- રજિસ્ટરની રચના
- હીટ ટ્રાન્સફરમાં ઘટાડો.
- હીટિંગ પાઈપોના હીટ ટ્રાન્સફરની ગણતરી માટેની પદ્ધતિઓ
- રજિસ્ટરના સ્વ-ઉત્પાદન માટેની સૂચનાઓ
- વર્ક ઓર્ડર
- હીટિંગ રજિસ્ટરને કેવી રીતે વેલ્ડ કરવું
- વેલ્ડીંગ ટેકનોલોજી
- ઇલેક્ટ્રોડ વ્યાસ અને ધાતુની જાડાઈનો ગુણોત્તર
- હીટિંગ રજિસ્ટરની વિવિધતા
- ઉત્પાદન માટે સામગ્રી
- ડિઝાઇન
- માઉન્ટ કરવાની પદ્ધતિઓ: વેલ્ડીંગ અથવા થ્રેડીંગ?
- હીટિંગ રજિસ્ટરની ઉત્તમ ડિઝાઇન
- વિકલ્પ #1 - આડું રજીસ્ટર
- વિકલ્પ #2 - વર્ટિકલ રજિસ્ટર
- હીટિંગ રજિસ્ટર કેવી રીતે સેટ કરવું
- અમે અમારા પોતાના હાથથી રજિસ્ટર બનાવીએ છીએ
- મુખ્ય ફાયદા
રજિસ્ટરની રચના

હીટિંગ રજિસ્ટરના ઉત્પાદન માટે, રાઉન્ડ વિભાગ સાથે સરળ કાર્બન સ્ટીલ પાઈપો, તેમજ ચોરસ અને લંબચોરસનો ઉપયોગ થાય છે. તેમનો સંયુક્ત ઉપયોગ શક્ય છે. સ્ટેનલેસ અને ગેલ્વેનાઈઝ્ડ સ્ટીલ, એલ્યુમિનિયમ, તાંબુ, પિત્તળ પણ રજિસ્ટર માટે સારી સામગ્રી હોઈ શકે છે, પરંતુ તે વધુ ખર્ચાળ છે અને તે જાતે કરવું વધુ મુશ્કેલ છે.
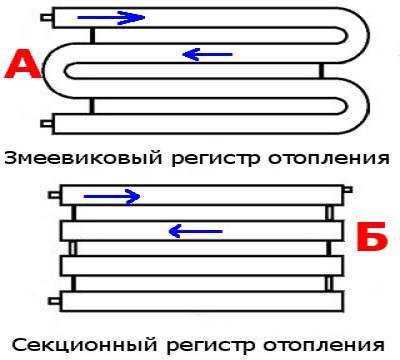
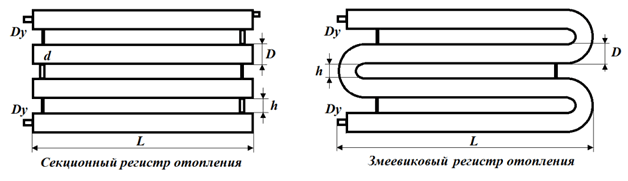
અમલ કરવા માટે સૌથી સરળ છે થી હીટિંગ રજીસ્ટર સ્ટીલ પ્રોફાઇલ પાઇપ. તેઓ બે મુખ્ય રૂપરેખાંકનોમાં કરી શકાય છે: વિભાગીય પ્રકાર અને સર્પન્ટાઇન (S-આકારના).

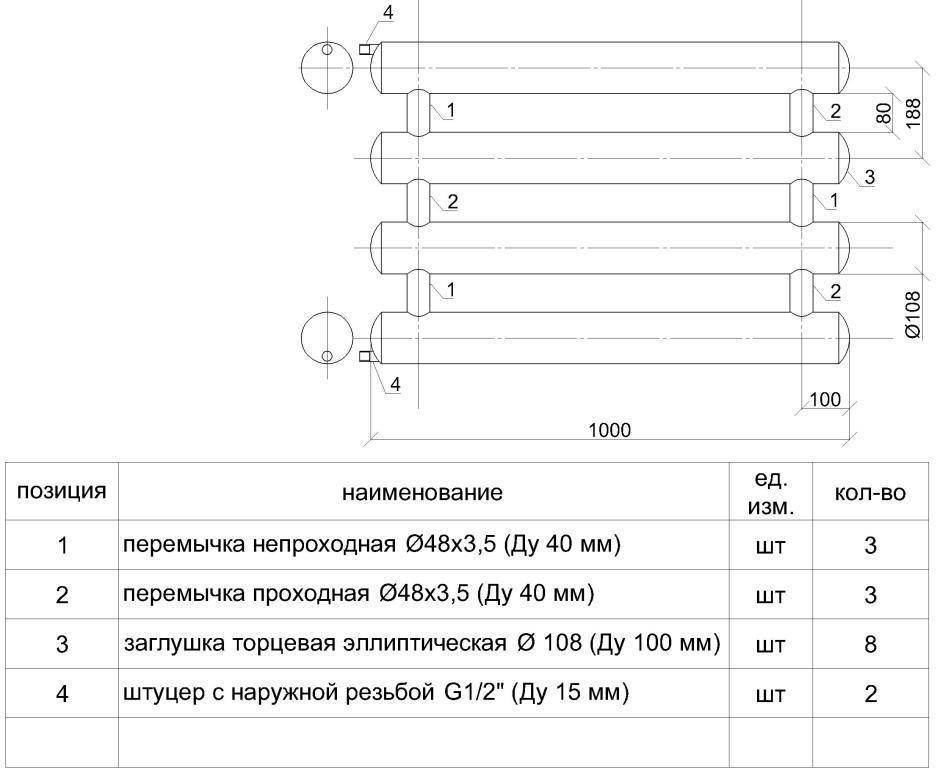
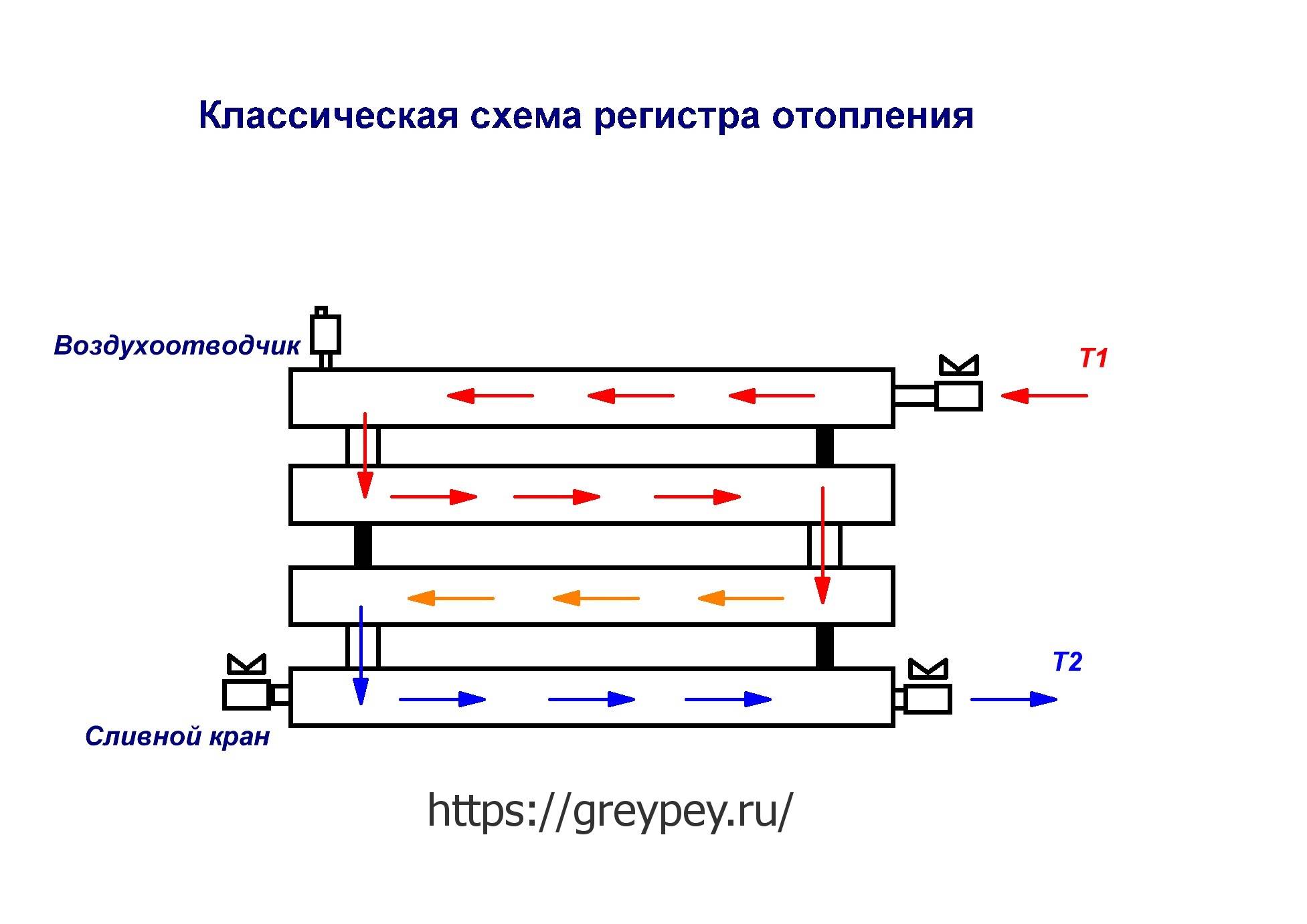
વિભાગીય પ્રકાર રજિસ્ટરમાં, પ્લગ કરેલા છેડા સાથે પ્રોફાઈલ્ડ રોલ્ડ મેટલના કેટલાક વિભાગો સમાંતર ગોઠવાયેલા હોય છે અને નાના ક્રોસ સેક્શનની રાઉન્ડ ટ્યુબ દ્વારા એકબીજા સાથે જોડાયેલા હોય છે. જમ્પર્સ એક જ સમયે બંને બાજુથી શીતક સાથે ઉપકરણની પંક્તિઓ ભરવાનું પ્રદાન કરે છે. તે જ સમયે, એડેપ્ટર પાઈપો ધારની નજીક સ્થાપિત થાય છે, ઉપકરણનું હીટ ટ્રાન્સફર વધારે છે.
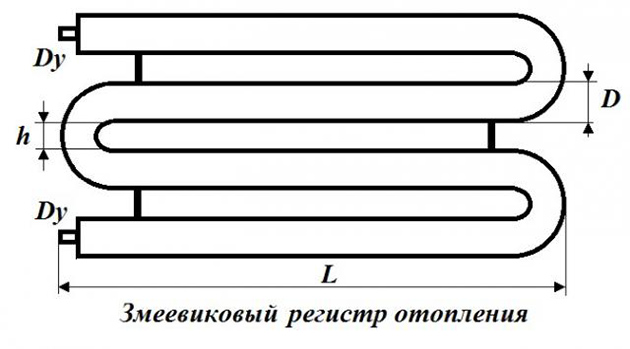
સર્પેન્ટાઇન રજિસ્ટરમાં, પ્રવાહી આકારની પાઇપની હરોળમાંથી એસ-આકારમાં પસાર થાય છે, ધીમે ધીમે ઠંડુ થાય છે. રચનાને કઠોરતા આપવા માટે, વધારાના બહેરા જમ્પર્સનો ઉપયોગ કરવામાં આવે છે. આડી પંક્તિઓ એક નાના વિભાગની ટ્યુબનો ઉપયોગ કરીને સાપ દ્વારા જોડીમાં જોડાયેલ છે, જેમ કે વિભાગીય મોડલ અથવા મુખ્ય પ્રોફાઇલના ભાગોમાં. પછીનો વિકલ્પ નીચા હાઇડ્રોલિક પ્રતિકાર અને વધુ ગરમી સ્થાનાંતરણને કારણે પ્રાધાન્યક્ષમ છે.

કનેક્શન પાઈપો થ્રેડો સાથે અથવા વેલ્ડીંગ માટે બનાવવામાં આવે છે હીટરને કનેક્ટ કરવા માટેનો સૌથી અસરકારક વિકલ્પ ટોપ-ડાઉન સ્કીમ છે. નીચા મોડેલો માટે અને શીતકના ફરજિયાત પરિભ્રમણના કિસ્સામાં, નીચેથી પ્રવેશવું અને બહાર નીકળવું વાજબી હોઈ શકે છે.
રજિસ્ટરની ડિઝાઇન આવશ્યકપણે માયેવસ્કી ક્રેન અથવા સ્વચાલિત એર વેન્ટ માટે પ્રદાન કરે છે. રિપ્લેસમેન્ટને સક્ષમ કરવા માટે તે થ્રેડેડ ફિટિંગ પર ટોચની પંક્તિના અંતે સ્થિત છે. ઇન્સ્ટોલેશન માટેની પૂર્વશરત એ શીતકની હિલચાલની દિશામાં 0.05% ની ઢાળનું પાલન છે.
રજિસ્ટર સ્થિર અને પોર્ટેબલ બંને છે. સામાન્ય હીટિંગ સિસ્ટમના તત્વો તરીકે અગાઉનું કાર્ય, બાદમાં સ્થાનિક ગરમીનું કાર્ય કરે છે. અલગ મોબાઇલ રજિસ્ટર માટે ગરમીનો સ્ત્રોત એ 1.5-6 ડબ્લ્યુની શક્તિ સાથેનું હીટિંગ એલિમેન્ટ છે, જે હાઉસિંગમાં બનેલું છે.
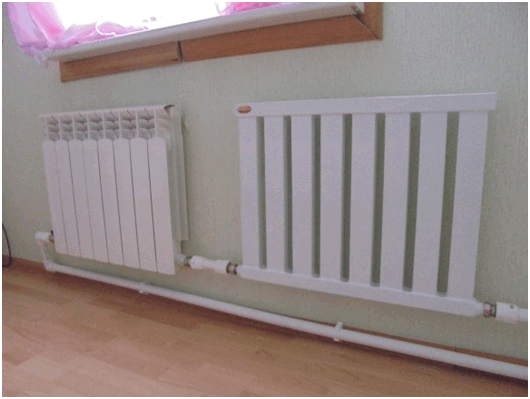
મોટા હોરીઝોન્ટલ રજીસ્ટર ઉપરાંત, નાના વર્ટિકલ મોડલ્સ પણ માંગમાં છે. સાવચેતીપૂર્વક કાર્ય સાથે, તમે આકારની પાઈપોમાંથી ઘરેલું સસ્તા રેડિએટર્સ મેળવી શકો છો, જે સૌંદર્ય શાસ્ત્રની દ્રષ્ટિએ લગભગ આધુનિક વિભાગીય રેડિએટર્સ જેટલા સારા છે.
કેટલાક કિસ્સાઓમાં, સ્ટીલ રજિસ્ટર્સ રૂમમાં પહેલેથી જ ઇન્સ્ટોલ કરેલા હીટરમાં સારો ઉમેરો હોઈ શકે છે. સમાન કદના રેડિએટર્સ કરતાં ઓછી ગરમીનું વિસર્જન હોવા છતાં, તેમની ઓછી કિંમતને કારણે તેનો ઉપયોગ વધુ યોગ્ય હોઈ શકે છે.

ઉચ્ચ વર્ટિકલ રજિસ્ટર ઊંચા ઓરડાઓ અથવા ઊંચી બારી ખોલવા માટે ખૂબ જ અનુકૂળ છે. તેઓ અસામાન્ય ડિઝાઇન સોલ્યુશન્સવાળા રૂમના આંતરિક ભાગમાં સફળતાપૂર્વક ફિટ થઈ શકે છે. રંગ અને આકાર સાથે થોડો પ્રયોગ કરીને, તમે સરળ હીટિંગ ઉપકરણોમાંથી સર્જનાત્મક સુશોભન મેળવી શકો છો.
હીટ ટ્રાન્સફરમાં ઘટાડો.
ઊર્જા બચાવવા માટે, સંદેશાવ્યવહારના તે વિભાગોમાં પાઈપોના હીટ ટ્રાન્સફરને ઘટાડવા માટે તે સુસંગત બને છે જેનો ઉપયોગ તેમના હેતુ હેતુ માટે થતો નથી, ઉદાહરણ તરીકે, જ્યારે એક બિલ્ડિંગમાંથી બીજી બિલ્ડિંગમાં અથવા ગરમ ન હોય તેવા રૂમમાં જતા હોય ત્યારે.
આ કરવા માટે, થર્મલ ઇન્સ્યુલેશન સામગ્રીનો ઉપયોગ કરવા માટે ઘણા વિકલ્પો છે. ઉત્પાદકો સસ્તા ફાઇબરગ્લાસથી લઈને વધુ ખર્ચાળ પ્રકારના વિસ્તૃત પોલિસ્ટરીન સુધીની પસંદગી માટે એકદમ વિશાળ શ્રેણી રજૂ કરે છે. તમે તેમાં પહેલેથી જ બનેલા ઇન્સ્યુલેશન તત્વો સાથે પાઈપો ખરીદી શકો છો.
સારાંશમાં, અમે નિષ્કર્ષ પર આવીએ છીએ કે આવી ગણતરીઓનો ઉપયોગ પાણી અને હીટ સપ્લાય સિસ્ટમ્સની ડિઝાઇનમાં ઘણી તકનીકી અવરોધોને નોંધપાત્ર રીતે બચાવવા અને ટાળવામાં મદદ કરે છે.
હકીકતમાં, જો તમે આવી ઘટના પર નિર્ણય કરો છો તો તમે એક ભયાવહ વ્યક્તિ છો.પાઈપના હીટ ટ્રાન્સફરની, અલબત્ત, ગણતરી કરી શકાય છે, અને વિવિધ પાઈપોના હીટ ટ્રાન્સફરની સૈદ્ધાંતિક ગણતરી પર ઘણા બધા કાર્યો છે.






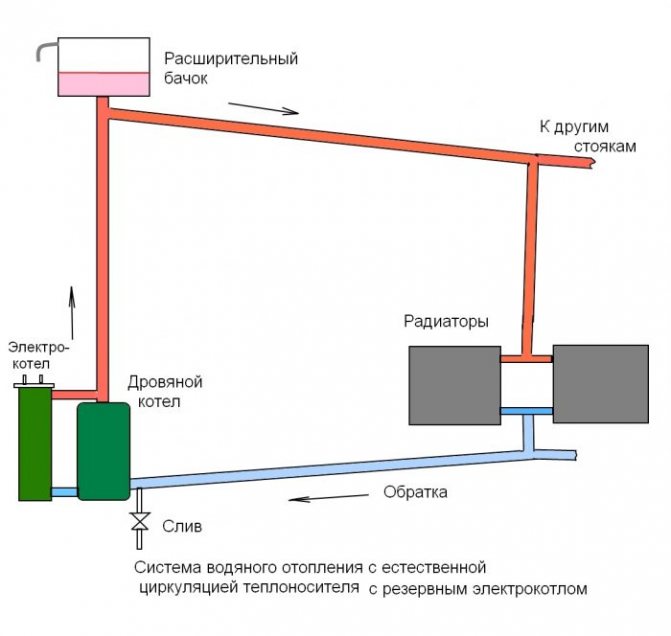
શરૂઆતમાં, જો તમે તમારા પોતાના હાથથી ઘરને ગરમ કરવાનું શરૂ કર્યું છે, તો પછી તમે હઠીલા અને હેતુપૂર્ણ વ્યક્તિ છો. તદનુસાર, એક હીટિંગ પ્રોજેક્ટ પહેલેથી જ તૈયાર કરવામાં આવ્યો છે, પાઈપો પસંદ કરવામાં આવી છે: કાં તો આ મેટલ-પ્લાસ્ટિક હીટિંગ પાઈપો અથવા સ્ટીલ હીટિંગ પાઈપો છે. હીટિંગ રેડિએટર્સની પણ સ્ટોરમાં પહેલેથી જ સંભાળ રાખવામાં આવે છે.
પરંતુ, આ બધું પ્રાપ્ત કરતા પહેલા, એટલે કે, ડિઝાઇન તબક્કે, શરતી રીતે સંબંધિત ગણતરી કરવી જરૂરી છે. છેવટે, હીટિંગ પાઈપોનું હીટ ટ્રાન્સફર, પ્રોજેક્ટમાં ગણવામાં આવે છે, તે તમારા પરિવાર માટે ગરમ શિયાળાની બાંયધરી છે. તમે અહીં ખોટું ન જઈ શકો.
હીટિંગ પાઈપોના હીટ ટ્રાન્સફરની ગણતરી માટેની પદ્ધતિઓ
સામાન્ય રીતે હીટિંગ પાઈપોના હીટ ટ્રાન્સફરની ગણતરી પર કેમ ભાર મૂકવામાં આવે છે. હકીકત એ છે કે ઔદ્યોગિક હીટિંગ રેડિએટર્સ માટે, આ બધી ગણતરીઓ કરવામાં આવી છે, અને ઉત્પાદનોના ઉપયોગ માટેના સૂચનોમાં આપવામાં આવે છે. તેના આધારે, તમે તમારા ઘરના પરિમાણોના આધારે રેડિએટર્સની આવશ્યક સંખ્યાની સરળતાથી ગણતરી કરી શકો છો: વોલ્યુમ, શીતકનું તાપમાન, વગેરે.
કોષ્ટકો. આ એક જ જગ્યાએ એકત્રિત થયેલ તમામ જરૂરી પરિમાણોનો સાર છે. આજે, પાઈપોમાંથી હીટ ટ્રાન્સફરની ઓનલાઈન ગણતરી માટે વેબ પર ઘણા બધા કોષ્ટકો અને સંદર્ભ પુસ્તકો પોસ્ટ કરવામાં આવ્યા છે. તેમાં તમે શોધી શકશો કે સ્ટીલ પાઇપ અથવા કાસ્ટ-આયર્ન પાઇપનું હીટ ટ્રાન્સફર શું છે, પોલિમર પાઇપ અથવા કોપરનું હીટ ટ્રાન્સફર શું છે.
આ કોષ્ટકોનો ઉપયોગ કરતી વખતે ફક્ત તમારા પાઇપના પ્રારંભિક પરિમાણો જાણવાની જરૂર છે: સામગ્રી, દિવાલની જાડાઈ, આંતરિક વ્યાસ, વગેરે. અને, તે મુજબ, શોધમાં "પાઈપોના હીટ ટ્રાન્સફર ગુણાંકનું કોષ્ટક" ક્વેરી દાખલ કરો.
પાઈપોના હીટ ટ્રાન્સફરને નિર્ધારિત કરવાના સમાન વિભાગમાં, સામગ્રીના હીટ ટ્રાન્સફર પર મેન્યુઅલ હેન્ડબુકનો ઉપયોગ પણ શામેલ કરી શકાય છે. તેમ છતાં તેઓને શોધવાનું મુશ્કેલ અને મુશ્કેલ બની રહ્યું છે, બધી માહિતી ઇન્ટરનેટ પર સ્થાનાંતરિત થઈ ગઈ છે.
સૂત્રો. સ્ટીલ પાઇપના હીટ ટ્રાન્સફરની ગણતરી સૂત્ર દ્વારા કરવામાં આવે છે
Qtp=1.163*Stp*k*(Twater - Tair)*(1-પાઈપ ઇન્સ્યુલેશન કાર્યક્ષમતા), W જ્યાં Stp એ પાઇપનું સપાટીનું ક્ષેત્રફળ છે, અને k એ પાણીથી હવામાં હીટ ટ્રાન્સફર ગુણાંક છે.
મેટલ-પ્લાસ્ટિક પાઇપના હીટ ટ્રાન્સફરની ગણતરી અલગ ફોર્મ્યુલાનો ઉપયોગ કરીને કરવામાં આવે છે.
જ્યાં - પાઇપલાઇનની આંતરિક સપાટી પરનું તાપમાન, ° С; t c - પાઇપલાઇનની બાહ્ય સપાટી પરનું તાપમાન, ° С; પ્ર- ગરમીનો પ્રવાહ, ડબલ્યુ; l - પાઇપ લંબાઈ, મીટર; t- શીતક તાપમાન, °C; t vz એ હવાનું તાપમાન છે, °C; a n - બાહ્ય હીટ ટ્રાન્સફરનો ગુણાંક, W / m 2 K; ડી n એ પાઇપનો બાહ્ય વ્યાસ છે, mm; l એ થર્મલ વાહકતાનો ગુણાંક છે, W/m K; ડી માં — પાઇપ આંતરિક વ્યાસ, મીમી; a vn - આંતરિક હીટ ટ્રાન્સફરનો ગુણાંક, W / m 2 K;
તમે સંપૂર્ણ રીતે સમજો છો કે હીટિંગ પાઈપોની થર્મલ વાહકતાની ગણતરી એ શરતી રીતે સંબંધિત મૂલ્ય છે. ચોક્કસ સૂચકાંકોના સરેરાશ પરિમાણો સૂત્રોમાં દાખલ કરવામાં આવે છે, જે વાસ્તવિક સૂચકાંકોથી અલગ હોઈ શકે છે અને કરી શકે છે.
ઉદાહરણ તરીકે, પ્રયોગોના પરિણામે, એવું જાણવા મળ્યું છે કે આડા સ્થિત પોલીપ્રોપીલિન પાઇપનું હીટ ટ્રાન્સફર સમાન આંતરિક વ્યાસના સ્ટીલ પાઈપો કરતા 7-8% જેટલું ઓછું છે. તે આંતરિક છે, કારણ કે પોલિમર પાઇપ દિવાલની જાડાઈ થોડી વધુ.
ઘણા પરિબળો કોષ્ટકો અને સૂત્રોમાં મેળવેલા અંતિમ આંકડાઓને અસર કરે છે, તેથી જ ફૂટનોટ "અંદાજે હીટ ટ્રાન્સફર" હંમેશા બનાવવામાં આવે છે. છેવટે, સૂત્રો ધ્યાનમાં લેતા નથી, ઉદાહરણ તરીકે, વિવિધ સામગ્રીના બનેલા મકાન પરબિડીયાઓ દ્વારા ગરમીનું નુકસાન. આ માટે, સુધારાના અનુરૂપ કોષ્ટકો છે.
જો કે, હીટિંગ પાઈપોના હીટ આઉટપુટને નિર્ધારિત કરવા માટેની એક પદ્ધતિનો ઉપયોગ કરીને, તમને તમારા ઘર માટે કયા પ્રકારના પાઈપો અને રેડિએટર્સની જરૂર છે તેનો સામાન્ય ખ્યાલ હશે.
તમારા હૂંફાળા વર્તમાન અને ભવિષ્યના નિર્માતાઓ, તમારા માટે શુભકામનાઓ.
રજિસ્ટરના સ્વ-ઉત્પાદન માટેની સૂચનાઓ
તમારા પોતાના હાથથી સ્ટીલ હીટ એક્સ્ચેન્જર બનાવવું સૌથી સહેલું છે, જો કે તેની એસેમ્બલીને વેલ્ડીંગ અને ગ્રાઇન્ડીંગ સાધનો સાથે કામ કરવાની કુશળતા અને ચોક્કસ નિયમોનું પાલન કરવાની જરૂર પડશે.
- ઇન્સ્ટોલેશન પહેલાં, ગણતરીઓ અને ડ્રોઇંગ કરવું જરૂરી છે, જે પાઈપો અને કનેક્ટિંગ તત્વોના પરિમાણો, ફિટિંગ અને કનેક્શન પોઈન્ટનું સ્થાન સૂચવે છે. ડ્રોઇંગ ઉપભોજ્ય વસ્તુઓની સંખ્યા અને પરિમાણોની ચોક્કસ ગણતરી કરવામાં મદદ કરશે.
- વિભાગો વચ્ચેની મંજૂરી 1.5D અથવા D + 0.5 cm તરીકે લેવામાં આવે છે, જ્યાં D એ પાઇપનો વ્યાસ છે. સર્પેન્ટાઇન રજિસ્ટરના સમાંતર વિભાગો વચ્ચેનું અંતર પાઇપ બેન્ડરનો ઉપયોગ કરતી વખતે વપરાયેલ ચાપ તત્વ અથવા ટર્નિંગ ત્રિજ્યા (R) ના આધારે ગણવામાં આવે છે. પ્રથમ કિસ્સામાં, અંતર ચાપ તત્વ (F) અને વ્યાસ: 2(F-D) ની ઊંચાઈ વચ્ચેના બમણા તફાવત જેટલું છે. બીજા કિસ્સામાં, અંતર 2R-D જેટલું હશે. નાના અંતર સાથે, હીટ ટ્રાન્સફર ઘટે છે.
- ઇન્સ્ટોલેશન દરમિયાન વેલ્ડીંગ અને ગ્રાઇન્ડીંગ સાધનોનો ઉપયોગ થતો હોવાથી, રક્ષણાત્મક કપડાં અને પગરખાં પહેરવા અને તમારા ચહેરાને વિશિષ્ટ માસ્ક અથવા ગોગલ્સ વડે સુરક્ષિત રાખવું હિતાવહ છે.
- રજિસ્ટરની અસરકારક કામગીરી માટે, તેના વિભાગોની કડક સમાનતા જરૂરી છે; એક સ્તર, એક પ્લમ્બ લાઇન અને બિલ્ડિંગ કોર્નર કામ દરમિયાન આ પરિમાણને નિયંત્રિત કરવામાં મદદ કરશે.
- રજિસ્ટરના ઉપલા બિંદુ પર, સપ્લાય પાઇપથી સૌથી દૂર, સર્કિટમાં હવાના ખિસ્સામાંથી છુટકારો મેળવવા માટે એર વેન્ટ સ્થાપિત થયેલ છે. મેનીફોલ્ડ સાથે સમાંતર હીટ એક્સ્ચેન્જર ઇન્સ્ટોલ કરતી વખતે, દરેક મેનીફોલ્ડની ટોચ પર એર વેન્ટ્સ મૂકવામાં આવે છે.
- રજીસ્ટરને સુરક્ષિત કરવા માટે રેક્સ અને કૌંસ જરૂરી છે. વધુ વિશાળ માળખું, વધુ ફાસ્ટનર્સની જરૂર પડશે.
વર્ક ઓર્ડર
- કાર્યક્ષેત્રની સફાઈ કરવામાં આવી રહી છે.
- રજિસ્ટર તત્વો ચિહ્નિત થયેલ છે અને ડ્રોઇંગ અનુસાર કાપવામાં આવે છે.
- પાઈપોની આંતરિક અને બાહ્ય સપાટીઓ તેમજ છિદ્રોની કિનારીઓ સ્ટીલના બ્રશથી કાટમાળ અને કાટથી સાફ થાય છે.
- પ્લગને કાટમાળ અને તકતીથી સાફ કરવામાં આવે છે. હીટિંગ સર્કિટના જોડાણ માટે બે પ્લગમાં છિદ્રો ડ્રિલ કરવામાં આવે છે.
- પ્લગ, જમ્પર્સ અને કનેક્ટિંગ પાઈપો અથવા મેનીફોલ્ડ્સને ડ્રોઇંગ અનુસાર વેલ્ડિંગ કરવામાં આવે છે. દરેક તત્વને જોડ્યા પછી વિભાગોની સમાંતરતા તપાસવામાં આવે છે.
- વેલ્ડ સાફ કરવામાં આવે છે.
- પરિણામી રજિસ્ટરની ચુસ્તતા તપાસવામાં આવે છે: આઉટલેટ હર્મેટિકલી સીલ કરવામાં આવે છે, અને દબાણ હેઠળ ઇનલેટ દ્વારા પાણી રેડવામાં આવે છે. જો સીમ પર નાના ટીપાં પણ દેખાય છે, તો તે પ્રવાહીને ડ્રેઇન કરે છે અને વધુમાં સીમને ઉકાળવા જરૂરી છે.
- જો જરૂરી હોય તો, મેટલ માટે હીટ-રેઝિસ્ટન્ટ પેઇન્ટ સાથે હીટ એક્સ્ચેન્જરને આવરી લો.
- રજિસ્ટર સહાયક અને સસ્પેન્શન તત્વો પર નિશ્ચિત છે.
- હીટિંગ સિસ્ટમ સાથે કનેક્ટ કરો.
હીટિંગ રજિસ્ટરને કેવી રીતે વેલ્ડ કરવું
વ્યક્તિગત માળખાકીય તત્વોની એસેમ્બલી એકસાથે મેટલને વેલ્ડીંગ દ્વારા હાથ ધરવામાં આવે છે.આ તમારા માટે અનુકૂળ કોઈપણ રીતે કરી શકાય છે. હીટિંગ રજિસ્ટરને કેવી રીતે વેલ્ડ કરવું? હકીકતમાં, તે બધું તમારી પાસે કયા પ્રકારનું વેલ્ડીંગ મશીન છે તેના પર નિર્ભર છે:
- ઇલેક્ટ્રિક આર્ક (મેન્યુઅલ, અર્ધ-સ્વચાલિત);
- ગેસ
ઇલેક્ટ્રિક આર્ક મેન્યુઅલ વેલ્ડીંગ મશીનો સૌથી વધુ વ્યાપક છે, કારણ કે તે સૌથી સસ્તી અને સરળ છે. આવા ઉપકરણ મેટલ ભાગોને જોડી શકે છે અને તેમને કાપી શકે છે. મોટા ભાગો પર, તમારે પાઈપો માટે છિદ્રો કાપવાની જરૂર છે. આ ધારની નજીક થવું જોઈએ, પાઇપના એક વ્યાસને પાછળ લઈ જવું. મધ્ય વિભાગ પર ચાર છિદ્રો હશે, પ્રથમ અને બાહ્ય વિભાગો પર બે.






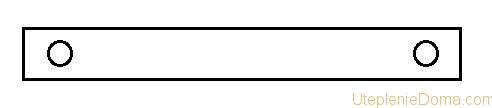
પાઈપોને કનેક્ટ કરવા માટે છિદ્રો
તે પછી, સપાટ આડી સપાટી પર, અમે બધા તત્વોને એક રચનામાં મૂકીએ છીએ અને નોઝલના પાયા પર ટેક્સ બનાવીએ છીએ. તમારે પાઇપના વિષુવવૃત્ત સાથે કાં તો બે ટેક બનાવવાની જરૂર છે, અથવા મર્સિડીઝ બેજની જેમ, સમગ્ર પરિઘની આસપાસ ત્રણ સમાનરૂપે બનાવવાની જરૂર છે. જો ટેક્સનું સ્થાન ખોટું છે, તો પછી ભાગ વેલ્ડીંગ દરમિયાન દોરી શકે છે. રજિસ્ટરની ભૂમિતિ સાચી છે તેની ખાતરી કર્યા પછી, તમે વેલ્ડીંગ પર આગળ વધી શકો છો.
મેલ્ટિંગ બાથમાં કામ કરતી વખતે, ઉચ્ચ તાપમાન જાળવવું અને પીગળેલી ધાતુનું વિતરણ કરવું જરૂરી છે. ઇલેક્ટ્રોડ સતત ચોક્કસ માર્ગ સાથે આગળ વધવું જોઈએ. હીટિંગ રજિસ્ટરને કેવી રીતે વેલ્ડ કરવું, સૌથી સરળ ઇલેક્ટ્રોડ ચળવળના માર્ગો:
- ડાબે - જમણે (હેરિંગબોન);
- આગળ - પાછળ (પ્રવાહ સાથે).
સૌથી મહત્વપૂર્ણ ક્ષણ એ ટેક પર સીમના મૂળની રચના અને ટેકમાંથી બહાર નીકળવું છે. પ્રક્રિયા વિરામ સાથે હાથ ધરવામાં આવે છે, કારણ કે વેલ્ડરને ઇલેક્ટ્રોડની સ્થિતિ બદલવાની જરૂર છે. જો કે યોગ્ય કુશળતા સાથે તમે વિક્ષેપ વિના રસોઇ કરી શકો છો. સીમ ઠંડુ થયા પછી, તમારે હેમર વડે કાદવને નીચે પછાડવાની જરૂર છે.તેથી, તે ફક્ત પ્લગ સાથેના છેડાને વેલ્ડ કરવા માટે જ રહે છે, જે પહેલા સમાન જાડાઈની ધાતુમાંથી કાપવી આવશ્યક છે.
પરિણામે, અમને એક ખાલી મળ્યું, જેમાં સપ્લાય અને રીટર્ન માટેના છિદ્રો, તેમજ એર વેન્ટ, ભવિષ્યમાં કાપવામાં આવશે. એર વેન્ટ, એ જ માયેવસ્કી ક્રેન, હવાના ખિસ્સા દૂર કરે છે જે હીટ એક્સ્ચેન્જરની કાર્યક્ષમતાને ઘટાડે છે. તમે હીટિંગ સિસ્ટમમાં હવા વિશે વધુ વાંચી શકો છો. હીટિંગ સિસ્ટમ સાથે રજિસ્ટરને કનેક્ટ કરવું એ છેલ્લો તબક્કો છે, જેના પછી હાઇડ્રોલિક પરીક્ષણ હાથ ધરવાનું અને સાધનસામગ્રીને કાર્યરત કરવું શક્ય છે.
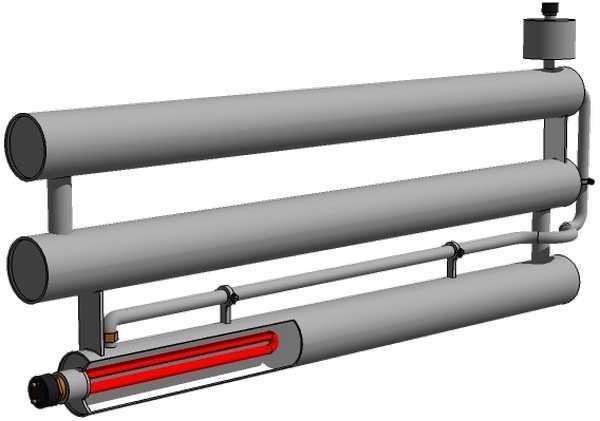
વધુમાં, આ ખાલી જગ્યાનો ઉપયોગ ઇલેક્ટ્રિક હીટિંગ એલિમેન્ટ સાથેના રજિસ્ટરના ઉત્પાદન માટે થઈ શકે છે. હીટિંગ એલિમેન્ટ માટેનો એક છિદ્ર નીચલા ભાગમાં કાપવામાં આવે છે, અને ઉપરના ભાગમાં ઓપન-ટાઇપ વિસ્તરણ ટાંકી સ્થાપિત થયેલ છે.
વેલ્ડીંગ ટેકનોલોજી
સંપૂર્ણ તકનીકી રીતે, સ્ટીલ તત્વોનું જોડાણ ઇલેક્ટ્રિક અથવા ગેસ વેલ્ડીંગ દ્વારા કરવામાં આવે છે, જ્યાં તકનીક લગભગ સમાન હોય છે.
વેલ્ડીંગ રજીસ્ટર કરતી વખતે, મહેરબાની કરીને નોંધ કરો કે સર્પન્ટાઈન સ્ટ્રક્ચર્સમાં, સાંધા ઊભી સીમ હોય છે, અને વિભાગીયમાં, ઊભી અને આડી બંને હોય છે. બાદમાં રાંધવાનું સરળ છે, કારણ કે તે ટેબલના પ્લેનમાં સ્થિત છે
ટેકનોલોજી માટે આડી સીમનું વેલ્ડીંગ (વિભાગ + જમ્પર) નીચેની આવશ્યકતાઓ લાગુ પડે છે:
- ટેકિંગ એક અથવા બે બિંદુઓ પર હાથ ધરવામાં આવી શકે છે, જમ્પરને ઊભી રીતે બહાર કાઢે છે. બે બિંદુઓ જમ્પર ઇન્સ્ટોલેશન અક્ષ વિશે સમપ્રમાણરીતે સ્થિત છે.
- ટેકના એક બિંદુ દ્વારા જોડાયેલ સંયુક્ત, તરત જ રાંધવામાં આવે છે, પરંતુ પ્રક્રિયા ટેકની વિરુદ્ધ બાજુથી શરૂ થવી જોઈએ.
- સંયુક્ત, બે ટેક પોઈન્ટ દ્વારા જોડાયેલ, પ્રથમ બિંદુથી વેલ્ડિંગ કરવામાં આવે છે.
- રજિસ્ટરમાં ઊભી સીમ - પ્લગ અને 90° વળાંક સાથે મુખ્ય પાઈપોનું જોડાણ. આ પ્રકારની સીમ માટેની આવશ્યકતાઓ છે:
- જો પાઇપની જાડાઈ 3 મીમી સુધી હોય, તો પછી 2.5 મીમી ઇલેક્ટ્રોડ સાથે એક પાસમાં સંયુક્તને સ્કેલ્ડ કરવામાં આવે છે.
- જો જાડાઈ 4 મીમી કરતા વધી જાય, તો વેલ્ડીંગ બે પાસમાં હાથ ધરવામાં આવે છે: આમૂલ સીમ સાથે, અને ટોચ પર ફેસિંગ રોલર સાથે.
- જ્યારે 60 મીમીથી વધુ વ્યાસવાળા પાઈપોને જોડતી વખતે, વેલ્ડીંગ સંયુક્તની સમગ્ર પરિમિતિ સાથેના વિભાગોમાં હાથ ધરવામાં આવે છે.
વેલ્ડીંગ માટે સામાન્ય નિયમો છે, જે સંપૂર્ણપણે તકનીકી પદ્ધતિઓ સૂચવે છે. ઉદાહરણ તરીકે, સીમની શરૂઆતમાં, તેના અંતને આવશ્યકપણે વેલ્ડિંગ કરવામાં આવે છે, જે "લોક" બનાવે છે. જો વેલ્ડીંગ બે સીમ સાથે કરવામાં આવે છે, તો બીજું પ્રથમની વિરુદ્ધ દિશામાં હાથ ધરવામાં આવે છે.
વેલ્ડીંગ કાર્ય હાથ ધરતી વખતે તમારે ઘણા વેલ્ડીંગ પરિમાણો પર ધ્યાન આપવાની જરૂર છે. આ ઇલેક્ટ્રોડનો વ્યાસ છે, જે વેલ્ડિંગ કરવા માટેના સ્ટીલ બ્લેન્ક્સની જાડાઈના આધારે પસંદ કરવામાં આવે છે, આ વેલ્ડીંગ મશીનમાંથી ઇલેક્ટ્રોડને સપ્લાય કરવામાં આવતો વર્તમાન છે, વેલ્ડીંગ આર્કની પોલેરિટી અને વોલ્ટેજ
ઇલેક્ટ્રોડ વ્યાસ અને ધાતુની જાડાઈનો ગુણોત્તર
| ધાતુની જાડાઈ, મીમી | 1—2 | 3—5 | 4—10 | 12—24 | 30—60 |
| ઇલેક્ટ્રોડ વ્યાસ, મીમી | 2—3 | 3—4 | 4—5 | 5—6 | 6 અથવા વધુ |
વર્તમાન તાકાત પસંદ કરેલ ઇલેક્ટ્રોડના વ્યાસના આધારે પસંદ કરવામાં આવે છે. અવલંબન નીચે મુજબ છે: I=Kd, જ્યાં K એ ઇલેક્ટ્રોડ વ્યાસનો ગુણોત્તર છે.
| ઇલેક્ટ્રોડ વ્યાસ, મીમી | >2 | 3 | 4 | 5 | 6 |
| ગુણાંક - "K" | 25—30 | 30—35 | 35—40 | 40—45 | 50—60 |
હીટિંગ રજિસ્ટરની વિવિધતા
હીટિંગ રજિસ્ટર એ પાઇપલાઇન્સનું જૂથ છે જે એકબીજાની સમાંતર સ્થિત છે અને એકબીજા સાથે વાતચીત કરે છે. તેઓ સામગ્રી, આકાર અને ડિઝાઇનમાં ભિન્ન હોઈ શકે છે.
ઉત્પાદન માટે સામગ્રી
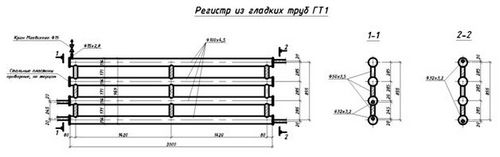
મોટેભાગે, હીટિંગ રજિસ્ટર સરળ બનેલા હોય છે GOST અનુસાર સ્ટીલ પાઈપો 3262-75 અથવા GOST 10704-91. ઉચ્ચ દબાણનો સામનો કરવાની ક્ષમતાને કારણે ઇલેક્ટ્રિક-વેલ્ડેડ પાઈપોનો ઉપયોગ કરવો વધુ સારું છે. જો કે, વ્યવહારમાં, પાણી અને ગેસ પાઈપો પણ એકદમ સામાન્ય છે, જે ઓછી સફળતાપૂર્વક ચલાવવામાં આવતી નથી. આવા હીટર સરળતાથી તમામ પ્રકારના યાંત્રિક નુકસાન અને તાણનો સામનો કરી શકે છે, તેમજ કોઈપણ શીતક સાથે કામ કરી શકે છે.
સ્ટેનલેસ સ્ટીલ મોડલ્સ પણ છે. તેઓ સૌંદર્ય શાસ્ત્ર અને ટકાઉપણું માટે વધેલી આવશ્યકતાઓવાળા રૂમમાં સ્થાપિત થાય છે. વધેલી કિંમતને લીધે, બાથરૂમમાં સ્ટેનલેસ સ્ટીલ રજિસ્ટરનો ઉપયોગ સૌથી વધુ ન્યાયી છે. કાટ સામે ઉચ્ચ પ્રતિકાર અને સ્ટેનલેસ સ્ટીલ ગરમ ટુવાલ રેલના વિવિધ રૂપરેખાંકનો તેમને સૌથી આધુનિક બાથરૂમના આંતરિક ભાગમાં પણ ઉપયોગમાં લેવાની મંજૂરી આપે છે.






એલ્યુમિનિયમ અને બાયમેટાલિક રજિસ્ટર હીટ ટ્રાન્સફરની દ્રષ્ટિએ વધુ કાર્યક્ષમ છે. તેઓ હળવાશ અને સૌંદર્ય શાસ્ત્ર દ્વારા અલગ પડે છે, તેઓ સુવ્યવસ્થિત પાણીની સારવાર સાથે વ્યક્તિગત હીટિંગ સિસ્ટમ્સમાં સંપૂર્ણ રીતે કામ કરે છે. અન્ય કિસ્સાઓમાં, શીતકની નીચી ગુણવત્તા ઉપકરણોની ઝડપી નિષ્ફળતા તરફ દોરી જાય છે.
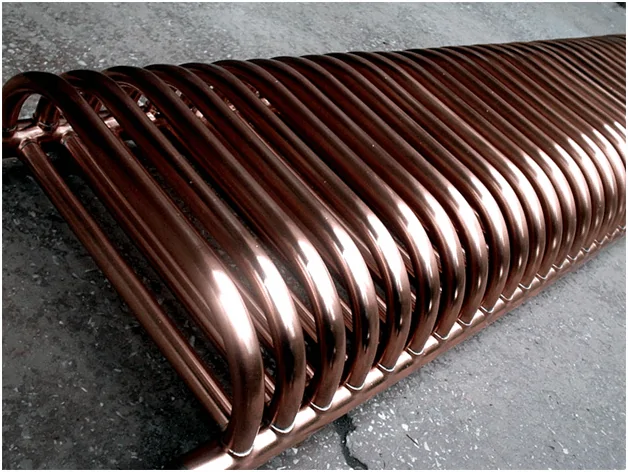
કેટલીકવાર તમે તાંબાના બનેલા રજિસ્ટર શોધી શકો છો. સામાન્ય રીતે તેનો ઉપયોગ સિસ્ટમોમાં થાય છે જ્યાં મુખ્ય વાયરિંગ કોપર હોય છે. તેમની સાથે કામ કરવું અનુકૂળ છે, તેઓ ખૂબ જ સરસ અને ટકાઉ છે. વધુમાં, તાંબાની થર્મલ વાહકતા સ્ટીલ કરતા લગભગ 8 ગણી વધારે છે, જે ગરમીની સપાટીના કદને નોંધપાત્ર રીતે ઘટાડી શકે છે. બિન-ફેરસ ધાતુઓથી બનેલા તમામ ઉપકરણોની સામાન્ય ખામી - ઓપરેટિંગ પરિસ્થિતિઓ પ્રત્યે સંવેદનશીલતા - કોપર રજીસ્ટરના અવકાશને મર્યાદિત કરે છે.
ડિઝાઇન
પરંપરાગત સ્ટીલ રજિસ્ટરની સૌથી લાક્ષણિક ડિઝાઇનને 2 પ્રકારોમાં વિભાજિત કરી શકાય છે:
- વિભાગીય;
- સર્પન્ટાઇન.
પ્રથમ પાઇપલાઇન્સની આડી ગોઠવણી અને તેમની વચ્ચે ઊભી સાંકડી જમ્પર્સના ઉપયોગ દ્વારા વર્ગીકૃત થયેલ છે. બીજામાં સમાન વ્યાસના સીધા અને આર્ક્યુએટ તત્વોનો ઉપયોગ શામેલ છે, જે વેલ્ડીંગ દ્વારા સાપ દ્વારા જોડાયેલા છે. સ્ટેનલેસ સ્ટીલ અથવા નોન-ફેરસ ધાતુઓનો ઉપયોગ કરતી વખતે, ઇચ્છિત રૂપરેખાંકન આપવા માટે પાઈપો ફક્ત વાળેલા હોય છે.
 કનેક્ટિંગ પાઈપોના અમલ માટે ત્રણ વિકલ્પો છે:
કનેક્ટિંગ પાઈપોના અમલ માટે ત્રણ વિકલ્પો છે:
- થ્રેડેડ;
- ફ્લેંજ્ડ;
- વેલ્ડીંગ માટે.
તેઓ ઉપકરણની એક બાજુ અને વિવિધ બાજુઓ પર બંને સ્થિત કરી શકાય છે. શીતક આઉટલેટ પુરવઠા હેઠળ અથવા તેમાંથી ત્રાંસા પ્રદાન કરવામાં આવે છે. કેટલીકવાર હાઇવેનું નીચું જોડાણ હોય છે, પરંતુ આ કિસ્સામાં હીટ ટ્રાન્સફર નોંધપાત્ર રીતે ઘટાડે છે.
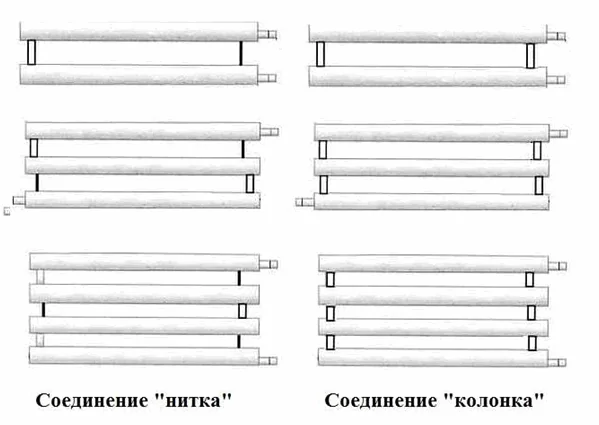
વિભાગીય રજિસ્ટરમાં, જમ્પર્સ કેવી રીતે મૂકવામાં આવે છે તેના આધારે 2 પ્રકારના જોડાણોને અલગ પાડવામાં આવે છે:
- "થ્રેડ";
- "કૉલમ".
સ્મૂથ પાઇપ રજિસ્ટરનો ઉપયોગ મુખ્ય હીટિંગ સિસ્ટમના રજિસ્ટર તરીકે અથવા અલગ હીટર તરીકે થઈ શકે છે. સ્વાયત્ત કામગીરી માટે, ઉપકરણની અંદર જરૂરી શક્તિનું હીટિંગ તત્વ સ્થાપિત થયેલ છે અને નેટવર્ક સાથે જોડાયેલ છે. સ્ટીલના બનેલા પોર્ટેબલ ઇલેક્ટ્રિક રજિસ્ટર માટે શીતક તરીકે, એન્ટિફ્રીઝ અથવા તેલનો વારંવાર ઉપયોગ થાય છે, કારણ કે. તે સંગ્રહ દરમિયાન અથવા કટોકટી પાવર આઉટેજ દરમિયાન સ્થિર થતું નથી.
જ્યારે સામાન્ય હીટિંગ સિસ્ટમથી અલગ ઉપયોગ કરવામાં આવે છે, ત્યારે ઉપકરણના ઉપરના ભાગમાં વધારાની વિસ્તરણ ટાંકી મૂકવી આવશ્યક છે. જ્યારે ગરમ થાય ત્યારે વોલ્યુમમાં વધારો થવાને કારણે આ દબાણમાં વધારો ટાળે છે. હીટરમાં પ્રવાહીના કુલ જથ્થાના લગભગ 10% સમાવવાની ક્ષમતાના આધારે કન્ટેનરનું કદ પસંદ કરવામાં આવે છે.
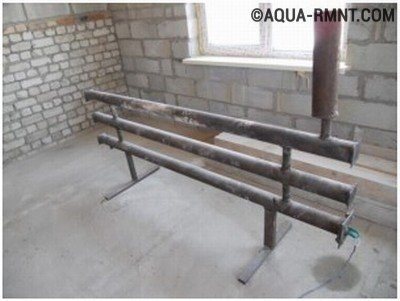
સ્ટીલ પાઈપોથી બનેલા રજિસ્ટરના સ્વાયત્ત ઉપયોગ માટે, 200 - 250 મીમી ઊંચા પગને તેમાં વેલ્ડિંગ કરવામાં આવે છે.જો ઉપકરણ હીટિંગ સર્કિટનો ભાગ છે, તો તેને ખસેડવાનું આયોજન નથી અને દિવાલો પૂરતી મજબૂત છે, તો પછી કૌંસનો ઉપયોગ કરીને સ્થિર માઉન્ટનો ઉપયોગ કરવામાં આવે છે. કેટલીકવાર, ખૂબ મોટા રજિસ્ટર માટે, સંયુક્ત ઇન્સ્ટોલેશન વિકલ્પનો ઉપયોગ થાય છે, એટલે કે. ઉપકરણ રેક્સ પર મૂકવામાં આવે છે અને વધુમાં દિવાલ પર નિશ્ચિત છે.
માઉન્ટ કરવાની પદ્ધતિઓ: વેલ્ડીંગ અથવા થ્રેડીંગ?
ઇન્સ્ટોલેશન કાર્ય હાથ ધરતી વખતે સૌથી મોટી સમસ્યા એસેમ્બલી અને ઇન્સ્ટોલેશન માટે હીટિંગ રજીસ્ટર વેલ્ડીંગ કામ છે. હીટિંગ ઉપકરણોને બહારથી અલગ ભાગોમાંથી એસેમ્બલ કરવામાં આવે છે, અને પછી, તૈયાર બ્લેન્ક્સમાંથી, ગેસ વેલ્ડીંગનો ઉપયોગ કરીને હીટિંગ સિસ્ટમ ઇન્સ્ટોલ કરવામાં આવે છે. વેલ્ડ્સને થ્રેડેડ સાંધા સાથે બદલી શકાય છે, જે તેમની શક્તિ અને ટકાઉપણુંમાં હલકી ગુણવત્તાવાળા હોય છે, પરંતુ કાર્યની તકનીક અને આધુનિક સામગ્રીના ઉપયોગને આધિન, તેઓ હીટિંગ સાધનોના લાંબા ગાળાના સંચાલનને સુનિશ્ચિત કરી શકે છે.
ગેરેજ અથવા વેરહાઉસમાં હીટિંગ રજિસ્ટર એ એક સ્વતંત્ર ઉપકરણ છે જે તમને વીજળીનો ઉપયોગ કરીને તકનીકી રૂમને ગરમ કરવાની મંજૂરી આપે છે.
હીટિંગ રજિસ્ટરની ઉત્તમ ડિઝાઇન
વિકલ્પ #1 - આડું રજીસ્ટર
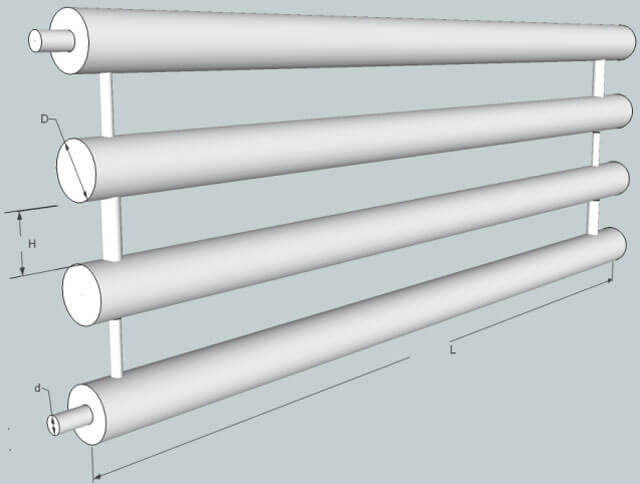
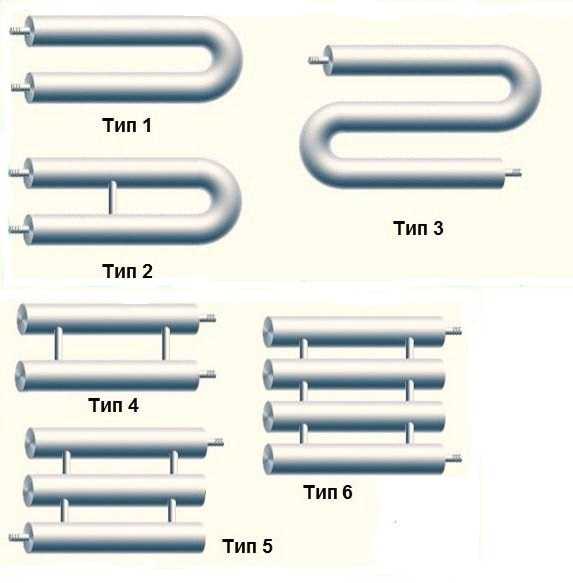
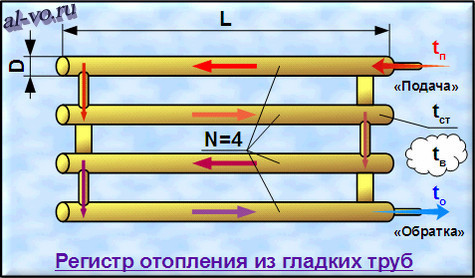
મોટેભાગે, હીટિંગ રજિસ્ટરના ઉત્પાદનમાં, આડી દિશામાં નાખેલી બે અથવા ત્રણ સમાંતર પાઈપો જોડાયેલ હોય છે. રજિસ્ટરમાં સંલગ્ન વિભાગો વચ્ચેનું અંતર આવશ્યકપણે વ્યાસ કરતાં 50 મીમીથી વધુ હોવું જોઈએ. રજિસ્ટરની કોઇલ ડિઝાઇન પણ લોકપ્રિય છે, જે ઉપકરણોને હીટિંગ સિસ્ટમ સાથે કનેક્ટ કરવાની પદ્ધતિના આધારે ઘણા પ્રકારોમાં વહેંચાયેલી છે.









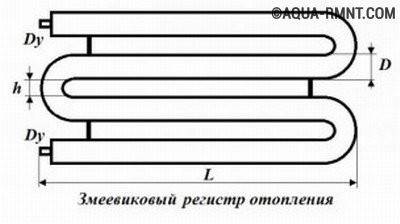
કોઇલ-પ્રકારના હીટિંગ રજિસ્ટર: એલ - હીટરની લંબાઈ, ડી - પાઇપ વ્યાસ, h - પાઇપ વચ્ચેનું અંતર (50 મીમીથી વધુ વ્યાસ)
હીટરની લંબાઈ રૂમ અથવા રૂમના પરિમાણો અનુસાર પસંદ કરવામાં આવે છે જેમાં હીટિંગ સિસ્ટમ ઇન્સ્ટોલ કરવાની યોજના છે. હીટિંગ રજિસ્ટરની સૂચિબદ્ધ પ્રકારની ડિઝાઇન ઉપરાંત, ત્યાં પણ છે:
- સિંગલ-પાઇપ ઉત્પાદનો;
- ચાર-પાઈપ ઉપકરણો;
- પાંચ-પાઈપ મોડેલો, વગેરે.
એક હીટિંગ રજિસ્ટરમાં વપરાતા પાઈપોની સંખ્યા ગરમ રૂમના વિસ્તાર, ઑબ્જેક્ટના થર્મલ ઇન્સ્યુલેશનની ગુણવત્તા, ઓરડામાં ગરમીના અન્ય સ્ત્રોતોની હાજરી વગેરે પર આધારિત છે. શક્ય તેમાંથી પસાર થવું. પાઈપોના વ્યાસ, ઉત્પાદનોના શ્રેષ્ઠ પરિમાણોની ગણતરી કરો કે જેના પર ગરમ રૂમમાં શ્રેષ્ઠ તાપમાન જાળવવામાં આવશે.
સરળ પાઈપોથી બનેલા હોરીઝોન્ટલ હીટિંગ રજીસ્ટરનો ઉપયોગ થાય છે નીચે વાયરિંગ સાથે પાઇપલાઇન આ કિસ્સામાં, ઉત્પાદનો કાળજીપૂર્વક ફ્લોર સપાટીની નજીક રૂમની પરિમિતિની આસપાસ મૂકવામાં આવે છે. રહેણાંક મકાનમાં, પાઈપો બારીઓની નીચે ચાલે છે. ઔદ્યોગિક પરિસરમાં, હીટિંગ ઉપકરણોનું સ્થાન છતની ઊંચાઈ, સુવિધાના લેઆઉટની સુવિધાઓ અને ઔદ્યોગિક સાધનોની પ્લેસમેન્ટ પર આધારિત છે.

હીટિંગ રજિસ્ટર સફળતાપૂર્વક સામાજિક સુવિધાઓને ગરમ કરે છે. કાસ્ટ આયર્ન બેટરી કરતાં આવા હીટરની સંભાળ રાખવી ખૂબ સરળ છે.
વિકલ્પ #2 - વર્ટિકલ રજિસ્ટર
એપાર્ટમેન્ટ્સના પુનઃવિકાસ દરમિયાન અને બાલ્કનીઓ અને લોગિઆસને કારણે તેમની વસવાટ કરો છો જગ્યાના વિસ્તરણ દરમિયાન, ઑબ્જેક્ટના કમિશનિંગ દરમિયાન વિકાસકર્તા દ્વારા ઇન્સ્ટોલ કરેલી બેટરીઓને તોડી નાખવી જરૂરી છે. તે જ સમયે, તોડી પાડ્યું રેડિએટર્સને વર્ટિકલ હીટિંગ રજિસ્ટર દ્વારા બદલવામાં આવે છેનાના વ્યાસની મોટી સંખ્યામાં રાઉન્ડ પાઈપોમાંથી વેલ્ડિંગ. આ હીટર વિન્ડો ઓપનિંગની બાજુમાં સ્થિત દિવાલમાં મૂકવામાં આવે છે.
જો જરૂરી હોય તો, વર્ટિકલ હીટિંગ રજિસ્ટર સુશોભન ગ્રિલ્સ સાથે બંધ કરવામાં આવે છે, જે હીટિંગ સિસ્ટમના અનિવાર્ય તત્વને આંતરિક સુશોભન વસ્તુમાં ફેરવે છે. તમે અરીસાઓ, રંગીન કાચ, મોઝેઇક, ઘડાયેલ લોખંડની જાળીનો ઉપયોગ કરીને તેમજ છાજલીઓ, હેંગર્સ, કેબિનેટ અને વિશાળ ફર્નિચરની અન્ય ઉપયોગી વસ્તુઓ મૂકીને સમાંતર પાઈપોના "બંડલ" નું સ્થાન છુપાવી શકો છો.
પરિભ્રમણ પંપનો ઉપયોગ કરીને ખાનગી મકાનની સ્વાયત્ત હીટિંગ સિસ્ટમમાં સ્થાપિત વર્ટિકલ રજિસ્ટરમાં શીતકની હિલચાલની ખાતરી કરવી શક્ય છે. શીતકના કુદરતી પરિભ્રમણમાં આડા રજિસ્ટરનો ઉપયોગ પણ થાય છે, જો તે સહેજ ઢાળ સાથે સ્થાપિત થાય છે (0.05% પર્યાપ્ત છે).
હીટિંગ રજિસ્ટર કેવી રીતે સેટ કરવું
દરેક માલિક કામમાં માસ્ટરને સામેલ કર્યા વિના હીટિંગ રજિસ્ટર ઇન્સ્ટોલ કરી શકે છે. એસેમ્બલી કામગીરીને સરળ બનાવવા માટે, પ્રોજેક્ટ અનુસાર હીટિંગ સિસ્ટમના દરેક ઘટકો તૈયાર કરવા માટે સૌ પ્રથમ જરૂરી છે.
મુખ્ય આવશ્યકતાઓમાંની એક પાઇપલાઇન્સ સાથે રજિસ્ટરનું ઉચ્ચ-ગુણવત્તાનું જોડાણ છે. તે મહત્તમ સ્વીકાર્ય લોડ - 10 MPa નો સામનો કરવો આવશ્યક છે. જો ડોકીંગ વેલ્ડીંગ દ્વારા કરવામાં આવે છે, તો તમારે સીમની ગુણવત્તા પર દેખરેખ રાખવાની જરૂર છે.
રજિસ્ટર એક દિવાલ સાથે મૂકવાની ભલામણ કરવામાં આવે છે. આ કિસ્સામાં, શીતકની હિલચાલની દિશામાં લઘુત્તમ ઢોળાવ જરૂરી છે - ઉપકરણની લંબાઈના 0.05% સુધી.
ફ્લોર સપાટીની નજીક હીટિંગ રજિસ્ટર હોવું જરૂરી છે. મુખ્ય પાઇપનો વ્યાસ જેટલો મોટો હશે, ઓછો પ્રતિકાર ફરતા શીતક માટે.

ઉપકરણની કાર્યક્ષમતા મોટી સંખ્યામાં પરિબળો પર આધારિત છે, જેમાં હીટિંગ વિસ્તારનો સમાવેશ થાય છે, જે પાઈપોની લંબાઈ અને વ્યાસના સીધા પ્રમાણસર છે. રોજિંદા જીવનમાં સૌથી સામાન્ય નીચેની લાક્ષણિકતાઓવાળા મોડેલો છે:
- ભલામણ કરેલ પાઇપ વ્યાસ - 25 થી 160 મીમી સુધી
- વિભાગીય મોડેલો માટે કનેક્ટિંગ જમ્પર્સ - 30 મીમીથી
- મુખ્ય પાઈપો વચ્ચેનું અંતર - 50 મીમીથી
- મહત્તમ દબાણ - 10 MPa
- સામગ્રી - ઉચ્ચ કાર્બન સ્ટીલ
અમે અમારા પોતાના હાથથી રજિસ્ટર બનાવીએ છીએ
કોઈપણ જે જાણે છે કે વેલ્ડીંગ મશીન સાથે કેવી રીતે કામ કરવું તે તેમના પોતાના પર હીટિંગ રજિસ્ટર બનાવવા માટે સક્ષમ છે. એક સરળ ડિઝાઇનને એન્ટિફ્રીઝ અથવા તેલથી ભરી શકાય છે.






બનાવવા માટે પ્રારંભિક વિડિઓ
તમારા પોતાના હાથથી હીટર બનાવવા માટે, સૂચનાઓનું પાલન કરવાની ભલામણ કરવામાં આવે છે:
- યોગ્ય વ્યાસના પાઈપો તૈયાર કરવા અને બ્લેન્ક્સ કાપવા જરૂરી છે
- પાઇપની અંદરની બાજુ તપાસવામાં આવે છે અને, જો જરૂરી હોય તો, ફરતા શીતક માટે પહેલેથી જ ઉચ્ચ પ્રતિકાર ઘટાડવા માટે સાફ કરવામાં આવે છે.
- પ્લગને છેડાથી વેલ્ડિંગ કરવામાં આવે છે, તેમાંના કેટલાકમાં છિદ્રો ડ્રિલ કરવામાં આવે છે

નાના વ્યાસની નળીઓ (ઊભી) જાડીને જોડે છે (આડી)
કિનારીઓમાંથી એકઠી થતી હવાને દૂર કરવા માટે નળ સ્થાપિત કરવી જરૂરી છે
બધી સીમ સરસ રીતે અને અસરકારક રીતે સાફ કરવામાં આવે છે, સપાટીને તેલ પેઇન્ટથી દોરવામાં આવે છે.
પોર્ટેબલ સ્ટ્રક્ચર્સમાં, 1.5 થી 6 ડબ્લ્યુની શક્તિ સાથે હીટિંગ એલિમેન્ટ ઇન્સ્ટોલ કરવું જરૂરી છે, જે પરંપરાગત આઉટલેટથી કાર્ય કરશે. જો સિસ્ટમ હીટિંગ બોઈલર દ્વારા સંચાલિત હોય, તો શક્તિશાળી પરિભ્રમણ પંપ સ્થાપિત કરીને રજિસ્ટરની કાર્યક્ષમતા વધારી શકાય છે.
મુખ્ય ફાયદા
હીટિંગ રજિસ્ટરના ઘણા ફાયદાઓમાં, તે નોંધવું જોઈએ:
- ગ્રાહકના વ્યક્તિગત ડ્રોઇંગ અનુસાર હીટિંગ ઉપકરણોના ઉત્પાદનનો ઓર્ડર આપવો શક્ય છે
- તેમની અંદર, હીટ કેરિયરની ભૂમિકા માત્ર પ્રવાહી દ્વારા જ નહીં, પણ ગરમ વરાળ દ્વારા પણ કરી શકાય છે.
ઇન્સ્ટોલેશનને ખાસ સાધનોની જરૂર નથી
તેઓ મોટા વિસ્તારવાળા રૂમમાં સ્થાપિત કરી શકાય છે, કારણ કે તેઓ તેમના કોમ્પેક્ટ અને સાધારણ પરિમાણો હોવા છતાં કાર્યક્ષમ હીટ એક્સચેન્જ દ્વારા વર્ગીકૃત થયેલ છે.
સ્વીકાર્ય ખર્ચ
ના કબજા મા
અલબત્ત, હીટિંગ રજિસ્ટર ક્લાસિક હીટિંગ રેડિએટર્સને બદલી રહ્યા છે. ખાનગી મકાનોમાં, તેઓ વધુ આક્રમક પરિસ્થિતિઓ (શૌચાલય, બાથરૂમ, સમયાંતરે ગરમ ન થતા રૂમ, વગેરે) વાળા રૂમમાં મળી શકે છે. સારા કારીગર માટે આવા ઉપકરણને પોતાના પર બનાવવું મુશ્કેલ નથી.