
- 45 અને 90 ડિગ્રીના ખૂણા પર પાઇપ કટીંગ
- મોટા વ્યાસની પાઇપ કટીંગ પદ્ધતિઓ
- 45 ડિગ્રી કટીંગ
- મેટલ પ્રોફાઇલને ટ્રિમ કરવા માટે ટેમ્પલેટ બનાવવું
- DIY પાઇપ કટીંગ મીટર બોક્સ
- નોન-ફેરસ ધાતુઓથી બનેલા પાઈપોનું રૂપરેખાંકન બદલવું
- તાંબા અને પિત્તળના પાઈપોને કેવી રીતે વાળવું?
- એલ્યુમિનિયમ ટ્યુબ બેન્ડિંગ
- સ્ટીલ પાઈપો માટે પાઇપ કટર
- સીધી પાઇપ લંબાઈની દિશામાં કેવી રીતે કાપવી
- નિષ્ણાતોની સામાન્ય ભલામણો
- બલ્ગેરિયન
- રોલર પાઇપ કટર
- ગેસ કટીંગ
- પ્લાઝ્મા કટીંગ
- લેસરનો ઉપયોગ કરવો
- એક ખૂણા પર પાઈપો કાપવા: વિવિધ પદ્ધતિઓના ફાયદા અને ગેરફાયદા
- 1. 45 ડિગ્રીના ખૂણા પર પાઈપોને ચિહ્નિત કરવા માટેની પદ્ધતિઓ
- 2. 90 ડિગ્રીના ખૂણા પર પાઈપોને ચિહ્નિત કરવું
- 3. અન્ય ખૂણા પર પાઈપોને ચિહ્નિત કરવું
- "કોલર" રીતે પાઇપ કેવી રીતે કાપી શકાય?
- સાથે કેવી રીતે કાપવું
- પ્રકારો
- વિડિઓ સૂચના: પાઇપ કટર સાથે કેવી રીતે કામ કરવું.
- એક મોડેલની વિડિઓ સમીક્ષા
- મેટલ પાઇપ સીધી કેવી રીતે કાપવી
- 90 ડિગ્રીના ખૂણા પર પાઇપ કાપવી
- 45 ડિગ્રીના ખૂણા પર પાઇપ કાપવી
- કાગળ અથવા કાર્ડબોર્ડની શીટનો ઉપયોગ કરો
- ચોરસ માર્કિંગ
- ગેસ પાઇપ કાપતી વખતે સલામતી
- વિષય પર તારણો અને ઉપયોગી વિડિઓ
45 અને 90 ડિગ્રીના ખૂણા પર પાઇપ કટીંગ
જો તમારે પાઇપને 45 ડિગ્રીના ખૂણા પર કાપવાની જરૂર હોય, જે પાણી અને હીટિંગ પાઈપો નાખતી વખતે ઘણીવાર જરૂરી હોય છે.ઘણીવાર સ્ટીલ, કાસ્ટ આયર્ન પાઈપોનો ઉપયોગ થાય છે, જે નળાકાર આકાર ધરાવે છે. ઇન્સ્ટોલેશન કાર્યમાં, લંબચોરસ અથવા આકારની પાઈપોનો ઉપયોગ થાય છે. જો કે, તમારે ગ્રાઇન્ડરથી પાઇપને યોગ્ય રીતે કાપવી જોઈએ, જેથી તમે તેને પછીથી સરળતાથી કનેક્ટ કરી શકો. તેથી, તમારે પાઇપને કાળજીપૂર્વક ચિહ્નિત કરવું જોઈએ.
કેટલાક માસ્ટર્સ ટેપ માપ સાથે કટની જગ્યાને ચિહ્નિત કરવાનો પ્રયાસ કરે છે, પરંતુ અમે તમને ચેતવણી આપીએ છીએ કે પરિણામ નકારાત્મક હોવાની સંભાવના છે. અને સકારાત્મક પરિણામ માટે, વ્યાવસાયિકોની નીચેની ભલામણોને ધ્યાનમાં લો.
કાગળ અથવા કાર્ડબોર્ડની શીટ લો, પ્રાધાન્ય A4, તેને ત્રાંસા ફોલ્ડ કરો અને તેને પાઇપની આસપાસ લપેટી, જ્યાં તમે સમાનરૂપે કાપવાની યોજના બનાવો છો. કાગળની કિનારીઓ એકબીજા સાથે સંપૂર્ણપણે મેળ ખાતી હોવી જોઈએ. અને કાગળની બાજુ જે પાઇપના અંતની નજીક છે તે ધરીની લંબ હતી. પછી વર્તુળમાં કટ લાઇનને ચિહ્નિત કરો.
જો તમારે 90-ડિગ્રીના ખૂણા પર સીધું કાપવાની જરૂર હોય, તો પછી ફરીથી કાગળ અથવા માસ્કિંગ ટેપની મદદથી સમસ્યાને ઝડપથી હલ કરો. પાઇપની આસપાસ લપેટી જેથી છેડા મેળ ખાય. એક સમાન માર્કઅપ બનાવો અને જોયું બંધ કરો.
પ્રોફાઇલ પાઇપ સીધી કેવી રીતે કાપવી?
પ્રોફાઇલ પાઇપ કાપતી વખતે માસ્ટર્સ ચોરસનો ઉપયોગ કરવાની સલાહ આપે છે. આ કરવા માટે, બાજુઓ પર વળાંકમાં ચોરસ લાગુ કરો, અને સરળ હલનચલન સાથે વળાંક અને ચિહ્નિત કરો. ક્રિયા પછી, પાઇપને ઠીક કરો અને કાપો. તમારી જાતને એક નમૂનો તૈયાર કરો જે ભવિષ્યમાં કામમાં આવશે અને સમય બચાવશે. ગ્રાઇન્ડરનો ઉપયોગ કરીને ક્રિયા કરવી વધુ સારું છે, તેથી કટ સરળ હશે.
કાસ્ટ આયર્ન પાઇપ કેવી રીતે કાપવી?
કાસ્ટ આયર્ન પાઇપ સાથે કામ કરતી વખતે, ધ્યાનમાં રાખો કે આ એક નાજુક સામગ્રી છે. તેથી, અમે એક પદ્ધતિને નિર્દેશિત કરીશું કે જેની સાથે નુકસાન વિના આવી ધાતુને કાપવાનું શક્ય બનશે.
કામ શરૂ કરતા પહેલા, સ્ટીલ પાઈપોની જેમ કટ માટે ચિહ્નો બનાવો. આધાર માટે લાકડાના બીમ મૂકો.ગ્રાઇન્ડરને પાઇપના પરિઘની આસપાસ ચાલો, નાના કટ બનાવો. પછી છીણી લો, ગ્રુવમાં દાખલ કરો અને હથોડીથી સખત માર કરો. ધ્યાન રાખો કે બેકલાઇટ કટીંગ ડિસ્કનો ઉપયોગ કાસ્ટ આયર્ન પાઇપ કાપવા માટે થાય છે.
જો હાથમાં કોઈ ગ્રાઇન્ડર ન હોય, તો કાસ્ટ-આયર્ન ગટર પાઇપ અથવા અન્ય હેતુઓ કાપવા માટે, હેક્સો, છીણી અથવા વિશિષ્ટ પાઇપ કટરનો ઉપયોગ કરો.
ગેસ પાઇપ કેવી રીતે કાપવી?
ગેસ પાઇપ કાપવી જોખમી છે, તેથી તેને વ્યાવસાયિકો પર છોડવું શ્રેષ્ઠ છે. પરંતુ જો તમને તમારી ક્ષમતાઓમાં વિશ્વાસ છે, તો પછી મેટલ કાપવા માટે ગ્રાઇન્ડર, વેલ્ડીંગ, હેક્સો, ગેસ વેલ્ડીંગ લો.
ટ્રિમિંગ સૂચના:
- કામ કરતા પહેલા ગેસ પુરવઠો બંધ કરો. પછી પાઇપમાંથી બાકીનો ગેસ છોડો. આ કરવા માટે, બર્નરમાં ગેસને આગ લગાડો અને તે બહાર જવાની રાહ જુઓ.
- લેવામાં આવેલી ક્રિયાઓ પછી, કાપો. વેલ્ડીંગ પદ્ધતિનો ઉપયોગ કરીને, જ્યારે ઉચ્ચ તાપમાનના સંપર્કમાં આવે ત્યારે મેટલ બેઝ બળી જાય છે. પરિણામ ઝડપી અને કાર્યક્ષમ છે. પરંતુ યાદ રાખો કે ગેસ પાઈપોને ફરીથી કાપવા અથવા રુટ કરવા માટે અનુભવની જરૂર છે.
મોટા વ્યાસની પાઇપ કટીંગ પદ્ધતિઓ
ગટર જેવા મોટા વ્યાસના પાઈપોને કાપવા માટે, ત્યાં સંખ્યાબંધ વિશ્વસનીય સાધનો ઉપલબ્ધ છે. ચાલો તેમાંથી કેટલાકને વિગતવાર જોઈએ:
બલ્ગેરિયન એ એક સસ્તો અને સસ્તું વિકલ્પ છે, પરંતુ આવી સામગ્રી સાથે કામ કરવામાં તે સૌથી સલામત માનવામાં આવતું નથી. એકવાર તમે આ પદ્ધતિનો ઉપયોગ કરવાનું નક્કી કરો, પછી સાવચેત રહો અને રક્ષણાત્મક સાધનોનો ઉપયોગ કરો.
રોલર મશીન (પાઈપ કટર) એ આવા મેનીપ્યુલેશન માટે અનુકૂળ સાધન છે. ઉપકરણ જોડાયેલ છે અને સામગ્રી દૂર કરવાનું શરૂ થાય છે. ક્લેમ્પીંગ ફોર્સને યાંત્રિક ઉપકરણો દ્વારા ગોઠવવામાં આવે છે
એ નોંધવું અગત્યનું છે કે મશીન મોડલ્સ આકારમાં ભિન્ન છે, તેથી ઉપયોગ કરતા પહેલા પાઇપ સાથેના કદના સંબંધને ધ્યાનમાં લો.
મોટા વ્યાસના પાઈપો અને શીટ મેટલને કાપવા માટે ફ્લેમ કટીંગ એ સૌથી લોકપ્રિય વિકલ્પ છે. કટ ઉચ્ચ-તીવ્રતાની જ્યોતની ક્રિયાને કારણે થાય છે, મેટલ ઓગળે છે અને ગેસના પ્રવાહ સાથે કટ ઝોનમાંથી બહાર નીકળી જાય છે.
આ પદ્ધતિ અનુકૂળ અને કાર્યક્ષમ છે.
પાઇપને લંબાઈની દિશામાં યોગ્ય રીતે કેવી રીતે કાપવી?
ગ્રાઇન્ડર વડે પાઇપને લંબાઈની દિશામાં કાપવાની ઝડપી રીત:
માર્કઅપ પર ધ્યાન કેન્દ્રિત કરો. આ કિસ્સામાં પેઇન્ટ થ્રેડનો ઉપયોગ કરો, જે દિવાલોને ચિહ્નિત કરતી વખતે વિતરણ જોવા મળે છે.
કામ શરૂ કરતા પહેલા, પાઇપને ઠીક કરો અને નાની હલનચલન સાથે, કાળજીપૂર્વક પાઇપ જોયું.
ઉતાવળ ન કરવી તે વધુ સારું છે, પરંતુ નાજુક અને ધીમે ધીમે પાઇપના ભાગો પર પ્રક્રિયા કરો, જેથી કટીંગ ડિસ્ક માર્કિંગ લાઇનથી બહાર ન આવે. સલામતીની સાવચેતીઓ યાદ રાખો.
પાતળી દિવાલ પાઈપો કેવી રીતે કાપવી?
પાતળી-દિવાલોવાળી પાઈપો બિન-ફેરસ ધાતુઓથી બનેલી છે: એલ્યુમિનિયમ, તાંબુ. આવા કામ નાજુક રીતે થવું જોઈએ, કારણ કે સામગ્રીના વિકૃતિની ઉચ્ચ સંભાવના છે. કટીંગ માટે, ફિલર્સનો ઉપયોગ થાય છે, ઉદાહરણ તરીકે, રેતી. ક્રિયાઓ ગ્રાઇન્ડરનો ઉપયોગ કરીને કરી શકાય છે, ખાસ મશીન.
45 ડિગ્રી કટીંગ
પરંતુ, જો તમારે હજી પણ સ્ટીલ અથવા વિવિધ પ્રકારના પ્લાસ્ટિકમાંથી રાઉન્ડ પાઇપ કાપવાની જરૂર હોય, તો આ માટે તમારે એક ખૂણા પર પાઈપો કાપવા માટેના નમૂનાની જરૂર પડશે, જેનો આકાર મેન્યુઅલી અથવા મશીન દ્વારા ગણવામાં આવે છે. જો ચાલીસ-પાંચ ડિગ્રીના ખૂણા પર ચોરસ મેટલ પ્રોફાઇલને કાપી નાખવી જરૂરી હોય તો કાર્યને મોટા પ્રમાણમાં સરળ બનાવવામાં આવે છે.
ઝડપી આનુષંગિક બાબતો માટે, તમે ત્રાંસા ફોલ્ડ કરેલી કાગળની નિયમિત શીટનો ઉપયોગ કરી શકો છો, જેની સાથે તમે ભાવિ કટ માટે સપાટીને ચિહ્નિત કરો છો.ફોલ્ડ પેપરનો ઉપયોગ કરીને, નીચે પ્રમાણે આગળ વધો:
- પ્રોફાઇલની સીધી સપાટી પર તે જગ્યાએ હાથ ધરવામાં આવે છે જ્યાં કટ કરવામાં આવે છે, લાઇન પર સખત લંબરૂપ હોય છે;
- લાઇનના તીક્ષ્ણ છેડા સાથે બાજુની સપાટી પર કાગળની ત્રાંસા ફોલ્ડ કરેલી શીટ લાગુ કરો જેથી કાગળના ત્રિકોણની ઉપરની ધાર મેટલ પ્રોફાઇલની ઉપરની બાજુથી ફ્લશ થાય.

ચોખા. 45 ડિગ્રી પર પાઇપ કાપવા માટે 2 હોમમેઇડ ટેમ્પલેટ
45 ડિગ્રીના ખૂણા પર શીટની બાજુ સાથે પેંસિલ વડે એક રેખા દોરો, ત્યારબાદ કાગળનો ખૂણો બીજી બાજુ લાગુ પડે છે અને તેને પેંસિલથી વર્તુળ કરો (પાતળા માર્કરનો ઉપયોગ કરવો વધુ સારું છે).
સોઇંગ માટે, તમે મેટલ માટે ડિસ્ક સાથે ગ્રાઇન્ડરનો ઉપયોગ કરી શકો છો, શરૂઆતમાં માર્કિંગ સાથે પાતળી રેખા દોરી શકો છો, અને પછી ધાર સંપૂર્ણપણે અલગ ન થાય ત્યાં સુધી ધીમે ધીમે તેને ઊંડું કરી શકો છો.
મેટલ પ્રોફાઇલને ટ્રિમ કરવા માટે ટેમ્પલેટ બનાવવું
જો તમારે મોટી સંખ્યામાં પાઈપો કાપવાની જરૂર હોય, તો તમે ઉપરોક્ત પદ્ધતિનો ઉપયોગ કરીને કાગળની શીટ પર મોટા વ્યાસની મેટલ પ્રોફાઇલમાંથી ટેમ્પલેટ બનાવી શકો છો. ઝોકનો કોણ પ્રોટ્રેક્ટર અથવા બાંધકામ ચોરસ સાથે ચકાસાયેલ છે - આ કિસ્સામાં, નમૂનાના સુવ્યવસ્થિત ભાગોની બે કિનારીઓ જોડાયેલ છે.







![ઇમ્પ્રુવાઇઝ્ડ ટૂલ [4 માર્કિંગ પદ્ધતિઓ] વડે પાઇપને સરખી રીતે કેવી રીતે કાપવી](https://fix.housecope.com/wp-content/uploads/6/0/0/600fc6b2fd87bd9a3892ea1404a78e1a.jpg)


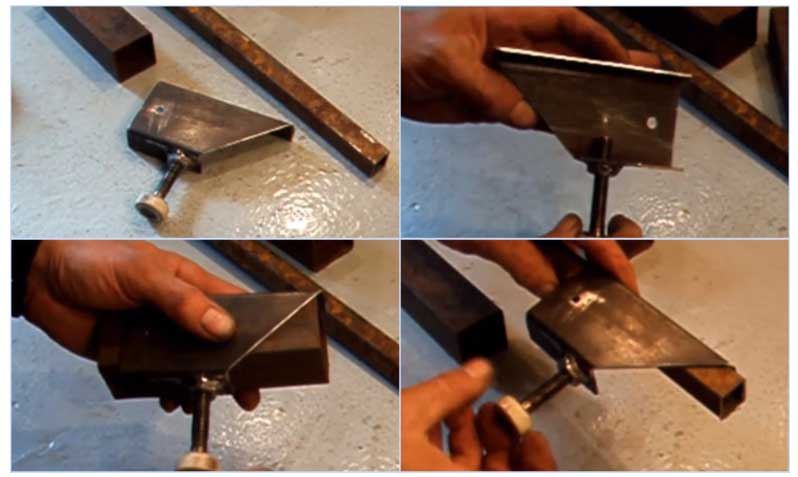
કાપવાના ભાગ પર કામ કરતી વખતે, ટેમ્પલેટને યોગ્ય સ્થાને મૂકવામાં આવે છે અને ચુસ્તપણે દબાવવામાં આવે છે, જ્યારે ટેમ્પ્લેટના સમોચ્ચને ટ્રેસ કરતી વખતે માર્કિંગને તીવ્ર તીક્ષ્ણ સ્ક્રાઇબર સાથે લાગુ કરવામાં આવે છે. ગ્રુવના ધીમે ધીમે ઊંડાણ સાથે ભાગને ઘણા પાસમાં કાપવામાં આવે છે.
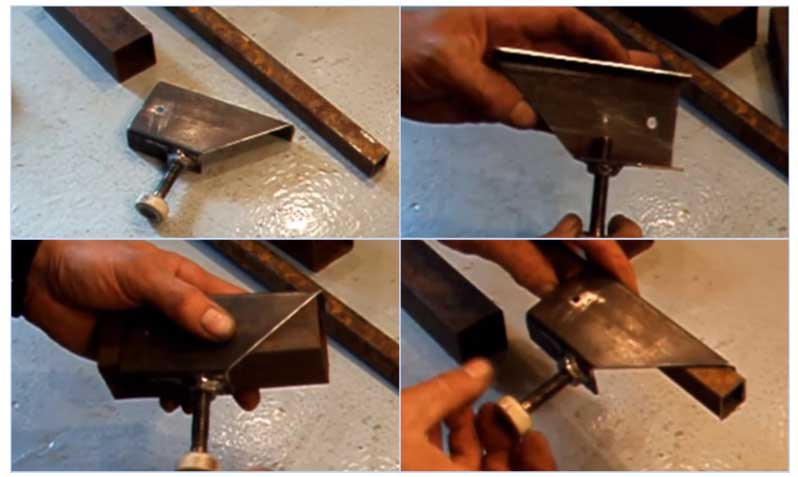
ચોખા. 3 મીટર બોક્સ સાથે મેટલ પ્રોફાઇલ કાપવી
DIY પાઇપ કટીંગ મીટર બોક્સ
ટેમ્પ્લેટનો ઉપયોગ કરવો ખૂબ અનુકૂળ નથી - તમારે વજન પર ગ્રાઇન્ડરને પકડીને લાઇન સાથે કટ બનાવવો પડશે, જે મોટી ભૂલો તરફ દોરી જાય છે.જો તમારી પાસે વેલ્ડીંગ મશીન છે, તો તમે એક સરળ મીટર બોક્સ બનાવી શકો છો - ગ્રાઇન્ડર ડિસ્ક માટે માર્ગદર્શિકાઓ, તેને બાજુ પર જતા અટકાવે છે.
આ કરવા માટે, અગાઉ બનાવેલ નમૂનાનો ઉપયોગ કરો, જેની બાજુમાં એક છિદ્ર ડ્રિલ કરવામાં આવે છે અને અખરોટને વેલ્ડ કરવામાં આવે છે. કામ કરતી વખતે, પ્રોફાઇલ પર હોમમેઇડ મીટર બોક્સ મૂકવામાં આવે છે, એક બોલ્ટ તેના અખરોટમાં સ્ક્રૂ કરવામાં આવે છે અને ઉપકરણને પ્રોફાઇલ સપાટી પર દબાવવામાં આવે છે. મેટલ કટ માટે ડિસ્ક સાથેનું ગ્રાઇન્ડર, ઉપકરણની બાજુની સપાટી સામે ડિસ્કને સહેજ દબાવીને. તે સ્પષ્ટ છે કે લાંબા સમય સુધી કામ દરમિયાન, મીટર બોક્સની કિનારીઓ ધીમે ધીમે બંધ થાય છે, અને જો કે પ્રક્રિયા બધી કિનારીઓ પર એક સાથે થાય છે, સમય જતાં કેટલીક ભૂલો દેખાશે. તેથી, ઉપકરણ તેની સેવા જીવન વધારવા અને વધુ સચોટ સાધન મેળવવા માટે સખત વસ્ત્રો-પ્રતિરોધક ધાતુથી બનેલું હોવું વધુ સારું છે.

Fig.4 90 ડિગ્રીના ખૂણા પર કાપનું ઉદાહરણ
નોન-ફેરસ ધાતુઓથી બનેલા પાઈપોનું રૂપરેખાંકન બદલવું
બિન-ફેરસ ધાતુઓની ખૂબ જ ઉપયોગી મિલકત છે - ઉચ્ચ નરમતા. જો કે, તેઓ એટલા મજબૂત નથી. બેન્ડિંગ પ્રક્રિયા દરમિયાન, સંકુચિત અને તાણયુક્ત દળોના ઉપયોગના પરિણામે, પાઈપનું પતન અથવા ભંગાણ જોઈ શકાય છે. આને થતું અટકાવવા માટે, તમારે તકનીકને બરાબર અનુસરવાની જરૂર છે.
તાંબા અને પિત્તળના પાઈપોને કેવી રીતે વાળવું?
તાંબા અને પિત્તળના પાઈપોને વાળવા માટે, ગરમ અને ઠંડા બંને પદ્ધતિઓનો ઉપયોગ થાય છે. પ્રથમ પસંદ કરતી વખતે, રેતીને આંતરિક પૂરક તરીકે પસંદ કરવામાં આવે છે, અને પીગળેલા રોઝિનને બીજા તરીકે પસંદ કરવામાં આવે છે. બેન્ડિંગ ટેકનોલોજી સ્ટીલ પાઈપો જેવી જ છે.
કોપર અને પિત્તળના બનેલા ટ્યુબ્યુલર ઉત્પાદનો ઠંડા વાળતા પહેલા એન્નીલિંગને આધીન હોય છે અને ત્યારબાદ ઠંડક થાય છે. બંને સામગ્રી માટે તાપમાન શ્રેણી સમાન છે - 600 થી 700⁰С સુધી.તફાવત ઠંડકના માધ્યમમાં છે - તાંબુ પાણીમાં મૂકવામાં આવે છે, અને પિત્તળ હવામાં ઠંડુ થાય છે.
પ્રક્રિયા પૂર્ણ થયા પછી, રોઝિનને ગંધ કરીને દૂર કરવામાં આવે છે. પાઇપ ફાટતા અટકાવવા માટે, પ્રક્રિયા કોઈપણ રીતે પાઇપના મધ્યભાગથી શરૂ થવી જોઈએ નહીં, માત્ર છેડાથી. બેન્ડિંગ માટેના ઉપકરણો તરીકે, બંને સરળ સાધનો અને જટિલ મશીન સાધનોનો ઉપયોગ થાય છે.
મેન્યુઅલ પાઇપ બેન્ડર્સ વ્યક્તિના શારીરિક પ્રયત્નોને કારણે કામ કરે છે, અને હાઇડ્રોલિક આ પ્રયત્નોને ન્યૂનતમ સુધી ઘટાડે છે. તે અને અન્ય બંને ઇચ્છિત વ્યાસ પસંદ કરવાની સંભાવના માટે વિનિમયક્ષમ નોઝલથી સજ્જ છે.
તાંબા અને પિત્તળના પાઈપોને વળાંક આપવા માટે લઘુત્તમ ત્રિજ્યા અનુક્રમે GOST 617-90 અને GOST 494-90 દ્વારા નિયંત્રિત થાય છે. નિષ્ણાતો ખાસ જરૂરિયાત વિના આ ત્રિજ્યાનો ઉપયોગ કરવાની ભલામણ કરતા નથી. તે વધુ સાથે દ્વારા વિચાર હંમેશા વધુ સારું છે
સ્ટીલ પાઈપો કરતાં તાંબા અને પિત્તળની પાઈપો સાથે કામ કરવું ખૂબ સરળ છે, પરંતુ બેન્ડિંગ દરમિયાન ધાતુનું વિરૂપતા ભૌતિકશાસ્ત્રના સમાન નિયમો અનુસાર થાય છે. બેન્ડિંગ વિભાગમાં, બાહ્ય સપાટી તણાવ અનુભવે છે, જેના પરિણામે દિવાલો પાતળી બને છે.
પાઇપની અંદર, વિપરીત પ્રક્રિયાઓ થાય છે - દિવાલ સંકુચિત થાય છે અને ગાઢ બને છે. ગોળાકાર વિભાગને અંડાકારમાં ફેરવવાનું અને શરતી માર્ગને ઘટાડવાનું જોખમ છે, તેથી આ ઘટનાને રોકવા માટે પગલાં લીધા વિના વાળવાનું શરૂ કરવું અશક્ય છે.
એલ્યુમિનિયમ ટ્યુબ બેન્ડિંગ
એલ્યુમિનિયમ પાઈપોને વાળવા માટેની મુખ્ય પદ્ધતિઓ પિત્તળ અથવા તાંબાની પાઈપો જેવી જ છે:
- રોલોરો વચ્ચે દબાણ;
- રોલિંગ
- રોલબેક;
- દબાણ.
એલ્યુમિનિયમ પાઈપોને કેવી રીતે અને કઈ રીતે વાળવું તે નક્કી કરતા પહેલા, તમારે દરેક સાથે પોતાને પરિચિત કરવાની જરૂર છે.પ્રથમ પદ્ધતિનો ઉપયોગ 10 સે.મી.ના મહત્તમ વ્યાસવાળા પાતળા-દિવાલોવાળા પાઈપો માટે થાય છે, જ્યારે થોડી ચોકસાઈની જરૂરિયાતો સાથે હળવા વળાંક મેળવવા જરૂરી હોય છે. અહીં લઘુત્તમ ત્રિજ્યા સખત રીતે નિયંત્રિત થાય છે. તેનું મૂલ્ય 5-6 પાઇપ વ્યાસ છે.
વિભાગની વક્રતા વિચલિત રોલરની સ્થિતિ નક્કી કરે છે. આ રીતે, આંતરિક સુશોભન તત્વો મોટેભાગે બનાવવામાં આવે છે. બીજી રીતે, મોટા-વ્યાસની પાઇપ સામગ્રીને વળાંક આપવામાં આવે છે, જેના માટે 3-રોલર પાઇપ બેન્ડર્સનો ઉપયોગ થાય છે. પાઇપ ડ્રાઇવ રોલર્સ વચ્ચે ખેંચાય છે, જેનું ઓરિએન્ટેશન બેન્ડિંગ ત્રિજ્યા નક્કી કરે છે.
ફોટો સ્થિર ઇલેક્ટ્રિક 3-રોલર પાઇપ બેન્ડર બતાવે છે, પરંતુ મેન્યુઅલ મોબાઇલ સાધનોના મોડલ પણ છે. તેના પર, વર્કપીસ રોલર્સમાંથી આગળ વધે છે અને તેની સમગ્ર લંબાઈ સાથે આપેલ કોણ પર વળે છે. આવા મશીન પર, તમે પાઈપને રીંગ, સર્પાકાર વડે વાળીને અથવા મોટા ત્રિજ્યાની ચાપ બનાવીને તેનું રૂપરેખાંકન બદલી શકો છો.
આ પદ્ધતિની ચોકસાઈ અગાઉની એક કરતા પણ ઓછી છે, પરંતુ ભાગને વારંવાર બેન્ડિંગને આધિન કરી શકાય છે અને જ્યાં સુધી ઇચ્છિત ભૂમિતિ પ્રાપ્ત ન થાય ત્યાં સુધી પ્રક્રિયાને પુનરાવર્તિત કરી શકાય છે.
એલ્યુમિનિયમની પાતળી-દિવાલોવાળી પાઈપોનું બેન્ડિંગ યોગ્ય રીતે તૈયાર કર્યા પછી, જાતે કરી શકાય છે:
રોલબેક પદ્ધતિ આંતરિક ફિલરની હાજરી માટે પ્રદાન કરતી નથી, તેથી તેનો ઉપયોગ નાની ત્રિજ્યા મેળવવા માટે થતો નથી. વળાંક પરના વિભાગની અંડાકાર સંબંધિત કડક આવશ્યકતાઓને પૂર્ણ કરવા માટે આ પદ્ધતિ પસંદ કરતી વખતે તે કામ કરશે નહીં.
દબાણ દ્વારા એલ્યુમિનિયમ પાઇપના વિરૂપતા માટે, પ્રેસનો ઉપયોગ ઇચ્છિત આકારના મેટ્રિક્સ સાથે સ્ટેમ્પ્સ સાથે કરવામાં આવે છે. આપેલ ભૂમિતિ બહારથી દબાણના પ્રભાવના પરિણામે મેળવવામાં આવે છે.
કેટલાક કિસ્સાઓમાં, દબાણ આંતરિક હોઈ શકે છે, જ્યારે પાઈપને ઘાટમાં મૂકવામાં આવે છે અને તેને દિવાલો સામે દબાવવા માટે પૂરતા દબાણ સાથે પ્રવાહી અંદર પૂરો પાડવામાં આવે છે.
ડ્યુરલ્યુમિન પાઈપોને વાળવું સરળ નથી, કારણ કે. આ સામગ્રી તદ્દન સખત અને વસંત છે. પ્રક્રિયાને સરળ બનાવવા માટે, તેમને 350 થી 400 ° સે તાપમાને વળાંક પહેલાં તરત જ કાઢી નાખવામાં આવે છે, પછી તેઓ હવામાં કુદરતી રીતે પાઈપો ઠંડુ થાય ત્યાં સુધી રાહ જુઓ.
સ્ટીલ પાઈપો માટે પાઇપ કટર
વિવિધ વ્યાસના સ્ટીલ પાઈપોનો ઉપયોગ કરતી વખતે, કારીગરોને તેમના ફિટિંગ અને કટીંગ દરમિયાન ઘણીવાર મુશ્કેલીઓનો સામનો કરવો પડે છે. આ કિસ્સામાં, ખાસ બનાવેલ પાઇપ કટર શ્રેષ્ઠ અનુકૂળ છે. કોઈ સાધન ખરીદતા પહેલા, આવા તૈયાર ઉપકરણોની તમામ જાતોની ઘોંઘાટનો અભ્યાસ કરવાની સલાહ આપવામાં આવે છે.
તમારે પ્રથમ વસ્તુ પર ધ્યાન આપવાની જરૂર છે તે પાઇપનો વ્યાસ અને સામગ્રી છે જેના માટે ટૂલ કાપવા માટે રચાયેલ હોવું આવશ્યક છે. ત્યાં ત્રણ પ્રકારના કટર છે:
ત્યાં ત્રણ પ્રકારના કટર છે:
- પાતળા-દિવાલોવાળા પાઈપો માટે;
- સિરામિક્સ માટે;
- ખૂબ મોટી નોકરીઓ માટે.
એ નોંધવું અગત્યનું છે કે માત્ર ઇલેક્ટ્રિક કટર ભારે ભાર માટે રચાયેલ છે. આવા સાધનોનું સંચાલન લગભગ સંપૂર્ણપણે સ્વચાલિત છે.
તેઓ કાસ્ટ આયર્ન અથવા સ્ટીલના બનેલા પાઈપોને કાપી શકે છે, જેનો વ્યાસ ત્રણસો મિલીમીટર સુધી હોય છે.
મુખ્ય વ્યાવસાયિક કટીંગ પદ્ધતિઓનો વિચાર કરો, જે લક્ષણો અને ડિઝાઇનમાં અલગ છે.
- રોલર પાઇપ કટરનો ઉપયોગ સ્ટીલ ઉત્પાદનોને કાપવા માટે થાય છે. આ સાધનની રૂપરેખામાં મૂવી જૂથોનો સમાવેશ કરવામાં આવ્યો છે. કેટલાક પોતે જ સામગ્રીની કટિંગ કરે છે, જ્યારે અન્ય ઓપરેશન દરમિયાન પાઇપને માર્ગદર્શન આપવા માટે રચાયેલ છે. રોલર પાઇપ કટર, જેની ડિઝાઇનમાં એક રોલર છે, તે પચાસ મિલીમીટર સુધીના ઉત્પાદનોને કાપી શકે છે.
- પાઈપ કટર સો મિલીમીટર સુધીના વ્યાસવાળા પ્લાસ્ટિકની પાઈપોને કાપી નાખે છે. આવા કટર ઇચ્છિત વ્યાસમાં એડજસ્ટેબલ ડિસ્ક સાથે સ્ટીલ ક્લિપ જેવો દેખાય છે. ચીરો પોતે સમાન ડિસ્ક સાથે બનાવવામાં આવે છે.
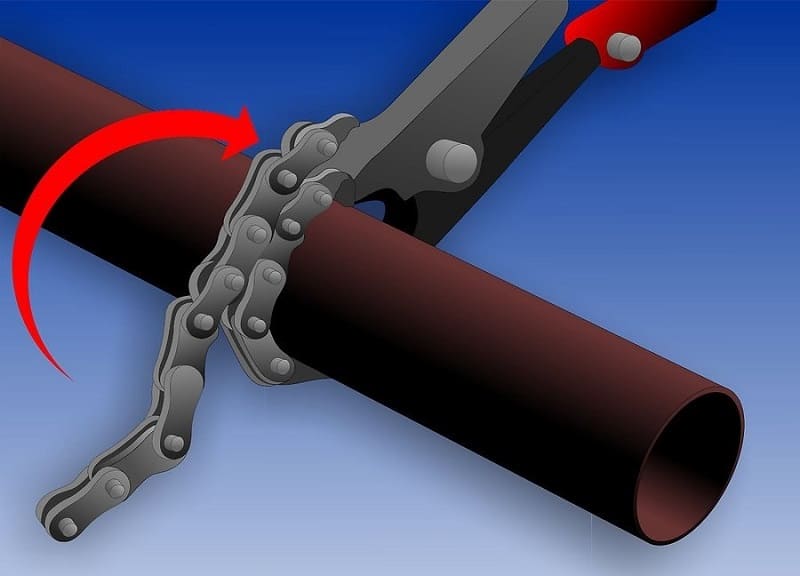
- સાંકળ પાઇપ કટર. આ સાધનનો ઉપયોગ ખૂબ જ ભાગ્યે જ થાય છે, કારણ કે તે ફક્ત નાજુક સિરામિક્સ અથવા કોંક્રિટ કાપવા માટે બનાવાયેલ છે.
પાઇપ કટરને મેન્યુઅલ, ઇલેક્ટ્રિક, હાઇડ્રોલિક અને ન્યુમેટિકમાં પણ વિભાજિત કરવામાં આવે છે.
- મેન્યુઅલ પાઇપ કટર વાપરવા માટે સરળ છે. આ ટૂલ વડે કટ બનાવવા માટે, તમારે પાઇપ પર ઉપકરણને યોગ્ય સ્થાને ઠીક કરવાની જરૂર છે અને હેન્ડલ અથવા પાઇપ કટરથી જ થોડા વળાંકો બનાવવાની જરૂર છે. મેન્યુઅલ કટીંગ સાધનોનો એક મુખ્ય ફાયદો એ સમગ્ર પ્રક્રિયાનું સરળ નિયંત્રણ છે, કારણ કે કટ એ ભૌતિક દળોના ઉપયોગનું પરિણામ છે જેને તમે નિયંત્રિત કરી શકો છો. આવા કટરના ગેરફાયદામાં મોટા પ્રમાણમાં કામ અને પાઈપોના નાના વ્યાસ સાથે માસ્ટરની શારીરિક થાક છે.
- ઈલેક્ટ્રિક કટરનો ઉપયોગ કરીને, તમે એકદમ ઓછા સમયમાં મોટા જથ્થાના કામો પૂર્ણ કરી શકો છો. આવા કટરનો ફાયદો એ તેના ઉત્પાદનમાં વપરાતી સામગ્રીની ખૂબ જ ઉચ્ચ ગુણવત્તા છે. આ ટૂલની મજબૂતાઈ તમને ટૂલના વસ્ત્રો પ્રતિકાર વિશે ચિંતા કર્યા વિના વારંવાર અસંખ્ય કટીંગ ક્રિયાઓ કરવા દેશે. આવા ઉપકરણના ફાયદાઓમાં, કોઈ પણ ઇલેક્ટ્રિક મોટર દ્વારા કરવામાં આવતી કટીંગની સરળતાની નોંધ લઈ શકે છે. આવા સાધન માટે વ્યવહારીક રીતે માત્ર એક જ બાદબાકી છે - કટરની ઊંચી કિંમત. તેથી, એક સમયના કામ માટે આવી ખરીદી અવ્યવહારુ છે.



પાઈપો કાપવા માટે મિલિંગ મશીનનો પણ ઉપયોગ થાય છે. વોટરજેટ કટીંગ એ સૌથી ઝડપી અને સૌથી કાર્યક્ષમ કટીંગ પદ્ધતિઓ પૈકીની એક છે.ધાતુની પ્રક્રિયા પ્રવાહીના જેટ દ્વારા કરવામાં આવે છે જે ઉચ્ચ ઝડપ અને દબાણ પર વિશિષ્ટ નોઝલમાંથી બહાર આવે છે.











સીધી પાઇપ લંબાઈની દિશામાં કેવી રીતે કાપવી
» પરચુરણ » પાઇપને બરાબર કેવી રીતે કાપવી
ઘરેલું ઘરોમાં, વાતાવરણીય વરસાદ અને અન્ય બંધારણોથી ઓટોમોટિવ સાધનોને સુરક્ષિત રાખવા માટે ગ્રીનહાઉસ, ગ્રીનહાઉસ, શેડના ઉત્પાદનમાં પ્રોફાઇલ પાઇપનો વ્યાપકપણે ઉપયોગ થાય છે. આ સામગ્રી સાથે કામ કરતી વખતે, તે જાણવું ઉપયોગી છે કે પ્રોફાઇલ પાઇપ કેવી રીતે લાઇન સાથે અથવા સૌથી સચોટ કોણ સાથે કાપવી.
મેટલ માટે મોટી સંખ્યામાં બાંધકામ કટીંગ ટૂલ્સમાં, ઝડપ, કટીંગની સરળતા અને અર્થતંત્રમાં અગ્રેસર એંગલ ગ્રાઇન્ડર (ગ્રાઇન્ડર) છે, જે ઘણીવાર કોઈપણ ઘરના કારીગરની ટૂલ કીટમાં હાજર હોય છે. પ્રોફાઇલ સ્ટીલ પાઇપને ગ્રાઇન્ડરથી કાપવા માટે, તમારે એક સામાન્ય મેટલ ડિસ્ક અને સલામતીના નિયમોનું કડક પાલન કરવાની જરૂર પડશે - ઉચ્ચ પરિભ્રમણ ગતિએ ડિસ્કને ભાગોમાં તોડવાથી ગંભીર ઇજા થઈ શકે છે.
Fig.1 ઘરની પ્રોફાઇલ પાઇપ્સ
નિષ્ણાતોની સામાન્ય ભલામણો
બલ્ગેરિયન
ગ્રાઇન્ડરનો ઉપયોગ એ ખૂબ જ લોકપ્રિય યાંત્રિક પદ્ધતિ છે જેનો ઉપયોગ ઘરે અને ઉત્પાદન બંનેમાં થાય છે.
ગ્રાઇન્ડરથી કાપવા માટે માસ્ટર પાસેથી મહત્તમ કાળજી લેવી જરૂરી છે. હાથ અને આંખોને મોજા અને ગોગલ્સ વડે સુરક્ષિત રાખવાની કાળજી લેવી જોઈએ.
નીચેના નિયમોનું પાલન કરવું પણ મહત્વપૂર્ણ છે:
ગ્રાઇન્ડર સાથે કામ આ સાધનને હેન્ડલ કરવામાં અનુભવ ધરાવતા માસ્ટર દ્વારા હાથ ધરવામાં આવવું જોઈએ;
સાધનને ચુસ્તપણે ઠીક કરવું મહત્વપૂર્ણ છે;
તે ડિસ્ક સાથે કોંક્રિટ અથવા પથ્થરની પ્રક્રિયા કરવી અશક્ય છે જે મૂળ રૂપે મેટલ કાપવા માટે બનાવવામાં આવી હતી;
ડિસ્કના "પૉપ આઉટ" ને ટાળવા માટે, એંગલ ગ્રાઇન્ડરની હિલચાલની દિશાને નિયંત્રિત કરવી જરૂરી છે, તે ડિસ્કના પરિભ્રમણની દિશા સાથે સુસંગત હોવી જોઈએ;
સાધનને રક્ષણાત્મક કવરથી બંધ કરવું આવશ્યક છે, અન્યથા કાર્ય હાથ ધરી શકાતું નથી.

રોલર પાઇપ કટર
આ સાધનમાં, રોલોરો સક્રિય ઘટકો છે. તેઓ કટીંગ કરે છે, ક્લિપમાં આગળ વધે છે, ભાવિ ચીરોની જગ્યાએ સ્થાપિત થાય છે. જે દબાણ સાથે રોલરોને સામગ્રી સામે દબાવવામાં આવશે તે સ્ક્રૂ દ્વારા નિયંત્રિત થાય છે. આ કરવા માટે, ઉપર અને નીચે રોકિંગ હલનચલન કરવામાં આવે છે, તે જ સમયે રોલર્સ સામગ્રી સામે દબાવવામાં આવે છે.

ગેસ કટીંગ
મોટા પાઈપોને કાપવા માટે આ પદ્ધતિ શ્રેષ્ઠ છે. જ્યારે બળી જાય છે, ત્યારે બળતણ મેટલને પીગળે છે અને તેને ગેસ જેટથી દૂર કરે છે, તેને કટમાંથી ફૂંકાય છે. જ્યારે ખૂબ મોટા વ્યાસની પાઈપોમાંથી હાઇવે નાખતી વખતે, મેન્યુઅલ સાધનોનો ઉપયોગ એકદમ બિનકાર્યક્ષમ અને ખર્ચાળ હોવાનું બહાર આવ્યું છે. આવા કિસ્સાઓમાં, મોટા મશીનોનો ઉપયોગ થાય છે.

પ્લાઝ્મા કટીંગ
જે તાપમાને ધાતુના ઉત્પાદનો ઓગળી શકાય છે તે પ્લાઝ્માની સ્થિતિમાં લાવવામાં આવતા પદાર્થના પ્રવાહ દ્વારા બનાવવામાં આવે છે. હવાનો ઉપયોગ પ્લાઝ્મા બનાવવા માટે થાય છે. આયનો સાથે સંવર્ધન ઇલેક્ટ્રિક ડિસ્ચાર્જની ક્રિયા દ્વારા ઉત્પન્ન થાય છે. પરિણામે, આ પ્રક્રિયા ઉચ્ચ તાપમાન પેદા કરે છે. પાઈપોના પ્લાઝ્મા કટીંગને શ્રેષ્ઠ ગણવામાં આવે છે.

લેસરનો ઉપયોગ કરવો
લેસર મશીન સંપૂર્ણપણે ઓટોમેટિક સિસ્ટમ છે. આ સાધન સાથે તમે કાપી શકો છો, મિલ, કવાયત, ધાર.
આ સાધન નીચેના પરિમાણોના પાઈપો પર પ્રક્રિયા કરી શકે છે:
- વ્યાસ (મહત્તમ) - એકસો અને પચાસ મિલીમીટર;
- લંબાઈ (મહત્તમ) - સાડા છ મીટર.


એક ખૂણા પર પાઈપો કાપવા: વિવિધ પદ્ધતિઓના ફાયદા અને ગેરફાયદા
ઇન્સ્ટોલેશન અને પ્લમ્બિંગના કામ દરમિયાન, ચોક્કસ ખૂણા પર વર્કપીસ કાપવા માટે ઘણીવાર જરૂરી છે. સમાન રૂપરેખાંકનના અન્ય પાઈપો સાથે વધુ જોડાવા અને વેલ્ડીંગ કરવા અથવા શટ-ઓફ અને કંટ્રોલ વાલ્વની સ્થાપના માટે કટ લાઇનની દિશા બદલવી જરૂરી છે.
તે ધ્યાનમાં રાખવું જોઈએ કે મેટલ-રોલ્ડ સાંધાઓની ઉચ્ચ ઘનતા મેળવવા માટે ઇચ્છિત કોણ પર કટની ચોકસાઈ જરૂરી છે. આ કરવા માટે, તમારી પાસે જરૂરી સાધનો, ગુણવત્તાયુક્ત પાઇપ કટર અને પાઇપ પ્રોસેસિંગનો યોગ્ય અનુભવ હોવો જરૂરી છે.
આ લેખમાં, અમે વિવિધ ખૂણા પર પાઈપો કાપવા માટેની તકનીકો જોઈશું.
1. 45 ડિગ્રીના ખૂણા પર પાઈપોને ચિહ્નિત કરવા માટેની પદ્ધતિઓ
હીટિંગ મેઇન્સ, ગટર નેટવર્ક અને ગેસ પાઇપલાઇન સિસ્ટમના ઇન્સ્ટોલેશન દરમિયાન 45°ના ખૂણા પર પાઇપ બ્લેન્ક કાપવાની સૌથી વધુ માંગ છે. આ હેતુઓ માટે, ફેરસ ધાતુઓ અને નળાકાર વિભાગના સ્ટેનલેસ સ્ટીલના બનેલા પાઈપો, નાના અને મધ્યમ વ્યાસ - 20-500 મીમીનો ઉપયોગ થાય છે.
45 ડિગ્રીના ખૂણા પર પાઈપો કાપતી વખતે મુખ્ય કાર્યોમાંનું એક એ કોણ અને પાઇપના કટની સમાનતાને માપવાની ચોકસાઈ છે, જેથી જ્યારે કનેક્ટેડ તત્વોમાં જોડાય, ત્યારે તેઓ મિલીમીટરની ચોકસાઈ સાથે સુસંગત હોય. આ ખાસ કરીને પાતળા-દિવાલોવાળા પાઈપો માટે સાચું છે - સહેજ કટ ભૂલ સાથે, કનેક્ટેડ પાઈપોની દિવાલો ઇચ્છિત રૂપરેખાંકનમાં કનેક્ટ થઈ શકશે નહીં.
તેથી, કટીંગની ચોકસાઈ પર નજીકથી ધ્યાન આપવું આવશ્યક છે
રાઉન્ડ વિભાગના પાઈપોનું માર્કિંગ
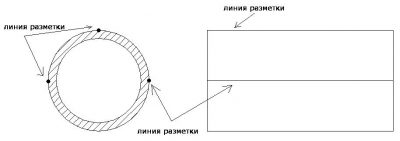
ઉત્પાદન નમૂનાની ગેરહાજરીમાં, તમે ચોરસ આકારની કાગળની શીટમાંથી નમૂનાનો ઉપયોગ કરી શકો છો. પાઇપ માર્કિંગ કરવા માટે, નીચેના પગલાંઓ કરો:
વિરુદ્ધ ખૂણાઓને સંરેખિત કરીને, ચોરસ શીટને સખત ત્રાંસાથી ફોલ્ડ કરો. પેટર્નના કર્ણની લંબાઈ વર્કપીસના પરિઘના કદ જેટલી હોવી જોઈએ.
ફોલ્ડ કરેલી શીટ પાઇપની આસપાસ લપેટી છે









તે સુનિશ્ચિત કરવું મહત્વપૂર્ણ છે કે પેટર્નની બાજુ, જે વર્કપીસના અંતની નજીક છે, તે કેન્દ્રિય અક્ષની સખત લંબ છે.
ભાવિ કટની જગ્યાએ ડેશેડ માર્કિંગ કરવામાં આવે છે.
આગળનું પગલું પાઇપ કાપવાનું છે.
ચોરસ અને લંબચોરસ પાઈપોનું માર્કિંગ
પ્રોફાઇલ પાઇપને ચિહ્નિત કરવા માટે પેટર્ન બનાવવા માટે, ફક્ત મોટા વિભાગની સમાન ખાલી જગ્યાનો ઉપયોગ કરવો વધુ યોગ્ય છે. વર્કપીસ પર માર્કિંગ એક વખત એન્જિનિયરિંગ રુલર અથવા પ્રોટ્રેક્ટરનો ઉપયોગ કરીને કરવામાં આવે છે. ફિનિશ્ડ ટેમ્પલેટની પોલાણમાં એક પ્રોફાઇલ દાખલ કરવામાં આવે છે, માર્કિંગ કરવામાં આવે છે અને અનુગામી કટીંગ.
2. 90 ડિગ્રીના ખૂણા પર પાઈપોને ચિહ્નિત કરવું
પાઇપને 90 ડિગ્રીના ખૂણા પર ચિહ્નિત કરવું એકદમ સરળ છે. જો જરૂરી હોય તો, તમે કાગળની શીટનો ઉપયોગ કરી શકો છો: શીટ પાઇપની આસપાસ આવરિત છે, નિશ્ચિત અને ચિહ્નિત છે
તે સુનિશ્ચિત કરવું મહત્વપૂર્ણ છે કે શીટની કિનારીઓ સમગ્ર પરિઘ સાથે સુસંગત છે, પછી કટ સમાન હશે.
90 ડિગ્રીના ખૂણા પર પ્રોફાઇલ પાઇપ કેવી રીતે કાપવી?
ચોરસ અથવા લંબચોરસ પાઇપ કાપવા માટે, ત્રિકોણનો ઉપયોગ કરવો વધુ સારું છે. આ ઉપકરણ વૈકલ્પિક રીતે પ્રોફાઇલની દરેક બાજુ પર માર્કર વડે ચિહ્નિત કરે છે. ડોટેડ લાઇન દોર્યા પછી, પાઇપ કાપવામાં આવે છે.
3. અન્ય ખૂણા પર પાઈપોને ચિહ્નિત કરવું
અન્ય મૂલ્યોના ખૂણા પર પાઈપો કાપવા માટે, તમારે યોગ્ય મૂલ્યો સાથે પેટર્નની જરૂર પડશે. તમે અનુરૂપ ઇન્ટરફેસમાં પાઇપ વ્યાસ, ઇચ્છિત કોણ વગેરેના મૂલ્યો દાખલ કરીને એક્સેલ અથવા અન્ય કમ્પ્યુટર પ્રોગ્રામ્સનો ઉપયોગ કરીને ટેમ્પલેટ તૈયાર કરી શકો છો.
ગણતરીના કાર્યક્રમોમાં, તમે કોઈપણ વ્યાસ અને કોઈપણ ખૂણા પર પાઈપોના કટીંગની ગણતરી કરી શકો છો. પરંતુ મોટેભાગે આ પદ્ધતિનો ઉપયોગ નાના અને મધ્યમ વ્યાસના પાઈપોને કાપવા માટે પેટર્ન બનાવવા માટે થાય છે. મોટા વ્યાસના પાઈપો અને મોટા જથ્થામાં કાપવા માટે, પ્રોગ્રામેબલ કટીંગ મશીનોનો ઉપયોગ કરવો વધુ સારું છે.
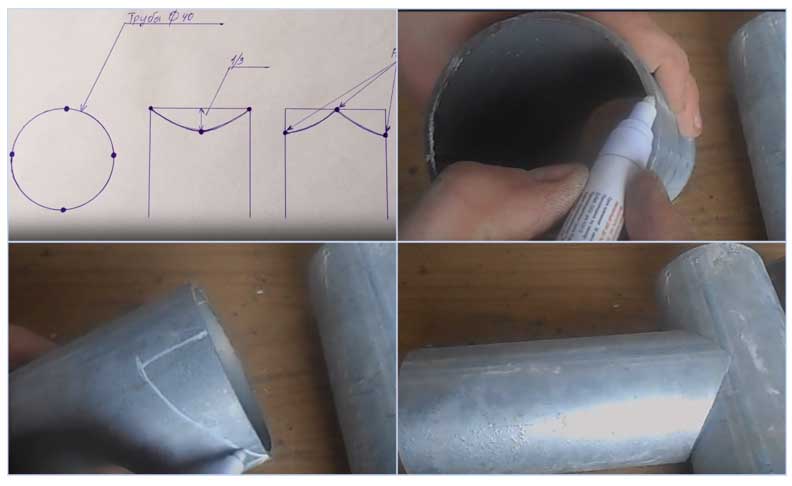
"કોલર" રીતે પાઇપ કેવી રીતે કાપી શકાય?
મોટેભાગે, પાણી પુરવઠા નેટવર્ક્સ ઇન્સ્ટોલ કરતી વખતે, પાઇપ બ્લેન્ક્સની જરૂર પડે છે જે ત્રિકોણના રૂપમાં અંતમાં કટ હોય છે. આ પાઇપ રૂપરેખાંકન અન્ય રાઉન્ડ પાઇપ સાથે જમણા ખૂણા પર જોડાવા માટે જરૂરી છે.
કોલર કટ કરવા માટે, નીચે પ્રમાણે આગળ વધો:
- પાઇપના પરિઘને માપો.
- પાઇપ 90 ડિગ્રીના ખૂણા પર કાપવામાં આવે છે.
- પાઇપના અંતે, સમાન અંતરના બિંદુઓને ચિહ્નિત કરવામાં આવે છે, જે 90 અને 180 ડિગ્રીના ખૂણા પર એકબીજા સાથે સંબંધિત છે.
- ગણતરીઓ કરવામાં આવે છે: પાઇપનો વ્યાસ ત્રણ દ્વારા વિભાજિત થાય છે.
- બે ડાયમેટ્રિકલી સ્થિત બિંદુઓમાંથી, પ્રાપ્ત મૂલ્યને એક બાજુએ સેટ કરવામાં આવે છે અને બિંદુઓ સાથે ચિહ્નિત કરવામાં આવે છે.
- આ બિંદુઓ અન્ય સરળ ચાપ સાથે જોડાયેલા છે.
- પાઇપ કટીંગ ટૂલ સાથે કટિંગ કર્યા પછી, અર્ધવર્તુળાકાર ભાગોને અલગ કરવામાં આવે છે, જે અનુગામી વેલ્ડીંગ કાર્ય માટે તૈયાર છે.
સાથે કેવી રીતે કાપવું
અન્ય વારંવાર પૂછાતા પ્રશ્ન એ છે કે ગ્રાઇન્ડર વડે પાઇપને સરખી રીતે કેવી રીતે કાપવી. અહીં ક્રિયાઓની અલ્ગોરિધમ લગભગ ટ્રાંસવર્સ કટીંગ જેવી જ હશે
માર્કિંગ પર ધ્યાન આપવું મહત્વપૂર્ણ છે. તમે, ઉદાહરણ તરીકે, પેઇન્ટ થ્રેડનો ઉપયોગ કરી શકો છો, જે સામાન્ય રીતે દિવાલોને ચિહ્નિત કરતી વખતે ઉપયોગમાં લેવાય છે. આ કિસ્સામાં, પાઇપને નિશ્ચિતપણે ઠીક કરવી જરૂરી છે
સોઇંગ પ્રક્રિયા પોતે કાળજીપૂર્વક અને ધીમેથી થવી જોઈએ, કારણ કે જ્યારે લાંબા તત્વોને જોતી વખતે, કટીંગ ડિસ્ક માર્કિંગ લાઇનથી સરકી જવાની ઉચ્ચ સંભાવના છે.
આ કિસ્સામાં, પાઇપને નિશ્ચિતપણે ઠીક કરવી જરૂરી છે. સોઇંગ પ્રક્રિયા પોતે જ કાળજીપૂર્વક અને ધીમેથી હાથ ધરવામાં આવવી જોઈએ, કારણ કે જ્યારે લાંબા તત્વોને જોતી વખતે, કટીંગ ડિસ્ક માર્કિંગ લાઇનથી સરકી જવાની ઉચ્ચ સંભાવના છે.
પ્રકારો
કટીંગની વસ્તુઓ અને કટીંગ તત્વની લાક્ષણિકતાઓના આધારે પાઇપ કટરની વિવિધતાઓનું વર્ગીકરણ કરવામાં આવે છે. તદનુસાર, નીચેના પ્રકારનાં સાધનોને અલગ પાડવામાં આવે છે:
- કટર 100 મીમી વ્યાસ સુધીના પાઈપોને કાપી નાખે છે. માત્ર સ્ટીલ પાઈપો માટે જ નહીં, પણ પ્લાસ્ટિકની પાઈપો માટે પણ યોગ્ય છે. તેમાં ઘણી સ્ટીલ ડિસ્ક છે.

સાંકળ અલગ છે કે તે ગાઢ સામગ્રી (કાસ્ટ આયર્ન, કોંક્રિટ, સિરામિક્સ) થી બનેલા પાઈપોને કાપી શકે છે, કારણ કે તેમાં પરંપરાગત સાંકળ અને રોટરી લિવર્સના આધારે કટીંગ ઑબ્જેક્ટને ચુસ્તપણે ઠીક કરવાની પદ્ધતિ છે.
વિડિઓ સૂચના: પાઇપ કટર સાથે કેવી રીતે કામ કરવું.

- રોલર એક કટીંગ રોલર્સ (1 થી 3 સુધી) અને માર્ગદર્શિકા તત્વોથી સજ્જ છે, અને પાઈપોનો વ્યાસ જે તે સીધો કાપી શકે છે તે રોલર્સની સંખ્યા પર આધાર રાખે છે: 1 રોલર સાથેનું ઉપકરણ 50 મીમી સુધીના પાઈપોને કાપે છે, અને 3 રોલર્સ - 100 મીમી સુધી અને તેનાથી પણ વધુ.

ટેલિસ્કોપિકમાં કેરેજ, રોલર અને માર્ગદર્શિકાઓ છે, જે જરૂરી કટીંગ એંગલના આધારે પાઇપને શ્રેષ્ઠ રીતે ઠીક કરી શકે છે. તે મોટી જાડાઈના પાઈપો અથવા ટકાઉ સામગ્રીના કટીંગ સાથે સારી રીતે સામનો કરે છે, કારણ કે રૂપરેખાંકનને લીધે તે કાપવામાં આવતી વસ્તુની સપાટી પર મજબૂત દબાણ બનાવી શકે છે.

રેચેટ પાઇપ કટર પોર્ટેબલ છે અને પાતળા પાઈપોને કાપી શકે છે. તેની ડિઝાઇન આ વર્ગના ઉપકરણોમાં સૌથી સરળ છે - 2 હેન્ડલ્સ અને કટીંગ બ્લેડ.








ઇલેક્ટ્રિક મોટરથી સજ્જ ઇલેક્ટ્રિક
જેના કારણે પાઈપ કાપવાના કામદારના પ્રયત્નો ઓછા છે - તે માત્ર ટૂલને યોગ્ય રીતે સેટ કરવું મહત્વપૂર્ણ છે, તે બાકીનું કામ લગભગ સ્વતંત્ર રીતે કરશે.

તે જ સમયે, તે સાર્વત્રિક ક્રિયાનું સાધન છે - તે કોઈપણ વ્યાસ અને કોઈપણ સામગ્રીમાંથી પાઈપોને કાપી નાખે છે. એપ્લિકેશન માત્ર એન્જિન પાવર દ્વારા મર્યાદિત છે. જો કે, આવા પાઇપ કટરમાં પણ નોંધપાત્ર ખામી છે - કામના હાર્ડ-ટુ-પહોંચના વિસ્તારોમાં તેનો ઉપયોગ કરવો અસુવિધાજનક હશે (ઉદાહરણ તરીકે, ગટર પાઇપ).
તેની સહાયથી, ફક્ત પાઈપોની યાંત્રિક કટીંગ જ નહીં, પણ તેમના ચહેરા પર, બ્લન્ટિંગ સાથે ચેમ્ફરિંગ તેમજ પાઇપની બાહ્ય સપાટીથી કામ હાથ ધરવાનું પણ શક્ય છે.
એક મોડેલની વિડિઓ સમીક્ષા
કટીંગ મિકેનિઝમની ડિઝાઇનને કારણે ગિલોટિનને તેનું નામ મળ્યું. તેની છરી નાના વ્યાસ (30 મીમી સુધી) ના પાઈપોનો લંબરૂપ ચીરો કરે છે. પાઇપ ફ્રેમમાં નિશ્ચિત છે, અને સ્ક્રુ ગિલોટીનને દબાણ કરે છે અને 9 ડિગ્રીના ખૂણા પર સ્પષ્ટ કટ બનાવે છે. ટૂલ વિવિધ જાડાઈ અને માળખાં (સિંગલ-લેયર, મલ્ટિ-લેયર, રિઇનફોર્સ્ડ) ના પાઈપો કાપવા માટે યોગ્ય છે.
વાયુયુક્ત પાઇપ કટર દુર્લભ હવાના દબાણ દ્વારા ચલાવવામાં આવે છે. આ ઉપકરણનો ઉપયોગ ખૂબ મોટા વ્યાસ (1500 મીમી સુધી) સાથે પાઈપોને કાપવા માટે ઉત્પાદનમાં થાય છે. તે જ સમયે, તે ગાઢ સામગ્રી (કાસ્ટ આયર્ન) અને હળવા પ્લાસ્ટિકને કાપીને સારી રીતે સામનો કરે છે.

ઓર્બિટલ પાઇપ કટર માત્ર પાઈપોના યાંત્રિક કટીંગ માટે જ નહીં, પણ પાતળી-દિવાલોવાળા પાઈપોને ચેમ્ફર કરવા માટે પણ બનાવવામાં આવ્યા છે. આ કરવા માટે, તેઓ ખાસ ચેમ્ફર કટરથી સજ્જ છે.

મોટેભાગે, એડ-ઓન્સ સાથે વિવિધ પ્રકારના પાઇપ કટર ઓફર કરવામાં આવે છે જે તમને પાઈપો સાથે કામ કરવા માટે સૌથી સલામત શરતો પ્રદાન કરવાની મંજૂરી આપે છે.તેથી, ઝડપી ક્રિમિંગ મિકેનિઝમની મદદથી, ખાસ સ્ક્રૂનો ઉપયોગ કર્યા વિના મોટા પાઈપોને ઉપકરણમાં ઝડપથી ઠીક કરી શકાય છે. ઉપરાંત, પાઈપ કટરને વિવિધ જાડાઈના પાઈપો માટે લક્ષી વધારાના દૂર કરી શકાય તેવા કટીંગ તત્વો અને પાઇપની આસપાસ ઉપકરણને ખસેડતા રોલર્સથી સજ્જ કરી શકાય છે.
મેટલ પાઇપ સીધી કેવી રીતે કાપવી

મેટલ સ્ટ્રક્ચર્સના ઉત્પાદન અને ઇન્સ્ટોલેશનમાં ઉપયોગ, તેની સાથે અને એક ખૂણા પર કાપવાની જરૂરિયાત સાથે સંકળાયેલ છે. અને હંમેશા હાથમાં ખાસ સાધનો હોતા નથી. ઇમ્પ્રુવાઇઝ્ડ માધ્યમોની મદદથી પાઇપને સમાનરૂપે કેવી રીતે કાપવી, અમે આ લેખમાં વર્ણન કરીશું.
પાઇપને દૂર કરવા અથવા તેને ટુકડાઓમાં કાપવાની ઘણી રીતો છે. ઉપલબ્ધ સાધનોમાંથી, આ કાર્યમાં ગ્રાઇન્ડર શ્રેષ્ઠ છે. પરંતુ સૌથી મોટી સમસ્યા એ કટ લાઇનોને યોગ્ય રીતે ચિહ્નિત કરવાની જરૂરિયાત રહે છે. તેઓ અલગ અલગ હોઈ શકે છે, મોટાભાગે તમારે કાં તો પાઇપની અક્ષની તુલનામાં જમણો ખૂણો અથવા 45 ડિગ્રી જાળવવો પડશે. કયા ઉત્પાદનોને કાપવાની જરૂર છે તેના આધારે તકનીકો કંઈક અંશે બદલાય છે:
પાણી પુરવઠો, ગેસ નાખવા અને હીટિંગ વિતરણ માટે પાઈપો;
ગેટ્સ, કેનોપીઝ, અન્ય મેટલ સ્ટ્રક્ચર્સ એસેમ્બલ કરવા માટે પ્રોફાઇલ ઉત્પાદનો;
મોટા વ્યાસના પાઈપો - એક નિયમ તરીકે, ઘરે આની ભાગ્યે જ જરૂર હોય છે, જ્યાં સૌથી વિશાળ અંતર ફક્ત ગટરમાં હોય છે;
સ્ટીલ, કાસ્ટ આયર્ન, પાતળી દિવાલોવાળી નોન-ફેરસ મેટલ્સ અને સોફ્ટ એલોયથી બનેલા પાઈપો.
ખાસ પાઇપ એંગલ પેટર્નનો ઉપયોગ કર્યા વિના પણ બંને કાર્યો એકદમ સરળ રીતે હલ કરવામાં આવે છે.
90 ડિગ્રીના ખૂણા પર પાઇપ કાપવી
કટને જમણા ખૂણા પર ચિહ્નિત કરવા માટે, તમે પ્રમાણભૂત A4 કાગળની શીટ, વિશાળ ઇલેક્ટ્રિકલ ટેપ અથવા બાંધકામ ટેપનો ઉપયોગ કરી શકો છો.જો તમે પાઈપની આસપાસ પૂરતી પહોળી સામગ્રીને લપેટી લો જેથી તેની કિનારીઓ લાગુ કરવામાં આવે ત્યારે બરાબર એકરૂપ થાય, તો તમને એક સંપૂર્ણ કટ લાઇન મળશે. જો ટેપ અથવા ટેપ મેટલ સાથે નિશ્ચિતપણે અટવાઇ જાય, તો તમે સીધા ધાર સાથે ચાલી શકો છો.
ગ્રાઇન્ડરનો યોગ્ય રીતે ઉપયોગ કરવામાં સક્ષમ બનવું, તેને ચોક્કસ પ્રયત્નો સાથે પકડી રાખવું અને સલામતીના નિયમોનું પાલન કરવું મહત્વપૂર્ણ છે. વર્ણવેલ તકનીક સૌથી સરળ છે, તે મોટા વ્યાસની પાઇપ કાપવા માટે પણ યોગ્ય છે
45 ડિગ્રીના ખૂણા પર પાઇપ કાપવી
પ્લમ્બિંગ અને હીટિંગ અને ફ્રેમ સ્ટ્રક્ચર્સ એસેમ્બલ કરતી વખતે મોટેભાગે આ કરવું પડે છે. તમે નિશાનો અનુસાર ગ્રાઇન્ડરથી 45 ડિગ્રી પર પાઇપ કાપી શકો છો, જે કાં તો સમાન A4 ફોર્મેટના કાગળની શીટ સાથે બનાવવામાં આવે છે, અથવા સામાન્ય શાળા (ડ્રોઇંગ) સમદ્વિબાજુ ચોરસનો ઉપયોગ કરી શકો છો.
કાગળ અથવા કાર્ડબોર્ડની શીટનો ઉપયોગ કરો
શીટ સાથે, તમારે ઇચ્છિત કોણ મેળવવા માટે ઘણી કામગીરી કરવી પડશે. જો તમારે ફોલ્ડ્સમાં ગૂંચવવું ન હોય, તો તેને ચોરસ બનાવો અને જમણો ખૂણો મેળવવા માટે તેને ત્રાંસા ફોલ્ડ કરો. તમે કોઈપણ શીટ સાથે તે જ કરી શકો છો, જ્યાં સુધી તેની બાજુઓ એકબીજાની સમાન હોય. પદ્ધતિ અનુકૂળ છે કે તે મોટા વ્યાસ સાથે પાઇપ પર લાગુ કરી શકાય છે, અને.
ચોરસ માર્કિંગ
જો હાથમાં ચોરસ હોય, તો તમારે પહેલા પ્રોફાઇલ એક સહિત પાઇપના અંતની ચોક્કસ રેખા નક્કી કરવી આવશ્યક છે. ટૂલને લાગુ કરીને અને તેને સપાટી પર સરળતાથી ખસેડીને, અમને 45 ડિગ્રીની કટ લાઇન મળે છે. સમાન તકનીકનો ઉપયોગ 30 ડિગ્રી પર ચોરસ સાથે થાય છે.







પાઈપોની સચોટ સોઇંગ અને ટ્રિમિંગ માત્ર સારી રીતે કરવામાં આવેલ નિશાનો પર આધારિત નથી. સામગ્રીનું પણ ખૂબ મહત્વ છે - વિવિધ જાડાઈ અને કઠિનતાની ધાતુ વિવિધ પ્રયત્નો અને આડઅસરો સાથે કાપવામાં આવે છે.કાસ્ટ-આયર્ન પાઇપને યોગ્ય રીતે કાપવા માટે, તેને આખા માર્ગે કાપવી જોઈએ નહીં. કાસ્ટ આયર્ન એક બરડ ધાતુ છે, તેથી સામાન્ય રીતે ઘણા કટ કરવામાં આવે છે, અને પછી નિષ્ણાત છીણીના એક ચોક્કસ ફટકા વડે તેના પર એક ટુકડો મારે છે.
પાતળા-દિવાલોવાળા પાઈપો સાથે કામ કરવા માટે, તમારે એંગલ ગ્રાઇન્ડરની સ્થિતિને ખૂબ જ સચોટ રીતે સંરેખિત કરવી પડશે. આ કિસ્સામાં, માસ્ટરને યોગ્ય પસંદ કરવું આવશ્યક છે. ઔદ્યોગિક પરિસ્થિતિઓમાં, સમાન કાર્યો કરવા માટે વિશિષ્ટ પાઇપ કટર, ગેસ કટર અને વેલ્ડીંગ મશીનોનો ઉપયોગ કરી શકાય છે.
ગેસ પાઇપ કાપતી વખતે સલામતી
મુખ્ય સાથે જોડાયેલ ગેસ પાઈપો સાથે કામ કરતી વખતે, સલામતીના પગલાંનું અવલોકન કરવું મહત્વપૂર્ણ છે. પ્રથમ ગેસ સપ્લાય વાલ્વ બંધ કરો, પછી ખાતરી કરો કે પાઇપમાં કંઈ નથી
આ કરવા માટે, સ્ટોવના બર્નર ખોલવા અને ગેસ પ્રગટાવવા માટે તે પૂરતું છે - જ્યારે તે સમાપ્ત થઈ જશે, ત્યારે જ્યોત નીકળી જશે.
ઘરેલું ઘરોમાં, વાતાવરણીય વરસાદ અને અન્ય બંધારણોથી ઓટોમોટિવ સાધનોને સુરક્ષિત રાખવા માટે ગ્રીનહાઉસ, ગ્રીનહાઉસ, શેડના ઉત્પાદનમાં પ્રોફાઇલ પાઇપનો વ્યાપકપણે ઉપયોગ થાય છે. આ સામગ્રી સાથે કામ કરતી વખતે, તે જાણવું ઉપયોગી છે કે પ્રોફાઇલ પાઇપ કેવી રીતે લાઇન સાથે અથવા સૌથી સચોટ કોણ સાથે કાપવી.
મેટલ માટે મોટી સંખ્યામાં બાંધકામ કટીંગ ટૂલ્સમાં, ઝડપ, કટીંગની સરળતા અને અર્થતંત્રમાં અગ્રેસર એંગલ ગ્રાઇન્ડર (ગ્રાઇન્ડર) છે, જે ઘણીવાર કોઈપણ ઘરના કારીગરની ટૂલ કીટમાં હાજર હોય છે. પ્રોફાઇલ સ્ટીલ પાઇપને ગ્રાઇન્ડરથી કાપવા માટે, તમારે એક સામાન્ય મેટલ ડિસ્ક અને સલામતીના નિયમોનું કડક પાલન કરવાની જરૂર પડશે - ઉચ્ચ પરિભ્રમણ ગતિએ ડિસ્કને ભાગોમાં તોડવાથી ગંભીર ઇજા થઈ શકે છે.
વિષય પર તારણો અને ઉપયોગી વિડિઓ
પ્લાસ્ટિક પાઈપો માટે મેન્યુઅલ પાઇપ કટરની વિડિઓ સમીક્ષા:
પાઇપ કટરનો ઉપયોગ કેવી રીતે કરવો તે અંગેની વિડિઓ સૂચના. વિડિઓ બતાવે છે કે પાઇપ કટર વડે મધ્યમ વ્યાસના સ્ટીલ ઉત્પાદનોની યોગ્ય રીતે પ્રક્રિયા કેવી રીતે કરવી:
પાઇપ કટીંગ સાધનોના પ્રકારો અને પ્રકારોથી પોતાને પરિચિત કર્યા પછી, યોગ્ય સાધન પસંદ કરવાનું બિલકુલ મુશ્કેલ રહેશે નહીં. જો કોઈ શંકા હોય તો, બાંધકામ અને હાર્ડવેર સ્ટોર્સના સલાહકારો બચાવમાં આવવા માટે ખુશ થશે અને સૂચવે છે કે કયું ઉપકરણ ખરીદવા માટે શ્રેષ્ઠ છે.
લેખના વિષય વિશે પ્રશ્નો છે, સામગ્રીમાં ખામીઓ મળી છે, અથવા તમે મૂલ્યવાન માહિતી પ્રદાન કરી શકો છો? કૃપા કરીને નીચેના બોક્સમાં તમારી ટિપ્પણીઓ મૂકો.



