
- તો પાઇપ વેલ્ડીંગ માટે કયું મશીન યોગ્ય છે?
- હેમર મલ્ટિઆર્ક-250 ઇવોલ્યુશન
- જરૂરી સાધનો અને સાધનો
- 4 બટ વેલ્ડીંગ માટે નિયમનકારી માળખું
- મેન્યુઅલ ઇલેક્ટ્રોફ્યુઝન વેલ્ડીંગ મશીનોના ઉત્પાદકો
- કયા સાધનો અસ્તિત્વમાં છે?
- યાંત્રિક વેલ્ડીંગ એકમ
- મેન્યુઅલ વેલ્ડીંગ મશીન (આયર્ન)
- વિશિષ્ટતા
- પ્રકારો
- વેલ્ડીંગ ટૂલ પસંદ કરવા માટેના માપદંડ
- 5 ELITECH SPT 800
- પોલીપ્રોપીલિન પાઈપો માટે વેલ્ડીંગ મશીનોના ઉત્પાદકો, મોડેલોની સંક્ષિપ્ત ઝાંખી.
- બટ્ટ વેલ્ડીંગ પદ્ધતિ
- ઉપકરણોના પ્રકારો
- મેન્યુઅલ
- યાંત્રિક
- હાઇડ્રોલિક
- ઇલેક્ટ્રોફ્યુઝન સાધનો
- યોગ્ય ઉપકરણ કેવી રીતે પસંદ કરવું?
- મેન્યુઅલ ઉપકરણ
- યાંત્રિક
- વિષય પર તારણો અને ઉપયોગી વિડિઓ
તો પાઇપ વેલ્ડીંગ માટે કયું મશીન યોગ્ય છે?
સારાંશમાં, અહીં પાઇપ વેલ્ડીંગ સાધનો માટેની આવશ્યકતાઓની સૂચિ છે:
- વેલ્ડીંગ મોડ્સ: MIG/MAG; એમએમએ ટીઆઈજી
- વેલ્ડીંગ વર્તમાન: 20 થી 250 A (MMA) ની રેન્જમાં; 20 થી 250 A (MIG); 20 થી 200 (TIG);
- વાયર વ્યાસ: 0.6 થી 1.2 મીમી;
- ઇલેક્ટ્રોડ વ્યાસ: 1.5 થી 5 મીમી સુધી;
- વોલ્ટેજ: 220V/380V;
- કાર્યક્ષમતા: 70-90%;
- વજન: 15-20 કિગ્રા.
આ જરૂરિયાતો વેલ્ડીંગ મશીન હેમર મલ્ટિઆર્ક-250 ઇવોલ્યુશન દ્વારા પૂર્ણપણે પૂરી થાય છે.
હેમર મલ્ટિઆર્ક-250 ઇવોલ્યુશન
-
- વેલ્ડીંગ વર્તમાન 20-250 એ (એમએમએ); 15-60 A (CUT); 20-200 A (TIG);
- MMA/CUT/TIG વેલ્ડીંગનો પ્રકાર;
- વોલ્ટેજ 220 V/ 50 Hz;
- MMA મોડ 250 A / 35% માટે લોડનો સમયગાળો; 118.5 A/100%;
- CUT મોડ માટે લોડ અવધિ 60 A/35%; 29.6A/100%;
- TIG મોડ માટે લોડ અવધિ 200 A/35%; 118.5 A/100%;
- કાર્યક્ષમતા 85%;
- વજન 15 કિગ્રા;
- અસ્થિર મુખ્ય વોલ્ટેજ (ગેરેજ, ખેતરો, ગ્રામ્ય વિસ્તાર, વગેરે) સાથે કામગીરી માટે યોગ્ય
HAMER MULTIARC-250 Evolution એ MMA, TIG, CUT મોડમાં કાર્યરત મલ્ટિફંક્શનલ વેલ્ડીંગ મશીન છે. ઘણા મોડ્સનું સંયોજન વેલ્ડીંગ પ્રક્રિયાઓની સૂચિને નોંધપાત્ર રીતે વિસ્તૃત કરે છે, જે તમને વિવિધ પ્રકારની ધાતુઓ સાથે કામ કરવાની મંજૂરી આપે છે. આ હેમર મલ્ટિઆર્ક-250 ઇવોલ્યુશનને ઉત્પાદનમાં એક અનિવાર્ય સહાયક બનાવે છે, ખાસ કરીને વેલ્ડીંગ સમારકામ, ઇન્સ્ટોલેશન માટેની તૈયારી અને પાઈપોની સ્થાપના માટે.
ભેટ તરીકે 90 રુબેલ્સ મેળવો!

જરૂરી સાધનો અને સાધનો
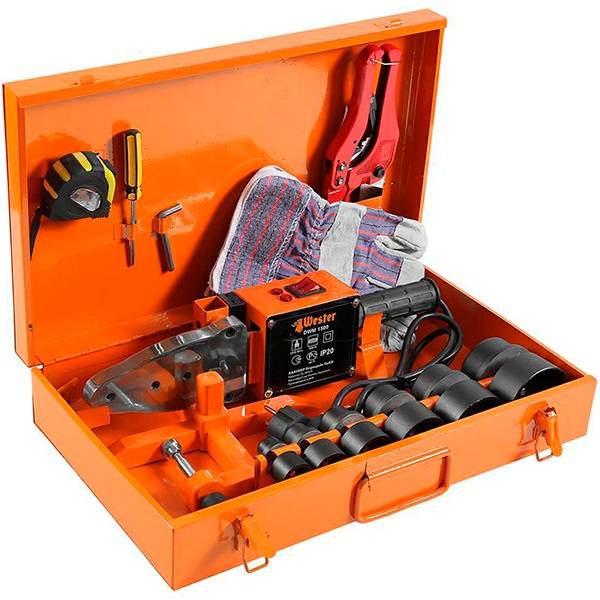
પ્લાસ્ટિક પાઈપોના વેલ્ડીંગ માટે, દૂર કરી શકાય તેવા નોઝલ સાથે તલવાર આકારના સોલ્ડરિંગ આયર્નનો ઉપયોગ કરવો અનુકૂળ છે. પાઇપ વેલ્ડીંગ માટેનું હીટિંગ એલિમેન્ટ એક સપાટ પ્લેટફોર્મ છે જેને આયર્ન કહેવાય છે, તેમાં હીટિંગ નોઝલ જોડવા માટે છિદ્રો છે.
પ્લાસ્ટિક પાઈપોને વેલ્ડીંગ કરવા માટે વેલ્ડીંગ મશીનમાં તાપમાન નિયંત્રક, હીટિંગ સૂચક પ્રકાશ હોવો આવશ્યક છે. વેલ્ડીંગ સાધનો ઉપરાંત, બ્લેન્ક્સ કાપવા અને વરખના સ્તરને દૂર કરવા માટે સાધનોની જરૂર છે. પ્લાસ્ટિકના રોલ્ડ ઉત્પાદનોને કોઈપણ અનુકૂળ રીતે કાપો:
- પાઇપ કટર, વાયર કટર જેવું જ;
- મેટલ માટે કાતર;
- એક સાંકડી બ્લેડ સાથે હેક્સો.
ફાઇન-કટ ફાઇલો અથવા સેન્ડપેપરનો ઉપયોગ કટ સાફ કરવા, ઝોલ દૂર કરવા માટે થાય છે. વેલ્ડીંગ પહેલાં પાઇપલાઇન તત્વોને કાપવા માટે, તમારે શાસક, ચોરસ, ફીલ્ડ-ટીપ પેન અથવા માર્કર તૈયાર કરવાની જરૂર છે.
4 બટ વેલ્ડીંગ માટે નિયમનકારી માળખું
જેમ કે જોઈ શકાય છે, રશિયામાં તાજેતરમાં સુધી બટ વેલ્ડીંગ ટેક્નોલોજી સાથે નોંધપાત્ર મૂંઝવણ હતી, કારણ કે ઘણા વર્તમાન નિયમનકારી દસ્તાવેજોએ તેનું પોતાનું અર્થઘટન આપ્યું હતું, અને તેથી મોટાભાગના વેલ્ડરો પાતળી જર્મન ડીવીએસ તકનીક પર વિશ્વાસ કરવાનું પસંદ કરતા હતા. અને રશિયામાં બટ વેલ્ડીંગ સાધનો માટેની આવશ્યકતાઓ કોઈપણ ધોરણ દ્વારા નિર્ધારિત કરવામાં આવી ન હતી.
2013 ની શરૂઆતથી, રશિયન ફેડરેશનમાં એક સાથે બે નિયમનકારી દસ્તાવેજો અમલમાં આવ્યા છે:
- GOST R 55276 - આંતરરાષ્ટ્રીય ધોરણ ISO 21307 ના અનુવાદના આધારે, પાણી અને ગેસ પાઇપલાઇન્સના ઇન્સ્ટોલેશન દરમિયાન PE પાઈપોના બટ વેલ્ડીંગની તકનીક માટે;
- GOST R ISO 12176-1 - બટ વેલ્ડીંગ સાધનો માટે, આંતરરાષ્ટ્રીય ધોરણ ISO 12176-1 ના અનુવાદના આધારે.
સાધનો માટે GOST નું દત્તક ચોક્કસપણે ઉપયોગી હતું. કમનસીબે, આનો અર્થ એ નથી કે સૌથી નીચા-ગ્રેડના આયાતી સાધનો તરત જ નીંદણ કરવામાં આવ્યા હતા. પરંતુ, કોઈ પણ સંજોગોમાં, થોડા રશિયન સાધનો ઉત્પાદકોને હવે ગુણવત્તા પર કામ કરવાની ફરજ પાડવામાં આવે છે, અને ગ્રાહકને ખરીદેલ સાધનોની ગુણવત્તાનું મૂલ્યાંકન કરવા માટે સંકેત મળ્યો છે.
બટ વેલ્ડીંગની તકનીક પર GOST સંબંધિત ઓર્ડર લાવ્યો. કોઈ પણ સંજોગોમાં, તે રશિયન ફેડરેશનના પ્રદેશ પર પીઈ પાઈપોના બટ વેલ્ડીંગની તકનીકની એકરૂપતા તરફ દોરી ગયું. પરંતુ સમસ્યાઓ રહી.
મહત્વપૂર્ણ! GOST R 55276, પરંપરાગત નીચા દબાણવાળા વેલ્ડીંગ મોડ (DVS 2207-1 અને જૂના રશિયન ધોરણોની જેમ) સાથે, પોલિઇથિલિન પાઈપો માટે ઉચ્ચ દબાણ વેલ્ડીંગ મોડને કાયદેસર બનાવ્યું, જે અગાઉ ફક્ત યુએસએમાં ઉપયોગમાં લેવાતું હતું. આ મોડ સાધનો પર વધેલી આવશ્યકતાઓ લાદે છે, પરંતુ તે વેલ્ડીંગ ચક્રના સમયને નોંધપાત્ર રીતે ઘટાડી શકે છે.
મહત્વપૂર્ણ! GOST R 55276 બાંધકામ સાઇટ પર સીધા ઉપયોગ માટે ભાગ્યે જ યોગ્ય છે, કારણ કે તે વેલ્ડર પર નહીં, પરંતુ વેલ્ડીંગ પોલિઇથિલિન પાઈપો માટેના તકનીકી ચાર્ટના વિકાસકર્તા પર કેન્દ્રિત છે. મહત્વપૂર્ણ! GOST R 55276 એ મર્યાદાઓની સમસ્યાને હલ કરી નથી જે જૂના રશિયન ધોરણો સહન કરે છે અને આજ સુધી તમામ વિદેશી ધોરણો પીડાય છે.
સૌપ્રથમ, સ્વીકાર્ય હવાના તાપમાનની શ્રેણી +5 થી +45 ° સે છે, જ્યારે સ્વેમ્પ્સ થીજી જાય ત્યારે રશિયન ફેડરેશનના પ્રદેશના વિશાળ ભાગને વેલ્ડીંગ શરૂ કરવાની ફરજ પાડવામાં આવે છે. બીજું, પાઈપોની મહત્તમ દિવાલની જાડાઈ 70 મીમી છે, જ્યારે ખરેખર ઉત્પાદિત પાઈપોની દિવાલની જાડાઈ લાંબા સમય પહેલા 90 મીમીથી વધી ગઈ છે. અને ત્રીજે સ્થાને, પાઈપ સામગ્રી માત્ર પરંપરાગત લો-પ્રેશર પોલિઇથિલિન (HDPE) છે જે ઓછામાં ઓછા 0.2 g/10 મિનિટ (190/5 પર) ના મેલ્ટ ફ્લો રેટ સાથે છે, જ્યારે પોલિઇથિલિનના નોન-ફ્લોઇંગ ગ્રેડ લાંબા સમયથી ઉત્પાદન માટે ઉપયોગમાં લેવાય છે. 0.1 g/10 મિનિટ (190/5 પર) ની નીચે MFI સાથે મોટા વ્યાસના પાઈપોનું મધ્યમ દબાણ. હવાના તાપમાન અને દિવાલની જાડાઈની સાબિત મર્યાદાની બહારની પરિસ્થિતિઓ માટે, કેટલાક ઉત્પાદકોએ વર્તમાન નિયમોને એક્સ્ટ્રાપોલેટ કરીને પોલિઇથિલિન પાઈપોને વેલ્ડિંગ કરવાની તકનીકની ગણતરી કરી છે, પરંતુ આ સૈદ્ધાંતિક તકનીક હજુ સુધી લાંબા ગાળાના પરીક્ષણો દ્વારા ચકાસવામાં આવી નથી. પોલિઇથિલિનના બિન-વહેતા ગ્રેડ માટે, સિદ્ધાંતમાં પણ, પાઇપ વેલ્ડીંગ માટે કોઈ તકનીક નથી. પરિણામે, રશિયામાં લગભગ 80% વેલ્ડીંગ એવી પરિસ્થિતિઓમાં કરવામાં આવે છે જે સાબિત તકનીકની મર્યાદાઓથી આગળ વધે છે!
મહત્વપૂર્ણ! GOST R 55276 એ મર્યાદાઓની સમસ્યાને હલ કરી નથી જે જૂના રશિયન ધોરણો સહન કરે છે અને આજ સુધી તમામ વિદેશી ધોરણો પીડાય છે.સૌપ્રથમ, સ્વીકાર્ય હવાના તાપમાનની શ્રેણી +5 થી +45 ° સે છે, જ્યારે સ્વેમ્પ્સ થીજી જાય ત્યારે રશિયન ફેડરેશનના પ્રદેશના વિશાળ ભાગને વેલ્ડીંગ શરૂ કરવાની ફરજ પાડવામાં આવે છે.
બીજું, પાઈપોની મહત્તમ દિવાલની જાડાઈ 70 મીમી છે, જ્યારે ખરેખર ઉત્પાદિત પાઈપોની દિવાલની જાડાઈ લાંબા સમય પહેલા 90 મીમીથી વધી ગઈ છે. અને ત્રીજે સ્થાને, પાઈપ સામગ્રી માત્ર પરંપરાગત લો-પ્રેશર પોલિઇથિલિન (HDPE) છે જે ઓછામાં ઓછા 0.2 g/10 મિનિટ (190/5 પર) ના મેલ્ટ ફ્લો રેટ સાથે છે, જ્યારે પોલિઇથિલિનના નોન-ફ્લોઇંગ ગ્રેડ લાંબા સમયથી ઉત્પાદન માટે ઉપયોગમાં લેવાય છે. 0.1 g/10 મિનિટ (190/5 પર) ની નીચે MFI સાથે મોટા વ્યાસના પાઈપોનું મધ્યમ દબાણ. હવાના તાપમાન અને દિવાલની જાડાઈની સાબિત મર્યાદાની બહારની પરિસ્થિતિઓ માટે, કેટલાક ઉત્પાદકોએ વર્તમાન નિયમોને એક્સ્ટ્રાપોલેટ કરીને પોલિઇથિલિન પાઈપોને વેલ્ડિંગ કરવાની તકનીકની ગણતરી કરી છે, પરંતુ આ સૈદ્ધાંતિક તકનીક હજુ સુધી લાંબા ગાળાના પરીક્ષણો દ્વારા ચકાસવામાં આવી નથી. પોલિઇથિલિનના બિન-વહેતા ગ્રેડ માટે, સિદ્ધાંતમાં પણ, પાઇપ વેલ્ડીંગ માટે કોઈ તકનીક નથી. પરિણામે, રશિયામાં લગભગ 80% વેલ્ડીંગ એવી પરિસ્થિતિઓમાં કરવામાં આવે છે જે સાબિત તકનીકની મર્યાદાઓથી આગળ વધે છે!









અગાઉના
2
ટ્રેક.
મેન્યુઅલ ઇલેક્ટ્રોફ્યુઝન વેલ્ડીંગ મશીનોના ઉત્પાદકો
વેલ્ડીંગ બજારમાં સોલ્ડરિંગ મશીનો નીચેના ઉત્પાદકોના એચડીપીઈ પાઈપોની સૌથી વધુ માંગ છે:
- રોથેનબર્ગર. આ કંપનીની સ્થાપના 1949માં જર્મનીમાં થઈ હતી. પાછલા વર્ષોમાં, કંપની વેલ્ડીંગ મશીનોના અગ્રણી ઉત્પાદકોમાંની એક બનીને ખૂબ જ મોટી સફળતા હાંસલ કરવામાં સફળ રહી છે. રોથેનબર્ગર બ્રાન્ડ હેઠળ ઉત્પાદિત ઉત્પાદનો ઉચ્ચતમ સંભવિત ગુણવત્તા અને ઉચ્ચતમ ડિગ્રી વિશ્વસનીયતા દ્વારા અલગ પડે છે.
- રિટમો. ઈટાલિયન કંપની રિટમોની સ્થાપના 1979માં થઈ હતી.આજે તે પોલિમર અને પોલિમર ઉત્પાદનોની પ્રક્રિયામાં રોકાયેલી અગ્રણી કંપનીઓની શ્રેણી સાથે સંબંધિત છે. તેની પ્રવૃત્તિઓમાં, રિટમો સતત સૌથી આધુનિક અને કડક ધોરણોનું પાલન કરે છે. કંપનીનો વ્યવસાય ખૂબ ઊંચા સ્તરે છે, અને ઉત્પાદનો વિશે પણ એવું જ કહી શકાય - રિટમો ઉત્પાદનો વિવિધતા, વૈવિધ્યતા અને ઉચ્ચ ગુણવત્તા દ્વારા અલગ પડે છે.
- ડાયટ્રોન. જૂના એનાલોગની પૃષ્ઠભૂમિની વિરુદ્ધ, 1992 માં સ્થપાયેલ ચેક કંપની ડાયટ્રોનનાં ઉત્પાદનો, અપૂરતી ગુણવત્તાવાળા લાગતા નથી - બધું આ સાથે ક્રમમાં છે. ઉત્પાદન શ્રેણી અસામાન્ય રીતે વિશાળ છે - કંપની મેન્યુઅલ અને સ્વચાલિત ઉપકરણોનું ઉત્પાદન કરે છે જે તમને HDPE પાઈપોને કનેક્ટ કરવાની મંજૂરી આપે છે. વધુમાં, મોડેલ રેન્જ સતત વિસ્તરી રહી છે અને પૂરક છે, તેથી આ બ્રાન્ડના સ્ટેન્ડ પર સારા સાધનો શોધવામાં કોઈ સમસ્યા રહેશે નહીં. સૌથી આધુનિક આવશ્યકતાઓ સાથે રીલીઝ કરેલ ઉપકરણોના પાલનને ધ્યાનમાં લેવું પણ યોગ્ય છે.
નિષ્કર્ષ
HDPE પાઈપોને સોલ્ડરિંગ માટે ઉપકરણ પસંદ કરતી વખતે, ચોક્કસ પરિસ્થિતિને કારણે આવશ્યકતાઓ પર બિલ્ડ કરવું જરૂરી છે. સાધનસામગ્રીની યોગ્ય પસંદગી તમને વિશ્વસનીય અને ચુસ્ત જોડાણ બનાવવાની મંજૂરી આપશે જે નક્કર પાઈપો સુધી ટકી શકે.
કયા સાધનો અસ્તિત્વમાં છે?
તેની ડિઝાઇન મુજબ, વેલ્ડીંગ મશીન એ એક ઉપકરણ છે જેમાં પાઇપ વિભાગો ગરમ થાય છે, જેનાથી કાયમી જોડાણ મેળવવાનું શક્ય બને છે. એ સમજાવવાની જરૂર નથી કે પ્લાસ્ટિકના પાઈપોને વેલ્ડીંગ માટે ઉપયોગમાં લેવાતા સાધનોની ડિઝાઇન મેટલ પાઈપોને વેલ્ડીંગ માટેના મશીન કરતાં અલગ હશે.
આજની તારીખે, પર વેલ્ડીંગ પોલીપ્રોપીલીન પાઈપો માટે બજારમાં બે પ્રકારના ઉપકરણો ઉપલબ્ધ છે:
- વેલ્ડીંગ માટે યાંત્રિક ઉપકરણ;
- મેન્યુઅલ વેલ્ડીંગ મશીન.
એવા કિસ્સાઓમાં પ્રથમનો ઉપયોગ કરવા વિશે વિચારવું યોગ્ય છે કે જ્યાં સાંધાને જોડવું જરૂરી છે, આ માટે ઘણા પ્રયત્નો કરવા અથવા તેના બદલે મોટા વ્યાસવાળા પાઈપો સ્થાપિત કરવાનું કાર્ય ઉદ્ભવ્યું છે.
મેન્યુઅલ પ્લાસ્ટિક પાઇપ વેલ્ડીંગ મશીન શ્રેષ્ઠ પસંદગી હશે જ્યારે તે પાઇપલાઇનને તેના પોતાના પર એસેમ્બલ કરવાની યોજના છે અને તે પાઈપોનો ઉપયોગ કરવાની યોજના છે જે કામ માટે તેમના વ્યાસમાં અલગ હોય છે.
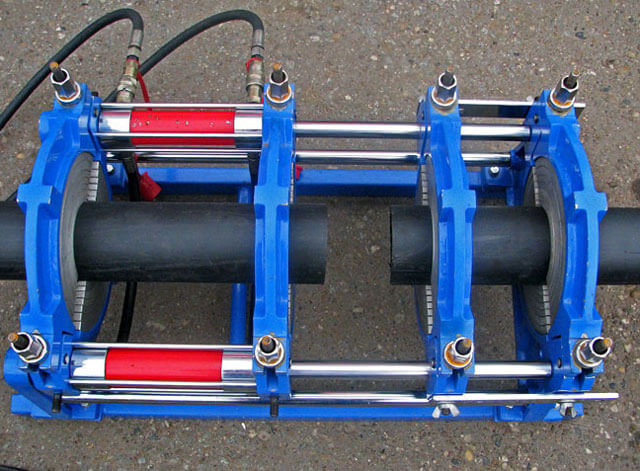
યાંત્રિક વેલ્ડીંગ એકમ
 ડિઝાઇનના સંદર્ભમાં, પોલીપ્રોપીલિનથી બનેલા વેલ્ડીંગ પાઈપો માટેનું યાંત્રિક ઉપકરણ સપોર્ટ ફ્રેમના સ્વરૂપમાં બનાવવામાં આવે છે, જેના પર એક સાધન એકમ અને હાઇડ્રોલિક એકમ છે. ડાબી અને જમણી બાજુઓ પર પકડ છે, જેમાંના દરેકમાં અડધા રિંગ્સની જોડી છે. દબાણ અને કેન્દ્રને સંતુલિત કરવામાં મદદ કરવા માટે ઇન્સર્ટ્સ દ્વારા પકડને અલગ કરવામાં આવે છે. તેમના આંતરિક વ્યાસની દ્રષ્ટિએ, તેઓ પાઈપોથી અલગ નથી કે જેની સાથે કામ કરવું.
ડિઝાઇનના સંદર્ભમાં, પોલીપ્રોપીલિનથી બનેલા વેલ્ડીંગ પાઈપો માટેનું યાંત્રિક ઉપકરણ સપોર્ટ ફ્રેમના સ્વરૂપમાં બનાવવામાં આવે છે, જેના પર એક સાધન એકમ અને હાઇડ્રોલિક એકમ છે. ડાબી અને જમણી બાજુઓ પર પકડ છે, જેમાંના દરેકમાં અડધા રિંગ્સની જોડી છે. દબાણ અને કેન્દ્રને સંતુલિત કરવામાં મદદ કરવા માટે ઇન્સર્ટ્સ દ્વારા પકડને અલગ કરવામાં આવે છે. તેમના આંતરિક વ્યાસની દ્રષ્ટિએ, તેઓ પાઈપોથી અલગ નથી કે જેની સાથે કામ કરવું.
ઉપકરણની ડિઝાઇનમાં ઇલેક્ટ્રિક ટ્રીમર છે, જેનો મુખ્ય હેતુ પાઈપોના અંતને સંરેખિત કરવાનો છે. આ ઉપકરણ એક ફરતી ડિસ્ક છે જે ડબલ-સાઇડેડ છરીઓથી સજ્જ છે, જેમાં લોકીંગ મિકેનિઝમ પણ છે જે સલામત કામગીરીની ખાતરી આપે છે. મુખ્ય કાર્યકારી હીટિંગ તત્વ એ સ્ટીલ ડિસ્ક છે જેમાં નોન-સ્ટીક કોટિંગ હોય છે જેમાં અંદર હીટિંગ તત્વો હોય છે. આવા ઉપકરણોના ઘણા મોડેલોની ડિઝાઇનમાં ઘણીવાર તાપમાન નિયંત્રકો અને તાપમાન નિયંત્રણ સેન્સર હોય છે.
મેન્યુઅલ વેલ્ડીંગ મશીન (આયર્ન)
સામાન્ય ઉપભોક્તા પાસે લાંબા નેટવર્ક્સ ઇન્સ્ટોલ કરવાનું કાર્ય અસંભવિત છે તે ધ્યાનમાં લેતા, તેણે ભારે વેલ્ડીંગ ઉપકરણ ખરીદવું જોઈએ નહીં.
મોટાભાગના ગ્રાહકો સામાન્ય રીતે પાઈપોને એસેમ્બલ કરવા માટે વેલ્ડીંગ આયર્ન જેવા ઉપકરણનો ઉપયોગ કરે છે. જો આપણે તેની ડિઝાઇન અને કાર્યકારી સુવિધાઓ દ્વારા તેનું મૂલ્યાંકન કરીએ, તો આ સંદર્ભમાં તે પરંપરાગત ઘરગથ્થુ ઉપકરણોથી થોડું અલગ છે. તેના લક્ષણોમાંથી, માત્ર એક અલગ ડિઝાઇનને અલગ કરી શકાય છે.
તેની ડિઝાઇનના મુખ્ય ઘટકો હીટિંગ પ્લેટ, થર્મોસ્ટેટ અને એર્ગોનોમિક હેન્ડલ છે. જો તમે નજીકથી જોશો, તો તમે હીટિંગ પ્લેટમાં બે છિદ્રો શોધી શકો છો, જે જોડીવાળા વેલ્ડીંગ તત્વોને જોડવા માટે જરૂરી છે જે તેમના વ્યાસમાં ભિન્ન છે. તેઓ સૌ પ્રથમ, ટેફલોન કોટિંગની હાજરી દ્વારા અલગ પડે છે, જેના કારણે પ્લાસ્ટિક ગરમ સપાટી પર વળગી રહેતું નથી.
વિશિષ્ટતા
PE માંથી વેલ્ડીંગ પાઈપો માટે મશીન પસંદ કરતી વખતે, તમારે સ્પષ્ટપણે સમજવાની જરૂર છે કે તેની સાથે કયા પ્રકારનું કાર્ય કરવામાં આવશે. ઇચ્છિત સાધનોની વિશેષતાઓ મોટાભાગે વેલ્ડીંગ પદ્ધતિ પર આધારિત હશે જેનો તમે મોટાભાગે ઉપયોગ કરવાની યોજના બનાવો છો.
સોલ્ડરિંગ પોલિઇથિલિન ઉત્પાદનો માટે ચાર મુખ્ય પદ્ધતિઓ છે.
- બટ્ટ વેલ્ડીંગ - આ પદ્ધતિ સૌથી સામાન્ય છે, અને તે ખાસ વેલ્ડીંગ મિરરનો ઉપયોગ કરીને ગરમ પાઈપના છેડાને એકબીજા સાથે અથવા ફિટિંગ સાથેના જોડાણ પર આધારિત છે. બટ જોઈન્ટિંગ તમને સાધનસામગ્રીના પરવડે તેવા ભાવે એકદમ ઉચ્ચ-ગુણવત્તાવાળા જોઈન્ટ મેળવવાની મંજૂરી આપે છે, પરંતુ 4.5 મીમીથી ઓછી દિવાલની જાડાઈવાળા ઉત્પાદનોને જોડવા માટે પદ્ધતિ યોગ્ય નથી.બટ વેલ્ડીંગના ઉપયોગ માટે જોડાવાની સપાટીઓની સંપૂર્ણ સફાઈ, ઉત્પાદનોને ટ્રિમ કરવામાં મહત્તમ ચોકસાઈ અને તેમના જોડાણ દરમિયાન પાઈપો પર યોગ્ય દબાણ લાગુ કરવું જરૂરી છે.
- પાઈપોને સોકેટ (અથવા કપલિંગ પદ્ધતિ) માં ડોક કરવી એ વિશ્વસનીય, પરંતુ ઓછી સામાન્ય અને વધુ ખર્ચાળ પદ્ધતિ છે જે વિશિષ્ટ કપલિંગ દ્વારા ઉત્પાદનોને કનેક્ટ કરવાના આધારે છે. વિવિધ વ્યાસના બે પાઈપોને સીધા એકબીજા સાથે જોડવાના વિકલ્પો પણ છે. આ પદ્ધતિનો ઉપયોગ બહાર સ્થિત પાઇપલાઇન્સ નાખવા માટે થતો નથી.
- પાઈપોનું ઈલેક્ટ્રોફ્યુઝન (અથવા થર્મિસ્ટર) વેલ્ડીંગ - આ પદ્ધતિ સોકેટમાં જોડાવા જેવી જ છે, પરંતુ તેમાં વપરાતા કપલિંગમાં મેટલ હીટિંગ એલિમેન્ટ હોય છે, જે કનેક્ટેડ પ્રોડક્ટ્સ અને ઈલેક્ટ્રિક કપલિંગને વધુ એકસમાન ગરમ કરવામાં ફાળો આપે છે. દરેક ઇલેક્ટ્રિક ક્લચમાં વિશિષ્ટ બારકોડ હોય છે જે આ ક્લચ માટે જરૂરી ઇલેક્ટ્રિક વર્તમાન પરિમાણોને એન્કોડ કરે છે, તેથી આ પ્રકારના ઉપકરણો ઘણીવાર બારકોડ સ્કેનરથી સજ્જ હોય છે. થર્મિસ્ટર પદ્ધતિ કપલિંગ પદ્ધતિ કરતાં પણ વધુ વિશ્વસનીય (અને વધુ ખર્ચાળ) છે, તેથી તેનો ઉપયોગ મુખ્યત્વે એવા કિસ્સાઓમાં થાય છે કે જ્યાં ખૂબ જ સ્થિર કનેક્શન પ્રદાન કરવું જરૂરી હોય (ઉદાહરણ તરીકે, વારંવાર ભૂકંપના વિસ્તારોમાં પાઇપલાઇન નાખતી વખતે). આ પદ્ધતિનો ઉપયોગ કોઈપણ દિવાલની જાડાઈ સાથે 20 મીમી અથવા વધુના વ્યાસવાળા પાઈપોને જોડવા માટે થાય છે, અને તેમાં તકનીકી પરિમાણોને પકડી રાખવાની ચોકસાઈ માટેની આવશ્યકતાઓ બટ સોલ્ડરિંગ કરતા ઘણી ઓછી છે.
- એક્સટ્રુઝન વેલ્ડીંગ એ ઈલેક્ટ્રિક વેલ્ડીંગ જેવી જ એક પદ્ધતિ છે, જેમાં ગરમ પોલિઈથિલિનને ખાસ એક્સટ્રુડર દ્વારા વેલ્ડીંગ વિસ્તારમાં ખવડાવવામાં આવે છે, જે પાઈપો વચ્ચે જોડાણ બનાવે છે.પરિણામી કનેક્શનની મજબૂતાઈ સામાન્ય રીતે પોલિઇથિલિનની મજબૂતાઈના 80% કરતા વધુ હોતી નથી, તેથી એક્સટ્રુઝન પદ્ધતિનો ઉપયોગ સામાન્ય રીતે મુખ્યત્વે અન્ય પ્લાસ્ટિક ઉત્પાદનો સાથે પાઈપોને જોડવા અને 630 મીમી કે તેથી વધુ વ્યાસવાળા પાઈપોને એવી જગ્યાએ સ્થાપિત કરવા માટે કરવામાં આવે છે જે સંભવિત ન હોય. ઊંચા ભારને આધિન થવું.


પ્રકારો
બધા પોલિઇથિલિન વેલ્ડીંગ ઉપકરણોમાં ચાર મુખ્ય મોડ્યુલો હોય છે - એક જનરેટર (સામાન્ય રીતે ટ્રાન્સફોર્મર અથવા સ્વિચિંગ પાવર સપ્લાય સાથે ઇન્વર્ટરના સિદ્ધાંત પર કાર્ય કરે છે), પાવર કંટ્રોલ મોડ્યુલ, તાપમાન નિયંત્રણ મોડ્યુલ અને એક તકનીકી એકમ જેમાં કનેક્શન પ્રક્રિયા પોતે જ થાય છે. ઉજવાય. ઉપર ચર્ચા કરેલ ચાર વેલ્ડીંગ પદ્ધતિઓમાંથી દરેક યોગ્ય સાધનનો ઉપયોગ કરીને કરવામાં આવે છે.











4 પદ્ધતિઓમાંથી દરેક માટે હાલના મશીનોને ઓટોમેશનની ડિગ્રી અનુસાર 3 શ્રેણીઓમાં વિભાજિત કરી શકાય છે.

અર્ધ-સ્વચાલિત ઉપકરણોને યાંત્રિક અને હાઇડ્રોલિકમાં ઉપયોગમાં લેવાતા ડ્રાઇવના પ્રકાર અનુસાર વિભાજિત કરવામાં આવે છે. મિકેનિકલ ડ્રાઇવવાળા ઉપકરણોમાં, વેલ્ડીંગ પ્રક્રિયા દરમિયાન પાઈપોને કેન્દ્રમાં રાખવા અને પકડી રાખવા માટે જરૂરી બળ ઓપરેટરની મદદથી બનાવવામાં આવે છે, તેથી તેનો ઉપયોગ ફક્ત 160 મીમી કરતા ઓછા વ્યાસવાળા પાઈપો સાથે કામ કરતી વખતે થાય છે. હાઇડ્રોલિક ડ્રાઇવને ઓપરેટર પાસેથી બળ લાગુ કરવાની જરૂર નથી અને તેનો ઉપયોગ 160 મીમી કરતા મોટા સહિત કોઈપણ વ્યાસના વેલ્ડીંગ ઉત્પાદનો માટે થાય છે.


વેલ્ડીંગ મશીનની અન્ય મહત્વની લાક્ષણિકતા એ પાઈપોનો વ્યાસ છે જેને તે કનેક્ટ કરી શકે છે, કારણ કે PE પાઈપોના પ્રમાણભૂત કદ 16 થી 1600 મીમીની રેન્જમાં હોય છે. ઉદાહરણ તરીકે, એપાર્ટમેન્ટ્સમાં પ્લમ્બિંગ માટે, સામાન્ય રીતે 20 થી 32 મીમીના વ્યાસવાળા પાઈપોનો ઉપયોગ કરવામાં આવે છે, પરંતુ મુખ્ય પાઇપલાઇન્સના ઇન્સ્ટોલેશન માટે, 90/315 મીમી અથવા વધુના વ્યાસ સાથે સોલ્ડરિંગ પાઈપો માટે સક્ષમ ઉપકરણની જરૂર પડી શકે છે.
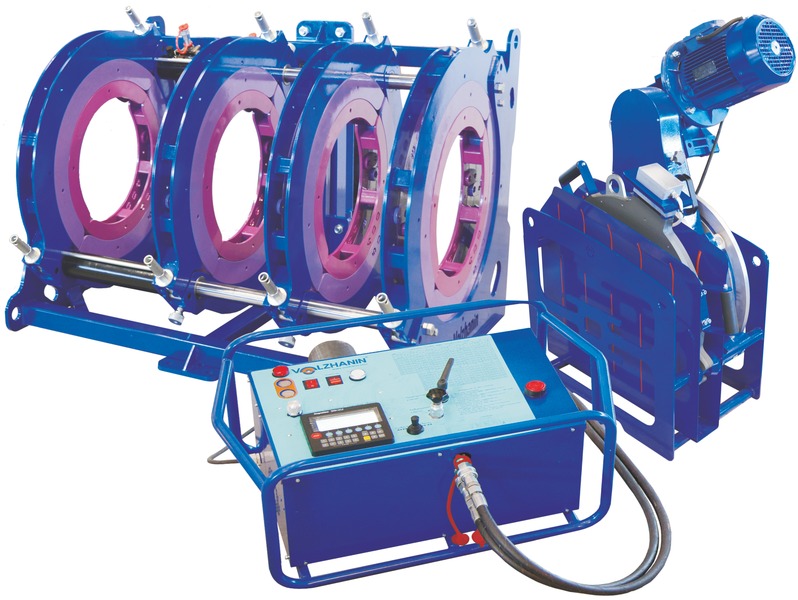
હાલમાં, સૌથી વધુ લોકપ્રિય ઉપકરણો જ્યોર્જ ફિશર (સ્વિટ્ઝર્લેન્ડ), રોથેનબર્ગર (જર્મની), એડવાન્સ વેલ્ડીંગ (ગ્રેટ બ્રિટન), યુરોસ્ટાન્ડર્ડ, ટેક્નોડ્યુ અને રિટમો (ઇટાલી), ડાયટ્રોન (ચેક રિપબ્લિક), કામીટેક અને નોવેટેક (પોલેન્ડ) છે. પોલિઇથિલિન વેલ્ડીંગ ઉપકરણોના રશિયન ઉત્પાદકો પણ છે, ઉદાહરણ તરીકે, વોલ્ઝાનિન પ્લાન્ટ, જે 40 થી 1600 મીમીના વ્યાસવાળા બટ-સોલ્ડરિંગ ઉત્પાદનો માટે સાધનો અને 1200 મીમી સુધીના વ્યાસ સાથે પાઈપોને કનેક્ટ કરવામાં સક્ષમ ઇલેક્ટ્રોફ્યુઝન ઉપકરણોનું ઉત્પાદન કરે છે.
વેલ્ડીંગ ટૂલ પસંદ કરવા માટેના માપદંડ
વેલ્ડીંગ સાધનોના પ્રિફર્ડ ક્લાસ સાથેનો મુદ્દો નક્કી કરતી વખતે, સૌ પ્રથમ આયોજિત કાર્યના અવકાશ પર ધ્યાન આપવું જરૂરી છે. અહીં નીચેના પરિમાણો ખૂબ સુસંગત છે:
- સાથે કામ કરવા માટે પાઇપ વ્યાસની શ્રેણી.
- પાવર વપરાશ.
- ઉપકરણ કિંમત.
તે નોંધનીય છે કે આ પરિમાણો વચ્ચે સ્પષ્ટ સંબંધ છે. તેથી, પાઇપના બાહ્ય વ્યાસમાં વધારો સાથે, ઉચ્ચ શક્તિવાળા મોડેલોને ધ્યાનમાં લેવું જરૂરી છે. તે સામાન્ય રીતે સ્વીકારવામાં આવે છે કે પાવર સૂચક, જેનું એકમ વોટ્સ છે, તેનો વ્યાસ 10 ગણો હોવો જોઈએ, જે મિલીમીટરમાં ગણવામાં આવે છે. બીજા શબ્દોમાં કહીએ તો, જો તે 30 મીમીના બાહ્ય વ્યાસ સાથે પાઈપોને વેલ્ડ કરવા માટે માનવામાં આવે છે, તો પછી તમે તમારી જાતને એક મોડેલ સુધી મર્યાદિત કરી શકો છો જેનો પાવર સૂચક 300 વોટ છે. એ નોંધવું યોગ્ય છે કે આપેલા આંકડા અંતિમ અને સચોટ નથી, અને તેથી 30% ની અંદરની ભૂલોને અહીં મંજૂરી છે.
તેથી, જો વેલ્ડીંગ સાધનોના મોડેલમાં મોટો વીજ વપરાશ હોય, તો આ માલિકને મોટા વ્યાસના પાઈપોને વેલ્ડ કરવાની મંજૂરી આપે છે.જો કે, આવા સાધનોના સંપાદન માટે મોટા ખર્ચની જરૂર પડશે.
5 ELITECH SPT 800

સમૃદ્ધ સાધનો દેશ: રશિયા (ચીનમાં ઉત્પાદિત) સરેરાશ કિંમત: 1 638 રુબેલ્સ. રેટિંગ (2019): 4.5









પોલીપ્રોપીલિન પાઈપો માટે આ બજેટ સોલ્ડરિંગ આયર્ન માત્ર શિખાઉ સ્થાપકોના હાથમાં જ નહીં, પણ વ્યાવસાયિકો પણ જોઈ શકાય છે. મોડેલ 20 થી 63 મીમી સુધીના 6 પાઇપ કદ સાથે કામ કરી શકે છે. નિષ્ણાતો નોંધે છે કે ટેફલોન સાથે કોટેડ ઉચ્ચ-ગુણવત્તાવાળી નોઝલ. 800 W ની હીટર પાવર સાથે, ઉપકરણ ઝડપથી 300°C સુધી ગરમ કરી શકે છે. હીટર પણ એકદમ ઝડપથી ઠંડુ થાય છે. ઉત્પાદકે તેનું ઉત્પાદન 6 નોઝલ, એક સ્ટેન્ડ, વિશ્વસનીય મેટલ કેસ અને સાધનોના સમૂહ (સ્ક્રુડ્રાઈવર, હેક્સ કી) સાથે પૂર્ણ કર્યું છે.
ગ્રાહક સમીક્ષાઓનું વિશ્લેષણ કરીને, ઉપકરણના ઘણા ફાયદા અને ગેરફાયદા છે. એક તરફ, મોડેલ તેની શક્તિ, ઝડપી ગરમી અને ઠંડક, સરળ સીમ, પોસાય તેવી કિંમત માટે પ્રશંસાને પાત્ર છે. અસુવિધાજનક સ્ટેન્ડ, મામૂલી કેસ, નબળી ગુણવત્તાવાળા ટેફલોન કોટિંગની ફરિયાદો આવે છે.
પોલીપ્રોપીલિન પાઈપો માટે વેલ્ડીંગ મશીનોના ઉત્પાદકો, મોડેલોની સંક્ષિપ્ત ઝાંખી.
કોઈપણ સાધનની પસંદગી કરતી વખતે, નિર્ણાયક માપદંડોમાંનો એક એ ઉત્પાદકની પ્રતિષ્ઠા છે. અને તેમ છતાં પોલીપ્રોપીલિન પાઈપોના મેન્યુઅલ વેલ્ડીંગ માટેના મશીનોને ખૂબ જટિલ અને ઉચ્ચ-તકનીકી ઉપકરણો કહી શકાય નહીં, આ ક્ષેત્રમાં ચોક્કસ સત્તાવાળાઓ પણ છે.
તેથી, આવા સાધનોના ઉત્પાદનમાં "ટ્રેન્ડસેટર્સ" ને "રોથેનબર્ગર", "વાલ્ફેક્સ", "ડાયટ્રોન", "બ્રિમા", "ગેરાટ", "કેર્ન" ગણવામાં આવે છે. Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort ઉપકરણો ઓછા ભરોસાપાત્ર અને માંગમાં નથી.મુખ્ય વસ્તુ એ છે કે ખરીદેલ સાધનો ખરેખર અસલ છે, નકલી નથી, અને તેની સાથે ઉત્પાદકની ફેક્ટરી વોરંટી છે.
નિષ્કર્ષમાં, પરંપરાગત રીતે, લોકપ્રિય મોડલ્સની એક નાની સમીક્ષા અને તેમના માટે સરેરાશ ભાવ સ્તર.
| મોડેલનું નામ, ચિત્ર | મોડેલનું સંક્ષિપ્ત વર્ણન | સરેરાશ ભાવ સ્તર, ઘસવું. (એપ્રિલ 2016) |
|---|---|---|
"BRIMA TG-171", જર્મની - ચીન  | પાવર 750 ડબ્લ્યુ, વેલ્ડીંગ વ્યાસ - 63 મીમી સુધી, ઇલેક્ટ્રોમિકેનિકલ થર્મોસ્ટેટ, હીટિંગ તાપમાન - 300 ° સે સુધી. વોર્મ-અપ સમય - 15 મિનિટથી વધુ નહીં. સમૂહમાં 20 થી 63 મીમી સુધીના છ જોડી નોઝલનો સમાવેશ થાય છે. | 3900 |
"ENCOR ASP-800", રશિયા - ચીન  | પાવર 800 ડબ્લ્યુ, વેલ્ડિંગ વ્યાસ - 63 મીમી સુધી, ઇલેક્ટ્રોમિકેનિકલ થર્મોસ્ટેટ, હીટિંગ તાપમાન - 300 ° સે સુધી. સ્થિર પ્લેટફોર્મ સ્ટેન્ડ. કીટમાં ટેફલોન કોટિંગ સાથે 20 થી 63 મીમી સુધીના છ જોડી નોઝલનો સમાવેશ થાય છે. | 2200 |
એલિટેક એસપીટી 1000, રશિયા - ચીન  | નળાકાર હીટિંગ તત્વ સાથેનું ઉપકરણ. પાવર - 1000 વોટ. વેલ્ડીંગ વ્યાસ - 16 થી 32 મીમી સુધી. ટેફલોન કોટિંગ સાથે નોઝલનો સમૂહ (4 વ્યાસ) ડિલિવરીમાં શામેલ છે. શરીર અને હેન્ડલનો અર્ગનોમિક્સ આકાર, તમને હાર્ડ-ટુ-પહોંચના સ્થળોએ કામ કરવાની મંજૂરી આપે છે. ઇલેક્ટ્રોમિકેનિકલ થર્મોસ્ટેટ. | 2700 |
"સ્ટર્મ TW7219", જર્મની - ચીન  | હાઇ પાવર મોડેલ - 1900 ડબ્લ્યુ, સંપૂર્ણ અને અડધા પાવર (એક અથવા બે હીટિંગ તત્વો) ચાલુ કરવાની સંભાવના સાથે. ટેફલોન-કોટેડ ટીપ્સની છ જોડી. મહત્તમ વેલ્ડીંગ વ્યાસ 62 મીમી છે. ગરમીનો સમય - લગભગ 12 મિનિટ. વિસ્તૃત ડિલિવરી પેકેજ કે જેને વધારાના એક્સેસરીઝની ખરીદીની જરૂર નથી. | 3300 |
ડાયટ્રોન પોલિસ P-1a, ચેક રિપબ્લિક  | ઉચ્ચ ગુણવત્તાની વ્યાવસાયિક સાધનો. પાવર - 650 વોટ. ઉચ્ચ ચોકસાઇવાળા કેશિલરી થર્મોસ્ટેટ સાથે નળાકાર હીટર.વેલ્ડીંગ વ્યાસ - 32 મીમી સુધી. પેટન્ટ કરેલ 3 ડાયામીટર જૂતા પ્રકારની ટીપ્સ, ઉચ્ચ ગુણવત્તાવાળા વાદળી ટેફલોન સાથે કોટેડ. છ તાપમાન સેટિંગ્સ. સ્વચાલિત ઓવરહિટીંગ સંરક્ષણ. વજન - માત્ર 1.3 કિગ્રા, જે હાર્ડ-ટુ-પહોંચના સ્થળોએ કામ કરવાની સુવિધા આપે છે. | ન્યૂનતમ ગોઠવણીમાં 11200 - એક ઉપકરણ, એક સ્ટેન્ડ અને ત્રણ નોઝલ. |
રોથેનબર્ગર રોવેલ્ડ પી 40T, જર્મની  | પાવર - 650 વોટ. મહત્તમ વેલ્ડીંગ વ્યાસ 40 મીમી છે. સ્લીવ-મેન્ડ્રેલના બે જોડી સ્થાપિત કરવાની સંભાવના સાથે તલવાર આકારનું હીટર. કીટમાં 20 થી 40 મીમી સુધીના નોઝલની 4 જોડી, ઉચ્ચ ગુણવત્તાની ટેફલોન કોટિંગ શામેલ છે. આ ઉપકરણની વિશેષતાઓ - બિલ્ટ-ઇન થર્મોસ્ટેટ ખાસ કરીને પોલીપ્રોપીલિન પાઈપો માટે રચાયેલ છે અને 260 ° સેના સ્થિર તાપમાનની ઉચ્ચ-ચોકસાઇ જાળવણી માટે પ્રોગ્રામ કરેલ છે. ઉપકરણનો સમૂહ 2.8 કિગ્રા છે. | 14500 |
KERN વેલ્ડર R63E, જર્મની  | વ્યવસાયિક ગ્રેડ મોડેલ. પ્રમાણમાં ઓછી શક્તિ, 800 ડબ્લ્યુ, અને તે જ સમયે - 63 મીમી સુધીના વ્યાસ સાથે વેલ્ડીંગ પાઈપોની શક્યતા. ટેફલોન કોટેડ ટીપ્સની છ જોડી શામેલ છે. માઇક્રોપ્રોસેસર કંટ્રોલર, ડિજિટલ ડિસ્પ્લે સાથે સેટ તાપમાનનું ઉચ્ચ-ચોકસાઇવાળા ઇલેક્ટ્રોનિક ઇન્સ્ટોલેશન. | 13500 |
નિષ્કર્ષમાં - પોલીપ્રોપીલિન પાઈપો માટે અન્ય વેલ્ડીંગ મશીન વિશેની વિડિઓ
બટ્ટ વેલ્ડીંગ પદ્ધતિ
આ પદ્ધતિ તમને બટ વેલ્ડીંગ માટે વિશિષ્ટ સાધનોનો ઉપયોગ કરીને પોલિઇથિલિન પાઈપોને વેલ્ડ સાથે કનેક્ટ કરવાની મંજૂરી આપે છે. વેલ્ડ (અથવા "સંયુક્ત") પોલીથીલીન પાઇપની જ તાણ શક્તિમાં સમાન છે. ગરમ ટૂલ વડે વેલ્ડીંગ કરીને, 50 મીમી થી 1600 મીમી સુધીના વ્યાસવાળા PE પાઈપોને જોડવામાં આવે છે. માનક તકનીકી વેલ્ડીંગ મોડ્સ -10°C થી +30°C સુધીના હવાના તાપમાને કામગીરી માટે ડિઝાઇન કરવામાં આવ્યા છે.જો શેરીમાં હવાનું તાપમાન પ્રમાણભૂત તાપમાનના અંતરાલોથી આગળ વધે છે, તો પછી તકનીકી પરિમાણોનું પાલન કરવા માટે પોલિઇથિલિન પાઈપોનું વેલ્ડીંગ આશ્રયસ્થાનમાં કરવું આવશ્યક છે. પ્રેશર HDPE પાઈપોનું બટ વેલ્ડીંગ બે મુખ્ય તબક્કામાં વહેંચાયેલું છે: પ્રારંભિક કાર્ય અને વેલ્ડીંગ પોતે. તૈયારીના તબક્કામાં શામેલ છે:
- વેલ્ડીંગ સાધનોના સંચાલન માટે કામગીરી અને તૈયારીની ચકાસણી કરવી,
- વેલ્ડીંગ સાધનો મૂકવા માટે સ્થળની તૈયારી,
- વેલ્ડીંગ માટે જરૂરી પરિમાણોની પસંદગી,
- PE પાઈપોને ઠીક કરવી અને વેલ્ડીંગ મશીનના ક્લેમ્પ્સમાં કેન્દ્રિત કરવું,
- પાઈપો અથવા ભાગોની વેલ્ડેડ સપાટીઓના છેડાની યાંત્રિક પ્રક્રિયા.
સાધનસામગ્રી તૈયાર કરતી વખતે, ઇન્સર્ટ્સ અને ક્લેમ્પ્સ પસંદ કરવામાં આવે છે જે વેલ્ડિંગ કરવા માટેના પાઇપના વ્યાસને અનુરૂપ હોય છે. હીટરની કાર્યકારી સપાટીઓ અને PE પાઈપોની પ્રક્રિયા માટેના સાધનને ગંદકી અને ધૂળથી સાફ કરવું આવશ્યક છે. વેલ્ડીંગ મશીનના એકમો અને ઘટકોના વિઝ્યુઅલ નિરીક્ષણ દરમિયાન તેમજ નિયંત્રણ સમાવિષ્ટ દરમિયાન સાધનોની કાર્યક્ષમતા ચકાસવામાં આવે છે. વેલ્ડીંગ મશીન પર, સેન્ટ્રલાઈઝરના મૂવેબલ ક્લેમ્પની સરળ ચાલ અને ફેસરની કામગીરી તપાસવામાં આવે છે. વેલ્ડીંગ સાધનોનું પ્લેસમેન્ટ પૂર્વ-તૈયાર અને સાફ કરેલી સાઇટ અથવા પાઇપલાઇન રૂટ પર PE પાઈપો સંગ્રહિત કર્યા પછી હાથ ધરવામાં આવે છે. જો જરૂરી હોય તો, વેલ્ડીંગ સાઇટને વરસાદ, રેતી અને ધૂળથી બચાવવા માટે ચંદરવોથી સુરક્ષિત કરવામાં આવે છે. ભીના હવામાનમાં, લાકડાના ઢાલ પર વેલ્ડીંગ સાધનો સ્થાપિત કરવાની ભલામણ કરવામાં આવે છે. અને વેલ્ડીંગ દરમિયાન પાઇપની અંદર ડ્રાફ્ટ્સને રોકવા માટે ઇન્વેન્ટરી પ્લગ સાથે પોલિઇથિલિન પાઇપના મુક્ત અંતને બંધ કરવાની ભલામણ કરવામાં આવે છે.
વેલ્ડેડ પ્રેશર એચડીપીઇ પાઈપો અને ભાગોની એસેમ્બલી, જેમાં વેલ્ડિંગ કરવાના છેડાના ઇન્સ્ટોલેશન, સેન્ટરિંગ અને ફિક્સિંગનો સમાવેશ થાય છે, વેલ્ડીંગ મશીનના સેન્ટ્રલાઈઝરના ક્લેમ્પ્સમાં હાથ ધરવામાં આવે છે. PE પાઈપો માટે વેલ્ડીંગ મશીનના ક્લેમ્પ્સને કડક કરવામાં આવે છે જેથી કરીને પાઈપો લપસતા અટકાવી શકાય અને શક્ય હોય ત્યાં સુધી છેડે અંડાકાર દૂર કરી શકાય. જ્યારે મોટા વ્યાસવાળા PE પાઈપોને બટ વેલ્ડીંગ કરવામાં આવે છે, કારણ કે તેનું વજન પૂરતું મોટું હોય છે, ત્યારે પાઈપને સંરેખિત કરવા અને પાઇપના વેલ્ડેડ છેડાને ખસેડવાથી અટકાવવા માટે મુક્ત છેડાની નીચે સપોર્ટ મૂકવામાં આવે છે. વેલ્ડીંગ પ્રક્રિયાનો ક્રમ:
- પ્રથમ નિશ્ચિત પાઇપ વડે મૂવેબલ ક્લેમ્પને ખસેડવા માટે જરૂરી બળને માપો,
- પાઈપોના છેડા વચ્ચે એક હીટર સ્થાપિત થયેલ છે, જરૂરી તાપમાને ગરમ થાય છે,
- PE પાઈપોના છેડાને હીટર પર દબાવીને જરૂરી દબાણ બનાવીને રિફ્લો પ્રક્રિયા હાથ ધરો,
- 0.5 થી 2.0 મીમીની ઉંચાઈ સાથે પ્રાથમિક બર દેખાય ત્યાં સુધી છેડા થોડા સમય માટે સ્ક્વિઝ્ડ કરવામાં આવે છે (આ પોલિઇથિલિન પાઇપ માટે વેલ્ડીંગ ટેક્નોલોજી અનુસાર),
- પ્રાથમિક બરના દેખાવ પછી, દબાણ ઘટાડવામાં આવે છે અને પાઈપોના છેડાને ગરમ કરવા માટે જરૂરી સમય માટે જાળવવામાં આવે છે,
- વોર્મ-અપ પ્રક્રિયાના અંત પછી, સેન્ટ્રલાઈઝરના જંગમ ક્લેમ્પને 5-6 સેમી પાછળ ખેંચવામાં આવે છે અને હીટરને વેલ્ડીંગ ઝોનમાંથી દૂર કરવામાં આવે છે,
- હીટરને દૂર કર્યા પછી, પોલિઇથિલિન પાઈપોના છેડાને સંપર્કમાં લાવો, વરસાદ માટે જરૂરી દબાણ બનાવો,
- સાંધાને ઠંડું કરવા માટે જરૂરી સમય માટે વરસાદનું દબાણ જાળવવામાં આવે છે, અને પછી પરિણામી વેલ્ડનું દ્રશ્ય નિરીક્ષણ બાહ્ય બરના કદ અને ગોઠવણીના સંદર્ભમાં કરવામાં આવે છે,
- પછી પરિણામી વેલ્ડને ચિહ્નિત કરો.
ઉપકરણોના પ્રકારો
ભાગોને કનેક્ટ કરવાના સિદ્ધાંત અનુસાર, વેલ્ડીંગ એકમોને 2 પ્રકારોમાં વહેંચવામાં આવે છે:
- ઇલેક્ટ્રોફ્યુઝન કનેક્શન માટે;
- સોકેટ અને બટ માટે.
ઓપરેશનના સિદ્ધાંત અનુસાર, તમામ પ્રકારના સાધનોને મેન્યુઅલ અને મિકેનિકલમાં વિભાજિત કરવામાં આવે છે. કોઈપણ વેલ્ડીંગ સાધનો, પ્રકારને ધ્યાનમાં લીધા વિના, 4 મુખ્ય એકમો ધરાવે છે: એક જનરેટર, તાપમાન નિયંત્રક, પાવર મોડ્યુલ અને તકનીકી એકમ જ્યાં ભાગો જોડાયેલા હોય છે. બાદમાં એક અલગ માળખું છે (વેલ્ડીંગના પ્રકાર પર આધાર રાખીને).
મેન્યુઅલ
મેન્યુઅલ નાના-કદના વેલ્ડીંગ મશીનોમાં HDPE ભાગોના છેડાને ઠીક કરવા માટેની ટીપ્સ સાથે પ્લેટનું સ્વરૂપ હોય છે. તૈયાર સપાટીઓને કનેક્ટ કરવા માટે, માનવ પ્રયત્નોની જરૂર છે, તેથી પાઇપનો વ્યાસ 125 મીમીથી વધુ ન હોવો જોઈએ. ઘરના ઉપયોગ માટે હેન્ડ-હેલ્ડ ડિવાઇસ પસંદ કરવામાં આવે છે, તે માસ્ટર કરવા માટે સૌથી સરળ છે, તેની કિંમત ઓછી છે.
યાંત્રિક
આ ઉપકરણો વ્યાવસાયિકો માટે રચાયેલ છે. તેમાં નીચેનાનો સમાવેશ થાય છે:
- ક્લેમ્પિંગ ભાગો માટે ટીપ્સ સાથે કેન્દ્રીયકરણ;
- પાઇપ પ્રોસેસિંગ માટે તીક્ષ્ણ છરીઓ સાથે એન્ડ કટર;
- હીટિંગ એલિમેન્ટ (વેલ્ડીંગ મિરર);
- કમ્પ્રેશન ઉપકરણ.
કનેક્ટેડ પાઈપોનું કમ્પ્રેશન મિકેનિક દ્વારા પ્રદાન કરવામાં આવે છે, તેથી તેમનો વ્યાસ અમર્યાદિત છે. યાંત્રિક રીતે સંચાલિત ઉપકરણ સાથે વેલ્ડીંગ એ વધુ અદ્યતન પદ્ધતિ છે: તે ઓપરેટરના કાર્યને સરળ બનાવે છે અને સંયુક્તને વધુ વિશ્વસનીય બનાવે છે.
હાઇડ્રોલિક
હાઇડ્રોલિક સાધનોમાં, ઉત્પાદનોનું કમ્પ્રેશન હાઇડ્રોલિક ડ્રાઇવ દ્વારા કરવામાં આવે છે. આવા ઉપકરણો બટ વેલ્ડીંગ માટે રચાયેલ છે અને ત્યાં 3 પ્રકારો છે:
- મેન્યુઅલ. તમામ કામગીરી મેન્યુઅલી કરવામાં આવે છે. સરેરાશ અને ઓછા દબાણ સાથે પાઇપલાઇન્સના વેલ્ડીંગ પર લાગુ થાય છે.
- અર્ધ-સ્વચાલિત. મેન્યુઅલ કાર્યમાં ફક્ત પાઈપો નાખવાનો સમાવેશ થાય છે. જોડાણ આપોઆપ થાય છે.
- આપોઆપ.પ્રક્રિયાની શરૂઆતથી અંત સુધી એકમના તમામ એકમોની હિલચાલ કમ્પ્યુટર દ્વારા નિયંત્રિત થાય છે, ઓપરેટર ફક્ત જરૂરી પરિમાણો દાખલ કરે છે.
આધુનિક મશીનો ઉચ્ચ ચોકસાઈ સાથે કામ કરે છે. તેઓ HDPE અથવા ઇલેક્ટ્રિક કપ્લિંગ્સ પર મુદ્રિત બાર કોડમાંથી જરૂરી માહિતી વાંચી શકે છે, પ્રક્રિયાના અંતે તેઓ રિપોર્ટિંગ પ્રોટોકોલ જારી કરે છે, ભૂલો સૂચવે છે.
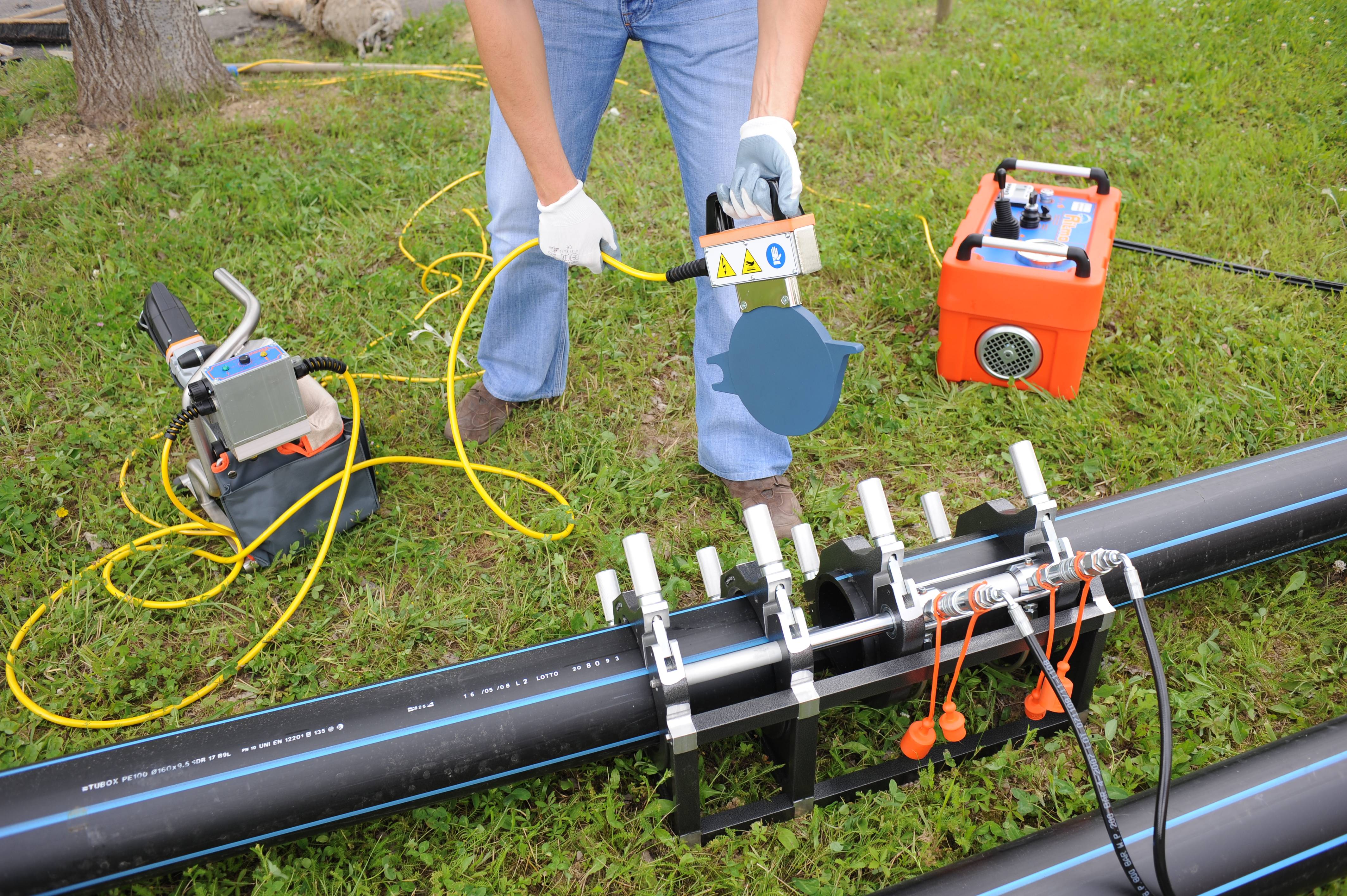
ઇલેક્ટ્રોફ્યુઝન સાધનો
 ઇલેક્ટ્રોફ્યુઝન વેલ્ડીંગની તકનીક નીચે મુજબ છે. ઉત્પાદનના તબક્કે, આંતરિક સપાટીથી દરેક જોડાણમાં તેની બાહ્ય સપાટી પર બે લીડ્સ સાથે ગરમીનું તત્વ નાખવામાં આવે છે.
ઇલેક્ટ્રોફ્યુઝન વેલ્ડીંગની તકનીક નીચે મુજબ છે. ઉત્પાદનના તબક્કે, આંતરિક સપાટીથી દરેક જોડાણમાં તેની બાહ્ય સપાટી પર બે લીડ્સ સાથે ગરમીનું તત્વ નાખવામાં આવે છે.
જે પાઈપોને જોડવામાં આવશે તે કપલિંગમાં નાખવામાં આવે છે. વિશિષ્ટ કેબલ સાથે, કપ્લીંગ અને વેલ્ડીંગ મશીનના આઉટપુટ જોડાયેલા છે. તે પછી, કપલિંગની અંદરનું તત્વ ગરમ થાય છે.










આને કારણે, હીટિંગ એલિમેન્ટના વિસ્તારમાં પોલીપ્રોપીલિન પાઇપનો વિભાગ અને કપલિંગ પીગળી જાય છે. જ્યારે ઉપકરણ બંધ થાય છે, ત્યારે ઉત્પાદનના કનેક્ટેડ ભાગોનું વિપરીત પોલિમરાઇઝેશન થાય છે. પરિણામ એક મોનોલિથિક જોડાણ છે.
લગભગ કોઈપણ વ્યાસના ઉત્પાદનો સાથે કામ કરી શકે છે. તેઓ પોલીપ્રોપીલીન પાઈપો તેમજ લો-પ્રેશર પોલીઈથીલીન (HDPE) ઉત્પાદનોને વેલ્ડ કરી શકે છે.
મુખ્ય તત્વ માઇક્રોપ્રોસેસર છે નિયમનકારી વીજ પુરવઠો સાથેનું એકમ. તે મોનિટરિંગ કામગીરી માટે વેલ્ડીંગ પ્રોટોકોલને બચાવે છે અને જરૂરી હીટિંગ તાપમાન મેળવવા માટે જરૂરી પ્રવાહ પેદા કરે છે.
આપેલ સમયે, ઉત્પાદનના વ્યાસ અને અન્ય પરિસ્થિતિઓના આધારે, તે ઉપકરણને બંધ કરે છે. ઉપકરણ -20…+60 °C તાપમાન શ્રેણીમાં બહાર કામ કરી શકે છે.
ઉદાહરણ તરીકે, રોથેનબર્ગર રોવેલ્ડ રોફ્યુઝ પ્રિન્ટ ઉપકરણ, તેના ઓછા વજન અને પરિમાણો (લગભગ 20 કિલો વજનનું એક નાનું બોક્સ) સાથે, તમને 1200 મીમી સુધીના વ્યાસ સાથે HDPE અને પોલીપ્રોપીલિન પાઈપોને કનેક્ટ કરવાની મંજૂરી આપે છે.
તેમના પરનો ડેટા મેન્યુઅલી દાખલ કરી શકાય છે અથવા ઉત્પાદક દ્વારા પાઇપ પર ઇન્સ્ટોલ કરેલા બારકોડમાંથી વાંચી શકાય છે. ઉપકરણ વાપરવા માટે સરળ છે અને વિગતવાર સૂચનાઓ સાથે આવે છે.
યોગ્ય ઉપકરણ કેવી રીતે પસંદ કરવું?
સોલ્ડરિંગ આયર્ન જેવા વેલ્ડિંગ પ્લાસ્ટિકના કામ માટેના ઉપકરણો અને પરંપરાગત રીતે 2 પ્રકારોમાં વહેંચાયેલા છે - મેન્યુઅલ અને મિકેનિકલ.
મેન્યુઅલ ઉપકરણ
પાઈપોના છેડા અને હેન્ડલ માટે ટીપ્સ સાથે હીટિંગ પ્લેટનું પ્રતિનિધિત્વ કરે છે. ઓપરેશનના સિદ્ધાંત મુજબ, તે લોખંડ અને ઇલેક્ટ્રિક સોલ્ડરિંગ આયર્ન જેવું જ છે.

જોડાવાના ઉત્પાદનોને સંકુચિત કરવા માટે માનવ પ્રયત્નોની જરૂર છે. 12.5cm થી વધુ ના વ્યાસ સાથે PE પાઈપો માટે યોગ્ય. તદનુસાર, તે મોટા જથ્થાના કામ માટે યોગ્ય નથી, અને તે ઘરના ઉપયોગ માટે તેને પસંદ કરવા યોગ્ય છે.
યાંત્રિક
યાંત્રિક સોલ્ડરિંગ ઉપકરણ એ પાઇપ અને ઇન્સ્ટ્રુમેન્ટ બ્લોકને ફિક્સ કરવા માટે ડિસ્ક સાથે સપોર્ટ ફ્રેમ છે. અંદરના હીટિંગ તત્વો સાથેનું હીટિંગ એલિમેન્ટ કનેક્ટેડ પાઈપોના છેડાને ગરમ કરે છે, અને મિકેનિક્સ આ સ્થાનોનું મજબૂત સંકોચન પૂરું પાડે છે.
તે ઉત્પાદનોના વેલ્ડીંગ પર લાગુ થાય છે જે ઉચ્ચ ઓપરેશનલ લોડિંગના સંપર્કમાં આવે છે. ઉત્પાદનોનો વ્યાસ અમર્યાદિત છે.
વ્યાવસાયિકોએ આ વિકલ્પ પસંદ કરવો જોઈએ.
યોગ્ય પસંદગી કરવા માટે ઉપયોગી ટીપ્સ:
પેકેજ પર ધ્યાન આપો
નોઝલ માટે કી સાથેનું ઉપકરણ એક, મહત્તમ બે વ્યાસ સાથે કામ કરવા માટે યોગ્ય છે. જો કાર્યનો અવકાશ મોટો હોય, તો વિવિધ વ્યાસના નોઝલ સાથે સાધનો પસંદ કરો;
એકમ શક્તિ
વ્યાવસાયિકો પાસે એક રહસ્ય છે.સાધનસામગ્રીની લઘુત્તમ શક્તિની ગણતરી એક સરળ સૂત્ર દ્વારા કરવામાં આવે છે - સૌથી મોટો પાઇપ વ્યાસ કે જેની સાથે તમારે કામ કરવું પડશે તે 10 દ્વારા ગુણાકાર કરવામાં આવે છે.







ઉદાહરણ તરીકે, જો તમે ઘરે 50 મીમીના વ્યાસ સાથે પાઈપોને વેલ્ડ કરવા જઈ રહ્યા છો, તો એકમની ન્યૂનતમ શક્તિ = 50 × 10 = 500W;
કયા ઉત્પાદકને પસંદ કરવા?
સૌથી વધુ રેટિંગ ચેક કંપનીઓના ઉત્પાદનો માટે છે (ઉદાહરણ તરીકે, ટીએમ "ડેટ્રોન"). પરંતુ ઉત્પાદનોની કિંમત - કરડવાથી. તેથી - એક વિકલ્પ તરીકે - ટર્કિશ ઉત્પાદકો. સ્થાનિક ઉત્પાદનના સારા મોડલ છે.
વિષય પર તારણો અને ઉપયોગી વિડિઓ
વેલ્ડીંગ મશીન પસંદ કરવા માટે સરખામણી અને ઉપયોગી ટીપ્સ:
આ વિડિઓ તમારા પોતાના હાથથી પીપી પાઈપો માટે વેલ્ડરને એસેમ્બલ કરવાની પગલું-દર-પગલાની પ્રક્રિયા દર્શાવે છે:
પોલિઇથિલિન પાઈપો માટે યોગ્ય વેલ્ડીંગ મશીન પસંદ કરવું એટલું મુશ્કેલ નથી. સ્વીકાર્ય કિંમત શ્રેણીમાં જાણીતા ઉત્પાદકોના ઉત્પાદનોને પ્રાધાન્ય આપવાનું વધુ સારું છે. વેલ્ડીંગ ટેકનોલોજીના કડક પાલન સાથે, વિશ્વસનીય જોડાણ મેળવી શકાય છે.
ઘરે અથવા દેશમાં પોલિમર પાઇપલાઇન એસેમ્બલ કરવા માટે તમે વેલ્ડીંગ મશીન કેવી રીતે પસંદ કર્યું તે વિશે અમને કહો. તમારી પસંદગી પાછળના કારણો શેર કરો. કૃપા કરીને નીચેના બ્લોકમાં છોડી દો, લેખના વિષય પર ફોટો પોસ્ટ કરો, પ્રશ્નો પૂછો.



