગ કરવાની ભલામણ કરે છે. એક ઉત્પાદક, ઉદાહરણ તરીકે, આ એક કંપની છે વાલ્ટેક્સ, પરંતુ ત્યાં અન્ય છે. આ હાથ ધરવામાં આવેલા કાર્યની ગુણવત્તા અને સમગ્ર સિસ્ટમની ચુસ્તતામાં વધારાના પરિબળ તરીકે સેવા આપશે.
આજે, મેન્યુઅલ પ્રેસ ટોંગ્સની કિંમતો 70 USD અને તેનાથી વધુ, વ્યાવસાયિક ઇલેક્ટ્રો-હાઇડ્રોલિક માટે - કિંમતો 500 USD થી શરૂ થાય છે.
અમે આશા રાખીએ છીએ કે લેખ તમારા માટે ઉપયોગી હતો. જો મુશ્કેલ ન હોય, તો કૃપા કરીને નીચેના સામાજિક મીડિયા બટનોને ક્લિક કરો.
મેટલ પોલિમરથી બનેલા પાઈપોની કામગીરીની લાક્ષણિકતાઓ
મેટલ-પોલિમર પ્લમ્બિંગ પાઈપો હેઠળ, GOST R 53630-2015 નો અર્થ એ છે કે એવા ઉત્પાદનો કે જે અલગ-અલગ સામગ્રીના બે અથવા વધુ વૈકલ્પિક સ્તરો - પ્લાસ્ટિક (પોલીઇથિલિન અથવા પોલીપ્રોપીલિન) અને મેટલ (મોટા ભાગે એલ્યુમિનિયમ) સાથે સીવેલું હોય છે.
આવા પાઈપોને બે વર્ગોમાં વિભાજિત કરવામાં આવે છે - ગતિશીલ લોડને સમજવું અથવા ન સમજવું.
બીજા કિસ્સામાં, ઓપરેશનલ પરિમાણો GOST 32415-2013 ની તકનીકી જરૂરિયાતો અનુસાર નક્કી કરવામાં આવે છે.
આ વિકલ્પોમાં શામેલ છે:
- નજીવા દબાણ કે જેના માટે પાઇપલાઇન ડિઝાઇન કરવામાં આવી છે;
- સૌથી ઓછી લાંબા ગાળાની તાકાત;
- પાઇપ દિવાલમાં હાઇડ્રોસ્ટેટિક તણાવ.
આ સૂચકાંકો અનુસાર, પાઇપલાઇનની દિવાલોના મહત્તમ વિચલન અને અંડાકારના મૂલ્યોની ગણતરી કરવામાં આવે છે, જે GOST 32415-2013 માં આપવામાં આવે છે.
સૂચવેલ સૂચકાંકો અનુસાર, પાઇપલાઇન ફિટિંગની ડિઝાઇન અને સામગ્રી પસંદ કરવામાં આવે છે - કમ્પ્રેશન અથવા પ્રેસ પ્રકારનાં ફિટિંગ.
મેટલ-પ્લાસ્ટિક પાઈપોનું પ્રદર્શન તેમના ઓપરેટિંગ વર્ગના આધારે સ્થાપિત થયેલ છે:
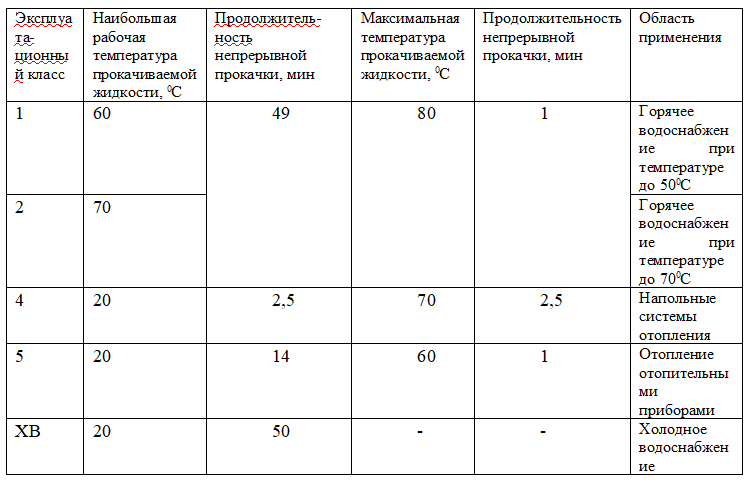
ઉપરોક્ત પ્રમાણભૂત ડેટા અનુસાર, ક્રિમિંગ ફોર્સ નક્કી કરવામાં આવે છે, પાઇપ ક્રિમિંગ માટેની તકનીક અને સાધનો અપનાવવામાં આવે છે.
સાણસી દબાવવા માટે પાઈપો તૈયાર કરી રહ્યા છીએ
મેટલ-પ્લાસ્ટિક સિસ્ટમ્સની એસેમ્બલી પહેલાં તરત જ, એટલે કે. પ્રેસિંગ ટોંગ્સનો ઉપયોગ કરતા પહેલા અને ક્રિમિંગ પગલાં હાથ ધરતા પહેલા, નળીઓવાળું સામગ્રી તે મુજબ તૈયાર કરવામાં આવે છે.










મેટલ-પ્લાસ્ટિક પાઇપ સામગ્રીના માર્કિંગ દરમિયાન, ભાગના બંને છેડાથી નાનો ઓવરલેપ (2-3 સે.મી.) ઉમેરવો હિતાવહ છે. નહિંતર, ફિટિંગ દાખલ કર્યા પછી, ટુકડો અંદાજ મુજબ જરૂરી કરતાં ટૂંકા હશે. ખોટી રીતે ઇન્સ્ટોલ કરેલ પ્રેસ ફિટિંગની સ્થિતિ સુધારી શકાતી નથી. તમારે આખા ટુકડાને કાપીને આ જગ્યાએ એક નવું ઇન્સ્ટોલ કરવું પડશે
ક્રિયાઓનો ક્રમ કોઈપણ પ્રકારના સાધન માટે સુસંગત છે અને ફરજિયાત પાલનની જરૂર છે:
- ટેપ માપનો ઉપયોગ કરીને, ખાડીમાંથી પાઇપ સામગ્રીની આવશ્યક માત્રાને માપો અને માર્કર વડે ચિહ્ન બનાવો જ્યાં ઇચ્છિત કટ હશે.
- મેટલ-પ્લાસ્ટિકને કાપવા માટેની કાતર જરૂરી લંબાઈનો એક ભાગ કાપી નાખે છે, ખાતરી કરો કે પરિણામી ધાર શક્ય તેટલી સમાન છે અને ઉત્પાદનની શરતી કેન્દ્રીય ધરી સાથે સ્પષ્ટ જમણો કોણ બનાવે છે.
- કામ માટે ગિલોટિન ટૂલનો ઉપયોગ કરતી વખતે, તેની નીચલી ધાર પાઇપની સપાટીની સખત સમાંતર રાખવામાં આવે છે, માત્ર કટીંગ ભાગને નરમ સામગ્રીમાં સહેજ દબાવીને.
- જ્યારે આનુષંગિક બાબતો કરવામાં આવે છે, ત્યારે પરિણામી અંતની ધારને કેલિબ્રેટર સાથે ગણવામાં આવે છે. તે કટના આકારને સુધારે છે અને સંરેખિત કરે છે અને ધીમેધીમે અંદરથી ચેમ્ફર કરે છે.
- ક્રિમ્પ સ્લીવને ફિટિંગમાંથી દૂર કરવામાં આવે છે અને પાઇપની ધાર પર મૂકવામાં આવે છે. ફિટિંગ સીધી કટમાં દાખલ કરવામાં આવે છે.
- જોડાણ તત્વોના અંતિમ ભાગોને ચુસ્તપણે દબાવવામાં આવે છે, અને સંયુક્ત વિસ્તાર સીલિંગ ગાસ્કેટથી ઇન્સ્યુલેટેડ છે. તે સામગ્રીને કાટથી સુરક્ષિત કરે છે અને સમગ્ર સિસ્ટમની ચુસ્તતા સુનિશ્ચિત કરે છે.
- સ્લીવમાં પાઇપના પ્લેસમેન્ટનું નિયંત્રણ એજ ઝોનમાં રાઉન્ડ કટ દ્વારા હાથ ધરવામાં આવે છે.
જ્યારે યોગ્ય પ્રારંભિક તૈયારીઓ પૂર્ણ થઈ જાય, ત્યારે પ્રેસ ટોંગ્સનો ઉપયોગ કરવામાં આવે છે અને ક્રિમિંગ ઓપરેશન હાથ ધરવામાં આવે છે.
ઉપયોગ માટે સૂચનાઓ
તમે જે પ્રકારનું ઇન્સ્ટોલેશન અને સાધનો પસંદ કરો છો તેને ધ્યાનમાં લીધા વિના, પ્રારંભિક કાર્ય માટે સામાન્ય પ્રક્રિયા છે. આ નિયમો પાઇપલાઇનની ગોઠવણને સરળ બનાવશે અને અમલ માટે ઇચ્છનીય છે:
- તમારે પાઇપ લેઆઉટ પ્લાન બનાવવાની જરૂર છે, આ સામગ્રી અને કપ્લિંગ્સની માત્રાની ગણતરી કરવામાં મદદ કરશે;
- ભવિષ્યમાં લિકને ટાળવા માટે કનેક્શન પોઇન્ટ્સમાં ધૂળ અને ગંદકીને પ્રવેશતા અટકાવવા માટે કાર્યસ્થળોને કાળજીપૂર્વક સાફ કરવી આવશ્યક છે;
- જો તમારે હાલની સિસ્ટમ સાથે કનેક્ટ કરવાની જરૂર હોય, તો તમારે તેની અખંડિતતા તપાસવાની અને નિવેશ સાઇટ તૈયાર કરવાની જરૂર છે;
- પાઈપો કાપવી જોઈએ જેથી કટ પાઇપની રેખાંશ અક્ષથી બરાબર 90 ડિગ્રી હોય, વિશ્વસનીયતા અને ચુસ્તતાની ખાતરી કરવા માટે આ જરૂરી છે;
- ડાયાગ્રામ દ્વારા માર્ગદર્શિત, કટીંગ અને તમામ જરૂરી જોડાણ તત્વોની સંખ્યા તપાસવા માટે તમામ પાઈપો અને કપ્લિંગ્સ મૂકો.
ઉપર જણાવ્યા મુજબ, ક્રોસ-લિંક્ડ પોલિઇથિલિનને કનેક્ટ કરવા માટે ત્રણ મુખ્ય વિકલ્પો છે. સાધનો અને સાધનોની પસંદગી પદ્ધતિની પસંદગી પર આધારિત છે. બધી પદ્ધતિઓ માટે, તમારે પાઈપોના વ્યાસ અને કાપણી માટે નોઝલની જરૂર પડશે.
પ્રથમ પદ્ધતિ કરવા માટે સૌથી સરળ છે. પાઈપો અને પ્રુનર ઉપરાંત, માત્ર કમ્પ્રેશન કપ્લિંગ્સ અને રેન્ચની જોડીની જરૂર પડશે. આ સાધનોને સ્થાને ધકેલ્યા પછી બદામને સજ્જડ કરવા માટે જરૂરી છે.
તે યાદ રાખવું અગત્યનું છે: તમારે બદામને કડક કરવાની પ્રક્રિયાને નિયંત્રિત કરવાની જરૂર છે જેથી થ્રેડને નુકસાન ન થાય. ચુસ્ત સ્ક્રૂ કરો, પરંતુ વધુ કડક ન કરો.
બીજી પદ્ધતિ દબાવવાની છે. તમારે કેલિબ્રેટર, કાતર, એક વિસ્તૃતક અને પ્રેસની જરૂર પડશે.


કાતર સાથે કોઈ મુશ્કેલીઓ થશે નહીં, તેમનો હેતુ સરળ છે - પાઇપને આપણને જરૂરી કદમાં કાપવા માટે. અમે તેની ધારને કેલિબ્રેટર સાથે પ્રક્રિયા કરીએ છીએ, અંદરથી ચેમ્ફરિંગ કરીએ છીએ. કટિંગ પછી પાઇપને ગોળાકાર આકાર આપવા માટે આ સાધન જરૂરી છે.
પછી આપણે મેન્યુઅલ પ્રકારનું વિસ્તરણકર્તા (વિસ્તરણકર્તા) લઈએ છીએ, જેનો ઉપયોગ કરવો ખૂબ જ સરળ છે. અમે પાઇપની અંદરના ઉપકરણની કાર્યકારી ધારને વધુ ઊંડી કરીએ છીએ અને તેને ઇચ્છિત કદમાં વિસ્તૃત કરીએ છીએ. આ એક સમયે ન કરવું જોઈએ, કારણ કે સામગ્રીને નુકસાન થઈ શકે છે. અમે આ ધીમે ધીમે કરીએ છીએ, વિસ્તરણકર્તાને વર્તુળમાં ફેરવીએ છીએ.આ ઉપકરણના ફાયદા એ કિંમત અને ઉપયોગમાં સરળતા છે. આ એક કલાપ્રેમી સાધન છે.

ઇલેક્ટ્રિકલી પાવર્ડ એક્સ્પાન્ડર રિચાર્જેબલ બેટરીથી સજ્જ છે, જે ઇન્સ્ટોલરના કામને ઝડપી બનાવવા માટે રચાયેલ છે. તે સિસ્ટમના ઇન્સ્ટોલેશન માટે કાર્યકરના પ્રયત્નો અને સમયને નોંધપાત્ર રીતે બચાવે છે. સ્વાભાવિક રીતે, આ ઉપકરણ ઘણી વખત વધુ ખર્ચાળ છે, પરંતુ જો તમારે ઘણું કામ કરવાની જરૂર હોય, તો તે સંપૂર્ણ રીતે ફિટ થશે અને ખર્ચને ન્યાયી ઠેરવશે. હાઇડ્રોલિક વિસ્તરણકર્તાઓ છે. અમે પાઇપ તૈયાર કર્યા પછી, તમારે તેમાં ફિટિંગ ઇન્સ્ટોલ કરવાની જરૂર છે. આ કરવા માટે, અમને પ્રેસ વિઝની જરૂર છે. તેઓ હાઇડ્રોલિક અને મિકેનિકલ પણ છે. ઉપયોગ કરતા પહેલા, તેમને સ્ટોરેજ કેસમાંથી દૂર કરવા અને કાર્યકારી સ્થિતિમાં એસેમ્બલ કરવું આવશ્યક છે.
ટૂલને એસેમ્બલ કર્યા પછી અને પાઇપમાં કપલિંગ ઇન્સ્ટોલ કર્યા પછી, કનેક્શન પ્રેસ સાથે ઇન્સ્ટોલ કરવામાં આવે છે. એટલે કે, ફિટિંગ તેની જગ્યાએ પ્રવેશે છે, અને માઉન્ટિંગ સ્લીવ સાથે ઉપરથી દબાણ લાગુ કરવામાં આવે છે. નાના પાઇપ વ્યાસ અને ઓછી માંગ માટે મેન્યુઅલ પ્રેસની ભલામણ કરવામાં આવે છે.









હાઇડ્રોલિક પ્રેસને ક્રિમિંગ દરમિયાન વર્ચ્યુઅલ રીતે કોઈ પ્રયત્નોની જરૂર નથી. ફિટિંગ અને સ્લીવને ઉપકરણ પરના ખાંચમાં સરળ રીતે ઇન્સ્ટોલ કરવામાં આવે છે, પછી તે સરળતાથી અને સરળતાથી સ્થાને આવે છે. આ સાધનનો ઉપયોગ એવા સ્થળોએ પણ થઈ શકે છે જે ઇન્સ્ટોલેશન માટે અસુવિધાજનક છે, તેમાં સ્વીવેલ હેડ છે. અને ક્રોસ-લિંક્ડ પોલિઇથિલિનને કનેક્ટ કરવા માટેનો છેલ્લો વિકલ્પ વેલ્ડિંગ છે. અગાઉ સૂચવ્યા મુજબ, તે સૌથી મોંઘા અને ભાગ્યે જ ઉપયોગમાં લેવાય છે, પરંતુ સૌથી વિશ્વસનીય છે. તેના માટે, અમને પહેલેથી જ પરિચિત કાતર ઉપરાંત, વિસ્તરણકર્તાઓ, વિશેષ જોડાણોની પણ જરૂર પડશે. ઇલેક્ટ્રોફ્યુઝન ફિટિંગમાં ગરમી માટે ખાસ વાહક હોય છે.

સાધનો અને ઘટકો તૈયાર કર્યા પછી, અમે વેલ્ડીંગ તરફ આગળ વધીએ છીએ. આ કરવા માટે, અમે પાઇપના અંતમાં ઇલેક્ટ્રિક-વેલ્ડેડ કપલિંગ ઇન્સ્ટોલ કરીએ છીએ.તેમાં વિશિષ્ટ ટર્મિનલ્સ છે જેની સાથે આપણે વેલ્ડીંગ મશીનને જોડીએ છીએ. અમે તેને ચાલુ કરીએ છીએ, આ સમયે તમામ તત્વો પોલિઇથિલિનના ગલનબિંદુ સુધી ગરમ થાય છે, લગભગ 170 ડિગ્રી સેલ્સિયસ. કપલિંગ સામગ્રી બધી ખાલી જગ્યાઓ ભરે છે, અને વેલ્ડીંગ થાય છે.

જો ઉપકરણ ટાઈમર અને ઉપકરણથી સજ્જ નથી જે ફિટિંગમાંથી માહિતી વાંચી શકે છે, તો તમારે સમયસર બધું બંધ કરવા માટે ઇન્સ્ટ્રુમેન્ટ રીડિંગ્સનું નિરીક્ષણ કરવાની જરૂર છે. અમે સાધનો બંધ કરીએ છીએ, અથવા તે તેના પોતાના પર બંધ થાય છે, અમે એકમ ઠંડું થાય ત્યાં સુધી રાહ જુઓ. પાઇપ્સ ઘણીવાર રીલ્સમાં પૂરી પાડવામાં આવે છે અને સ્ટોરેજ દરમિયાન તેમનો આકાર ગુમાવી શકે છે. આ માટે, તમારે હેર ડ્રાયરની જરૂર છે. તેની મદદથી, વિકૃત સેગમેન્ટને ગરમ હવાથી ગરમ કરીને આ ખામીને દૂર કરવી શક્ય છે.

આગામી વિડિયોમાં, તમને XLPE હીટિંગ અને પ્લમ્બિંગ સિસ્ટમ્સ ઇન્સ્ટોલ કરવા માટેના સાધનોની ઝાંખી મળશે.
આવા ભાગોના સક્ષમ ઇન્સ્ટોલેશનના રહસ્યો
ભાગોનું સ્થાપન ખૂબ જ ઝડપી અને એકદમ સરળ છે. તેના અમલીકરણ માટે, તમારે એક વિશિષ્ટ સાધનની જરૂર પડશે, જેના વિના ફિટિંગને સંકુચિત કરવું અશક્ય છે.
પ્રેસ સાણસી કેવી રીતે પસંદ કરવી?
ફિટિંગ માટે સાણસી દબાવો - પાઇપ પર ભાગ સ્થાપિત કરવા માટે રચાયેલ ઉપકરણ. મેન્યુઅલ મોડલ અને વધુ જટિલ હાઇડ્રોલિક મોડલ ઉપલબ્ધ છે. સ્વતંત્ર કાર્ય માટે, પ્રથમ વિકલ્પ તદ્દન યોગ્ય છે, કારણ કે તે વાપરવા માટે સૌથી સરળ અને સસ્તું છે. અને તેની મદદથી બનેલા કનેક્શન્સની ગુણવત્તાના સંદર્ભમાં, તેઓ તે પ્રક્રિયા કરતા હલકી ગુણવત્તાવાળા નથી કે જેની પ્રક્રિયામાં વ્યાવસાયિક હાઇડ્રોલિક ટૂલનો ઉપયોગ કરવામાં આવ્યો હતો.
સાધનસામગ્રી ખરીદતી વખતે, તે ધ્યાનમાં રાખવું આવશ્યક છે કે તે ચોક્કસ પાઇપ વ્યાસ સાથે કામ કરવા માટે રચાયેલ છે.ત્યાં વિશિષ્ટ ઇન્સર્ટ્સથી સજ્જ મોડેલો છે જે કેટલાક વ્યાસના પાઈપો સાથે વૈકલ્પિક રીતે કામ કરવાનું શક્ય બનાવે છે. વધુમાં, વેચાણ પર તમે સાધનની સુધારેલી વિવિધતાઓ શોધી શકો છો. તેઓ આ સાથે ચિહ્નિત થયેલ છે:
-
- OPS - ઉપકરણ સ્ટેપ-ટાઈપ ક્લેમ્પ્સનો ઉપયોગ કરીને તેના પર લાગુ દળોને વધારે છે.
- APC - પ્રક્રિયા દરમિયાન, તેની ગુણવત્તા પર સ્વચાલિત નિયંત્રણ હાથ ધરવામાં આવે છે. જ્યાં સુધી ક્રિમ સફળતાપૂર્વક પૂર્ણ ન થાય ત્યાં સુધી પ્રેસ ખુલશે નહીં.
APS - ઉપકરણ ફિટિંગના કદના આધારે સ્વતંત્ર રીતે તેના પર લાગુ કરાયેલ બળનું વિતરણ કરે છે.
ક્રિમ્પિંગ પ્રેસ પેઇર ફિટિંગ ઇન્સ્ટોલ કરવા માટે જરૂરી સાધન છે. ખાસ સાધનોના મેન્યુઅલ અને હાઇડ્રોલિક મોડલ ઉપલબ્ધ છે
કનેક્ટર્સ ખરીદતી વખતે શું જોવું
કનેક્શનની વિશ્વસનીયતા મોટાભાગે ભાગોની ગુણવત્તા પર આધારિત છે.
પ્રેસ ફિટિંગ ખરીદતી વખતે, નિષ્ણાતો નીચેના મુદ્દાઓ પર ધ્યાન આપવાની સલાહ આપે છે:
- કેસ પરના નિશાનોની ગુણવત્તા. ગુણવત્તાયુક્ત ભાગોનું ઉત્પાદન કરતી કંપનીઓ સસ્તા મોલ્ડનો ઉપયોગ કરતી નથી. ફિટિંગના શરીર પરના તમામ પ્રતીકો ખૂબ જ સ્પષ્ટ રીતે છાપવામાં આવે છે.
- ભાગ વજન. ઉચ્ચ-ગુણવત્તાવાળા ઉત્પાદનોના ઉત્પાદન માટે, પિત્તળનો ઉપયોગ થાય છે, જેનું વજન એકદમ મોટું છે. ખૂબ હળવા ફિટિંગને નકારવું વધુ સારું છે.
- તત્વનો દેખાવ. ઓછી ગુણવત્તાવાળા ભાગો એલ્યુમિનિયમ જેવા દેખાતા પાતળા ધાતુના બનેલા હોય છે. તે ગુણવત્તાયુક્ત જોડાણ પ્રદાન કરવામાં સક્ષમ નથી.
તમારે ફિટિંગ પર બચત ન કરવી જોઈએ અને તેને શંકાસ્પદ આઉટલેટ પર "સસ્તામાં" ખરીદવાનો પ્રયાસ કરવો જોઈએ. આ કિસ્સામાં, સમગ્ર પાઇપલાઇનના અનુગામી ફેરફારની ઉચ્ચ સંભાવના છે.










નિષ્ણાતો પાસેથી રહસ્યો માઉન્ટ કરવાનું
ચાલો પાઈપો કાપીને શરૂ કરીએ.અમે જરૂરી લંબાઈને માપીએ છીએ અને તત્વને સખત કાટખૂણે કાપીએ છીએ. આ હેતુ માટે વિશિષ્ટ સાધનનો ઉપયોગ કરવો શ્રેષ્ઠ છે - પાઇપ કટર. આગળનો તબક્કો એ પાઇપના અંતની પ્રક્રિયા છે. અમે ભાગની અંદર એક કેલિબર દાખલ કરીએ છીએ, એક નાની અંડાકારને સીધી કરીએ છીએ જે કટીંગ દરમિયાન અનિવાર્યપણે રચાય છે. અમે આ માટે ચેમ્ફરનો ઉપયોગ કરીને આંતરિક ચેમ્ફરને દૂર કરીએ છીએ. તેની ગેરહાજરીમાં, તમે આ ઓપરેશનને સામાન્ય તીક્ષ્ણ છરીથી કરી શકો છો, અને પછી સપાટીને એમરી કાપડથી સાફ કરી શકો છો.
કામના અંતે, અમે પાઇપ પર પ્રેસ ફિટિંગ મૂકીએ છીએ, ખાસ છિદ્ર દ્વારા તેના ફિટની ચુસ્તતાને નિયંત્રિત કરીએ છીએ. એવા મોડેલ્સ છે જેમાં ફેરુલ ફિટિંગ માટે નિશ્ચિત નથી. તેમના ઇન્સ્ટોલેશન માટે, આવી કામગીરી કરવામાં આવે છે. અમે પાઇપ પર ક્રિમ્પ સ્લીવ મૂકીએ છીએ. અમે તત્વની અંદર ફિટિંગ દાખલ કરીએ છીએ, જેના પર સીલિંગ રિંગ્સ નિશ્ચિત છે. માળખાને ઇલેક્ટ્રોકોરોશનથી બચાવવા માટે, અમે મેટલ કનેક્ટિંગ ભાગ અને મેટલ-પ્લાસ્ટિક પાઇપના સંપર્ક વિસ્તાર પર ડાઇલેક્ટ્રિક ગાસ્કેટ ઇન્સ્ટોલ કરીએ છીએ.
પ્રેસ ફિટિંગના કોઈપણ મોડલને ક્રિમિંગ કરવા માટે, અમે એક સાધનનો ઉપયોગ કરીએ છીએ જે વ્યાસમાં યોગ્ય છે. અમે ક્લેમ્પ પ્રેસ ટોંગ્સ સાથે સ્લીવને પકડીએ છીએ અને તેમના હેન્ડલ્સને સ્ટોપ પર ઘટાડીએ છીએ. ટૂલને દૂર કર્યા પછી, ફિટિંગ પર બે એકસમાન રિંગ સ્ટ્રીપ્સ રહેવી જોઈએ, અને મેટલને આર્ક્યુએટ રીતે વાળવું જોઈએ. કમ્પ્રેશન માત્ર એક જ વાર કરી શકાય છે, ત્યાં કોઈ પુનરાવર્તિત કામગીરી ન હોવી જોઈએ. આ તૂટેલા જોડાણ તરફ દોરી જાય છે.
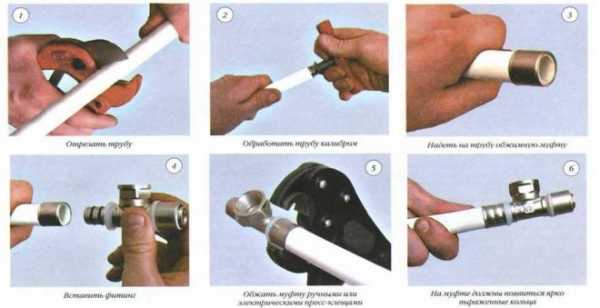
મેટલ-પ્લાસ્ટિક પાઈપો માટે પ્રેસ ફિટિંગની સ્થાપના ચાર મુખ્ય તબક્કામાં થાય છે, જે આકૃતિમાં બતાવેલ છે.
મેટલ-પ્લાસ્ટિક માટે પ્રેસ ફિટિંગ ખૂબ જ મજબૂત, ટકાઉ જોડાણ પ્રદાન કરે છે. તેમની વિશાળ શ્રેણી વિવિધ રૂપરેખાંકનોની પાઇપલાઇન્સના અમલીકરણને મંજૂરી આપે છે. વધુમાં, તેઓ સ્થાપિત કરવા માટે ખૂબ જ સરળ છે. શિખાઉ માણસ પણ પ્રેસ ફિટિંગ ઇન્સ્ટોલ કરી શકે છે.આ માટે ધીરજ, ચોકસાઈ અને, અલબત્ત, સૂચનાઓનો કાળજીપૂર્વક અભ્યાસ જરૂરી છે. પ્રયત્નોનું પરિણામ ચોક્કસપણે તમને હાથથી બનાવેલી પાઇપલાઇનથી ખુશ કરશે જે ઓપરેશનમાં વિશ્વસનીય છે.
ઉપકરણ અને હેતુ
આકાર સામાન્ય સાણસી જેવો હોય છે, પરંતુ વિધેયાત્મક રીતે તેઓ ભાગોને ડંખ મારતા નથી, પરંતુ ક્લેમ્બ (દબાવો). ત્યાંથી જ નામ આવ્યું. ઉપકરણમાં ટકાઉ સ્ટીલ, આરામદાયક લાંબા હેન્ડલ્સથી બનેલું ક્રિમિંગ હેડ છે. માથું સામાન્ય રીતે ઘણા કદના ક્રિમિંગ માટે નોઝલના સમૂહથી સજ્જ હોય છે.
જે ફિટિંગમાં દબાવવાની સાણસી જરૂરી છે
પ્રેસ ફિટિંગને ક્રિમિંગ કરતી વખતે ઉપકરણ જરૂરી છે. ફિટિંગને બ્લેન્ક્સના અંતમાં પ્રેસ ટોંગ્સ સાથે નિશ્ચિતપણે ક્રિમ કરવામાં આવે છે (આ કિસ્સામાં, ફિટિંગની ઉપરની સ્લીવ વિકૃત થાય છે અને પ્લાસ્ટિકની જાડાઈમાં દબાવવામાં આવે છે) અને વિશ્વસનીય હર્મેટિક જોડાણ બનાવે છે.
પ્રેસ ટોંગ્સનો યોગ્ય રીતે ઉપયોગ કેવી રીતે કરવો
આ સાધનનું સંચાલન કરતા પહેલા, તેના ઉપયોગ માટે પ્રમાણભૂત સૂચનાઓથી પોતાને પરિચિત કરવા માટે તે અનાવશ્યક રહેશે નહીં.
મેટલ-પ્લાસ્ટિક પાઈપોના ફિટિંગ અને તેમના કનેક્શનને ક્રિમિંગ નીચેના ક્રમમાં હાથ ધરવામાં આવે છે:
- પ્રથમ, પાઇપ ટ્રીમની બાજુમાંથી એક ચેમ્ફર દૂર કરવામાં આવે છે. અંડાકારથી છુટકારો મેળવવા માટે, એક ગેજનો ઉપયોગ કરવામાં આવે છે જે પાઇપની અંદર નાખવામાં આવે છે.
- પાઇપ પર સ્લીવ મૂકવામાં આવે છે.
- માઉન્ટેડ રબર સીલ સાથેનું ફિટિંગ પાઇપમાં નાખવામાં આવે છે. વિદ્યુત કાટ અટકાવવા માટે મેટલ કપ્લીંગ સાથે પાઇપના જંકશન પર ડાઇલેક્ટ્રિક સામગ્રીથી બનેલી ગાસ્કેટ સ્થાપિત કરવામાં આવે છે.
- આગળ, સ્ટીલની સ્લીવને કોઈપણ પ્રેસ ટોંગ્સ સાથે સંકુચિત કરવામાં આવે છે જેમાં ચોક્કસ લાઇનર્સ નાખવામાં આવે છે.
એવું માનવામાં આવે છે કે પ્રેસ ફિટિંગ કમ્પ્રેશન પ્રકાર કરતાં વધુ સારું જોડાણ પ્રદાન કરે છે.તેઓ ઘણીવાર છુપાયેલા સિસ્ટમ્સમાં ઉપયોગમાં લેવાય છે જે દિવાલો અને ફ્લોરમાં નાખવામાં આવે છે. આમાં, ઉદાહરણ તરીકે, ગરમ પાણીના માળનો સમાવેશ થાય છે - તેઓ સીધા જ સ્ક્રિડમાં છુપાવે છે. જો કે, ક્રિમિંગ કપ્લિંગ્સ માટે, તમે વિશિષ્ટ સાધન વિના કરી શકતા નથી, જે અમુક અંશે ઘરના સમારકામ કરનારાઓને ધીમું કરે છે, જેઓ, કુદરતી રીતે, એક સમયના ઉપયોગ માટે ખર્ચાળ સાધનો ખરીદવા માંગતા નથી.



